
国際特許分類[H01R43/16]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 接触部材を製造するためのもの,例.型押しによるものまたは曲げによるもの (274)
国際特許分類[H01R43/16]に分類される特許
71 - 80 / 274
銅合金材及びその製造方法
【課題】Cu−Co−Si系銅合金において、コネクタ用端子など電子部品に要求される強度と導電性を維持しつつ打ち抜き加工性に優れる銅合金材を提供する。
【解決手段】Coを0.5〜2.5mass%、Siを0.1〜1mass%含有し、CoとSiの含有量の比Co/Siが2.5〜4.5の間にあり、さらにCr、Fe、Ni、Al、Nb、Ti、V及びZrからなる群から選ばれる少なくとも1種の添加元素を0.01〜0.2mass%含み、残部がCuおよび不可避不純物からなる銅合金材であって、直径が0.05〜5μmで、密度が103〜105個/mm2の、前記添加元素及びCoからなる群から選ばれる少なくとも1種の元素とSiからなる化合物を有する銅合金材。
(もっと読む)
端子金具製造装置および端子金具製造方法

【課題】本発明は、端子金具を製造する端子金具製造装置、およびこのような端子金具製造装置を用いた端子金具製造方法に関し、コストが低減されるとともに、リードタイムが短縮され、仕掛品の在庫をなくす端子金具製造装置、およびこのような端子金具製造装置を用いた端子金具製造方法を提供することを目的とする。
【解決手段】連鎖状端子210を第2搬送部121で搬送しながらめっき処理するめっき処理部120の第2搬送部121が、金属板200を第1搬送部111で搬送しながらプレス加工して端子金具に成型するスタンピング部110の第1搬送部111から受け取った連鎖状端子210を搬送するものである。
(もっと読む)
連鎖状端子及びそれを用いたコネクタの製造方法

【課題】線材端子の係止固定機構とパイロット穴についてそれぞれ高度な機能を発揮し、且つ、幅寸法を小さく抑えることが出来るキャリアを備えた、新規な構造の連鎖状端子を提供することを、目的とする。
【解決手段】キャリア12の幅方向中央部分16において、キャリア12の長さ方向で切り起こされた係止フック18が線材端子14の係止凹部38aに係止されると共に、キャリア12の幅方向両側部分において、キャリア12の幅方向で切り起こされた圧接部26によって線材端子14が挟まれるようにした。また、キャリア12の幅方向両側縁部22a,22bのそれぞれにパイロット穴24を設けた。
(もっと読む)
導電コロイド構造の改良方法およびその完成品
【課題】導電コロイド構造の改良方法およびその完成品を提供する。
【解決手段】複数の導電金属線21を互いに平行するように排列し且つ固定なピッチを具する平面層を含有してなり、当該平面層の上に絶縁材料膜を定量的に被覆し、更に当該導電金属線21の薄膜の両面にそれぞれ他の絶縁材料22(シリコーンゴム)を被覆するが、その特徴は、当該導電金属線21の少なくとも一端にエッチング液を利用してシリコン分子を分解する方法で、当該他の絶縁材料22の表面の予定長度Aを暴露するように達成し、そして当該導電金属線21の暴露した予定長度Aが、快速かつ安定で、強度の無破壊とロー・コストの利点を具することにある。
(もっと読む)
スプリング接続端子及びその実装方法
【課題】基板等への表面実装に先立って整列用治具への振込みを容易に行えるようにし、実装の効率化に寄与すること。
【解決手段】スプリング接続端子10は、第1の接続対象40上に設けられた第1のパッド41に固定的に接合される接合部分12と、第2の接続対象上に設けられた第2のパッドに接触する接触部分13と、接合部分12と接触部分13の間に介在する弾性変形可能なスプリング部分11とを備え、さらに、接触部分13から延在し、スプリング接続端子10の重心の位置を接触部分13に近い側に偏在させる重り部分14を備える。接合部分12、スプリング部分11、接触部分13及び重り部分14は、金属板により一体的に成形されている。
