
国際特許分類[F16F1/38]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ばね;緩衝装置;振動減衰手段 (22,334) | ばね (2,766) | 樹脂材料からなるもの,例.プラスチック,ゴム;高内部摩擦をもつ材料よりなるもの (1,568) | 堅い外側スリーブと堅い内側スリーブまたはピンとの間に弾性材料よりなるスリーブをもつもの (675)
国際特許分類[F16F1/38]の下位に属する分類
特定方向の剛性を修正する手段を含むもの
球形または円錐形のスリーブを有するもの
国際特許分類[F16F1/38]に分類される特許
51 - 60 / 675
外力検出が可能な防振装置
【課題】入力荷重の高精度な検出を、充分な耐久性および実用性をもって実現することが可能とされた、新規な構造の外力検出が可能な防振装置を提供すること。
【解決手段】誘電性の弾性材からなる誘電体層20の両面に対して導電性の弾性材からなる一対の電極膜22,22を設けた静電容量型センサ18が、第1の取付部材12と第2の取付部材14の間への外力作用に際しての本体ゴム弾性体16への引張力の作用方向に伸びる状態で配設されて、本体ゴム弾性体16に固着されている。
(もっと読む)
外力検出が可能な防振装置

【課題】入力荷重の高精度な検出を、充分な耐久性および実用性をもって実現することが可能とされた、新規な構造の外力検出が可能な防振装置を提供することにある。
【解決手段】誘電性の弾性材からなる誘電体層34の両面に対して導電性の弾性材からなる一対の電極膜36a,36bを設けた静電容量型センサ32を用い、静電容量型センサ32の一方の端部を第1の取付部材12に固定すると共に他方の端部を第2の取付部材14に固定して、外力作用による本体ゴム弾性体16の弾性変形に際して静電容量型センサ32に本体ゴム弾性体16から独立した引張変形が生ぜしめられるようにした。
(もっと読む)
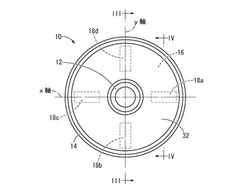
筒形防振装置
【課題】軸方向での耐荷重性と軸直角方向での振動絶縁性を両立して高度に実現しつつ、軸方向及び軸直角方向でばね特性の線形領域を充分に確保し得る、新規な構造の筒形防振装置を提供すること。
【解決手段】インナ軸部材12とアウタ筒部材14を本体ゴム弾性体16で連結した筒形防振装置10において、本体ゴム弾性体16に固着されたインナ軸部材12の外周面には複数の突部52が軸方向で互いに離隔して設けられており、軸方向の投影においてそれら突部52の先端が何れもアウタ筒部材14における本体ゴム弾性体16の固着面にまで達しない突出高さとされて、それら突部52が該本体ゴム弾性体16に埋設されていると共に、インナ軸部材12とアウタ筒部材14との対向面間での本体ゴム弾性体16の厚さ寸法が、突部52の形成部分に比して突部52の形成されていない部分で大きくされている。
(もっと読む)
防振装置
【課題】部品点数を多くすることなく、コンパクトでかつ十分な耐久性を得ることのできる防振装置の提供。
【解決手段】内筒4、外リング6及びゴム状弾性体8で防振ゴム10を構成する。外リング6を内筒4の外側に配置する。外リング6をフレーム側部材5に取り付ける。内筒4の外端部に端板7を設ける。内筒4、外リング6及び端板7間にゴム状弾性体8を配置する。防振ゴム10をフレーム側部材5の両面側に設ける。両内筒4間に案内部材9を介在させて一体化する。内筒4をエンジン側ブラケット3に取り付ける。案内部材9が外リング6と径方向に対向して内筒4を上下方向に案内する。エンジン2を弾性的に支持して振動を抑制しつつ、水平方向の変位によるゴム状弾性体8の損傷を防止する。
(もっと読む)
車両の懸架装置
【課題】本発明は、簡単な構成でアライメントの調整を容易に行うことのできる弾性ブッシュを備える車両の懸架装置を提供する。
