
国際特許分類[B65B43/12]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装と関連する容器または入れ物の成形,繰出,開口または組立 (622) | 平らなまたは折りたたまれた状態の可撓性の袋または紙箱のブランクの繰出し;一連のまたは鎖状の平らな袋の繰出し (129)
国際特許分類[B65B43/12]の下位に属する分類
国際特許分類[B65B43/12]に分類される特許
1 - 10 / 15
包装装置
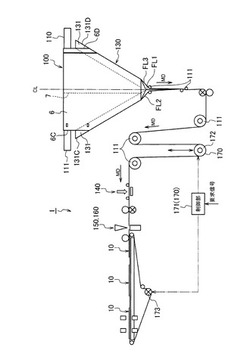
【課題】包装袋の製造工程における手間やコストを縮減しつつ、被包装体の収容時における生産効率の低下を抑制できる包装装置を提供する。
【解決手段】包装装置1は、シート材を搬送する搬送機構110、搬送方向に沿ったシート材の第1側部6Cを、他方の第2側部6Dに沿うように、包装袋底部を基点にシート材を折る折り機構130と、シート材を交差方向CDに沿って一定間隔毎に接合して包装袋の側面を形成する接合機構150と、シート材を包装袋の側面に沿って切断する切断機構160と、収容手段からの包装袋の要求信号に応じて包装袋を供給するタイミング調整機構170と、を備える。
(もっと読む)
ケーサー装置及びこれに適用されるシート整形装置

【課題】シート群の端部を揃えて整形する際に大きさの異なるシートに型替えする必要が生じても容易に対応可能なケーサー装置を提供する。
【解決手段】シートマガジンからシートを供給してパック品を梱包するケーサー装置1であって、シートを複数枚積み重ねた状態のシート群101を搬送する第2搬送コンベア4と、第2搬送コンベア4から搬送されるシート群101を受け取ってシートマガジンに供給するシートエレベータ5と、第2搬送コンベア4にて搬送されているシート群101の端部101aと接触する接触位置とシート群101から退避する退避位置P2との間で移動可能で、シート群101の端部101aを揃えて整形する接触部材6aと、シート群101の大きさに応じて接触部材6aの接触位置を調整する駆動機構6bと、駆動機構6bの調整量を制御可能な制御装置10と、を備えた。
(もっと読む)
包装機への袋供給方法及び装置
【課題】横型製袋機と包装機が併設されかつ両者が連動する製袋包装機において、種々のタイプの横型製袋機と包装機の組み合わせ及び設置形態を可能とする。
【解決手段】横型製袋機から送り出された袋を位置決めする位置決めコンベア3、袋を包装機のコンベアマガジン式給袋装置に順次供給する供給コンベア39、及び位置決めコンベア3と供給コンベア39の間に配置された第1〜第3移送手段からなる。第1移送手段4,5は、位置決めコンベア3上の袋を吸着して持ち上げ、開口部を下向きとした垂直姿勢に変更する。第2移送手段21,22は第1移送手段4,5に保持された袋を挟持部材27で挟持して受け取り、所定位置に水平移送すると同時に袋を回転させて袋面を前記供給コンベアの送り方向に向ける。第3移送手段35は第2移送手段21,22に保持された袋を吸着して受け取り、水平姿勢に変更し開口部を送り方向に向けて前記供給コンベア39上に置く。
(もっと読む)
袋移送及び傾き修正装置
【課題】ロータリー式袋詰め包装装置2に供給する袋8の傾きを、供給する前に修正し、印字や袋口シールが傾かないようにする。
【解決手段】開閉自在の挟持部材34,35と、挟持部材を開閉させるエアチャック36と、挟持部材を袋の受取り位置(ロータリー式袋移送装置3のグリッパーから袋を受け取る位置)と引渡し位置(ロータリー式袋詰め包装装置のグリッパー22に袋を引き渡す位置)の間で往復移動させる往復移動機構37と、挟持部材の往復移動の過程で、挟持部材を挟持する袋の幅方向に沿った鉛直面内で揺動させる往復揺動機構38からなる。挟持部材は、往復移動機構の一部である往復移動体46と共に移動し、往復揺動機構の一部であり往復移動の過程でカムによって作動する揺動レバー57の下端に取り付けられて共に揺動する。挟持部材が揺動することで袋8の傾きが修正される
(もっと読む)
袋さばき装置
【課題】多くの袋詰め包装作業で使用できる様に、袋さばき装置を独立させ、手作業と同程度のさばき効果を得られる安価なさばき装置を提供することを目的とする。