(もっと読む)
スパイラルコンタクタおよびその製造方法
【課題】 優れた電気接続性と耐久性、及びコンパクトな外形と優れた深い降伏点を兼ね備え、接続端子側に対応したスパイラル状接触子の長手方向の上面のエッジを鋭利に突起させたスパイラルコンタクタおよびその製造方法を提供する。
【解決手段】 スパイラルコンタクタ1は、凸形のスパイラル状接触子11の長手方向の上面6のエッジ2、2の少なくとも一部に上方に突起状エッジ2を備え、突起状エッジ2は、Cu箔の露出面にCuメッキを施したときに生じるコーナRによって形成され、ロジュームなどの硬質性の材料で形成された両エッジを上方向へ鋭利に突起させたことによって、スパイラル状接触子11が接続端子に対し強く加圧され、スパイラル状接触子11のエッジ2を摺動させることによって、接続端子の表面に形成された酸化膜を切り裂いて電気的接続性を向上させることができる。
(もっと読む)
端子金具
【課題】金属線材から形成されて、プリント基板上やスルーホール内等への装着に際しての位置決め精度が向上された新規な構造の端子金具を提供する。
【解決手段】金属線材を所定長さで切断した切断線材12を用いて得られた端子金具10において、切断線材12の長さ方向中間部分が部分的に塑性変形されて扁平断面の平板状部18が形成されていると共に、平板状部18において板幅方向に延びる折曲線をもって曲げられて平板状部18よりも長さ方向端部側に第1、第2接続部22a、22bが形成されている。
(もっと読む)
雄型端子金具およびその製造方法
【課題】角状の金属線材を切断することにより得られる雄型端子金具であって、挿入時の引っ掛かりや抵抗が軽減されて座屈等の損傷が回避される新規な構造の雄型端子金具を提供すること。
【解決手段】角状の金属線材30を所定長さ毎に設けた先端形成部32の中央で切断することによって、一定断面形状で延びる端子中央部14と該端子中央部14の両側に一対の端子先端部16とを設け、且つ、前記一対の端子先端部16を、先端に向かって次第に断面積が小さくなる先細形状とすると共に、全周に亘って角の無い断面形状とした。
(もっと読む)
導電コーティングの気相リフロー接合のためのシステム及び方法
【解決手段】電気部品を製造するためのシステム(100)は、入口ポート(206)及び出口ポート(208)を有するリフロー室(130)を具備する。入口ポートは、導電コーティングを有する電気部品の相互接続された連鎖状物をリフロー室内に受容する。出口ポートは、リフロー室から連鎖状物を排出する。リフロー室は、相互接続された電気部品の連鎖状物をリフロー室を通って所定の経路に沿って配向させる。リフロー室は、連鎖状物がリフロー室を通って経路に沿って電気部品の周囲に導電コーティングをリフロー接合すると、導電コーティングを加熱するよう加熱飽和気体を保持する。 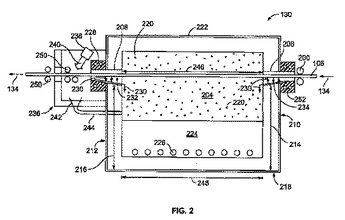 (もっと読む)
(もっと読む)
コネクタの製造方法。
【課題】工数を増やすことなく複数の金属端子を同時に成形型に装填することのできる、コネクタの製造方法を提供する。
【解決手段】金属板を打ち抜くことにより、仮結合部21a、21b、・・・26a、26bを介して互いに連結された複数の金属端子21〜26からなる連結端子2を成形する工程と、連結端子2を樹脂成形用の型内に配置し、ピンで押さえた状態で前記仮結合部を前記金属板の厚み方向に加圧することにより、前記仮結合部を折り曲げると同時に前記金属端子を互いに絶縁させる工程と、前記金属端子の周囲に樹脂を充填することにより、ハウジングを金属端子と一体成形する工程とを備えることを特徴とする。
(もっと読む)
71 - 80 / 274
[ Back to top ]