
国際特許分類[C21D9/30]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | クランクシャフト用;カムシャフト用 (125)
国際特許分類[C21D9/30]に分類される特許
1 - 10 / 125
多軸部材の熱処理装置及び加熱コイル
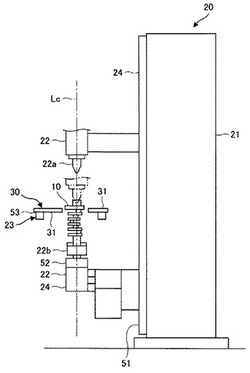
【課題】多軸部材の複数の軸部を熱処理する際、振れの増加を抑えることができる多軸部材の熱処理装置を提供すると共に、その熱処理装置に適した加熱コイルを提供する。
【解決手段】軸線Lc,Leの向きを揃えて複数の軸部11を一軸方向に配置した多軸部材10における軸部11を熱処理する装置であり、複数の軸部11の軸線Lc,Leが略垂直となるように多軸部材10を全長の両端側で支持する支持機構22と、軸部11を誘導加熱する加熱コイル30と、を備え、加熱コイル30は軸部11を環状に囲む分割コイル33,34を備え、分割コイル33,34が軸線Lc,Leに対して交差方向に開閉可能となっている。
(もっと読む)
窒化部品およびその製造方法
【課題】高価なショットピーニングを施さなくても疲労特性の向上を図ることが可能な窒化部品、その製造方法を提供する。
【解決手段】窒化部品は、脱炭層と窒化層とを含む表面硬化層を有する。部品内部の化学成分は、質量%で、C:0.15%以上0.5%未満を含有し、Cr:6.0%以下、V:2.5%以下、Mo:3.0%以下及びAl:1.5%以下から選択される1種又は2種以上を含有し、N含有量が0.03%以下であり、(0.08×[%Cr]+0.29×[%V]+0.15×[%Mo]+0.65×[%Al])/[%C]による窒化係数N1が1.0以上であり、表面硬化層は、その表面の炭素濃度をC1とした場合、(C−C1)/Cによる脱炭率が0.30以上であり、かつ、その表面の窒素濃度をN2とした場合、N2/(C−C1+0.2)による表面窒素濃度係数Nsが1.0以上である。
(もっと読む)
高周波焼入れ用鋼及びそれを用いて製造されるクランクシャフト

【課題】耐焼割れ性に優れた高周波焼入れ用鋼を提供する。
【解決手段】
本実施形態による高周波焼入れ用鋼は、質量%で、C:0.35〜0.6%、Si:0.01%以上0.40%未満、Mn:1.0〜2.0%、S:0.010%を超え0.05%以下、Cr:0.01〜0.5%、Al:0.001〜0.05%、N:Ti/3.4〜0.02%、Ti:0.005〜0.05%を含有し、残部はFe及び不純物からなり、下記の式(1)を満たす。
2S−3Ti<0.040 (1)
ここで、式(1)中の各元素記号には、対応する元素の含有量(質量%)が代入される。
(もっと読む)
高周波熱処理装置及び高周波熱処理方法
【課題】安価な設備コストで加熱能力を部分的に調節することが可能な高周波熱処理装置及び高周波熱処理方法を提供する。
【解決手段】加熱抑制コイル6を高周波誘導加熱コイル5の外周に配置して、加熱抑制コイル6を高周波誘導加熱コイル5内の被加熱体1(クランクシャフト1A及び1B)の加熱抑制部4(ギア圧入部4)に対向させた状態で、高周波誘導加熱コイル5に高周波電流を印加するとともに、高周波誘導加熱コイル5に印加する高周波電流に対して逆方向の高周波電流を加熱抑制コイル6に印加する。これにより、高周波誘導加熱コイル5の加熱能力を部分的に調節して、被加熱体1の部分的なオーバーヒートを抑制することができる。また、形状が異なる複数種類の被加熱体1の熱処理を同一設備で実施することができるため、設備コストが安価である。
(もっと読む)
高周波誘導加熱コイル及び高周波誘導加熱方法
【課題】加熱設備の費用を増大させる高周波誘導加熱コイルの偏芯機構や追従機構及びこれらの制御回路が無くとも、カムトップとカムベースを均一に加熱して焼入硬化層深さを一定にし、過熱組織のない優れた焼入品質を得ることが可能な高周波誘導加熱コイル及び高周波誘導加熱方法を提供する。
