
国際特許分類[C23C2/08]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆材料に特徴があるもの (1,087) | すずまたはすず基合金 (47)
国際特許分類[C23C2/08]に分類される特許
11 - 20 / 47
耐食性、半田強度およびスポット溶接性に優れたSn−Zn溶融めっき鋼板およびその製造方法
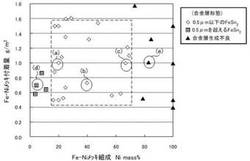
【課題】 優れた半田強度(半田付け後の強度)、スポット溶接性を兼備し、かつ優れた耐食性を有するSn−Zn溶融めっき鋼板およびその製造方法を提供すること。
【解決手段】鋼板に、質量%で、Ni%が20〜70%、Zn%が0.05〜5%、残部Feおよび不可避不純物からなるFe−Ni−Znプレめっきを、Ni量として0.2〜2.0g/m2施した後、Sn−Zn溶融めっきを行い、めっき/鋼板界面に粒径が0.5μm以下のFe−Sn合金層を0.2〜2.0g/m2存在させて凝固させることで、耐食性を劣化させるZnの偏析を抑制した凝固組織としたことを特徴とする耐食性、半田強度(半田付け後の強度)およびスポット溶接性に優れたSn−Zn溶融めっき鋼板の製造方法。
(もっと読む)
電線端末に接続した圧着端子のメッキ方法

【課題】電線端末に接続した圧着端子の表面に高品質のメッキ層を形成する。
【解決手段】電線端末の露出させた芯線に圧着端子の芯線バレルを加締め圧着し、その後、噴流メッキ装置の上方に設置したマスキング装置の端子固定台に、前記電線に圧着した圧着端子の芯線バレル圧着部を下向きとして水平配置し、該芯線バレル圧着部のみ又は該芯線バレル圧着部から電気接触部の先端までを前記端子固定台の下部に設けたマスキングプレートの開口に位置させて下方に露出させ、前記マスキングプレートの下方に配置する噴流メッキ槽の口金部に前記マスキングプレートの開口を位置合わせし、前記端子圧着部を錫100%の噴流メッキ処理でメッキする。
(もっと読む)
フレキシブルフラットケーブル及びフレキシブルプリント配線基板
【課題】コネクタとの嵌合など大きな外部応力がかかる環境下においても、コネクタの端子およびフレキシブルフラットケーブルの導体に形成されるめっき層やはんだから、ウィスカが発生するおそれの少ない、あるいは発生してもその長さが50μm未満であり、かつ優れた耐屈曲特性を備えたフレキシブルフラットケーブルを提供する。
【解決手段】Sn系めっき層を被覆した端子12を備えたコネクタ11に嵌合され、端子12と接する導体16が内部に配設されたフレキシブルフラットケーブル13において、導体16の素線の周囲にSn−Bi系めっき層が形成されていると共に、素線とSn−Bi系めっき層との間に合計厚さが1μm以下の金属間化合物層が形成され、Sn−Bi系めっき層のBi濃度が10mass%以上であるものである。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】銅線1aに対してメッキ前処理を行うメッキ前処理手段2と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とで構成した製造装置10であって、メッキ前処理手段2を、銅線1aを軟化焼鈍して低耐力化する軟化焼鈍手段51で構成し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、軟化焼鈍手段51とメッキ手段61と巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置した。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を低下させた所望の品質のメッキ線を安定して得ることができ、製品歩留まりや製造効率の向上を図ることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】軟化焼鈍手段51とメッキ手段61と巻取り手段71とを、銅線の走行方向上流側からこの順に一連配置し、軟化焼鈍手段51により低耐力化した銅線を巻取り手段71により巻取る構成とし、メッキ手段61では、薄メッキ設定と厚メッキ設定とのうち、いずれかの設定で銅線表面に半田メッキを施し、薄メッキ設定を銅線走行速度が低速走行速度の下で銅線に対してメッキを施す設定とし、厚メッキ設定を、銅線走行速度が高速走行速度の下で銅線に対してメッキを施す設定とするとともに、高速走行速度において半田温度とメッキ厚との所定の関係に基づいて半田温度に応じたメッキ厚で銅線にメッキを施す設定とする。
