
国際特許分類[B65B41/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 容器を形成するシートまたは被包材の繰出しまたは供給 (309)
国際特許分類[B65B41/00]の下位に属する分類
シートまたは被包材のブランクの供給 (42)
ロールからウエブを供給すること (137)
シート,ブランク,またはウエブを正しくそろえること (24)
国際特許分類[B65B41/00]に分類される特許
61 - 70 / 106
包材供給装置

【課題】間欠作動型の包材繰出し装置と組み合わせ使用され、汎用性に優れ且つ小形化が可能な包材供給装置を提供する。
【解決手段】包材供給装置は、包材リール(R)を回転させ、包材リール(R)から包材(W)を包装機の間欠作動型の包材フィーダ(16)に向けて供給させるリールモータ(28)と、包材リール(R)と包材フィーダ(16)との間に配置されたダンサローラ(30)と、ダンサローラ(30)の現在位置を検出するリニアポテンショメータ(32)と、リニアポテンショメータ(32)にて検出した現在位置に基づき、ダンサローラ(30)の上下動を目標位置と設定上限位置との間の範囲内に収めるべくフィードバック制御するコントローラ(34)とを備える。
(もっと読む)
包装充填装置

【課題】シーリングテープが包装材料の適正な位置に接合され、良好な縦シールを有する包装充填容器を得ることができる包装充填装置を提供する。
【解決手段】帯状包装積層材料1の縁部1aにシーリングテープ2を接合し、帯状包装積層材料を筒状に成形して形成される縦シール部のシーリングテープ2を重ね接合し、内容物を充填して横シールし、筒状包装積層材料を切断分離して容器に包装充填する装置であって、搬送される帯状包装積層材料から一定の距離を置いて、センサヘッド面がシーリングテープ2が接合された帯状包装積層材料の縁部1aを被う第1渦電流式変位センサ16と、センサヘッド面が帯状包装積層材料の中央を被う第2渦電流式変位センサ17と、第1渦電流式変位センサ16と第2渦電流式変位センサ17からの信号に基づいて、帯状包装積層材料の縁部の位置を計測する位置計測手段18とを有する。
(もっと読む)
マーク検出機構及びこのマーク検出機構を備えた包装装置
【課題】フィルム搬送前に光量を調整しておくだけでマークの有無が正確に判別でき、かつセンサの数を少なくしてコストの低減をはかる。
【解決手段】停止時光量制御部8による発光素子10の照射光レベルを調整する基準レベルを、マーク検出用閾値レベルより有意の差だけ高いレベルとする。そして、フィルム1が搬送状態にあるとき受光素子6で受光した光のレベルがこの基準レベルを超えると、発光素子10の照射光レベルを下げて、この受光レベルが基準レベルを超えないようにする、搬送時光量制御部9を設ける。このような構成とすることにより、停止時にマークが印刷されている場所であるか否かに関係なく、マークの有無を確実に検出できるようになる。
(もっと読む)
自動感度調整機能付き包装紙レジマーク検出装置
【課題】下地を検出したセンサーの出力値の変動が大きくなる場合でも、下地とレジマークとを区別して検出可能であって包装機や製袋機の運転を一時停止させることなく連続運転を可能にする自動感度調整機能付包装紙レジマーク検出装置を提供する。
【解決手段】感度調整運転時に、包装紙の微小な所定ピッチ走行毎に包装紙の地部分とレジマークについてマークセンサーからの検出値が入力される。地部分の代表値Arはレジマークの検出値が変動する変化域w2に最も近い値に、レジマークの代表値Brは地部分の検出値が変動する変化域w1に最も近い値に設定され、閾値Cは代表値Arと代表値Brの中間値に設定される。本運転において、地部分側の検出値が閾値Cを越えてレジマーク側の検出値と判断されることがなくなる。
(もっと読む)
包装装置
【課題】2つのフィルムロールから繰り出した2枚のフィルムシートの間に被包装物を挟んで前後左右を熱溶着して包装する包装装置において、溶着先端がずれたり、しわができたり、折れた状態で溶着されたりしないようにする。
【解決手段】従来装置における、搬送ベルト、被包装物の先端、後端検知センサ、制御手段に加えて、少くとも一方のフィルムロールに対し搬送ベルトとより遅い速度でフィルムを繰り出せるフィルム駆動手段を設け、包装開始前の状態で被包装物挿入押し込みの抵抗を小さくするためフィルムにたるみを持たせておき、フィルムに挟まれた被包装物が搬送ベルトで搬送されるとフィルム駆動手段も駆動させ、たるみが少なくなって行きゼロになる瞬間では駆動させておき張力の衝撃を柔らげその後停止させ、被包装物後端側の熱溶着が終った後で、次の包装のためのたるみを形成させる。
(もっと読む)
包装装置
