
ろう接用複合材及びその製造方法
【課題】Pbを含まない安価な材料で構成され、Pbを含む接合材料と同等以上の高い融点を有し、パッケージの気密封止等のための接合材料として好適なろう接用複合材を提供する。
【解決手段】金属で形成された基材1の上に接合材2を積層した構成を有するろう接用複合材100において、接合材2は、基材1側から亜鉛含有層(亜鉛層3A)、アルミニウム層4及び銅層5をこの順に積層した構成とし、銅層5は、接合材2の最外層を構成する。
【解決手段】金属で形成された基材1の上に接合材2を積層した構成を有するろう接用複合材100において、接合材2は、基材1側から亜鉛含有層(亜鉛層3A)、アルミニウム層4及び銅層5をこの順に積層した構成とし、銅層5は、接合材2の最外層を構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ろう接用複合材及びその製造方法に関する。
【背景技術】
【0002】
電子デバイスをセラミックスや金属で構成されたパッケージ内に実装して、気密封止のための蓋を接合するには、製品別にいくつかの手段がある。
【0003】
セラミックパッケージ内に光素子や温度制御用のペルチェ素子を実装する光通信用のモジュールにおいては、パッケージ内に融点が200℃近傍のはんだ材を用いて部品を実装することが多い。気密封止のために蓋をパッケージに接合する際、パッケージ全体をはんだの融点以上に加熱すると、パッケージ内部ではんだが溶融して不具合を生じる。このため、蓋の接合には局所加熱が必要となる。
【0004】
この局所加熱による接合には、抵抗シーム溶接と呼ばれる方法が用いられる。
【0005】
上記の蓋側においては、コバールなどのFe-Ni合金に無電解Niめっき(P含有)などを施す。また、パッケージ側においては、シームリングと呼ばれるコバールなどの素材の部品をセラミックパッケージの開口部にろう接し、その後、Ni/Auめっきを施す。シームリングは、セラミックで作られたパッケージの開口部の平坦性を確保するためにろう接されている。
【0006】
パッケージ内への電子デバイスの実装が終わったら、パッケージの開口部に蓋を載せ、一対のローラになった電極を蓋の上から押し当て、電流を流すことで蓋とパッケージとの接触抵抗を利用した発熱により、Niめっき層を溶融させて気密封止に耐える接合を得る。
【0007】
同様のアプリケーションでの変形例としては、蓋に銀ろう(Ag-Cu共晶合金)をクラッドしたものを用いることがある。これは、シーム溶接によって銀ろうが溶融して比較的多くのろう材が濡れ広がって接合されるものであり、セラミックパッケージ側の多少の凹凸は問題とならなくなる。このため、シームリングが不要となり、コストを下げることができる。
【0008】
このほか、気密封止を必要とする製品としては、水晶振動子、MEMSデバイス(各種センサ部品)、高周波ICなどがある。特に、水晶振動子やMEMSデバイスは、携帯電話等に用いられることがあり、なるべく小さいパッケージが用いられるため、シーム溶接のローラをうまく接触させることが困難な場合があり、微小なパッケージでは、パッケージと蓋とを接合する別の方法が必要である。また、これらのデバイスを実装したパッケージは、その後、リフロー炉で260℃などに加熱されて、プリント基板などにはんだ接続されることを考慮しなければならない。すなわち、パッケージと蓋との接合部は、この260℃の接合温度に耐えるものでなければならない。このため、融点が280℃と高いAu-20Snはんだ、融点が約300℃の高Pbはんだ、軟化温度が300℃程度の低融点ガラスなどが、ここでの接合材として用いられてきた。
【0009】
Au-20Snはんだを用いる場合、パッケージ及び蓋の両方にNi/Auめっきを施し、プリフォームしたAu-20Snはんだを間に挟んでリフローする、という方法がある。また、蓋にNiめっきを施し、その上からAu-Snめっきを施し、このAu-Snめっきをパッケージの開口部に接触させて、上から荷重をかけながら加熱して接合する場合もある。
【0010】
高Pbはんだを用いる場合は、通常、蓋側に高Pbはんだのペーストを印刷し、溶融させ、蓋に濡れ広がらせることにより、はんだパターンを形成する。このはんだパターンをパッケージの開口部に押し当て、加熱して接合する。
