
国際特許分類[B65D1/12]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 一体に形成された本体をもつ剛性または準剛性容器,例.金属材料の鋳造,合成樹脂の成形,ガラス状材料のブロー,陶磁器のろくろ製造,パルプ状の繊維材の成形またはシート材における深絞りによるもの (4,889) | 缶,樽,ビール樽またはドラム缶 (180)
国際特許分類[B65D1/12]の下位に属する分類
形状に特徴のあるもの (69)
充てん口または排出口の配置または配列に特徴のあるもの (7)
国際特許分類[B65D1/12]に分類される特許
71 - 80 / 104
ビア樽管理システム

【課題】 ビア樽やゴムパッキンの処理回数や、ビア樽の保管温度などを記録できるようにしておき、ビア樽を用いたビールの品質管理を効率的に行えるようにしたビア樽管理システムを提供する。
【解決手段】 温度センサ付きICタグを用いてビア樽の管理を行うビア樽管理システムであって、温度を測定するセンサと、前記センサで測定した測定温度情報と、前記ビア樽に対する処理工程における各処理を実施した処理回数情報とを記憶する記憶手段とを有する温度センサ付きICタグが付されたビア樽と、前記ビア樽が前記処理工程の各処理を実施する際に、前記温度センサ付きICタグの記憶手段に記憶されている測定温度情報及び処理回数情報を読み取る手段と、更に前記記憶手段に今回の処理回数を加算して書き込む手段と、前記測定温度情報及び前記処理回数情報が、予め定めた安全基準値を超えているか否かを判定する判定手段とを有するリーダライタ装置とを備える。
(もっと読む)
樹脂被覆金属缶及びその製造方法

【課題】 優れた加工密着性、耐食性、耐レトルト性、フレーバー性に優れたリシール機能を有する樹脂被覆金属缶を提供することである。
【解決手段】 樹脂被覆金属板から成り、首部、胴部及び底部から成る金属缶であって、首部が胴部より縮径されていると共に首部の開口端にカール部が形成されて成る樹脂被覆金属缶において、前記カール部の樹脂被覆層の赤外2色比より求めた配向関数Fが0.4以下であることを特徴とする樹脂被覆金属缶。
(もっと読む)
飲料用アルミニウム缶内面塗装方法及び該方法で塗装された飲料用アルミニウム缶
【課題】 飲料用アルミニウム製容器の内面塗装方法に関し、ガスバリアー性、耐腐食性、耐アルコール性、耐熱性に優れ、飲料の品質及び香味を劣化させることのない、耐食性に優れた飲料用アルミニウム容器並びに該塗膜の形成方法の提供。
【解決手段】 有底円筒状の飲料用アルミニウム容器金属素地内面に、第1層塗料として加工性に優れた内面塗料(1)を塗装し、ネッキング加工及びフランジング加工あるいはネジ加工(カール加工を含む)を行った後、該塗装面に第2層塗料として耐食性の優れた内面塗料(2)を塗装してある飲料用アルミニウム容器並びにその製造方法。
(もっと読む)
ボトル缶及びキャップ付きボトル缶
【課題】キャップのリシールを良好に行うこと。
【解決手段】口金部のねじ部のねじ始まり位置とカール部5間に凹み部8を介してねじ導入出部90が設けられ、ねじ導入出部90は、第1交点91と、第2交点92とを結ぶ線93から外方に突出し、その突出した最も大きな高さLが凹み部8と略同等かそれより低くなるよう所定範囲に設定される。第1交点91は、缶軸と直交する線Hが、カール部外周壁5bにおける先端を通り、口金部の表面と交差する位置で、第2交点92は、缶軸と平行な線Oが、変曲点Xを通る第1接線95と、変曲点Yを通る第2接線96と交差する位置である。
(もっと読む)
アルミニウム製DI缶用水性塗料組成物及び該組成物の硬化塗膜層を有するアルミニウム製DI缶
【課題】 高輝性を呈する意匠性を有し、加圧蒸気処理工程に耐え得る密着性・加工性を有する塗膜を形成できるアルミニウム製DI缶用水性塗料組成物を提供する。
【解決手段】 表面に銀を鍍金したガラスフレーク顔料、水性アクリル樹脂、水性ポリエステル樹脂及び水性アミノ樹脂を有するバインダー樹脂を含有し、前記した顔料の平均粒径が10〜50μmであり、且つ、バインダー樹脂固形分100質量部に対する顔料の含有量が1〜30質量部であることを特徴とするアルミニウム製DI缶用水性塗料組成物。
(もっと読む)
流通時の破胴耐性およびフランジクラック耐性に優れた樹脂被覆アルミニウム・シームレス缶体
