
国際特許分類[F16B5/08]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 構造部材または機械部品同志の締め付けまたは固定のための装置,例.くぎ,ボルト,サークリップ,クランプ,クリップまたはくさび;継ぎ手または接続 (13,682) | 薄板または厚板相互のまたはそれらに平行な条片または棒への接続 (2,392) | 溶接または同様な手段によるもの (70)
国際特許分類[F16B5/08]に分類される特許
31 - 40 / 70
ワイヤハーネスの固定部材及び内装材の取付構造
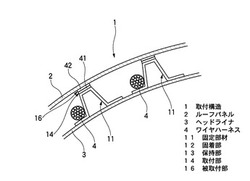
【課題】作業性に優れ、部品点数の削減を図ることができるワイヤハーネスの固定部材及び内装材の取付構造を提供する。
【解決手段】ワイヤハーネス4の固定部材11は、ワイヤハーネス4を保持する保持部13と、ヘッドライナ3に固着される固着部12と、ルーフパネル2に取り付く取付部14と、を備えている。ヘッドライナ3は、ワイヤハーネス4をそれぞれ保持した複数の固定部材11が固着されてワイヤハーネス4が配索・固定されている。そして、ワイヤハーネス4が配索・固定されたヘッドライナ3は、それに固着された複数の固定部材11の取付部14がルーフパネル2に取り付くことによって、ルーフパネル2に取り付けられる。
(もっと読む)
ワイヤハーネスの固定部材、内装材モジュール、及びワイヤハーネスの固定方法

【課題】車体パネルと内装材との間にワイヤハーネスを配索・固定する際に、組付け工数を減らすことができるワイヤハーネスの固定部材を提供する。
【解決手段】ワイヤハーネスの固定部材100は、ワイヤハーネスWHの配索ラインWLに沿う形状の支持面10aを有し、該支持面10aによってワイヤハーネスWHを支持する支持部10と、支持面10aから延設された、ワイヤハーネスWHを固定するための固定部11と、支持部10に設けられ、内装材40に固着される固着部12とを備えている。
(もっと読む)
鋼材と軽合金材との異材接合方法および異材接合体、鋼材との異材接合用軽合金材、鋼材と軽合金材との異材接合用リベット。
【課題】スポット溶接への適用条件の制約や問題が無く、鉄−鉄の同種材同士のスポット溶接とでき、しかも、軽合金材と前記鉄系リベットとのかしめ接合も加えた相乗効果によって、高い接合強度を得ることができる、鋼材と軽合金材との新規な異材接合方法を提供することにある。
【解決手段】鋼材10と軽合金材20との異材同士を接合する方法であって、軽合金材20と鉄系リベット1とをスポット溶接の前工程にて予め接合しておき、その後、リベット1と鋼材10とをスポット溶接することからなり、リベット1にかしめ用の凹部5を形成し、リベット軸部3を軽合金材20に埋め込み、貫通させる際に、軽合金材料23を前記凹部5内に塑性流動させて、軽合金材20をこのリベット1にかしめておき、その上で、リベット軸部3と鋼材10との界面範囲内のみで溶接ナゲット12を形成させるスポット溶接を行って、異材接合体を製作することである。
(もっと読む)
締結具固定構造および締結具固定方法
【課題】閉断面構造体に締結具を低コストで固定することができる締結具固定構造および締結具固定方法を提供すること。
【解決手段】締結具固定構造は、閉断面1aを有する長尺の閉断面構造体1の壁面1bに、開口1cを穿設して、閉断面構造体1の表面側に設けた締結具2と閉断面1a内に設けた被締結部6とを締結する。ベース部材4は、被締結部6を備え開口1cより大きく形成して、閉断面1a内に配置する。
(もっと読む)
部材接合構造
【課題】工作が容易で、しかも屋根構体に適した部材接合構造を提供する。