【0011】
低融点ガラスを用いる場合は、通常は金属ではなく、セラミックでできた蓋の上にガラスペーストを印刷してから加熱し、脱ガス処理をし、ガラス軟化温度まで加熱して、ガラスパターンを形成する。それから、ガラス層をパッケージの開口部に押し当て、加熱して接合する。
【0012】
特許文献1には、300℃前後の融点を有する従来の高温はんだ付用Pb合金を代替できるものとして、Alを1〜7重量%、Mgを0.5〜6重量%、およびGaを0.1〜20重量%含み、残部がZnおよび不可避不純物からなる高温はんだ付用Zn合金が開示されている。
【0013】
特許文献2には、Alを1〜9重量%含み、Geを0.05〜1重量%含み、または/及び、Mgを0.01〜0.5重量%含み、残部がZnおよび不可避不純物からなる高温はんだ付用Zn合金が開示されている。
【0014】
特許文献3には、半導体チップが20mass%以下のAl、30mass%以下のIn、残りがZnにより構成されるZn-Al-In系の鉛フリー材料を用いて接続された半導体装置が開示されている。
【0015】
特許文献4には、Al系合金層と、前記Al系合金層の最表面に設けられたZn系合金層とからなる接続材料が開示されている。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平11−172352号公報
【特許文献2】特開平11−288955号公報
【特許文献3】特開2002−261104号公報
【特許文献4】特開2008−126272号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
しかしながら、上記に述べた各方法には、解決すべき課題が残されている。
【0018】
シームリングを用い、金属蓋をシーム溶接する方法では、シームリング分のコストがかかる。一方、シームリングを用いず、金属蓋に銀ろうをクラッドする方法では、高価な銀を用いる点が問題である。
【0019】
Au-20Snはんだを用いる場合、はんだの成分の80%がAuであるため、やはり高コストである。これはプリフォームでもAu-Snめっきでも同様である。高Pbはんだの場合、材料は比較的安価であるが、近年の環境規制からPbフリー化が進められており、Pbをできるだけ使用しない方向で開発が進められている。低融点ガラスを用いる場合には、現状では、低融点ガラスの主成分はPb酸化物であり、やはりPbフリー化という点から、好ましいものではない。
【0020】
以上のように、従来技術では、シームリングを用いる場合、銀ろうをクラッドする場合、及びAu-Snはんだのプリフォームやめっきを用いる場合のいずれも高コストである。また、高Pbはんだ又は低融点ガラスを用いる場合は、環境対応という点で問題である。
【0021】
本発明の目的は、Pbを含まない安価な材料で構成され、Pbを含む接合材料と同等以上の高い融点を有し、パッケージの気密封止等のための接合材料として好適なろう接用複合材を提供することにある。
【課題を解決するための手段】
【0022】
本発明においては、金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成しているろう接用複合材を用いる。
【発明の効果】
【0023】
本発明によれば、Pbを含まない安価な材料で構成され、Pbを含む接合材料と同等以上の高い融点を有し、パッケージの気密封止等のための接合材料として好適なろう接用複合材を提供することができる。
【図面の簡単な説明】
【0024】
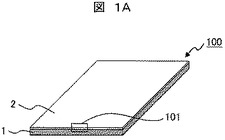
【図1A】本発明のろう接用複合材を示す斜視図である。
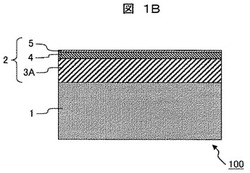
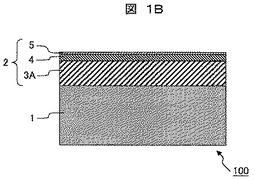
【図1B】本発明のろう接用複合材を示す部分断面図である。
【図2】本発明のろう接用複合材とパッケージとの組み合わせを示す概略斜視図である。
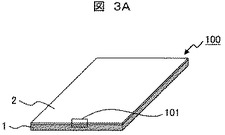
