
国際特許分類[B29L7/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 板状物品,例.フィルムまたはシート (3,923)
国際特許分類[B29L7/00]に分類される特許
181 - 190 / 3,923
PTFE層および製造方法
【課題】PTFE層および製造方法を提供する。
【解決手段】ノードおよびフィブリルミクロ構造を僅かに有しているか或は有していない薄いPTFE層を説明し、制御可能な浸透性および多孔性を見込んでいるPTFE層を製造する方法を開示する。幾つかの実施形態では、PTFE層は血管内移植片または他の医療装置におけるバリア層として作用してもよい。
(もっと読む)
透明樹脂板の連続製造方法

【課題】活性エネルギー線透過性フィルムを用いた透明樹脂板を連続的に製造する方法において、うねりが小さく、熱収縮に異方性がない光学材料への適応も可能な透明樹脂板を製造する。
【解決手段】可撓性を有する活性エネルギー線透過性フィルム1の上に、粘度が100〜1,000,000mPa・sである重合性モノマー組成物5を供給し、供給された重合性モノマー組成物上に別の活性エネルギー線透過性フィルム1’を被せ、前記フィルムの少なくとも一方のフィルムを介して前記重合性モノマー組成物に照射装置2により活性エネルギー線を照射し、前記重合性モノマーを重合してモノマー含有率が1〜50重量%である板状組成物5’とする工程と、前記板状組成物から前記活性エネルギー線透過性フィルムを剥離し、前記板状組成物を熱風炉10にて加熱して重合を完結させ、板状組成物に対して移送方向に2〜30N/cm2の張力を印加する工程からなる。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
ポリエチレン系樹脂積層発泡シートの製造方法
【課題】押出発泡後の発泡体の収縮を抑制または防止し、寸法安定性に優れるポリオレフィン系樹脂積層発泡体の製造方法を提供する。
【解決手段】ポリエチレン系樹脂2とブタン8とを含む発泡芯層形成用溶融樹脂9と、ポリエチレン系樹脂を基材樹脂とする表面層形成用溶融樹脂5とを環状ダイ13から共押出しする。積層発泡シート1全体の見掛け密度は18〜90kg/m3で、かつ厚み2mm以上30mm未満で、表面層形成用溶融樹脂5には脂肪酸エステル等からなる収縮防止剤が0.7質量部以上配合されており、一方発泡芯層形成用溶融樹脂9には、脂肪酸エステル等からなる収縮防止剤が0.7質量部未満配合されているかまたは配合されておらず、層発泡シート全体の厚みt[mm]に対する片面当たりの表面層の坪量m[g/m2]の比m/tをそれぞれ3〜15とする。
(もっと読む)
ウェハレンズの製造方法
【課題】成形型を利用し熱変化をともなう転写工程によって樹脂層を形成する際に、レンズ等の光学面の位置ズレを低減できるウェハレンズの製造方法を提供すること。
【解決手段】マスター型30,130の平均線膨張係数と基板11の平均線膨張係数とが略等しいので、マスター型30,130と基板11との間に樹脂材料41a,41bを挟んで転写によってレンズ樹脂層12,13を形成する際に、マスター型30,130と基板11とを加熱して硬化させても、基板11やレンズ樹脂層12,13を元の温度に戻せば、レンズ樹脂層12,13を構成するレンズ要素L1,L2の光学面の間隔は、元の温度におけるマスター型30,130の転写面31a,32aに対応するものとなる。これにより、レンズ要素L1,L2又は光学面の位置ズレを低減したウェハレンズ10を得ることができる。
(もっと読む)
熱硬化性成形材料、成形体の製造方法及び配線基板
【課題】押出成形法等により容易に成形可能であり、耐熱性と強靱性とを両立でき、二次加工性に優れ、かつ、金属電極又は基板に強力に接着できる配線基板を製造することができる熱硬化性成形材料を提供する。