【解決手段】回転中心軸から外周面までの距離が一定でない金属部品たるカムシャフト50の外周面を加熱する高周波誘導加熱コイル1において、円環状体を切るように円周上の1箇所に配されるスリット5を有する1つの円環状の第1加熱導体2と、第1加熱導体2の外周領域に配置され、かつスリット5を挟んで第1加熱導体2の外周部の、スリット5によって形成された一対の端部6以外の位置に一端が接続される第2加熱導体3a,3bと、一端が第2加熱導体3a,3bに接続され、かつ他端が高周波電源20に接続される一対の給電導体4a,4bと、を備えている。
(もっと読む)
クランクシャフトの高周波焼入方法及び高周波誘導加熱コイル
【課題】クランクシャフトの軸部とフィレット部とを均一な焼入深さで高周波焼入することができ、且つ、高周波誘導加熱コイルの製造コストを削減することが可能なクランクシャフトの高周波焼入方法及びその高周波誘導加熱コイルを提供する。
【解決手段】断面形状が長方形の加熱導体4を採用して、ギャップ比G2/G1が1.5〜3.0になるように第1コイルギャップG1及び第2コイルギャップG2を設定した。これにより、高周波誘導加熱コイル1の製作及び調整が容易であり、高周波誘導加熱コイル1の製造コストを大幅に削減することができる。さらに、ピン部2とフィレット部3とを均一に昇温させることが可能であり、その結果、クランクシャフトの被焼入部を均一な焼入深さで効率的に高周波焼入することができる。
(もっと読む)
高周波焼入方法及び高周波焼入装置
【課題】既存の設備に大幅な変更を加えることなく、非軸対称の焼入対象を均一な焼入深さで焼入することが可能な高周波焼入方法及び高周波焼入装置を提供する。
【解決手段】高周波焼入時、カム1が軸心回りに回転される過程で、カム1のノーズ部4は、高周波加熱と冷却水に浸されることによる冷却とが繰り返される。これにより、カム1を全周に亘って均一に昇温させることができ、カム1の外周に形成される焼入組織の深さ(焼入深さ)を均一化することができる。また、既存の設備に冷却水槽3を追加するだけで実施することができるので、導入が容易であるとともに装置を安価に構成することができる。
(もっと読む)
熱間鍛造用鋼
【課題】被削性及び疲労強度に優れ、磁粉探傷試験時に擬似模様が発生しにくい熱間鍛造用鋼を提供する。
【解決手段】本発明による熱間鍛造用鋼は、質量%で、C:0.30超〜0.60%未満、Si:0.10〜0.90%、Mn:0.50〜2.0%、P:0.080%以下、S:0.010〜0.10%、Al:0.005超〜0.10%、Cr:0.01〜1.0%、Ti:0.001〜0.040%未満、Ca:0.0003〜0.0040%、Te:0.0003〜0.0040%未満、N:0.0030〜0.020%、O:0.0050%以下を含有し、残部はFe及び不純物からなり、式(1)を満たし、硫化物系介在物の円相当径が20μm以下である。
Ca/Te>1.00・・・(1)
ここで、式(1)中の各元素記号は、対応する元素の含有量(質量%)が代入される。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
クランクシャフトへの焼入方法及びそのクランクシャフト
【課題】高密度エネルギービームによるクランクシャフトへの焼入れ時に、クランクシャフトの変形を抑制することが可能なクランクシャフトへの焼入方法及びそのクランクシャフトを提供することにある。
【解決手段】本発明に係るクランクシャフト10への焼入方法及びそのクランクシャフト10は、クランクシャフト10のピン部に高密度エネルギービームを照射し、上記ピン部に硬化層を形成するものであって、上記ピン部の外周面のうち、上記ピン部の軸Xよりも上記クランクシャフトの回転軸Yから離れる外周面を第1照射領域Aとし、上記ピン部の軸Xよりも上記クランクシャフトの回転軸Yに合う外周面を第2照射領域Bとし、上記第1照射領域A及び第2照射領域Bの熱容量に応じて、これら第1照射領域A及び第2照射領域Bに上記高密度エネルギービームの出力態様を異ならせて照射している。
(もっと読む)
1 - 10 / 125
[ Back to top ]