
国際特許分類[G01B17/00]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 亜音波,音波,または超音波振動の使用によって特徴づけられた測定装置 (499)
国際特許分類[G01B17/00]の下位に属する分類
厚み測定用 (216)
固体の変形測定用,例.振動弦によるもの (10)
輪郭または曲率の測定用 (25)
表面の粗さ,または不規則性の測定用 (6)
国際特許分類[G01B17/00]に分類される特許
31 - 40 / 242
位置測定装置及び位置測定方法
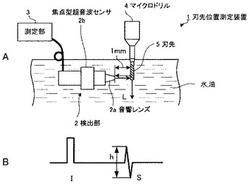
【課題】被測定対象物の測定部位に接触することなく、測定部位の位置を検出する。
【解決手段】刃先位置測定装置1は、液体中に浸したマイクロドリル4の刃先5に対して所定の距離だけ離した状態で配され、超音波を刃先5に放射して焦点に集める焦点型超音波センサ2bと、刃先5に対して所定の距離だけ離れて、焦点に位置する刃先5が反射する反射波を検出する検出部2を備える。また、検出部2によって検出される反射波の振幅の変化に基づいて、マイクロドリル4の刃先5が焦点に進入した位置を測定する測定部3と、を備える。
(もっと読む)
実長測定装置

【課題】地図の表面上の経路を簡易且つ正確に測定する実長測定装置を提供する。
【解決手段】地図の表面をなぞった経路の長さを計測する実長測定装置で、なぞり部と赤外線送出部と超音波送出部とが備えられる第一体と、なぞり部でなぞった経路の長さを求める第二体とで構成され、第二体に、赤外線送出部からの赤外線を受信する赤外線受信部と、超音波送出部からの超音波を受信する複数の超音波受信部と、赤外線受信部で受信された赤外線に対する複数の超音波受信部で受信された超音波夫々の遅延時間差によって超音波送出部から複数の超音波受信部までの夫々の距離を求めて第一体の位置を確知し、この確知を第一体からの赤外線と超音波とを受信する毎に行い、第一体の位置の変化量を累積加算して経路の長さを求める演算部とが備えられる。
(もっと読む)
溶接システムおよび溶接方法
【課題】溶接中に、被溶接対象が高温状態でも安定した送受信感度で溶接検査を行なう。
【解決手段】溶接システムは、溶接機構1と、送信用レーザ光源4と、溶接機構1とともに被溶接対象2に対して移動しながら、送信用レーザ光源4で発生した送信用レーザ光を溶接後の被溶接対象2の表面に照射させて送信用超音波を発生させる送信用光学機構9と、受信用レーザ光を発生して被溶接対象に照射し、送信用超音波の反射によって得られる反射超音波を検出するための受信用レーザ光源5と、溶接機構1とともに被溶接対象2に対して移動しながら受信用レーザ光を、溶接後の被溶接対象の表面に照射し、被溶接対象2表面で散乱・反射したレーザ光を集光させる受信用光学機構10と、散乱・反射したレーザ光を干渉計測するための干渉計6と、を有する。
(もっと読む)
計測装置
【課題】基体上での位置情報の検出に基体に励振した表面弾性波を用いることにより、構成上や使用上の制限が少ない簡単かつコンパクトな構成の計測装置を提供する。
【解決手段】計測装置100は、表面弾性波が伝播可能で、かつ熱膨張係数が極めて小さいガラスセラミックス材で構成されたスケール基板101上に、櫛型電極対であるIDTで構成された励振器102,103および受信器105を備えている。励振器102,103は、スケール基板101に表面弾性波の定在波を励振させる。受信器105は、スケール基板101上を変位しながら表面弾性波を検出して弾性波検出信号を出力する。受信器105から出力された弾性波検出信号は、同調回路112およびローパスフィルタ113を介して変位量計算部114に入力される。変位量計算部114は、弾性波検出信号を振幅に対応するパルス信号に変換した後、同パルス信号のパルス数に対応した変位量を計算する。
(もっと読む)
隙間測定装置,隙間測定方法及び非破壊検査方法
【課題】二重管構造物全体の狭隘部の広さを検査前に外管の外面から精度よく計測可能な隙間測定装置,隙間測定方法及び非破壊検査方法を提供することにある。
【解決手段】
制御演算装置10は、超音波センサSから超音波が送信するとともに、超音波センサにより受信した反射波を取り込む。制御演算装置10は、二重管構造物の外管の外面に設置した超音波センサにより二重管の中心方向へ超音波を送信し、外管の内面で反射した第1反射波と、外管の内面を透過し、内管の外面で反射した第1反射波とから、多重反射波が表示される受信時間に基づいて、狭隘部の隙間の広さを算出する。移動手段12は、超音波センサSを外管の周方向に移動する。制御演算装置10は、周方向の異なる2点以上で計測された狭隘部の隙間の広さに基づいて、二重管構造物の偏心量を求める。
