
国際特許分類[B65H67/04]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 繰出し,巻取りまたは折重ね地点での巻芯,容器または完成パッケージの交換または取外し (309) | 巻取りまたは堆積地点で巻取り完了パッケージを取外し,コア,巻枠または空容器と取換える装置;隣接する充填,空巻取機素間の材料の移換 (139)
国際特許分類[B65H67/04]の下位に属する分類
国際特許分類[B65H67/04]に分類される特許
11 - 20 / 71
玉揚装置及びそれを備える糸巻取機
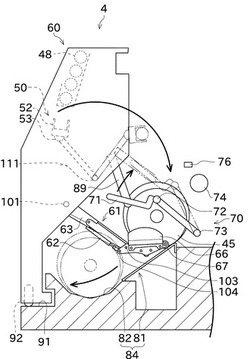
【課題】玉揚時にパッケージが受ける衝撃を軽減するとともに、様々な形状のパッケージに対応可能な玉揚装置を提供する。
【解決手段】玉揚装置60は、支持部材と、ボビン案内用シリンダ62と、を備える。支持部材は、ボビン48に紡績糸が巻かれたパッケージ45を支持する。ボビン案内用シリンダ62は、パッケージ45が支持部材により支持された状態で、満巻のパッケージ45を、支持部材がパッケージ45を受け取るときの当該パッケージ45の位置(第1位置)から、パッケージ受け部84(第2位置)へ搬送するために、支持部材を駆動する。
(もっと読む)
例えばスライバ巻取機において、巻取済ロールを製造するために巻取ローラにリールを供給する装置

【課題】構造面で単純な手段によって、間隙状空間内に迅速且つ信頼性高く空リールを導入するのを可能にする。
【解決手段】スライバ巻取機において、繊維材料の巻取済ロールを製造するために巻取ローラにリールを供給する装置であって、空リールが予備に(貯蔵部内に)保持されており、そして巻取られたロールが交換された後、巻取ロールの包絡面によって形成された間隙状空間内にリールが導入され、装置が貯蔵部からリールを導入するために設けられている。構造面で単純な手段によって、間隙状空間内に迅速且つ信頼性高く空リールを導入するのを可能にするために、貯蔵部は、巻取ローラの側方に配置されており、そして間隙状空間のレベルで側方から間隙状空間内に導入されるように、リールがその都度配置されている。
(もっと読む)
紡糸巻取装置
【課題】 各糸を各巻取りボビン位置に案内するためにローラを用いることなく、糸掛け作業性が良好で、かつ耐久性の高い紡糸巻取装置を提供すること。
【解決手段】 紡糸装置12と巻取装置13とを備えた紡糸巻取装置11であって、巻取装置13は、紡糸装置12からの複数の糸Yを引き取る第1ローラ23と、紡糸装置12からの複数の糸Yを巻き取るための巻取ボビンBを複数支持するボビンホルダ16と、ボビンホルダ16の軸と直交するように配置され、第1ローラ23から送糸された複数の糸Yを各巻取ボビンBに振り分ける第2ローラ24と、第2ローラ24から送糸される各糸Yを各巻取ボビンBに対して綾振りする際の支点となる綾振支点ガイド25と、を備え、第2ローラ24は、複数の糸Yの糸道が巻取運転時における正規の糸道となる巻取運転位置aと、巻取運転位置aよりも低い位置である糸掛け作業位置bと、の間で移動可能とする。
(もっと読む)
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
空ボビンを装着するための運動可能な移動装置を備えた、綾巻きパッケージを製造する繊維機械
【課題】綾巻きパッケージを製造する繊維機械を改良して、操作装置を所定に動かすために形成された駆動装置を操作する制御装置を、様々なボビン規格サイズに簡単に適合させることができるものを提供する。
