
国際特許分類[H01B13/02]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | ケーブル;導体;絶縁体;導電性,絶縁性または誘導性特性に対する材料の選択 (29,859) | 導体またはケーブルを製造するために特に使用する装置または方法 (6,886) | 撚り合わせ (54)
国際特許分類[H01B13/02]の下位に属する分類
国際特許分類[H01B13/02]に分類される特許
11 - 20 / 52
複合ケーブルおよび複合ケーブルの製造方法
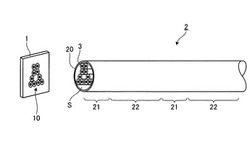
【課題】各ケーブルを容易かつ確実に接続可能であるとともに、屈曲した場合でも確実な接続状態を保持する複合ケーブルおよび複合ケーブルの製造方法を提供すること。
【解決手段】基板1上に配置された複数の接続部に対してそれぞれ接続する複数のケーブル3と、複数のケーブル3を覆う外皮20とによって構成された複合ケーブル2であって、複数のケーブル3の長手方向を互いに平行な位置関係で固定した位置固定部21と、位置固定部21の端部から延びる複数のケーブル3を撚り合わせた撚合部22と、を備え、位置固定部21は、複数のケーブル3のケーブル端面Sにおける配置パターンが複数の接続部の配置パターン10と鏡像対称となるようにケーブル3を配置する。
(もっと読む)
撚り合せ電線の製造装置及び撚り合せ電線の製造方法

【課題】両端部が固定された複数の電線を、なるべく全体的にかつなるべく均一に撚り合わせること。
【解決手段】複数の電線12を撚り合わせる撚り合せ電線の製造装置20であって、複数の電線12の端部を固定する一対の電線端固定部30と、一対の電線端固定部30間で複数の電線12を保持可能な第1及び第2電線中間保持部40A、40Bと、これらを回転駆動する第1及び第2撚り合せ回転駆動部50A、50Bと、第1及び第2撚り合せ回転駆動部50A、50Bを複数の電線12の端部から中央部に向けて接近移動駆動する撚り合せ移動機構部80と、第1電線中間保持部40Aによる電線保持状態を解除する電線保持解除機構部70とを備える。第1及び第2電線中間保持部40A、40Bを回転させつつ接近移動させた後、第1電線中間保持部40Aによる電線12の保持状態を解除した状態で第2電線中間保持部40Bを回転させる。
(もっと読む)
無空隙集合撚り線の製造方法、絶縁電線および止水ケーブル
【課題】設備負担が小さくて済み且つ被覆樹脂で外径が大きくなってしまうことがない無空隙集合撚り線を製造する。
【解決手段】少なくとも最外層は被覆樹脂層が無い素線1になるように複数本の被覆樹脂層が無い素線1と1本または複数本の被覆樹脂層2が有る素線1’とを撚り合わせ、集合撚り線10を作製し、その集合撚り線10を加熱しながら圧縮撚りし、被覆樹脂層2が軟化変形した樹脂で素線1,1’の間の隙間を埋め、無空隙集合撚り線11を作製する。
【効果】素線間の隙間を被覆樹脂層を変形させた樹脂で埋めるので、被覆樹脂を軟化させるのにそれほど高温にする必要がなく、設備負担が小さくて済む。集合撚り線の少なくとも最外層は被覆樹脂層が無い素線1とするので、無空隙集合撚り線の外径を決める部分が樹脂で被覆されることがなく、外径が大きくなってしまうことがない。
(もっと読む)
線材撚り合わせ装置
【課題】 複数の線材w1を案内させるための初期作業が簡便に行え、また撚り合わせピッチを簡便に変更すること。
【解決手段】 長さ途中に開放部46aを形成された少なくとも2つの金属管46には、金属管46を摺動する摺動体51が設けられる。引出ロッド49は、摺動体51に枢結され開放部46aを覆うように位置されるロッド50と、金属管46に枢結された支柱2とからなり、ロッド50と支柱2とは互いに枢結されている。ロッド50の内面にはロッド50が開放部46aを覆った閉鎖状態のときに金属管46の内周面に添うように位置される環状部53とを備えられる。
(もっと読む)
圧縮撚線導体とその製造方法及び絶縁電線
【課題】自動車搭載に好適な絶縁電線を提供する。
【解決手段】中心線C1 と6本の外層線C5 から成る同心撚りの撚線の外径をD0 とし、縮径加工後の圧縮撚線導体2の外径をD1 とすると、D1 / D0 の値が0.88〜0.98となるように、縮径加工を行って、外層線C5 に中心線C1 よりも十分大きく塑性加工を施して、圧縮撚線導体2を製造する。
