
国際特許分類[C23C8/32]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 金属質材料表面への非金属元素のみの固相拡散 (1,771) | ガスを用いるもの (1,449) | 2以上の元素が1段階で用いられるもの (274) | 浸炭窒化 (235) | 鉄系表面の浸炭窒化 (212)
国際特許分類[C23C8/32]に分類される特許
21 - 30 / 212
水素環境下で長寿命である転動部品や歯車の製造方法
【課題】 鋼材および部品の加工性についても考慮して、水素侵入環境下でも長寿命な鋼部品、例えば軸受部品や歯車の製造方法を提供する。
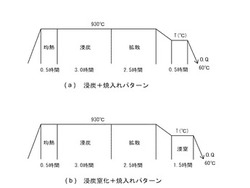
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.01〜1.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.035%以下、Cr:1.30〜3.50%、Al:0.003〜0.10%、N:0.004〜0.050%を含有し、残部がFeおよび不可避不純物である鋼材からなる転動部品もしくは歯車を、図2に示すパターンからなる浸炭もしくは浸炭窒化処理により、これらの転動部品もしくは歯車の鋼材表層面中の(C+N)量を0.50〜0.75%とすることにより水素環境下での寿命に優れた転動部品もしくは歯車の製造方法である。
(もっと読む)
転がり軸受

【課題】風車用軸受や建設機械用軸受のように、組織変化型剥離が生じ易い条件で使用する転がり軸受の転動疲労寿命を長くする。
【解決手段】内輪1を、〔C〕:0.95〜1.1質量%、〔Si〕:0.20〜0.70質量%、〔Mn〕:0.30〜1.2質量%、〔Cr〕:0.90〜1.6質量%、〔Mo〕:0.30質量%以下、〔Ni〕と〔Cu〕:0.20質量%以下、〔S〕:0.02質量%以下、〔P〕:0.02質量%以下、〔O〕:12ppm以下の合金鋼で、直径10μm以上の酸化物系介在物:10個/320mm2 の素材を用い、浸炭または浸炭窒化と焼入れ焼戻しを行って、軌道面の1%D位置で、〔C+N〕:1.10〜1.50質量%、Hv:700〜800、残留オーステナイト量:20〜40体積%、圧縮残留応力:50〜200MPa、表面粗さ:粗さ曲線の最大山高さ(Rp)で1.0μm以下とする。
(もっと読む)
鉄合金材料の表面処理方法
【課題】拡散剤である拡散元素の拡散量が十分でなく、かつ処理剤の寿命も短く、処理浴が経時変化して硬化層形成にバラツキを生じる等の従来の鉄合金材料の表面処理方法における問題点を解決すること。
【解決手段】鉄合金材料(被処理材)の表面に、予備窒化処理を実施後、拡散処理を実施して表面硬化層を形成する表面処理方法。鉄合金材料の表面に、窒化処理を実施した後、本窒化した被処理材を、400〜700℃の溶融塩中に加熱保持し、周期表第4〜6周期の4〜7族元素などの一種または二種以上の元素の窒化物あるいは炭窒化物からなる表面硬化層を被処理材に形成する。
(もっと読む)
非調質型窒化クランクシャフト
【課題】高い曲げ疲労強度及び十分な曲げ矯正性を有し、化合物層の耐剥離性にも優れる非調質型窒化クランクシャフトを提供する。
【解決手段】C:0.25〜0.60%、Si:0.10〜1.0%、Mn:0.60〜2.0%、P≦0.08%、S≦0.10%、Cr:0.20〜1.0%及びN:0.0030〜0.0250%を含有し、残部はFeと不純物からなり、〔40−C+2Mn+5.5Cr≧43.0〕を満たす非調質型窒化クランクシャフトであって、表面から深さ0.05mm位置のHV硬さが380〜600で、かつ、少なくともピンフィレット部、ジャーナルフィレット部およびピン部の化合物層深さが5μm以下である非調質型窒化クランクシャフト。この非調質型窒化クランクシャフトは、さらにCu、Ni、Mo、V、Ti、Caの一種以上を含んでもよい。但し、〔40−C+2Mn+5.5Cr+26Mo≧43.0〕を満たす必要がある。
(もっと読む)
疲労強度に優れた歯車およびその製造方法
【課題】自動車および各種産業機器等の高い面圧疲労強度の要求される歯車とその製造方法を提供する。
