
国際特許分類[B65H75/10]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | ウエブ,テープ,または線条材料の貯蔵,例.リールへの貯蔵 (1,050) | コイリング,巻取りまたは折畳まれた材料のための巻芯,巻枠,支持具または保持具,例.リール,スピンドル,コップ管,かん (1,006) | 種類または型式 (363) | 円形または多角形の断面をもつもの (340) | フランジのないもの,例.コップ管 (143)
国際特許分類[B65H75/10]に分類される特許
71 - 80 / 143
巻取りコアの製造方法
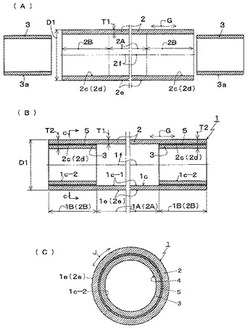
【課題】従来よりも巻き取り重量を増大させることが可能な繊維強化プラスチツク製の巻取りコア。
【解決手段】
円筒状の主体部2を、外径寸法D1及び肉厚寸法T1が長手方向Gの全域で同一となるように繊維強化プラスチツクで成形し、次に、主体部2の両端域2B,2Bの各々に、その内側に繊維強化プラスチツクからなる筒状の補強部3を接合して主体部2と補強部3を一体にしたコア補強域1Bを形成した巻取りコア1を得ることこと。
【効果】従来と同様の円筒状の主体部2の両端域2B,2Bに主体部2と補強部3を一体化してなるコア補強域1B,1Bを形成することで、主体部2の両端域の強度を増大させることができ、従来よりも巻き取り重量を増大させることが可能な巻取りコア1を得ることができる。
(もっと読む)
ICタグ装着用治具

【課題】構成が簡単であって、安価に提供することができ、通信不良などの発生を防止するICタグ装着用治具を提供すること。
【解決手段】長尺シート21を円筒状紙管22の外周面22cに巻回してなるロール状製品20に対し、当該製品にICタグ1を脱着自在に装着するためのICタグ装着手段11を含むものからなり、前記ICタグ装着手段が、前記ICタグを前記紙管の中空部22e内に支持し、当該ICタグのアンテナ面2aを前記紙管の軸方向に対して交差する面上に位置決めして支持するものからなることを特徴とするICタグ装着用治具10を構成するものである。
(もっと読む)
巻取装置、巻回体の製造方法及び巻取システム
【課題】帯状体の巻回精度を向上させることができるとともに、生産効率の向上を図ることができる帯状体の巻取装置、当該巻取装置による巻回体の製造方法、及び、巻取装置を用いた巻取システムを提供する。
【解決手段】巻取装置11は、巻芯21及び巻芯受け31を備える。巻芯21は、基部22と、当該基部22から軸線C方向に延び、巻芯コア2が装着される装着部23と、基部22及び装着部23の間に形成されるテーパ段差部24をと備える。巻芯受け31は、支持部32と、支持部32から軸線C方向に延びる受けピン33と、受けピン33の外周に設けられる受け部34とを備える。巻芯コア2は、断面非円形状の挿通孔8を有しており、装着部23の断面形状は、挿通孔8の断面形状に対応している。受け部34は、巻芯コア2の軸線C方向他端側の当接面9が当接可能な被当接面35を備える。
(もっと読む)
導電性リール
【課題】発塵し易い箇所の発塵を抑制することができる導電性リールを提供する。
【解決手段】リール100は、軸穴104を有するアダプタ101と、内周側にてアダプタ101を保持する円筒型のコア部102と、コア部102の各端部から、コア部102の軸を中心として放射円状に形成されている円板型の2つのフランジ部103とにより構成され、アダプタ101の材料は、コア部102およびフランジ部103の材料とは異なる、1000サイクルのテーバー磨耗試験(荷重1kgf,磨耗輪CS−17)による磨耗損失量が15mg以下の材料である構成である。
(もっと読む)
シート状物の巻取用巻芯体
【課題】 長尺のシート状物、特に合成樹脂フィルムが製膜後に巻芯体に巻き取られて巻取とされた場合、経時変化による巻締まりで幅方向端部に波打ち現象が生じて印刷性が劣ることがあることに鑑みて、波打ち現象や中ダルミ、筋跡の発生等が抑制されたシート状物の巻取を形成できる巻芯体を提供する。