【解決手段】内筒(15)と外筒(13)と弾性部材(14)とからなるブッシュ本体(12)と、ブッシュ本体(12)の内筒(15)に挿通されるとともにサイドメンバ(20)に固定されてブッシュ本体(12)を支持する取付軸(11)と、ブッシュ本体(12)の内筒(15)の両側端に配置されてブッシュ本体(12)の軸方向での変位を規制するストッパー(16)とを備え、取付軸(11)の外周にネジ部(11f、11g)を形成するとともにネジ部(11f、11g)に螺合する一対のナット(17)を設け、取付軸(11)に挿通されたブッシュ本体(12)を内筒(15)の両側からストッパー(16)を介して一対のナット(17)で挟み込んで取付軸(11)に固定する。
(もっと読む)
防振ブッシュ、及び該防振ブッシュを備えたトルクロッド
【課題】大変位までの動ばねを低く抑えつつ、大きな荷重入力に対して変位を抑制する。
【解決手段】内筒26と中間筒28の間を一対の内側ゴム脚32で連結するとともに、両者の接近方向での相対変位を制限するストッパゴム部46及びストッパ間隙48からなる内側ストッパ44を設ける。また、中間筒28と外筒30の間を一対の外側ゴム脚38で連結するとともに、両者の接近方向での相対変位を制限するストッパゴム部54及びストッパ間隙56からなる外側ストッパ52を設ける。そして、内筒26と外筒30との接近方向での相対変位に対し、両ストッパ44,52が作用する前の非ストッパ領域と、外側ストッパ52のストッパ間隙56が先に潰れてそのストッパ作用が発揮される第1ストッパ領域と、更なる変位により内側ストッパ44のストッパ間隙48も潰れて双方のストッパ作用が発揮される第2ストッパ領域とを持せたる。
(もっと読む)
防振装置
【課題】外筒フランジの突出基部への損傷の発生を効果的に防止できる技術を提供する。
【解決手段】樹脂材料からなる外筒1と、該外筒1の筒状部1aの内周面に接合させた筒状の弾性体2とを具え、外筒1の筒状部1aをブラケットの筒状部分の内周側へ縮径姿勢で圧入して、外筒1の筒状部1aの外周面を、ブラケットの筒状部分の内周面に摩擦係合されるものであって、外筒1の筒状部1aの圧入方向の後端に、ブラケットの筒状部分の端面に当接するフランジ1bを設けるとともに、該フランジ1bの突出基部で、外筒1の筒状部1aに、全周にわたって連続する薄肉部5を設けてなる。
(もっと読む)
防振装置
【課題】樹脂成形時に注入された樹脂材料により防振脚部が押圧されることを抑制して、樹脂バリの発生を抑制することができる防振装置を提供すること。
【解決手段】第1成形体5100には、ゴム切欠き5050が形成されているので、かかる第1成形体5100を樹脂成形金型400に設置してインサート成形する際には、注入ゲートから樹脂成形金型400内に注入された樹脂材料の流動圧をゴム切欠き5055により逃がすことができ、かかる樹脂材料により外側部材5060(第1壁覆設ゴム52)が押圧されることを抑制できる。これにより、防振脚部50の位置ズレや第1壁覆設ゴム52の変形によるシール不良を引き起こし難くして、樹脂バリが形成されることを抑制することができる。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
防振装置
【課題】直交する3方向の内の2方向のばね定数の上昇は抑制しつつ、残りの1方向のばね定数のみを大きくすることができる防振装置を提供すること。
【解決手段】基板部2061は、内筒部材40へ向けて突設されると共にその突設高さが基板部2061の略中央から離間するに従って漸次大きくなり且つ最頂部が所定幅を有する突部2064を備えるので、車両上下方向への内筒部材40の変位は、突部2064の最頂部と内筒部材40の外周面とを結ぶ比較的距離が短い部分の伸縮変形を支配的として、ばね定数を大きくできる。一方、車両左右方向または車両前後方向に内筒部材40が変位する場合は、突部2064が形成されていない領域および突部2064の突接高さが低い領域と内筒部材40の外周面とを結ぶ比較的距離が長くゴムボリュームの大きい部分のせん断変形または伸縮変形を支配的として、ばね定数の上昇を抑制できる。
(もっと読む)
51 - 60 / 675
[ Back to top ]