(もっと読む)
耐食性に優れた錫めっき系またはアルミめっき系表面処理鋼材
【課題】両立することが不可能とされてきためっき自体の高耐食性と、露出した地鉄の保護作用とを連続製造プロセスで両立するめっき鋼板を提供する。
【解決手段】鋼材表面の錫系めっき層またはアルミ系めっき層中に、1種以上のIIa族(アルカリ土類金属)元素と1種以上のIVb族元素により構成された金属間化合物を含有する耐食性に優れた錫めっき系またはアルミめっき系表面処理鋼材。錫系めっき層の場合、塊状の金属間化合物の長径は1μm以上、短径の長径に対する比率が0.4以上である。アルミ系めっき層の場合、塊状の金属間化合物の長径は10μm以上、短径の長径に対する比率が0.4以上である。
(もっと読む)
溶融Sn−Zn系めっき鋼板の製造方法および良好な耐食性を有する溶融Sn−Zn系めっき鋼板
【課題】耐食性、加工性、溶接性が優れた特性でバランス良く両立し、かつPbを使用しない溶融Sn-Zn系めっき鋼板を提供する。
【解決手段】この溶融Sn-Zn系めっき鋼板は、鋼板と、前記鋼板の表面に形成され、1〜8.8質量%のZnと残部がSn:91.2〜99.0質量%および不可避的不純物からなる溶融めっき層を有し、前記溶融めっき層のSn-Zn共晶の融解熱とSn初晶の融解熱のそれぞれの吸熱量比が以下の関係式を満たし、
(Sn初晶の融解に伴う吸熱量)/{(Sn初晶の融解に伴う吸熱量)+(Sn-Zn共晶の融解に伴う吸熱量)}≧0.3
Sn初晶の融解に伴う吸熱ピーク温度が200℃以上230℃以下であって、Sn-Zn共晶の融解に伴う吸熱ピーク温度が198℃以上200℃未満である。
(もっと読む)
電子部品の製造方法
【課題】端子電極の表面に均一な形状のハンダ層を形成することができる電子部品の製造方法を提供する。
【解決手段】この電子部品の製造方法では、電子部品の端子電極に付着させた溶融ハンダに酸化防止流体を吹き付けることで、溶融ハンダの表面張力に打ち勝つ運動量がハンダに与えられ、端子電極に付着した溶融ハンダの余剰部分が除去される。また、この電子部品の製造方法では、電子部品を上層26の液面26aから引き上げる際に、上層26の液面26a付近で溶融ハンダの融点以上の温度の酸化防止流体を電子部品に吹き付けている。これにより、端子電極に付着した溶融ハンダの温度が保たれると共に酸化が防止されるので、溶融ハンダの部分的な組成変化が生じることが抑制され、端子電極の表面に均一な形状のハンダ層を形成できる。
(もっと読む)
錫またははんだプリコート皮膜の形成方法及びその装置
【課題】はんだ浴浸漬処理後のホットエアーレベラー方式やソルダーペーストのリフロー処理方式などにおいて、隣接回路へのブリッジを生じ難く、品質の安定した均一な厚さのはんだプリコート被膜を安定生産する。
【解決手段】下層に溶融錫液または溶融はんだ液がそれぞれ入った貯槽を備えた処理装置の上層中で被処理物を有機脂肪酸溶液と接触させ、表面に有機脂肪酸の保護被膜を形成した後、溶融錫液または溶融はんだ粒子を散布し、被処理物表面に溶融錫または溶融はんだを接着し、次いで、被処理物を下層の溶融錫液または溶融はんだ液に浸漬して錫またははんだ被膜を形成する第1のステップと、錫液またははんだ被膜の形成された被処理物を引き上げながら、加熱した有機脂肪酸溶液を吹付けて余剰に付着した錫またははんだ被膜を吹き落す第2のステップとによりなる。
(もっと読む)
耐食性に優れたプレス加工用Sn−Znめっき高強度鋼板およびその製造方法
【課題】自動車分野、特に燃料タンク用途に適用可能なプレス成形性を有し、優れた耐二次加工脆性および優れたシーム溶接部低温靭性、更には優れた耐食性を有する340MPa以上の引張強度のSn−Znめっき高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.0005〜0.0050%、Si:0.3超〜1.0%、Mn:0.70〜2.0%、P:0.05%以下、Ti:0.010〜0.050%、Nb:0.010〜0.040%、B:0.0005〜0.0030%、S:0.010%以下、Al:0.01〜0.30%、N:0.0010〜0.01%を含有し、残部がFeおよび不可避的不純物からなる成分の熱延鋼板の酸洗時に仕上圧延温度に対応する酸洗時間で酸洗し、Si表面濃度が0.3超〜1.5%以下とした後に、冷延、焼鈍、Sn−Znめっきを施すことを特徴とする。
(もっと読む)
11 - 20 / 47
[ Back to top ]