
国際特許分類[C23C2/38]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 線材;管 (73)
国際特許分類[C23C2/38]に分類される特許
11 - 20 / 73
太陽電池用リード線の製造方法および太陽電池用リード線
【課題】成形精度の高い太陽電池用リード線を簡単な設備で製造する。
【解決手段】溶融はんだが貯留されたはんだ貯留槽101に導体条2を浸漬したうえで、導体条2をその長手方向に沿って順次溶融はんだの液面Suから引き出す際に、液面より上方の導体条搬送路上に、はんだ貯留槽101から導体条2を引き出す方向に沿った挿通孔51aまたは挿通溝を有するダイス51を固定配置したうえで、はんだ貯留槽101に浸漬させた導体条2を、はんだ貯留槽101から引き出して挿通孔51aまたは挿通溝に挿通させる。
(もっと読む)
溶接めっき鋼管

【課題】耐候性、耐水性、耐変色性および皮膜密着性のすべてに優れる化成処理皮膜を有する溶接めっき鋼管を提供すること。
【解決手段】Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を原板として溶接めっき鋼管を作製した後に、溶接めっき鋼管の外側の表面に膜厚0.5〜10μmの化成処理皮膜を形成する。この化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物とを含有する。
(もっと読む)
溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法
【課題】めっき浴から引き上げた溶融めっき線の表面から余剰の溶融めっき金属をしごき取るに際し、しごき取りに用いるワイピング部材の劣化がなく、長時間にわたって安定してワイピングを可能にする、溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法を提供する。
【解決手段】ワイピング部材7は溶融めっき線5が通過する貫通孔8を有し、貫通孔8の軸方向と垂直な断面内で貫通孔に内接する円(内接円10)の半径がめっき線半径よりも0.02mm以上大きく、貫通孔8の表面9は金属(ワイピング部材金属)であり、ワイピング部材金属は溶融めっき金属と濡れ性が良好な金属であることを特徴とする溶融めっき線のワイピング装置である。貫通孔8と溶融めっき線5との間の隙間に金属間化合物層13が形成され、この金属間化合物層13によって溶融めっき線の表面から余剰の溶融めっき金属14をしごき取る。
(もっと読む)
溶融はんだめっき線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのチタンを含む希薄銅合金材料に対して最終線径に伸線加工を施して伸線材を作製する工程と、該伸線材を溶融はんだめっき槽に浸漬することで伸線材の表面に溶融はんだめっき層を形成する溶融はんだめっき工程とを備え、溶融はんだめっき工程の熱量によって伸線材を軟質銅線に変質させることを特徴とする溶融はんだめっき線の製造方法。
(もっと読む)
メッキ線材の製造方法
【課題】線材に、フラックスを塗布することなく、表面にメッキ層を形成する。
【解決手段】メッキ線材10の製造方法は、線材11を、焼鈍炉23に通して軟化させるのに続いて、溶融金属M中に浸漬して表面を被覆するようにメッキ層を形成する。焼鈍炉23内に還元ガスを導入することにより線材11の表面を還元して酸化被膜を除去する。
(もっと読む)
熱伝導性と放熱性に優れた電子機器用樹脂被覆鋼板
【課題】熱伝導性と放熱性に優れた特性を発揮し、更に必要に応じて要求される耐指紋性を兼ね備えており、熱源が局部的に接するような電子機器部品の素材として有用な電子機器用樹脂被覆鋼板を提供すること。
【解決手段】熱源に局部的に接する電子機器に用いられ、素地鋼板の少なくとも片面に樹脂皮膜を有する電子機器用樹脂被覆鋼板であって、前記素地鋼板は熱伝導率が60W/m・K以上有すると共に、前記樹脂皮膜の厚さは0.3〜11μmであることに要旨を有する電子機器用樹脂被覆鋼板。
(もっと読む)
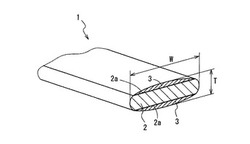
Alめっき鋼線を用いたワイヤボンディング構造
【課題】振動・衝撃に強く、高強度化されたワイヤボンディング構造を提供する。
【解決手段】鋼芯線の周囲を溶融Alめっき層で被覆した、外径0.08〜0.6mm、長手方向に垂直な断面に占める鋼芯線の面積率が15〜98%であるAlめっき鋼線5によって、電子回路基板1上の導電体4表面同士を接続してなるワイヤボンディング構造。前記導電体表面は、例えばAl、Al合金またはNiである。Alめっき鋼線と導電体表面は例えば超音波接合されている。溶融Alめっき層は、Si:0〜12質量%、残部Alおよび不純物からなるものとすることができる。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、前記巻取り手段71による銅線1a,1bの巻取りを補助する銅線送り補助手段91,92,64を、前記巻取り手段71よりも銅線走行方向の上流側に備えた。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】銅線1aに対してメッキ前処理を行うメッキ前処理手段2と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とで構成した製造装置10であって、メッキ前処理手段2を、銅線1aを軟化焼鈍して低耐力化する軟化焼鈍手段51で構成し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、軟化焼鈍手段51とメッキ手段61と巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置した。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】低耐力半田メッキ線の製造方法及び製造装置の提供をする。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61としての溶融半田メッキ槽62と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、銅線1bの走行方向を転換する方向転換ローラを、溶融半田メッキ槽62の上方に備えられ、溶融半田メッキ槽62を通過後の銅線1bの走行方向を巻取り手段の側へ転換する槽上方向転換ローラ65で構成し、前記槽上方向転換ローラ65を、前記巻取り手段71の上流に配置された巻取り手段上流側配置ローラ73Aの配置高さよりも高い位置に配置した。
(もっと読む)
11 - 20 / 73
[ Back to top ]