【解決手段】直線的に延びる外側フランジ1bの端縁から屈折するリップ1fを形作ったフレームルーフ1と、縁部が外側フランジ1bに被さったパネルルーフ2と、パネルルーフ2の縁部に被さって外側フランジ1bのリップ1fを覆うトリムルーフ3とを備え、外側フランジ1bを形作っている部位に由来する材料を、摩擦熱と塑性流動によってパネルルーフ2の縁部、並びにトリムルーフ3のパネルルーフ2に重なる部分に由来する材料に混じり合わせ、同化層16を形成する。
(もっと読む)
スタッド溶接ピン
【課題】スタッド溶接で耐磨耗板を金属母材に取り付ける方法において、スタッド溶接ピンが先行的に磨耗するために耐磨耗板が剥離したり、スタッド溶接後にスタッド溶接ピンに耐磨耗材を取付けるために作業性が低下したり、スタッド溶接ピンのフランジ上面に耐磨耗材を装着する構造のためにスタッド溶接ピンのフランジ厚みと耐磨耗材の厚み分だけ耐磨耗板の厚みを不必要に厚くしたりするなどの問題があった。
【解決手段】スタッド溶接ピンに通電軸を立設し、該通電軸に貫通孔を有する耐磨耗ライナを挿入し、該耐磨耗ライナを前記スタッド溶接ピンと通電軸にロウ付けして、スタッド溶接ピンが磨耗しないようにし、高温環境や遠心力のような外力が作用する環境でも耐磨耗材がスタッド溶接ピンから脱落しないようにする。
(もっと読む)
超音波溶着方法
【課題】熱可塑性合成樹脂からなる部品に超音波ホーンを押し当てて基材に溶着させる超音波溶着方法において、部品と基材との溶着面積にバラツキが生じないようにする。また、基材を構成するボード材やクッション層に過大な超音波振動が加わることを防止する。
【解決手段】基材14の表面に熱可塑性合成樹脂からなるブラケット部品10を載置した後に、ブラケット部品10に対して超音波ホーン12を押し当ててブラケット部品10の一部を溶融させる。ブラケット部品10の基材14に当接する側の表面には、ブラケット部品10の一部が溶融することで発生した溶融樹脂22を充填するための凹部20が形成されている。ブラケット部品10に対して超音波ホーン12を押し当てる際には、超音波ホーン12の軸線L上に凹部20が存在するようにして超音波ホーン12を押し当てる。
(もっと読む)
車両の車体板材の接合構造
【課題】 異種の材料よりなる2枚の車両用車体板材を接着剤で接着したのち溶接するものにおいて、接合部の接着剤による接合強度を高め、接着剤の硬化前の接合部の座屈変形を防止し、接着剤による接合品質を高める。
【解決手段】 アルミ合金板製のフロントサイドフレーム2のフランジ部2Fと、鋼板製のフロアパネル4とを接着7で接着接合したのち、それらの接合面の複数箇所を間隔をあけてスポット溶接8したものにおいて、フロントサイドフレーム2のフランジ部2Fとフロアパネル4には、隣り合うスポット溶接8間で、その長手方向に延在して互いに嵌合するビード10,11をそれぞれ設ける。
(もっと読む)
車両の車体板材の接合構造
【課題】 2つの車両用車体板材を接着剤で接着したのち溶接するものにおいて、接合部の接着剤による接合強度を高め、接着剤による接合品質を高める。
【解決手段】 フロントサイドフレーム2とフロアパネル4を接着剤手で接着接合したのちスポット溶接8したものにおいて、溶接打点Pの配列方向端面のエッジ部E1,E2の形状を、その打点Pを中心とする半径のアール形状に形成した。
(もっと読む)
接合構成部材、特に力伝達装置に用いられるパイロット支承体、材料接続的な解離不能な結合部を形成するための方法および力伝達装置
【課題】溶接結合部の縁部における応力集中が回避され、特に溶接法によって生ぜしめられる、切欠きとして作用する溶接ばりが減少させられるようにする。
【解決手段】接合面(3)に、溶接ばりを収容するためのばり室(7)が設けられているようにした。
(もっと読む)
31 - 40 / 70
[ Back to top ]