【図3A】本発明のろう接用複合材を示す斜視図である。
【図3B】本発明のろう接用複合材を示す部分断面図である。
【図4A】本発明のろう接用複合材を示す斜視図である。
【図4B】本発明のろう接用複合材を示す部分断面図である。
【図5A】本発明のろう接用複合材を示す斜視図である。
【図5B】本発明のろう接用複合材を示す部分断面図である。
【発明を実施するための形態】
【0025】
本発明は、光通信モジュール用パッケージ、水晶振動子用パッケージ、MEMSデバイス用パッケージなど、気密封止して用いる電子デバイス用パッケージを、気密封止するための金属蓋に好適なろう接用複合材に関するものである。
【0026】
以下、本発明の実施形態に係るろう接用複合材及びその製造方法について説明する。
【0027】
前記ろう接用複合材は、金属で形成された基材の上に接合材を積層した構成を有し、接合材は、基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、銅層は、接合材の最外層(露出面)を構成している。
【0028】
前記ろう接用複合材において、亜鉛含有層は、亜鉛、亜鉛−アルミニウム合金、又は亜鉛若しくは亜鉛合金とアルミニウム若しくはアルミニウム合金との積層体で構成されていることが望ましい。
【0029】
前記ろう接用複合材において、接合材の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物であることが望ましい。
【0030】
前記ろう接用複合材において、基材は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを含むことが望ましい。なお、各種パッケージを気密封止する材料として使用可能なものであれば、これらに限定されない。
【0031】
前記ろう接用複合材において、基材は、その表面にニッケル層を有し、そのニッケル層の表面に接合材を積層した構成とすることが望ましい。
【0032】
前記ろう接用複合材を用いてろう接製品を形成することができる。
【0033】
前記ろう接用複合材の製造方法は、基材と接合材とをクラッド圧延により接合して一体化するものである。
【0034】
本発明の第一の実施形態について述べる。
【0035】
図1A及び1Bは、ろう接用複合材(金属蓋)の一例を示したものである。
【0036】
図1Aにおいて、ろう接用複合材100は、基材1と接合材2とを張り合わせた構成である。
【0037】
図1Bは、ろう接用複合材100の断面101を拡大したものである。
【0038】
ろう接用複合材100は、基材1を構成するFe-Ni合金に亜鉛層3A(純亜鉛)、アルミニウム層4及び銅層5がクラッド圧延されたものである。亜鉛層3A、アルミニウム層4及び銅層5は、接合の際に溶融する部材であることから、まとめて接合材2と呼称する。
【0039】
接合材2がこのような層構成になっている理由を述べる。
【0040】
接合材2を構成する亜鉛層3A、アルミニウム層4及び銅層5が溶融して均質になると、その平均組成は、概ねZn-6Al-3Cuになる。これは、融点382℃のZn-6Al共晶にCuがわずかに含まれる組成である。この場合、接合材2の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物である。このような組成とすることで、共晶近傍の融点が低く、濡れ性を確保しやすくなる。なお、接合材2の平均組成は、これに限定されるものではなく、異なる組成であってもよい。
【0041】
一般に、Zn-Al合金は、酸化しやすい金属であり、酸化すると接合性が劣化するため、表面に銅層5を配置して酸化を抑制している。万一、銅層5が酸化しても、事前の水素還元などにより、Cu酸化物を除去することができる。アルミニウム層4を亜鉛層3Aと銅層5との間に配置している理由は、アルミニウム層4によりZnが銅層5側に拡散することを抑制するためである。もし、亜鉛層3Aの上に直接銅層5を配置すると、CuとZnとの拡散が速く、Znが銅層5の表面に露出し、そこでZn酸化物を形成する場合がある。このZn酸化物は、水素還元できないため、取り除くことが極めて困難になり、充分な濡れを得られなくなることが懸念される。
【0042】
