
国際特許分類[C23C2/38]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 線材;管 (73)
国際特許分類[C23C2/38]に分類される特許
21 - 30 / 73
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
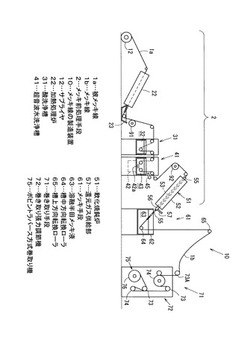
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、前記メッキ前処理手段に、銅線1aを洗浄する洗浄手段30を備え、前記洗浄手段30を前記軟化焼鈍手段51よりも銅線走行方向の上流側に配置した。
(もっと読む)
溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法

【課題】絞りダイスよりも作業性に優れ、パッド方式のようにワイピング面の材質劣化に起因して、溶融金属めっき線材の表面性状を損なうことなく、パッド方式と同等の通線速度で溶融めっき線のワイピングが可能な装置及び方法を提供する。
【解決手段】ワイピング装置は複数のワイピング部材8を組み合わせてなるワイピング手段7と、押付力負荷手段12と、ワイピング手段7が摺動可能に当接されるストッパー6とからなる。ワイピング部材8は先端に弧状部13を形成するU字溝11を有し、各U字溝の弧状部13が組み合わされて溶融めっき線の通線部位16を形成し、ワイピング部材8は溶融めっき線の通線方向に直交する方向に延伸する凸部10を基部上に有し、凸部10にU字溝11を設け、押付力負荷手段12は、U字溝の弧状部13によって溶融めっき線に押付力を負荷する。ワイピング部材のU字溝の弧状部の底面がセラミックスであることが好ましい。
(もっと読む)
Alめっき鋼線の製造法
【課題】細径の鋼芯線の表面に薄いAlめっき層を安定して効率的に形成させる。
【解決手段】芯線径D0が0.1〜1.0mmの鋼線を溶融Alめっき浴に浸漬したのち気相空間に連続的に引き上げる方法で鋼線表面に溶融Alめっきを施すにあたり、鋼線が引き上げられる浴面位置が接する気相空間を酸素濃度10.0%以下の不活性ガス雰囲気とし、次式、δ=DA−D0で表される平均径差δが0.010mm以上、且つ次式、S(%)=(1−D02/DMAX2)×100下記(2)式で表される最大断面積変動率Sが60.0%以下となるようにライン速度をコントロールして鋼線を引き上げるAlめっき鋼線の製造法。
ここで、DAは引き上げられた溶融Alめっき鋼線の長手方向平均線径(mm)、DMAXは同長手方向最大線径(mm)である。
(もっと読む)
曲げ加工部材及びその製造方法
【課題】自動車用部材に用いるのに好適な、優れた塗装後耐食性及び高強度を有する合金化溶融亜鉛めっき鋼材を素材とする曲げ加工部材を提供する。
【解決手段】少なくとも片面に合金化溶融亜鉛めっきを行われた合金化溶融亜鉛めっき鋼材の少なくとも一部を焼入可能温度域に加熱する熱処理を行われた合金化溶融亜鉛めっき熱処理鋼材である。熱処理を行われた部分の少なくとも一部の表面に残存する皮膜の付着量が片面当り30〜90g/m2であり、皮膜中のFe濃度が8〜50%であり、さらに、皮膜の表面における中心線平均粗さRaが2.0μm以下である。少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、3DQで曲げ加工する。
(もっと読む)
溶融亜鉛めっき鋼管のブロー装置
【課題】 溶融亜鉛めっき処理が施された鋼管の内外面表面の余剰亜鉛を除去するブロー装置を提供する。
【解決手段】 本発明は、溶融亜鉛浴から引き出された鋼管は、溶融亜鉛浴端部に設置された外面ブロー装置を通過して、圧縮ガス等により鋼管外面の余剰亜鉛を除去されながら、同時に、マンドレル棒が、その先端部の噴射ノズルから圧縮ガス等を噴射して鋼管内面の余剰亜鉛を除去しながら、鋼管の終端部が外面ブロー装置の位置に到達する前に 噴射ノズルを外面ブロー装置の位置まで移動して停止し、内面ブローを続けることによって、鋼管の終端部の外面ブローと内面ブローが、外面ブロー装置の位置で同時に完了出来ることを特徴とする。
(もっと読む)
フレキシブルフラットケーブル用導体及びその製造方法、並びにそれを用いたフレキシブルフラットケーブル
【課題】コネクタとの嵌合などにおいて、導体周囲のSnまたはSn系合金めっき表面からウィスカが発生するおそれの少ない、あるいはほとんど発生しないフレキシブルフラットケーブル用導体及びその製造方法、ならびにそれを用いたフレキシブルフラットケーブルを提供する。
【解決手段】本発明に係るフレキシブルフラットケーブル用導体の製造方法は、SnまたはSn合金にNiを0.05〜0.5質量%添加して構成されるめっき槽を用いた溶融めっき法により、銅線から構成される母材に溶融めっきを施すことを特徴とする。
(もっと読む)
線材の溶融めっき方法
【課題】めっき厚の均一性に優れ、安定的に20%以下の偏肉度を達成することが可能な線材の溶融めっき方法を提供する。
【解決手段】溶融めっき液Lに、低融点金属よりも酸化しやすい添加元素を添加すると共に、所定濃度の酸素が添加された不活性ガス雰囲気に添加元素を晒して添加元素の酸化膜12を溶融めっき液Lの湯面S上に形成し、不活性ガス雰囲気中で溶融めっき液Lの湯面Sから線材3を上方へ引出した。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】めっき層の組成がPb:0.10質量%以下、Sb:0.04〜0.50質量%を含有することを特徴とする。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】RoHS指令の規制の範囲内である、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供する。
【解決手段】フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Sb:0.1質量%以上、0.5質量%以下、Sn:1.6質量%以上、2.0質量%未満、ならびに、Pb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
流体法によって金属でセラミック材料繊維を被覆する方法および装置
本発明は、流体法を用いて金属でセラミック材料繊維を被覆する方法であり、坩堝(12)の内側に実質的に球形になって浮揚した溶融金属の装入物(22)を維持するステップと、繊維の一部(35)が金属被覆で被覆されるために装入物に浸漬されるように、張架されたセラミック材料繊維(24)を坩堝の両側に配置されるボトムプーリ(28)とトッププーリ(26)との間を所定の速度で走行させるステップから成る方法に関する。被覆時に、装入物に浸漬される繊維の一部は、装入物に浸漬される繊維の瞬間高さ(h)が被覆作業を通じて実質的に一定のままであるように、装入物の残余体積に応じて移動させられる。本発明はまた、本方法を実施する装置を提供する。  (もっと読む)
(もっと読む)
21 - 30 / 73
[ Back to top ]