【課題】各包装単位における印刷模様に位置ずれがなく、包装の無駄がないようにする。
【解決手段】第1、第2のブレーキ手段610,620によるブレーキ動作の制御を、ブレーキ動作制御手段700で行うようにする。そして、この手段によるブレーキ動作の制御を、被包装物900の先端が2枚のフィルム210の前回溶着切断部分(溶着部211)に到達するタイミングでブレーキ動作をOFFとする。また、この包装装置では溶着ナイフ410の上流側に、2枚のフィルム210を押し付けるシャッタ板810と、その上流側の挿入ガイド機構100内に、被包装物を搬送面に押し付けるガイド押付板820が設けられている。
(もっと読む)
束を形成する方法とこの方法を実施する装置
【課題】
印刷されて収縮された箔によって結束されているそれぞれに複数の包装ユニットから成る束の形成が、合理的形式で異なった装備により或いは異なった印刷により可能である方法を提供すること。
【解決手段】
箔材料による被覆によって複数の包装ユニットから成る束を形成する方法では、箔材料の印刷が被覆直前に少なくとも一つの印刷ユニットによって行われ、この印刷ユニットが箔材料の縦方向に貯蔵部と包装ステーションの間に設けられる。 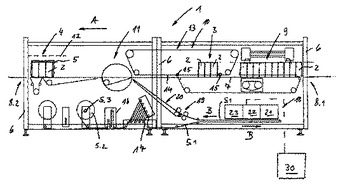 (もっと読む)
(もっと読む)
計量されたプレストレッチフィルム送出しアセンブリを含むリング包装装置
本発明は、荷の周囲長さに基づいて、プレストレッチされた包装材料の所定の固定された量を定量供給するための装置及び方法を提供する。非回転リングは、モータにより駆動されるベルトを具備する。包装材料ディスペンサは、回転リングに搭載され、回転リングは、バンドに接続するプーリーを具備しても良いので、回転リングは、駆動ベルトにより駆動される。包装されるべき荷の周囲長さに基づいて、回転リングにより行われる各回転に対して定量供給されるプレストレッチされた包装材料の量は、決定される。荷の固縛(包装力)及び最適な包装材料の使用の面における良好な包装性能は、荷の周囲長さの約90%から120%の間にある、プレストレッチされた包装材料の長さを定量供給することにより実現される。回転当たりの定量供給される包装材料の量が一旦決定されると、回転リング駆動部の最終プレストレッチ面速度に対する比(即ち、プレストレッチローラーの回転/回転リングの回転の数値)は、設定可能で、機械的に制御可能である。従って、回転リングとディスペンサの各回転に関して、包装材料の所定の固定された量が、定量供給されて、荷の周囲を包装する。別の実施の形態において、前記比は電子的に制御される。  (もっと読む)
(もっと読む)
計量されたプレストレッチフィルムの送出しのための方法及び装置
本発明は、荷の周囲寸法に基づいて、プレストレッチされた包装材料の所定の実質的に一定な長さを定量供給するための方法及び装置を提供する。包装するための荷の周囲寸法に基づいて、包装材料ディスペンサと荷との間の相対回転の各回転に対して定量供給されるべきプレストレッチされた包装材料の量は、決定される。相対回転を提供するために使用される回転駆動システムは、包装材料ディスペンサのプレストレッチアセンブリ部分に接続する。接続は、機械的又は電気的である。接続は、プレストレッチアセンブリの、回転速度の供給速度に対する比を制御して、それによりプレストレッチされた包装材料の所定の実質的に一定な長さは、回転駆動装置の速度に関係なく、荷に対する包装材料ディスペンサの各回転に対して定量供給される。機械的接続の場合において、接続はまた、回転駆動装置をプレストレッチアセンブリ部分に接続するので、回転駆動装置は、プレストレッチアセンブリ部分を駆動する。荷の確保(包装力)と最適な包装材料の使用の面における良好な包装性能は、荷の周囲寸法の約90%から約120%の間にある、プレストレッチされた包装材料の長さを定量供給することにより、実現される。 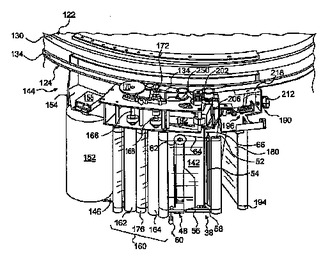 (もっと読む)
(もっと読む)
包装装置
【課題】印字処理されたフィルムを用いて被包装物に対する値付け作業を効率化するとともに、印字処理部分の文字や図形等を有効に機能させることが可能な包装装置を提供する。
【解決手段】包装装置1は、緊張保持されたフィルムFに対して被包装物(商品GおよびトレーT)を押し当てて、被包装物における押し当てられた面とは反対の面にフィルムFの端部を折り込む包装装置である。制御部9は、予めポップ広告P1等が印字されたフィルムF2を用いて包装する場合には、無地のフィルムF1を使用して被包装物を包装する場合と比較して、フィルムF2のストレッチの程度(伸ばし具合)を抑え気味にして包装するように各部の制御を行う。
(もっと読む)
61 - 70 / 106
[ Back to top ]