【解決手段】交換されるべき空ボビンの規格サイズに応じたパラメータを特定するための手段が、駆動装置を所定に操作するために設けられており、手段は、操作エレメントを備えており、駆動装置は、操作エレメントによって手動で制御可能であり、操作装置32,31は、交換されるべき空ボビンに応じて手動で運動可能であり、記憶手段が設けられており、記憶手段に、操作装置32,31の、手動で運動する経路が記憶可能であり、経路は、移動装置によって空ボビン28を自動で装着するために呼出し可能である。
(もっと読む)
線条体の巻取り方法及び巻取り装置
【課題】巻取り速度を上げつつ線条体を巻き取るボビンの切り替え時における線叩きの発生を確実に防止し、高い歩留まりを確保することができる線条体の巻取り方法及び巻取り装置を提供する。
【解決手段】第1のボビン2aで線条体1の巻取りを終了した後、線条体1の走行を中断することなく引き続き第2のボビン2bで線条体1を巻取る方法であって、第1のボビン2aと第2のボビン2bとの間に配した駆動ローラ7と押さえ部材6a,6bとによって第1のボビン2aで巻取る線条体1の巻取り終了部分を引取り、駆動ローラ7と押さえ部材6a,6bとによって引取られた線条体1を吸引ノズル8aによって吸引するとともに、駆動ローラ7と押さえ部材6a,6bとによって引取られた線条体1の出射方向延長上に遮蔽板11aを配置する。
(もっと読む)
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
糸条巻取機
【課題】押し出し部材やボビンホルダの破損、及び、パッケージの品質低下を防止しつつ、ボビンホルダから複数のパッケージを取り外す。
【解決手段】糸条巻取機は、ターレット4に、一方向に長い軸状の2つのボビンホルダ5の一端が支持されている。ボビンホルダ5には、複数のボビン9が装着されている。ターレット4は、ボビンホルダ5の位置を巻取位置P1と待機位置P2の間で切り換える。糸条巻取機は、押し出し板21をボビンホルダ5の基端から開放端に移動させる。すると、押し出し板21が、待機位置P2にあるボビンホルダ5に装着された最もターレット4側に位置するパッケージ10のボビン9の端面における左右両端部に接触し、このパッケージ10を前方に押し出し、複数のパッケージ10を取り外す。押し出し板21は、ターレット4の回転にともない移動するボビンホルダ5の移動領域から離れた位置に退避可能である。
(もっと読む)
線材巻取り用スプール、これを用いた線材の巻取り装置および線材の巻取り方法
【課題】線材を巻き取った後の線材端末の引き出し工程についても自動化することができ、これにより作業効率を向上することが可能な線材巻取り用スプール、これを用いた線材の巻取り装置および線材の巻取り方法を提供する。
【解決手段】線材を巻き取るためのスプール10である。一方のフランジ部11aの外側に、フランジ部11aとの間で線材を挟持可能であって、略十字形にフランジ部11aを覆うクリップ12が固設され、かつ、フランジ部11aの、クリップ12に覆われていない縁部のうち少なくとも一箇所に、切欠き部13が設けられている。
(もっと読む)
巻取機および巻取機を制御する方法
【課題】 巻取機および巻取機を制御する方法を提供する。
【解決手段】 本発明は、連続的に供給される巻取材料をボビンチューブに巻回して巻取パッケージにする巻取機を制御する方法に関する。巻取機は、2つの駆動スピンドルを備える。横断装置が横断ガイドを保持する。横断ガイドは横断運動するように駆動され、横断装置は、横断運動に対して横切る切替方向に切替運動するように駆動される。制御装置が、横断運動および切替運動をともに制御する。上記横断装置および上記横断ガイドの運動は、巻取材料を、第1スピンドルで巻回されたパッケージから固定移送装置を介して第2スピンドルまで案内するように制御される。巻取材料は、第2スピンドルに関連する捕捉装置によって捕捉される。巻取材料は、切断装置によって切断され、切断運動は、第2スピンドルの回転によってもたらされる。
(もっと読む)
11 - 20 / 71
[ Back to top ]