(もっと読む)
熱処理異常検出方法及び転がり軸受
【課題】形状,焼入れ条件等が種々異なる部材に適用可能であり、高周波焼入れが施された鋼製部材の熱処理異常を破壊することなく検出することができる方法を提供する。また、軸受部品の熱処理品質が保証された高性能の転がり軸受を提供する。
【解決手段】平滑化曲線が下記の条件A〜Cを全て満足する場合に、被検材に熱処理異常がないと判定する。条件A:焼入れ組織に起因し且つ強度が最も低い反射波の深さ位置よりも深い深さ位置に、極大ピークを有し、該極大ピークの反射波は、非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い。条件B:焼入れ組織に起因し且つ強度が最も低い反射波の強度が、所定の第一閾値以下である。条件C:非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い反射波の強度が、所定の第二閾値以上である。
(もっと読む)
音波を用いた探知方法、非接触音響探知システム、そのシステムで用いるプログラム、およびそのプログラムを記録した記録媒体
【課題】探知対象物の位置を正確に把握することができる探知方法およびその探知方法を行うことができる非接触音響探知システムの提供。
【解決手段】探知対象物を内部に含む被照射体の表面に音波を照射し、その表面の複数の測定個所において振動速度を測定し、得られた振動速度分布図から前記探知対象物の位置を特定する音波を用いた探知方法であって、音波発信源から音波を照射し、前記被照射体の表面を振動させる工程と、前記被照射体の表面のn箇所(n≧2)の測定個所を、各々、P1、P2・・・Px・・Pn(xは1〜nの整数)とし、それらの測定箇所の各々において、照射した音波の周波数がωである場合の前記被照射体の表面の振動速度を測定し、Pxにおける前記振動速度をEx(ω)とする工程と、特定の情報処理を行う工程とを備える探知方法。
(もっと読む)
電縫管のシーム検出方法及びその装置
【課題】製品材に対しても簡便な構成で精度良くシーム検出可能な電縫管のシーム検出方法及びその装置を提供する。
【解決手段】電縫管1の溶接部2に対して管周方向に配置されたアレイ探触子3を用いてタンデム探傷を行って微小酸化物からのエコーを検出する電縫管のシーム検出方法において、アレイ探触子3からの送波ビームと受波ビームとの交差位置を管厚のほぼ中心とし、アレイ探触子3の送信用振動子群の位置4と受信用振動子群の位置5を管周方向に切り替えて交差位置を管周方向に移動して管周方向にスキャンし、管周方向のスキャンによって得られたエコー高さ分布に基づいてシーム位置を検出する。
(もっと読む)
冷延鋼板の製造方法
【課題】鋼中の非金属介在物に起因する表面欠陥に対する品質管理を行うにあたり、歩留まりや生産性の低下の少ない冷延鋼板の製造方法を提供する。
【解決手段】欠陥検出装置により検出されるスラブ中に存在する非金属介在物の大きさおよびスラブ表面からの深さ方向位置と、前記スラブを冷延鋼板とした時に前記非金属介在物が表面欠陥となるかどうかとの関係を予め求めておき、前記欠陥検出装置によるスラブ中の非金属介在物の検出結果を基に品質管理を行う冷延鋼板の製造方法;ここで、非金属介在物の大きさとは非金属介在物のスラブ幅方向の最大長を、非金属介在物のスラブ表面からの深さ方向位置とはスラブ表面と非金属介在物表面との最短距離を表す。
(もっと読む)
組付け部品の検査方法および検査装置
【課題】部分形状や材質が異なる類似の組付け部品を単品でも組付け後でも容易にかつ確実に判別でき、しかも、組付けコストを低減できる組付け部品の検査方法および検査装置を提供する。
【解決手段】複数種のバルブシート12のそれぞれに、シリンダヘッド本体11に組み付けられたときに外部に露出する露出面12aを設けるとともに、その露出面12aからの離間距離dが複数種の種類ごとに異なる種類判別用の種別壁面12fを、そのバルブシート12がシリンダヘッド本体11に組み付けられたときにシリンダヘッド本体11中に没入する範囲内に形成しておき、露出面12aからの種別壁面12fの離間距離dを超音波計測して予め指定された種類のバルブシート12であるか否かを判別する。
(もっと読む)
31 - 40 / 242
[ Back to top ]