(もっと読む)
電線導体の製造方法、及び、電線導体と絶縁電線
【課題】自動車搭載に好適な耐屈曲性と耐衝撃性に優れた電線の製造方法を提供する。
【解決手段】軟化温度が相違する素線(A)、(B)の各々を伸線加工1、2する工程と、上記素線(A)、(B)を撚り合わせ、撚り線中間体5を作製する撚線工程3と、上記軟化温度と同じ又は異なる熱処理温度(α)で、上記撚り線中間体5を熱処理する熱処理工程7を、順に備えていることを特徴とする電線導体の製造方法、および該製造方法により作製された電線、絶縁電線である。
(もっと読む)
撚り合わせ電線用温度検知具及びそれを用いた温度検知方法
【課題】撚り合わせ電線に貼付し、異常発熱を検知して撚り合わせ電線の素線切れの危険性を検知する検知具及びそれを用いた効率的な撚り合わせ電線の温度検知方法の提供。
【解決手段】特定の温度で熔解するワックスの設定温度超過を不可逆的に表示する方形の発色形示温片11の複数枚が、長方形のシート状の基材1の表面側に間隔をあけて長手方向に一列に配置され、発色形示温片群の長手方向における両端間の距離は、撚り合わせ電線8−1〜8−19の1撚りピッチ内において、撚り合わせ電線の最外層を構成している全素線と発色形示温片11とが少なくとも一箇所以上で接する長さ以上にし、隣接する発色形示温片間には水抜き用の窓状の切り抜きが形成され、前記発色形示温片の上面は透明フィルムで被覆され、基材の裏面側には粘着材層が形成され、撚り合わせ電線の下面側にそれぞれの長手方向を一致させて貼り付けられる様になっている。
(もっと読む)
ツイスト線の製造方法及び製造装置
【課題】高速度な回転による電線の撚り合わせを可能とし、ツイスト線の製造に係る生産効率の向上を図ることが可能なツイスト線の製造方法及び製造装置を提供する。
【解決手段】ツイスト線の製造方法として、ツイスト線製造装置1を用い、2本の電線2、2の一端を一端側回転保持部材3に取り付けるとともに、2本の電線2、2の他端をそれぞれ一対の他端側回転保持部材4に取り付け、移動部材5に2本の電線2、2の各電線自体の回転を許容するとともに移動部材5における2本の電線2、2の連れ回りを規制した状態で2本の電線2、2を保持させる。さらに、移動部材5の他端側回転保持部材4側における2本の電線2、2の間に電線接触防止部材6を設けた上で一端側回転保持部材3及び他端側回転保持部材4を各々回転させて、移動部材5をスライド移動させるとともに、移動部材5の一端側回転保持部材側3で2本の電線2、2の撚り合わせを行う。
(もっと読む)
撚線装置の弓状部材
【課題】素線に発生する傷を軽減できる撚線装置の弓状部材を提供する。
【解決手段】弓状部材1は、弓状に形成され、かつ、一端部1aから他端部1bに向かって複数の素線5が掛け渡されて、一端部1aと他端部1bとを結ぶ線分Lに平行な中心軸を中心に回転することによって複数の素線5を撚り合わせる。弓状部材1は、本体部2とガイド4とを備えている。本体部2は、中心軸から離れる方向に湾曲した凸面20に複数の素線5が掛け渡される。ガイド4は、凸面20に本体部2の長手方向に沿って互いに間隔をあけて複数設けられ、凸面20に掛け渡された前記複数の素線5を凸面20に保持する。
(もっと読む)
SZ巻回機械
導管コード/電力導管コードのためのSZ撚り機械(1)が記載されている。入口端部を基点として、機械は、細長い要素の供給部(11)それぞれからほぼ直線的に進む第1組の細長い要素(10a〜10c)を受けかつ集める第1ダイと、細長い要素の供給部(16)それぞれからほぼ直線的に進む第2組の細長い要素(10d〜10f)を受けかつ集める第2ダイであって、この第2組が第1組と互いに合わせて組まれた束(18)になる、第2ダイと、組まれた束(18)を径方向で所定位置に維持する少なくとも1つの支持手段(5)と、オシレートSZ法で後方及び前方に捻転により束(18)を捩れ回転させることが可能な回転デバイス(6)と、回転デバイス(6)のすぐ近傍にあるテープまたはバンド巻回装置(7)であって細長い要素(10a〜10f)からなるSZ撚りされた束(18)の周囲にバンドまたはテープを付与する巻回装置と、を有する。 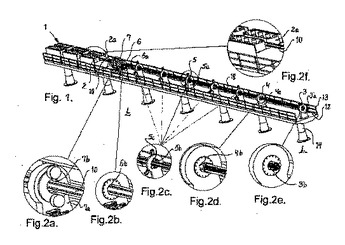 (もっと読む)
(もっと読む)
11 - 20 / 52
[ Back to top ]