したがって、接合材2は、アルミニウム層4及び銅層5のそれぞれの役割により、良好な濡れ性が得られる構成となっている。ただし、亜鉛層3Aの上に銅層5を配置しても、保管条件、接合の前の熱工程などに充分な注意を払えば、良好な濡れ性を得ることも不可能では無い。しかし、本発明では、より耐酸化性を有するものとして上述の層構成を用いる。
【0043】
ここで、各種金属の価格について説明する。
【0044】
Au-20Snはんだの80%を占めるAuの単位重量当たりの価格は、ZnやAlに比べて1000倍以上である。また、Ag-28Cu共晶ろう材の主成分のAgの単位重量当たりの価格は、ZnやAlに比べて100倍以上である。このように、貴金属を用いると材料費が圧倒的に高くなる。
【0045】
従来、Zn-Al合金は、安価ではあるが、酸化しやすく、必要な濡れ性が得られないことから、あまり使用されなかったが、上述の構成とすることで良好な濡れ性が得られ、低価格のメリットを引き出すことができる。
【0046】
図2は、ろう接用複合材とパッケージとの接合の過程を示したものである。
【0047】
セラミックパッケージ6の気密封止部(金属蓋であるろう接用複合材100を接合する部位)には、金属薄膜層7(メタライズ層)が設けてある。また、セラミックパッケージ6側面部には、外部基板(図示せず)とのはんだ接続のための電極薄膜8が設けてある。セラミックパッケージ6の内部には、電子部品9が実装されている。この電子部品9としては、例えばMEMSセンサ、水晶振動子、高周波用IC、高周波フィルタなどが挙げられる。
【0048】
セラミックパッケージ6が光信号取り出しのための窓ガラスを有する場合は、電子部品9は、光通信用の部品とすることもできるが、この場合は、電極薄膜8の形態が異なり、金属製の電極端子がセラミックパッケージ6から多数飛び出した、いわゆるバタフライ型のパッケージが用いられることが多い。
【0049】
これらの電子部品9は、セラミックパッケージ6の内部にある電極パッド(図示せず)とワイヤーボンディング等により接続されており、これらはセラミックパッケージ6内において、外部へと接続される電極薄膜8につながるようにセラミックパッケージ6が構成されている。
【0050】
図2のように、ろう接用複合材100の接合材2が金属薄膜層7に接触するように位置合わせをし、上からローラ等で強く押し付けながら、抵抗シーム溶接により接合材2と金属薄膜層7とを接合し、セラミックパッケージ6の気密封止を行う。
【0051】
抵抗シーム溶接は、一般に、Ni-Pめっき(融点約870℃)を溶融させるほどの熱を局所的に発生させることができる。
【0052】
接合材2は、亜鉛層3A、アルミニウム層4及び銅層5で構成されている。例えば、これらの平均組成がZn-6Al-3Cu(mass%)程度になるように、各層の厚さを制御してクラッド圧延で製造する。この組成では、融点が概ね382℃であるため、接合材2は抵抗シーム溶接によって充分に溶融させることができ、金属薄膜層7に濡れ広がらせることで、気密封止を得ることができる。
【0053】
図1A、図1B及び図2で示した構成では、気密封止を得るための接合は、必ずしも抵抗シーム溶接に限定されるものではない。セラミックパッケージ6の内部に実装された電子部品9の耐熱性や、その実装に用いられた材料の耐熱性が充分に高い場合には、セラミックパッケージ6及びろう接用複合材100の全体を加熱して、接合材2を溶融させることによる、いわゆるはんだ付けで気密封止を得ることも可能である。この場合は、ろう接用複合材100をセラミックパッケージ6に載せ、荷重をかけながら加熱して、接合材2を溶融させて気密封止接合を得る。
【0054】
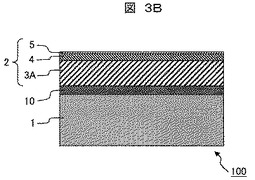
つぎに、図3A及び3Bを用いて本発明の第二の実施形態について説明する。
【0055】
図3Aにおいて、ろう接用複合材100は、Fe-Ni合金で形成された基材1に接合材2を張り合わせたものである。
【0056】
図3Bにおいて、基材1と接合材2との間には、ニッケル層10が配置してある。この場合、ニッケル層10は、基材1の構成要素の一つとみなす。
【0057】
