
国際特許分類[B65H67/04]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 繰出し,巻取りまたは折重ね地点での巻芯,容器または完成パッケージの交換または取外し (309) | 巻取りまたは堆積地点で巻取り完了パッケージを取外し,コア,巻枠または空容器と取換える装置;隣接する充填,空巻取機素間の材料の移換 (139)
国際特許分類[B65H67/04]の下位に属する分類
国際特許分類[B65H67/04]に分類される特許
31 - 40 / 71
フィラメントワインディング装置
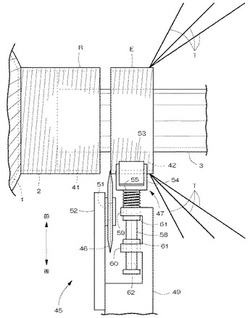
【課題】巻き付け処理後のマンドレルから巻き付け処理前のマンドレルへと移し替えられる受渡リングを用いた繊維束の終端部の受渡機構を具備するフィラメントワインディング装置において、繊維束の終端部を切り離す際に、繊維束がたるむ、あるいは解けるなどのトラブルの発生を防止する。
【解決手段】巻き付け処理後のマンドレル1と一体の第1受渡リング41および巻き付け処理前のマンドレル1に移し替えられる第2受渡リング42に巻き付けられた繊維束Rを、第1・第2の受渡リング41・42間で切断するカッタ46と、カッタ46による切断時に第2受渡部材42を位置保持する保持手段47とを設ける。保持手段47は、第2受渡リング42の外周面に押し当てられる摩擦ローラ53と、摩擦ローラ53を第2受渡リング42に向けて付勢する圧縮バネ55とを含む。
(もっと読む)
フィラメントワインディング自動化システム

【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,12’,13から繰り出される繊維束Rをマンドレルに巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置と、繊維束Rを切断する切断装置とを備え、巻付け装置は、ヘリカル巻で巻き付けるためのヘリカル巻ヘッド13と、ヘリカル巻ヘッド13の両側に配置されて、フープ巻で巻き付けるための一対のフープ巻ヘッド12,12’とを備え、巻付け終了後、受渡装置がヘッド部12,12’,13から繰り出される繊維束Rを保持し、切断装置が繊維束を巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置5が巻付け前のマンドレルを設置し、巻付け装置が受渡装置で保持した繊維束を巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,13から繰り出される繊維束RをマンドレルM1に巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束Rを切断する切断装置とを備え、巻付け終了後、受渡装置3がヘッド部12,13から繰り出される繊維束Rを保持し、切断装置が繊維束Rを巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置が巻付け前のマンドレルM1を設置し、巻付け装置が受渡装置3で保持した繊維束Rを巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
紡機におけるボビン供給方法及びボビン供給装置
【課題】ペッグトレイの連続した移動量を空ボビンの倒れが発生するボビンホルダ内の空ボビン列の後方の空間の限界広さに相当するボビン本数以上に増大させても、ボビンホルダ内における空ボビンの倒れを防止する。
【解決手段】第1及び第2の移送装置は、移送レールを往復移動させてペッグトレイを4ピッチずつ移送する。両移送装置は第1及び第2の接続部で接続され、第2の接続部の途中には空ボビンを1列で収容し、後部上方からシュータ28を介して空ボビンEが送り込まれるボビンホルダ29が設けられている。ボビンホルダ29に1列で収容された空ボビンは、列の先頭の空ボビンEの下方を移動するペッグトレイ12のペッグ12bに挿入されてボビンホルダ29内から取り出される。ボビンホルダ29内の空ボビン列の後方に存在する空間Sが、シュータ28から送り込まれる空ボビンEの倒れが発生する限界広さに達する前に、空ボビンEをボビンホルダ29に送り込む。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
連続2点かせ巻取装置
【課題】2点かせ巻取時において連続的に送り出される糸状体を停止させることによる停止時間及び巻き替え時に糸状体を放流し続けることにより発生する生産ロスを低減する。
【解決手段】一定速度で連続的に送り出される糸状体を2点かせ枠に巻き取る巻取装置において、巻取り中の枠から別の枠への巻き替えを自動で行い、送り出される糸状体を停止させることなく巻き取る2点かせ巻取装置であって、2点かせ枠で巻き取る装置(巻取り軸)が対向に配置され、巻取り軸に取り付けられた2点かせ枠に交互に自動で巻き変えながら巻き取る2点かせ巻取装置である。
(もっと読む)
糸巻取装置
【課題】巻取パッケージを確実に排出する。
【解決手段】クレードル7により回転可能に支持されている巻取ボビン5の下方から搬送コンベア12の手前まで延びていると共に、搬送コンベア12に向かって下るように傾斜したガイド13が設けられている。支持解除レバーを回動させることにより、クレードル7に支持されている巻取ボビン5の支持を解除する際に、ユニットコントローラ20により、巻取ボビン5を駆動するボビン駆動モータが、巻取パッケージ6を排出方向に回転させるように制御される。
(もっと読む)
自動ワインダーのボビン処理部
【課題】ボビンからたれた糸や、糸くずが絡まり難く、糸の絡みに起因する稼動効率の低下を防止することができる自動ワインダーのボビン処理部を提供することを目的とする。
【解決手段】ボビン180のトレー182の搬送経路に沿って配置され、トレー182を搬送する第一のコンベアベルトである丸ベルト115と、前記搬送経路の一部で前記丸ベルト115に並設され、丸ベルト115とともにトレー182を搬送する第二のコンベアベルトと、を備える自動ワインダー101のボビン処理部103において、前記第二のコンベアベルトが平ベルト121(角ベルト141)とされているものである。
(もっと読む)
玉揚装置およびそれを備えた繊維機械
【課題】巻取管ストッカーに貯留されている巻取管をチャッカーで把持する際、その把持位置を一定にすることができる玉揚装置およびそれを備えた繊維機械を提供する。
【解決手段】チャッカーによる巻取管9の把持の際、把持される巻取管9以外の巻取管9を退避させるセパレータ69に支持されていて、かつ、セパレータ69の巻取管退避動作に従動して巻取管9の一方側端部に当接することにより、把持される巻取管9の他方側端部を巻取管ストッカー65の位置決め部材65aに押し付ける押付部材60cを備えた、巻取管位置規制手段60を含む玉揚装置6とした。
(もっと読む)
31 - 40 / 71
[ Back to top ]