
国際特許分類[H01B13/02]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | ケーブル;導体;絶縁体;導電性,絶縁性または誘導性特性に対する材料の選択 (29,859) | 導体またはケーブルを製造するために特に使用する装置または方法 (6,886) | 撚り合わせ (54)
国際特許分類[H01B13/02]の下位に属する分類
国際特許分類[H01B13/02]に分類される特許
41 - 50 / 52
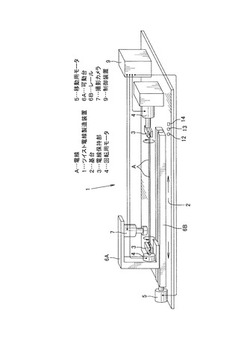
ツイスト電線製造方法及びその装置
【課題】所望するツイストピッチのツイスト電線を精度よく製造することができるツイスト電線製造方法及びその装置を提供する。
【解決手段】ツイスト電線製造装置1は、2本並列した電線A,Aの両端部を一対の電線保持部3,3により保持した後、一対の電線保持部3,3の相対回転により電線A,Aを撚り合わせしながら、電線A,AのツイストピッチPを撮影カメラ7により撮影して監視するとともに、撮影カメラ7により撮影した画像情報に基づいて、所定ピッチであるか否かを判定装置8により判定し、所定ピッチであると判定されるまで、電線A,Aを撚り合わせする撚り合せ動作と、電線A,Aを撚り戻りさせる撚り戻り動作とを何回か繰り返して、所望するツイストピッチPのツイスト電線Bを製造する。
(もっと読む)
ツイスト線製造方法及び製造装置

【課題】設備長が短くなり、また、ツイスト部分のピッチ精度も良く、さらには、製造性もよいツイスト線の製造方法及び製造装置を提供する。
【解決手段】第一工程は、ツイストするための一対の電線22、22の各々を、所望の間隔Hの配置となる電線通過部26、26を通過させつつドラム24に向けて引き出すようになっている。第二工程は、一対の電線22、22の各一端側の部分を一括してドラム24に固定するようになっている。固定は電線固定具31が用いられ、ドラム24の側面29においてなされるようになっている。第三工程は、ドラム24を、直交する二つの軸A、Bを中心に各々回転させてツイスト及び巻き取りを行うようになっている。
(もっと読む)
ツイスト線製造方法及び製造装置
【課題】通信品質の低下がなく製造性もよいツイスト線の製造方法及び製造装置を提供する。また、設備長が短くなるツイスト線の製造方法及び製造装置を提供する。
【解決手段】第一捻り送り出し機構35と第二捻り送り出し機構36とを作動させ、電線32、32に各々捻りを加えつつ送り出す。送り出した電線32、32は、恰も交差するような状態で接触し合う。電線32、32自体は、これに捻りが加わっていることから、自然と電線32、32同士の撚り合わせが開始する。ツイスト部分39は、電線32、32の送り出し量に応じて出来上がる。ツイスト部分39及び回転体34は、電線32、32の捻り方向と同じ方向に回転しながら移動する。電線32、32が完全に送り出されるとツイスト線33の製造が完了する。
(もっと読む)
ツイスト線製造方法及び製造装置
【課題】 通信品質の低下がなく製造性もよいツイスト線の製造方法及び製造装置を提供する。
【解決手段】 ツイスト線製造方法として、ツイストするための一対の電線22を並べ、この並べた一対の電線22の一端27から他端33へ向けて回転移動部材25を回転移動させる。回転移動部材25を回転移動させると、回転移動部材25と一端27との間で電線撚り合わせが行われる。また、回転移動部材25と他端33との間で電線捻れ除去が行われる。一端27は、固定となる端部となり、他端33は、電線間隔を保った状態で回転自在となる端部となる。この回転自在となる他端33は、回転移動部材25と同期して回転する。他端33における電線22自体は、回転移動部材25と逆方向に回転する。
(もっと読む)
極細銅合金線、極細銅合金撚線及びそれらの製造方法
【課題】最終線径0.025mm以下の極細線で、高強度特性と低抵抗特性(高導電性)を両立し、かつ熱的な負荷においても強度の低下が生じにくく、高い耐熱性をも兼ね備えた極細銅合金線、極細銅合金撚線及びそれらの製造方法を提供する。