突刺強度が高く耐突刺性が優れ、かつフランジクラック耐性に優れた缶体を提供することを課題とする。 本発明の流通時の破胴耐性およびフランジクラック耐性に優れた樹脂被覆アルミニウム・シームレス缶体は、アルミニウム・シームレス缶体10の、缶内面及び/又は缶外面に熱可塑性樹脂層が設けられ、熱可塑性樹脂層の膜厚が内面および外面の合計で2〜50μmであり、缶胴側壁部の最小アルミニウム板厚は0.110mm以下であり、缶胴側壁部の熱可塑性樹脂を除去したアルミニム板を缶周方向に測定した引張破断強度が450MPa以下であり、熱可塑性樹脂層を含む缶胴側壁部の最小部板厚t(mm)と、熱可塑性樹脂層を含む缶胴側壁部の缶高さ方向に測定した引張強度s(MPa)との積が、t×s≧30である。 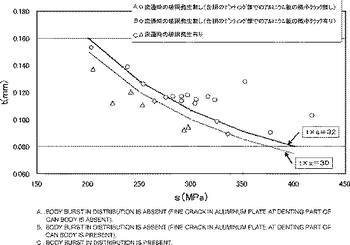 (もっと読む)
(もっと読む)
耐レトルト密着性に優れた絞りしごき缶被覆用フィルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ低温保管時や移送時の耐衝撃性に優れた絞りしごき缶被覆用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 エチレンテレフタレート成分およびエチレンイソフタレート成分からなる共重合ポリエステルを主体とする、融点220〜240℃、ガラス転移点60〜80℃のポリエステルフィルムと金属板との熱ラミネート板において、該フィルムの金属板との接着面側に水分散型高分子ウレタン樹脂をコートされており(以下コート樹脂層)、且つ該フィルムの融点以上の温度で再溶融し(以下リメルト処理)、更にレトルト処理した後の該フィルムと金属板の密着強度が18N/15mm以上である事を特徴とする絞りしごき缶被覆用フィルム。
(もっと読む)
耐レトルト密着性に優れた絞りしごき缶被覆用フィルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ低温保管時や移送時の耐衝撃性に優れた絞りしごき缶被覆用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 エチレンテレフタレート成分およびエチレンイソフタレート成分からなる共重合ポリエステルを主体とする、融点220〜240℃、ガラス転移転60℃のポリエステルフィルムと金属板との熱ラミネート板において、該フィルムの金属板との接着面側に水分散型共重合ポリエステル樹脂を塗布されており、且つ該フィルムの融点以上の温度で再溶融し(以下リメルト処理)、更にレトルト処理した後の該フィルムと金属板の密着強度が18N/15mm以上である事を特徴とする絞りしごき缶被覆用フィルム。
(もっと読む)
ボトル缶およびその製造方法
【課題】 口金部にスカート部を高精度に成形することが可能になるボトル缶及びその製造方法を提供する。
【解決手段】 口金部22は、雄ねじ部6と、該雄ねじ部6の缶軸方向下端に連設されるとともに、下方に向かうに従い漸次拡径された第1周壁部、および該第1周壁部の下端に径方向外方へ凸とされた凸曲面部を介して連設されるとともに、下方に向かうに従い漸次縮径された第2周壁部を備えるスカート部7とを備え、前記第1周壁部のうち、雄ねじ部6の缶軸方向下端の終わり部分6aから、周方向に雄ねじ部6が延在する方向Xと反対方向に向けて少なくとも約180°までの領域に位置する部分に、周方向に延在した、若しくは周方向に断続的に点在した凹部7dが形成されている。
(もっと読む)
耐疵付き性、滑り性に優れたラミネート鋼板およびそれを用いた缶体
【課題】 耐疵付き性、滑り性に優れたラミネート鋼板およびそれを用いた缶体を提供する。
【解決手段】鋼板の少なくとも缶外面となる面に、ポリエステル樹脂からなる延伸フィルムをラミネ−トしたラミネート鋼板であって、前記ポリエステル樹脂は、ジカルボン酸成分とジオール成分からなり、前記ジカルボン酸成分はテレフタル酸、またはイソフタル酸であり、前記ジオール成分はエチレングリコールからなり、さらに、エチレンテレフタレートからなる繰り返し単位がモル%比率で85%以上であり、かつ、ラミネート鋼板のポリエステル樹脂層における面配向係数が0.05以上0.09以下であるラミネート鋼板。前記ラミネート鋼板は、さらに、前記ポリエステル樹脂層の厚さが7μm以上30μm以下が好ましい。また、前記ラミネート鋼板を使用した缶体。
(もっと読む)
71 - 80 / 104
[ Back to top ]