【解決手段】 巻芯体3の両端部に、端部側に徐々に縮径されるテーパー部3aを形成する。該テーパー部3aは、巻芯体3に巻き取られる合成樹脂フィルムからなるシート状物2の幅方向の端面2aから中央側に長さL=5〜25cmの範囲にある位置から、角度θ=0.1〜2°で、少なくとも端面2aを超える位置まで形成する。
(もっと読む)
発泡樹脂シート巻取体
【課題】芯材を巻回体から容易に抜き出すことができる発泡樹脂シート巻取体を提供する。
【解決手段】発泡樹脂シート巻取体1は、芯材2と、該芯材2に巻き取られたウレタンフォームシートなどの発泡樹脂シートの巻回体3とを有している。芯材2の外周面は摺動性を有した被覆材4によって被覆されている。被覆材4は、シート状のフィルムを芯材2の外周に巻き付けたものであってもよく、予め筒状にしておき、この中に芯材2を挿入するようにした外嵌めタイプのものであってもよい。被覆材4と芯材2との摩擦係数が被覆材4と発泡樹脂シートとの摩擦係数よりも小さいか、又は、被覆材4と発泡樹脂シートとの摩擦係数が被覆材4と芯材2との摩擦係数よりも小さい。
(もっと読む)
電子部品のキャリアテープ用リール
【課題】電子部品のキャリアテープ用リールの形状を射出成型に適した形状に構成することによって、リールの大きさ等に拘わらず、射出成型によって簡単に得ることができるようにする。
【解決手段】中心に軸孔2を形成すると共に、この軸孔と同軸同心円上にキャリアテープを巻回可能な幅を有するリング状周面部3を形成し、上記軸孔と上記周面部を平坦部4で連結してなる巻き芯1と、この巻き芯の上記周面部の軸方向両端位置から表裏交互に放射状に延設する2n(nは整数)枚の側板5とからなり、互いに隣接する側板間には所定幅の間隙部6を設けてなるリールであって、射出成型によって一体に成型するという手段を採用した。また、上記側板に透孔7を設けるという手段、補強用リブを設けるという手段、ラベル貼付部8を設けるという手段を採用した。
(もっと読む)
長尺物用リール
【課題】 巻胴と環状側板との接着強度不足による破損を防止する。
【解決手段】 巻胴1の取付部1aと環状側板2の孔縁部2aとを重ね合わせ、これら巻胴1の取付部1a及び環状側板2の孔縁部2aのどちらか一方を他方の間に挟み込むように接着することにより、巻胴1の取付部1aと環状側板2の孔縁部2aとの接着面積が増大して接着材でも十分な接合強度が得られる。
(もっと読む)
ロール紙製品の芯広告
【課題】従来、ロール紙製品の芯は何ら製品および商品に関する表示はなく、当該ロール紙製品を最後まで使用した場合に、通常包装紙等は既に破棄していることから製品や商品に関する情報が手元に残らない状態であった。このため、当該製品を再度購買しようとしても商品名等が分からなかった。
【解決手段】ロール紙製品の芯に商品や製品に関する表示やPR文や商品写真等を印刷した紙面を巻きつけるか、もしくはそれらを芯に直接印刷する。
(もっと読む)
ガラス繊維巻き取り用チューブとその作製方法、及びガラス繊維の製造方法
【課題】ガラス繊維を巻き取るため強度を有し、吸水問題を回避し、環境面にも配慮したチューブの作製方法。
【解決手段】略円筒体20の外周面20aが樹脂フィルム材30で被覆され、その外周面20aに一端20b側から他端20c側に至る少なくとも1以上の折れ線加工が施されてなる。ガラス繊維巻き取り用チューブ10の作製方法は、円筒状の樹脂フィルム30内に折れ線加工部を形成した略円筒体20を円筒の内側へと折り込み、略円筒体20を挿入後に折り込みを解除する。ガラス繊維の製造方法は、本発明のガラス繊維巻き取り用チューブ10に熔融ガラスから急冷されたガラスフィラメントを集束したガラスストランドを、巻き取り径に応じた回転速度で連続的に巻き取り、ガラスストランドに一定の張力を付与しつつガラス繊維回巻体とする。
(もっと読む)
71 - 80 / 143
[ Back to top ]