【解決手段】純銅に銀を1〜3重量%添加して銅合金を生成し、伸線加工を行って線径が0.010〜0.025mmの極細銅合金線を作製後、300〜500℃の温度で0.2〜5秒の熱処理を施し、引張強さが850MPa以上、導電率が85%IACS以上、伸びが0.5〜3.0%であり、かつ、温度350℃以下、時間5秒以下の加熱処理において、加熱処理前の引張強さ(σh0)に対する加熱処理後の引張強さ(σh1)の低下率[(1−σh1/σh0)×100%]を2%以下とする。
(もっと読む)
極細撚線の製造方法及び製造装置
【課題】 設備費を抑えつつ小さなスペースにて効率良く高品質の極細撚線を製造することが可能な極細撚線の製造方法及び製造装置を提供する。
【解決手段】 本発明の極細撚線の製造方法は、複数本の極細導体Sa,Sbを撚り合わせて極細撚線Yとする極細撚線の製造方法であって、極細導体Sa,Sbが巻かれた複数個のサプライリール21をクレードル12の上に配置し、クレードル12を回転させながらキャプスタン31で各サプライリール21から極細導体Saを引き出し、各サプライリール21から繰り出される極細導体Sa,Sbを、目板24に形成された導体ガイド孔26及び中心線ガイド孔25を通してダイス27で集線させて撚り合わせ、極細撚線Yとする。
(もっと読む)
撚線装置
【課題】撚線におけるより一層の細径化且つ生産性を向上する。
【解決手段】撚線装置1は、長手方向がほぼ水平方向に配置されて回転駆動される筒体3と、この筒体3の内部に設けた複数の素線ボビン5と、各素線ボビン5に対応して設けられて素線ボビン5から送り出された素線7を通過せしめる素線通路管75であって、その一端が前記素線ボビン5付近に臨むと共にその他端側が前記筒体3の外周を経て筒体3の前方端側に延びる複数の素線通路管75と、前記複数の素線通路管75から送り出された複数の素線7を集合して撚り合わせる撚口9と、から構成する。その結果、筒体3が高速回転であっても、各素線通路管75の内部を通過する素線7の張力の上昇を極力抑えると共に素線7が筒体3の外側までふくらまないように抑えられ、より一層の細径化且つ生産性が向上する。
(もっと読む)
レイ長が可変の通信ケーブル
【課題】ケーブルのコアレイ長がケーブルの長さに沿って変化する通信ケーブルを提供する。
【解決手段】ケーブルには、コアレイ長が異なる様々なセグメントが設けられている。一つのケーブル内の隣接したコアレイ長は、2の倍数の係数で異なるのが望ましい。コアレイ長が異なるケーブルのセグメントは、ケーブルの長さに沿って周期的に離間されており、間隔の周期性をジター距離によって変化してもよい。ジターをセグメントの間隔に導入することにより、二本又はそれ以上のケーブルを互いに側部と側部とを向き合わせて設置する場合にコアレイ長が有利に配置される可能性を高くする。
(もっと読む)
チューブラー撚線機
【課題】 小型化が可能でしかも高速回転による線条体の撚り合わせができる撚線性に優れたチューブラー撚線機を提供する。
【解決手段】 本発明のチューブラー撚線機11は、線条体14を繰り出すための複数のサプライリール13を筒型ロータ12の内側に直列に配置し、各サプライリール13に巻回された線条体14をそれぞれ通線ガイド15により筒型ロータ13の内面に沿ったパスラインを経てサプライリール13の直列方向の一端側の撚り合わせ点に導いて、線条体14を撚り合わせるチューブラー撚線機であって、サプライリール13は、その回転軸が筒型ロータ12の中心軸に直交する方向に配置されるとともに、筒型ロータ12の中心軸と同軸回転するように筒型ロータ12の中心軸方向の一方側のみで支持されており、サプライリール13から通線ガイド15によって筒型ロータ12の内面へ向けて線条体14を送り出す角度θが、筒型ロータ12の中心軸に対して60°以上である。
(もっと読む)
長尺巻線材の撚りを行うための装置と方法
本発明は、略円筒形状の回転体を用いた長尺巻線材の撚りに関するものである。この回転体には、第1巻線材(102)をこの円筒状回転体内でガイドするための第1貫通孔(110)および、第2巻線材(103)をこの円筒状回転体内でガイドするための第2貫通孔(120)が備えられている。第1貫通孔はこのとき、回転体の第1面(140)の第1偏心入口(111)を、回転体の第1面の向かい側にある面(141)の第1偏心出口(112)に接続している。第2貫通孔(120)は、回転体の2つの面の間に広がる表面に配置された第2入口(121)を、回転体の第2または第1面の第2の偏心出口(122)に接続している。  (もっと読む)
(もっと読む)
41 - 50 / 52
[ Back to top ]