
国際特許分類[C21D1/62]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 焼入れ装置 (134)
国際特許分類[C21D1/62]の下位に属する分類
浴焼入れによるもの (56)
スプレー焼入れ用のもの (35)
型焼入れ用のもの (8)
国際特許分類[C21D1/62]に分類される特許
1 - 10 / 35
誘導加熱装置及び誘導加熱方法

【課題】大型のワークであっても、ワークの一方向に延びて設定された被加熱領域全体を略均一に所望の高温まで容易に昇温できる加熱装置及び加熱方法を提供する。
【解決手段】ワークに一方向に延びて被加熱領域Hを設定し、被加熱領域Hを誘導加熱したときに被加熱領域Hの一方の縁側と他方の縁側とで変形量が異なるワークWを誘導加熱する装置であり、被加熱領域Hの一部に対向する加熱コイル451と、ワークWと加熱コイル451とを一方向に沿って相対移動させる相対移動手段112と、加熱時にワークWの被加熱領域H以外の表面位置を検出する位置検出手段480と、位置検出手段480の検出結果に基づいてワークWと加熱コイル451との相対位置を変位させる変位手段460とを備え、変位手段460は加熱時に検出結果から得られた測定位置を少なくともワーク形状に基づいて補正し、補正により得られた補正位置に対応するように変位手段460の動作を制御する。
(もっと読む)
転動体転動面の熱処理方法と転動体転動面の熱処理装置

【課題】 熱的影響を低減させて矯正作業を不要とすることができ、且つ、十分な焼き入れ深さと硬度を得ることができる転動体転動面の熱処理方法と転動体転動面の熱処理装置を提供すること。
【解決手段】 転動体転動面に対する焼き入れをレーザー焼き入れによって行うようにした転動体転動面の熱処理方法において、上記レーザー焼き入れを施す前に予めプレヒート処理を施すようにしたものであり、それによって、素材の深部まで焼き入れ温度に加熱することができ、十分な焼き入れ深さを得ることができるものであり、また、レーザー焼き入れを施しているので熱的影響が大幅に軽減し、矯正作業を不要とすることができるものである。
(もっと読む)
板状部品の高周波焼入れ方法
【課題】本発明は、板状部品における湾曲領域を含む設定焼入れ領域の高周波焼入れを可能とした板状部品の高周波焼入れ方法の提供を目的とする。
【解決手段】焼入対象物である板状部品としての自動車用シートのサイドフレーム100の全外周縁部を設定焼入れ領域8に設定し、そのサイドフレーム100を保持した保持部を、高周波加熱部4に対して可動させることにより、設定焼入れ領域8に沿わせてその設定焼入れ領域8を高周波加熱部4に対して順次通過させるとともに、ノズル口51を、保持部22の移動に際して高周波加熱部4に対して可動させることにより、前記通過に際して加熱昇温された加熱昇温部に追随させながら順次冷却液を噴射させる。
(もっと読む)
直接通電式焼入装置及び直接通電式焼入方法
【課題】簡便な構造でワークの曲がり変形を効果的に低減することができる直接通電焼入装置を提供すること。
【解決手段】ワーク1に対して高周波電流を直接通電して焼入れを施す直接通電式焼入装置100であって、ワーク長手方向に延在する焼入れ対象部位1aの両端部に接触して配置され、高周波電流を通電するための一対の電極10,11と、間隔を空けてワーク1の長手方向に配置され、ワーク1を一対の電極10,11に対して押圧して保持する一対の押圧部材と12,13を備え、一対の押圧部材12,13の間隔を調節することによって、焼入れにてワーク1に作用する曲げモーメントと逆方向の曲げモーメントをワーク1に付与しながら焼入れを施す。
(もっと読む)
連続加熱冷却装置
【課題】丸棒材の品質のバラツキが抑制されうる連続加熱冷却装置20の提供。
【解決手段】連続加熱冷却装置26は、搬送機22、加熱炉24及び冷却装置26を備えている。搬送機22は、多数の搬送ローラ28を備えている。それぞれの搬送ローラ28は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。加熱炉24は、炉体32を備えている。炉体32の出口40は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。炉体32の入口42は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。入口42は、出口40と平行な形状を有している。この加熱炉24により、丸棒鋼10が加熱される。冷却装置26は、加熱炉24の下流に位置している。冷却装置26は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。この冷却装置26により、丸棒鋼10が急冷される。