【解決手段】特定成分の鋼を、鍛造または鍛造後の機械加工により歯車形状とした後、浸炭(浸窒)焼入焼戻しを行い、その後ショットピーニングを行って製造する際、浸炭表層部:歯車の表面から30μm深さまでの残留γ組織(体積%)が25%以上、58%以下で、ショットピーニング後には7%以下であり、その他はマルテンサイト組織を有し、前記浸炭表層部の結晶粒度が8.5以上で、且つショットピーニング後の歯面および歯元の表面の圧縮残留応力が1500MPa以上で、表面の硬さがHV850以上で、残留γ量、歯面ビッカース硬さおよび歯面残留応力を因子とするパラメータ式を満足する歯車。
(もっと読む)
軟窒化機械構造部品の製造方法
【課題】疲労強度と曲げ矯正性に優れる軟窒化機械構造部品の製造方法の提供。
【解決手段】C:0.20〜0.50%、Si:0.10〜0.50%、Mn:0.60〜1.60%、P≦0.05%、S≦0.10%、Cr:0.03〜0.40%、Ti:0.003〜0.050%、Al:0.001〜0.050%及びN:0.003〜0.030%を含有するとともに、〔1.30<0.5Si+Mn+4Cr+8Al+10Tieff<2.40〕を満たし、残部はFeと不純物からなる鋼を、仕上げ温度が850〜1250℃で、仕上げ温度〜300℃の平均冷却速度が5℃/秒以下である熱間鍛造を施し、その後部品形状に加工し、該加工材に620〜700℃の温度域で軟窒化を施した後、連続的に450〜600℃の温度域に冷却して、その温度域で熱処理を行う。
(もっと読む)
減速機用プラネタリギヤ装置
【課題】動作中において、ピニオンシャフトに設けられている止めピン穴に圧入されているピンが破損しない減速機用プラネタリギヤ装置を提供することにある。
【解決手段】ピニオンシャフト5は、端部に止めピン穴5aが設けられ、高炭素クロム軸受鋼SUJ2であり、そして、前記ピニオンシャフト5の軸線方向中央部の表面層の残留オーステナイト量が16体積%未満である。これにより、ピニオンシャフトに設けれられているピンの破損を防止することが可能となる。
(もっと読む)
水素脆性型の面疲労強度に優れた浸炭窒化鋼
【課題】肌焼鋼をベースとして浸炭窒化処理を行うことにより、使用条件によって水素脆性剥離が生じるような場合においても優れた面疲労強度を有する浸炭窒化鋼を提供する。
【解決手段】浸炭窒化鋼を質量%でC:0.10〜0.40%,Si:0.05〜0.35%,Mn:0.80〜1.50%,P:0.030%以下,S:0.030%以下,Cr:1.50〜3.00%,Al:0.050%以下,O:0.0015%以下,N:0.025%以下,Mn+Cr:2.50〜4.00%,残部Fe及び不可避的成分の組成を有する、浸炭窒化焼入れ焼戻し処理された鋼であって、焼戻し処理後の表層C濃度が0.80〜1.50質量%、表層N濃度が0.10〜1.00質量%で表面硬さがHRC58以上64未満であり、表層に分散析出した窒化物のうち粒径300nm未満のCr窒化物及びMn窒化物合計の全窒化物に対する個数割合が70%以上で且つ個数が104個/mm2以上であるものとする。
(もっと読む)
ピニオンシャフト及びピニオンシャフトの製造方法
【課題】高い寸法安定性を確保し、曲がりを抑制して表面起点型の転がり寿命を向上させることができるピニオンシャフトを提供する。
【解決手段】Siを0.3mass%以上1.5mass%以下含有する軸受鋼に浸炭窒化処理を施すことにより、転動体が転動する転動面の表層部にSi及びMnを含有したSi・Mn系窒化物が生成されたピニオンシャフトを形成する。ここで、表層部の窒素濃度は0.05mass%以上0.5mass%以下であり、Si・Mn系窒化物の面積率は0.2%以上3%以下であり、大きさが0.05μm以上1μm以下のSi・Mn系窒化物が面積375μm2中に25個以上150個以下析出されており、表層部の残留オーステナイト量は20vol%以上40vol%以下とされている。
(もっと読む)
遊星歯車装置
【課題】遊星軸4と遊星歯車3と複数本のニードル5、5との組み合わせにより構成されるラジアルニードル軸受12のうち、これら各ニードル5、5の性状を適正に規制する。そして、上記遊星軸4として一般的な性状のものを使用しても、上記ラジアルニードル軸受12全体としての耐久性を十分に確保できる遊星歯車装置を実現する。
【解決手段】上記各ニードル5、5は、浸炭窒化処理されたもので、表面層部分の窒素濃度が0.2質量%以上であり、表面層に、Si・Mn系窒化物が、1%以上10%未満の面積率で存在する。又、平均粒径が0.05μm以上で1μm以下のSi・Mn系窒化物が、100μm2 当たり100個以上存在する。且つ、上記各ニードル5、5の表面層部分の残留オーステナイト量が、5〜15容量%である。
(もっと読む)
21 - 30 / 212
[ Back to top ]