【解決手段】エポキシ樹脂、非晶性熱可塑性樹脂、エポキシ硬化剤、及び、無機フィラーを含有する熱硬化性成形材料であって、前記熱硬化性成形材料全体に占める無機フィラーの割合が20〜60体積%であり、前記熱硬化性成形材料中の樹脂成分の全体積に占めるエポキシ樹脂の割合が40〜95体積%であり、前記無機フィラーは、モース硬度が4〜8である無機フィラーを含有し、かつ、前記熱硬化性成形材料中の無機フィラーの全体積に占める前記モース硬度が4〜8である無機フィラーの割合が50〜100体積%である熱硬化性成形材料。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】被成形材料を押出口11から前方に押し出す材料押出部と、材料押出部から押し出される被成形材料を受け入れて、軸心が水平方向又は略水平方向に沿う姿勢で上下方向に並ぶ一対のロールにてシート状に成形して払い出す材料圧延部と、材料押出部と材料圧延部との間において材料押出部から押し出される被成形材料を一時的に貯留する材料貯留部3とが設けられたシート成形装置であって、材料貯留部3における左右両側を区画する左右一対の側壁部3G夫々が、一対のロールの間に進入するロール間進入部分32と、一対のロールよりも押出口11側の押出口ロール間部分31とを備えて構成され、一対の側壁部3G夫々の内面3Sのうち、少なくとも押出口ロール間部分31の内面31S同士の左右方向の間隔である左右間隔が、下方側ほど広くなるように構成されている。
(もっと読む)
二軸配向ポリエステルフィルム及びそれらの銅との積層板
【課題】熱安定性、耐熱性(はんだ及び寸法安定性)並びに低膨張率の二軸配向ポリエステルフィルムの提供。
【解決手段】(1)少なくとも90モル%のテレフタル酸残基及び/又はナフタレンジカルボン酸残基の二酸残基;及び(2)少なくとも90モル%の1,4−シクロヘキサンジメタノール残基を含むジオール残基を含んでなるポリエステルから製造される二軸配向ポリエステルフィルムであって;前記ポリエステルのフィルムが、90〜110℃の延伸温度で縦方向に2.5X〜3Xの比でそして横方向に2.5X〜3Xの比で延伸され(Xは延伸比)、且つ続いて延伸フィルムが260℃〜Tm[Tmは示差走査熱量測定法(DSC)によって測定したポリエステルの融点である]の実際フィルム温度において、前記延伸フィルムの寸法を保持しながら、1〜120秒間ヒートセットされているフィルムが開示される。
(もっと読む)
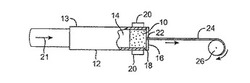
引抜延伸による熱可塑性樹脂シートの製造方法
【課題】引抜延伸後の熱可塑性樹脂シートを巻取り機で巻き取る際に巻きシワの発生を防止できるとともに、厚さや機械的物性を均一にし、好適に熱可塑性樹脂シートを引抜延伸成形して製造することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】一対の引抜延伸ロールの間に通過させて熱可塑性樹脂シートを引抜延伸しつつ引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取って、引抜延伸した熱可塑性樹脂シート1’を製造する方法において、一対の引抜延伸ロールと巻取り機9の間に設けた端部切断除去装置11によって、引抜延伸後の熱可塑性樹脂シート1’の幅方向T両端部1a、1b側をそれぞれ切断除去し、両端部1a、1b側を切断除去した引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取るようにした。
(もっと読む)
樹脂フィルムの製造装置および樹脂フィルム
【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置および当該製造装置で製造された樹脂フィルムを提供する。
【解決手段】 ゴムロール3は、ロール状の鉄心31と鉄心31の表面に設けられるゴム層32とからなる。さらにゴム層32は2層からなり、鉄心31に近い側に設けられる内層32aと、内層32aの外側に設けられる外層32bとからなる。内層32aを、デュロメータ硬さがA60〜A80のHTVシリコーンゴムまたはRTVシリコーンゴムのいずれかで形成し、外層32bを、デュロメータ硬さがA70〜A80のRTVシリコーンゴムで形成する。
(もっと読む)
181 - 190 / 3,923
[ Back to top ]