
国際特許分類[C21D1/34]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 加熱方法 (638)
国際特許分類[C21D1/34]の下位に属する分類
国際特許分類[C21D1/34]に分類される特許
1 - 10 / 126
熱処理炉の操業方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
レーザ熱処理システム
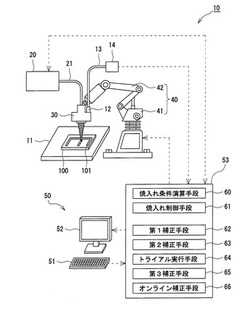
【課題】ワークの熱処理領域の形状が複雑であっても、その形状に的確に対応した熱処理が可能なレーザ熱処理システムを提供することである。
【解決手段】レーザ焼入れシステム10は、レーザ光を出力するレーザ装置20と、ワーク100の焼入れ領域101にレーザ光を照射するための加工ヘッド30と、ワーク100と加工ヘッド30との位置関係を相対的に変化させるロボット装置40と、ワーク100の材質に応じた焼入れ温度を設定し、当該焼入れ温度に基づいて、標準焼入れ条件を演算する焼入れ演算手段60を有するメインコントローラ50とを備える。メインコントローラ50は、焼入れ領域101の曲率半径および焼入れ領域101の表面凹凸のうち少なくとも一方に基づいて、標準焼入れ条件を変更する補正手段を有する。
(もっと読む)
浸炭雰囲気炉用熱反射板及び浸炭処理方法
【課題】 浸炭雰囲気あるいは酸化雰囲気及び高温に加熱される浸炭雰囲気炉で長時間使用した場合にも熱反射率が低下することがなく省エネルギーに寄与し、しかも比較的低コストの熱反射板を提供する。
【解決手段】 熱反射率が50%以上のニッケル基合金超耐熱合金よりなる浸炭雰囲気炉用熱反射板、好ましくは、前記ニッケル基合金超耐熱合金がクロムとアルミニウムを含有すること。
(もっと読む)
加熱炉及び処理材の加熱方法

【課題】加熱炉内の温度分布のムラを低減した加熱炉及び処理材の加熱方法を提供する。
【解決手段】帯状の処理材200の表面に熱風wを吹き付ける吹付け面15を有する吹き付け部10と、熱風wを吐出する送風手段22と、処理材200の一方の端面201に臨む方向で吹き付け部に連通し、送風手段22から吐出された熱風wを処理材200の幅方向に平行になるように吹き付け部に導入する熱風流路20とを備えた加熱炉101、102であって、吹付け面15のうち処理材200の移動する長手方向Lにおいて、連通部30の一部を少なくとも含む位置に、熱風wの流速を低下させる流速低下部材が設けられている。
(もっと読む)
ローラ装置
【課題】被処理物の傷及び皺の発生を防止しつつ、種々のパスライン又は種々の被処理物に対応可能にする。
【解決手段】ローラ本体2と、ローラ本体2の中空内に設けられる加熱又は冷却機構3と、ローラ本体2の側周壁21全周に亘り間隔を空けて設けられて軸方向に沿って気体を流通する複数の気体流通路201と、各気体流通路201に対応して設けられてローラ本体2の表面に開口する複数の気体吹き出し口202と、複数の気体流通路201のうち気体を導入する気体流通路201を選択して、気体吹き出し口202から気体が吹き出す気体吹き出し領域Xを周方向において変更する吹き出し領域変更機構8とを具備する。
(もっと読む)
曲げ加工性に優れた高強度冷延鋼板の製造方法
【課題】冷延鋼板の強度をほとんど損なうことなく、延性、特に曲げ加工性を改善する技術を提供する。
【解決手段】鋼板の表面に、レーザー光または電子ビームを、単位時間当たりの入熱量:50W以上、単位長さ当たりの入熱量:10〜250J/mの条件で線状に照射して、上記鋼板の表層における、上記レーザー光または電子ビームの照射部近傍組織の回復および/または再結晶を行う。
(もっと読む)
輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法
【課題】表面反射率が高い場合にも、簡単に所望の温度にまで加熱できる上に、連続的に強度の異なる部分を持つ金属加工品を、低コストで、生産性よく製造することができ、また強度の異なる部分の配置に制約の少ない異強度部分を持つことができる輻射伝熱加熱用金属板及びその製造方法を提供する。
【解決手段】近赤外線による輻射伝熱加熱が行われる金属板の表面の一部または全体に、ドットの数、ドットの1個当たりの大きさ、ドットの分布密度および/または模様の線の数、模様の線の太さ、模様の分布密度、模様のパターンによる反射率低減処理の濃淡が形成されている反射率低減処理処理領域を形成させる。その金属板を輻射伝熱加熱することにより部分的に温度の異なる加熱金属板としたうえ、例えばホットスタンプによって冷却を伴う熱処理加工を行う。
(もっと読む)
管台内面水冷方法
【課題】局部的に管台及び配管内面に水を満たすことが可能な管台内面水冷方法及び栓を提供する。
【解決手段】容器10の上部に位置する管台12の内面と、該管台12と接続する配管14の内面とを冷却する管台内面水冷方法において、前記管台12の内面に2枚の円板30,31の間に空気を供給することで膨らむバルーン材33を挟み込み、2枚の円板30,31の間隔を固定するスペーサ32と、バルーン材に空気を供給する空気供給ホース34を設置し、該空気供給ホース34から空気を供給することでバルーン材33が管台内面に張り出すように構成された栓16をし、該栓16に前記管台12及び配管14内部に水17を供給する水供給ホース18と、前記管台12及び配管14内部から水17を排水する水回収ホース19を接続し、前記水17の温度を調節して前記管台12及び配管14内面を局部的に冷却した。
(もっと読む)
高強度自動車部品の製造方法および高強度部品
【課題】必ず加熱しない部位が生じる直接通電加熱ではなく、輻射加熱によりAlめっき鋼板の急速加熱を実現する高強度自動車部品の製造方法および高強度部品を提供する。
【解決手段】
焼入後に高強度となる鋼成分を有するAlめっき鋼板の表面に波長0.5〜100μm程度の赤外線を吸収しやすい酸化物微粒子を含有する皮膜を形成し、当該波長域の赤外線を発する赤外線加熱ヒーターにより加熱し、しかる後に金型で成形し、金型内で急冷、焼入することを特徴とする高強度自動車部品の製造方法および高強度部品。特に波長2〜100μm程度の領域において酸化物の放射率が上昇するため、この波長の赤外線を使用することが有効である。
(もっと読む)
ラジアントチューブ
【課題】U字管の局所的な加熱を防止しながら、一端に燃焼バーナを内装した第1直管と一端に炉外排ガス接続管を接続した第4直管との離間距離が小さいラジアントチューブを提供する。
【解決手段】一端に燃焼バーナが接続されると共に他端が第1ベントに接続された第1直管と、一端が炉外に連通すると共に他端が第3ベントに接続される第4直管とを平行に配置する。また、第2直管及び第3直管を、第1直管及び第4直管と平行となるように配置すると共に第2ベントで接続し、第2直管を第1ベントに、第3直管を第2ベントにそれぞれ接続してラジアントチューブを構成する。そのとき、第1直管、第2直管、第3直管、及び第4直管を、以下の式を満たすように配置する。 (もっと読む)
(もっと読む)
1 - 10 / 126
[ Back to top ]