(もっと読む)
焼入れ装置及び焼入れ方法
本発明は、焼入れ装置であって、焼入れガスを循環させるためのファン車9を有する、焼入れガスを充填可能な室2、特に焼入れ室及び/又は流路が設けられており、ファン車9に、該ファン車を駆動するために室2の外側に配置された駆動モータ15が配属されている形式のものに関する。このような形式の焼入れ装置において、本発明の構成では、駆動モータ15は、無接触式に働くクラッチを介してトルクを伝達するようにファン車9と連結されている。本発明はさらに、焼入れ方法にも関する。 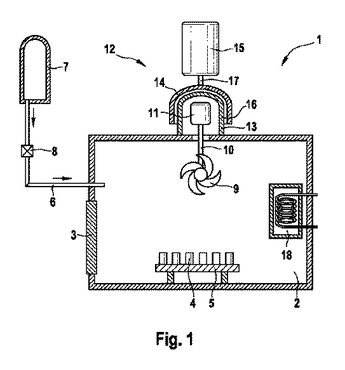 (もっと読む)
(もっと読む)
真空熱処理炉及び熱処理対象物支持装置
【課題】処理室内に設置した熱処理対象物を冷却するにあたり、前記処理対象物の冷却の不均一を抑制すること。
【解決手段】真空熱処理炉10は、処理室13と、支持部と、回転部16とを含む。処理室13は、熱処理対象物11を加熱し、加熱した熱処理対象物11を冷却ガス12でガス冷却する。支持部は、処理室13内に設けられて、熱処理対象物11の長手方向が処理室13への冷却ガス12の入口から出口に向かうように、熱処理対象物11を支持するものであり、支持部材19と、環状部材20と、取り付け治具21とで構成される。回転部16は、熱処理対象物11と当接しており、自身が回転することで熱処理対象物11を回転させる。
(もっと読む)
熱処理方法及び熱処理装置
【課題】焼き入れで排出される熱エネルギーを焼き戻しに有効利用し、焼き戻しの温度を有効に調整可能とすること。
【解決手段】熱処理方法は、ワーク2を焼き入れ処理炉3にて冷媒で冷却して焼き入れする工程と、焼き入れされたワーク2を焼き戻し処理炉4にて再加熱して焼き戻しする工程とを備える。焼き入れ工程初期に、焼き入れ処理炉3にてワーク2により加熱された冷媒を導入通路5を通じて焼き戻し処理炉4へ導入し、既に焼き入れされたワーク2の焼き戻し工程に供する。焼き入れ工程中期に、焼き入れ処理炉3から排出される冷媒を導入通路5通じて焼き戻し処理炉4へ導入し、焼き戻し工程に供すると共に、焼き戻し工程で再加熱されるワーク2が所定温度を超えないように、焼き入れ処理炉3から排出される冷媒の一部を焼き戻し処理炉4を迂回通路7により迂回して蓄熱・熱交換器8へ流す。
(もっと読む)
鋼管の焼入方法および焼入装置
【課題】浸漬槽内で、鋼管を円筒形状のカバーで覆い、前記カバー内へ冷却媒体を流入させて前記鋼管内を流れる内面流と前記鋼管外を流れる外面流とで前記鋼管を焼入する鋼管の焼入方法において、外面流が鋼管支持板で乱されることを抑制でき、周方向における鋼管の焼入状態の均一化と省エネルギーを同時に図ることが可能な鋼管の焼入方法および焼入装置を提供する。
【解決手段】カバー3内で前記鋼管Wを支持する鋼管支持板5により、前記外面流6を鋼管の外周面に沿って旋回しつつ前進する旋回流とする。
(もっと読む)
ガス冷却装置およびガス冷却方法
【課題】導入ガス流速を上昇させることなく小容量のブロワーを用いて、効率的にワーク等の冷却を行うことができるガス冷却装置およびガス冷却方法を提供する。
【解決手段】ガス冷却装置1は円筒状の冷却器10と、冷却器10の上部側方に設けられるガス導入路20と、冷却器10の下部側方に設けられるガス排出路30によって構成されている。ガス導入路20およびガス排出路30は冷却気10から同じ方向へ突出および開口しており、その方向は、冷却器10の外周接線方向である。なお、冷却時においてワーク40は冷却器10の内部中央に配置される。ガス冷却装置1を用いて、ワーク40の冷却を行う場合、冷却器10内の冷却ガスの流速が、導入する冷却ガスの流速とほぼ同じ速度であるため、効率よくワーク40を冷却することが可能となる。
(もっと読む)
1 - 10 / 35
[ Back to top ]