【解決手段】袋体装着部、回転駆動部、回転軸支持台を有し、回転軸に装着した袋体が回転軸に巻き付くように回転し、この巻き付き作用により、袋体束の1枚毎に異なる回転半径が得られ、袋体束内の相接する袋体同士にずれを生じさせることができ、袋束の状態により相接する袋体同士が密着している場合や、辺部の加工状態により絡みあう場合、袋体を形成する上面と下面が密着している場合など袋体の密着を効率的にさばくことができる袋さばき装置とした。
(もっと読む)
袋供給装置
【課題】コンベアマガジン式給袋装置のベルトコンベア上の袋群(上位の袋が前方にずれるような形態で積層した袋群)の後端に新たな袋を送り込む。袋群の後端を持ち上げる装置の処理能力を上げて、速いピッチで新たな袋を次々に補充できるようにする。
【解決手段】袋持ち上げ装置2が、ベルトコンベア1の後端近傍において左右に対向配置された一対の袋支持部材35,36と、袋支持部材にベルトコンベアの搬送方向に垂直な面内で対称的に回転の並進運動を行わせる回転機構37を備える。袋支持部材は内向きに水平に突出する袋支持部35a,36aを有し、この袋支持部が袋群7の両側縁部に下方から当接し、袋群の後端部を支持して持ち上げ、続いて袋群の両側縁部から外側に離脱する。袋支持部が袋群の後端部を持ち上げている間に、ベルトコンベアの搬送面と袋群の間に新たな袋を送り込む。
(もっと読む)
製袋搬送装置
【課題】フィルムの指標が厳密に等間隔に配列されていなくても、フィルムから形成される封筒を、挿入物の移動に同期するよう連続搬送できる製袋搬送装置を提供する。
【解決手段】制御装置10は、位相差を打ち消す方向に、走行手段2の速度を加速、又は減速する。例えば、挿入物Sよりも封筒Eの位置が搬送方向に対して後退し(遅れ)ている場合、走行手段2の駆動源22の回転数を上昇させ、位相差がゼロになるまで走行手段2の牽体24を加速する。反対に、挿入物Sよりも封筒Eの位置が搬送方向に対して前進(先行)している場合、走行手段2の駆動源22の回転数を減少させ、位相差がゼロになるまで走行手段2の牽体24を減速する。
(もっと読む)
カートン材供給装置
【課題】積み重ねられた状態のカートン材を起立状態で順次重ねて供給する際に、初回供給時の手作業が不要となり、保持手段を前後及び上下に作動させるだけで良いため、構成が簡略化でき、装置も小型化できるカートン材供給装置の実現。
【解決手段】予め決められた個数の製品をまとめて梱包するためのカートン材を、積み重ねられた状態の複数のカートン材からなるカートン束1として供給するカートン材供給装置は、水平方向に倒れた状態で搬送されてくる前記カートン束を、鉛直方向に起立させた状態とする姿勢変更手段10と、前記起立させた状態の前記カートン束が倒れないように保持する保持手段20と、を有し、前記保持手段は、複数のカートン束が順次重ねて保持されていくのに伴って、前記カートン束を起立させた状態のままカートン受部30に移動し、当該複数のカートン束が当該カートン受部に近接したことを検出すると、当該カートン受部に前記カートン束を立てかけるように退避する。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
自動袋掛け装置
【課題】 構造が簡潔で袋掛け効率に優れた自動袋掛け装置を提供する。
【解決手段】二つ折りした帯状フィルムロール102をフィルム折返部が下となる縦置きに支承し、該フィルムロール102から引き出された帯状フィルム104の開口側の左右側縁部,フィルム折返部を掴む左右上部チャック124,下部チャック125を等ピッチで設けたフィルム搬送機構120が、帯状フィルム104を横断面V字型に保持して搬送し、フィルム104を挟んで対向するシール・カット機構130がフィルムと同速度で移動しつつフィルムをシール・カットして上方に開口するフィルム袋105を作成し、下部チャック125の解除されたフィルム袋105の下方から容器148が上昇しフィルム袋105内にエアブローされて、容器148内にフィルム袋105が収納される。フィルム搬送手段120が簡潔となって、装置の小型化・制御簡略化による低価格化、メンテナンス回数の低減、フィルムの連続搬送による袋掛けの高効率化を実現できる。
(もっと読む)
1 - 10 / 15
[ Back to top ]