図2と同様の工程においてセラミックパッケージ6に接触させて加熱すると、接合材2は、Zn-Al-Cu合金の液体となって、セラミックパッケージ6の金属薄膜層7とろう接用複合材100のニッケル層10との間に濡れ広がって、気密封止接合を実現する。ニッケル層10を配置することで、接合材2とニッケル層10との間にNi-Al化合物が形成される。異なる金属元素から形成される金属間化合物は、厚く形成されるほど、硬く、脆いものとなり、強度が低くなる。そのため、金属間化合物の成長が速く、厚さが厚い場合、その金属間化合物の部分で破壊が生じやすくなる。本実施の形態では、Ni-Al化合物の成長が遅いため、Ni-Al化合物の厚さが厚くならず、このNi-Al化合物の部分が強度の低下の要因とならないので、信頼性試験などで安定した接合強度を得ることができる。
【0058】
特に、Fe-Ni合金のかわりにCu合金をろう接用複合材100の基材1として用いる場合には、基材1に含まれるCuと、接合材2が溶融して生じるZn-Al-Cu合金とが反応し、脆いCu-Zn化合物が多く形成される可能性がある。このような場合には、基材1と接合材2との間にNi層を配置することが有効な対策となる。
【0059】
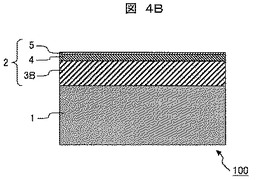
つぎに、図4A及び4Bを用いて本発明の第三の実施形態について説明する。
【0060】
ここでは、図1Bの亜鉛層3Aの代わりに、亜鉛−アルミニウム合金層3Bが配置してある。亜鉛−アルミニウム合金層3BにAlが含まれる分だけ、アルミニウム層4のAl量が少なくなるように厚さを調整している。
【0061】
つぎに、図5A及び5Bを用いて本発明の第四の実施形態について説明する。
【0062】
ここでは、図1Bの亜鉛層3Aの代わりに、Zn/Al積層体3C(亜鉛/アルミニウム積層体3C)が配置してある。Zn/Al積層体3C内の積層数については、特に限定は無く、接合材2の平均組成が本発明で定める範囲内になるように設計すればよい。
【0063】
なお、以上の実施形態の全てにおいて、ろう接用複合材100の基材1のFe-Ni合金は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを用いることができる。例えば、セラミックパッケージ6がアルミナセラミックス主体で構成されている場合、Fe-Ni合金とアルミナセラミックスとの熱膨張率が近いため、ろう接用複合材100を接合した後のセラミックパッケージ6全体の反りは小さくなる。
【0064】
通常は、このような観点で基材1の金属を選択するので、他の合金の場合も、セラミックパッケージ6の材質に合わせて用いることになる。なお、上に述べた基材1の金属は代表的なものであり、これら以外の金属や、これらの金属を複合化したものも適用することができる。
【0065】
また、本発明では、酸化抑制のために銅層5を接合材2の表面に配置している。熱力学的には、Cuは、大気中で酸化する金属であるが、水素還元で容易に還元できる性質を持つ、比較的酸化しにくい金属である。より酸化しにくい金属としては、Au、Pt、Pd、Agなどを挙げることができる。これらの金属ではなく、Cuを酸化抑制に用いる理由は、コストである。しかし、このろう接用複合材100のコストが問題とならないような製品に対しては、より耐酸化性能が高いAu、Pt、Pd又はAgを用いることもできる。どのような金属を用いるかは、この製品が用いられる用途によって選択すればよいが、通常の用途に対してはCuが好適である。
【0066】
上述した各実施形態では、亜鉛含有層として、亜鉛層3A、亜鉛−アルミニウム合金層3B及びZn/Al積層体3Cのうちのいずれか1種を用いた例で説明したが、亜鉛含有層は、亜鉛層3A、亜鉛−アルミニウム合金層3B及びZn/Al積層体3Cのうちから2種以上を適宜選択して積層した積層構造であっても構わない。また、亜鉛−アルミニウム合金層3Bは、亜鉛の含有量が異なる亜鉛−アルミニウム合金を複数種類用い、それらを積層するなどして適宜組み合わせることにより形成したものであっても構わない。同様に、Zn/Al積層体3Cは、亜鉛の含有量が異なるZn/Al積層体を複数種類用い、それらを積層するなどして適宜組み合わせることにより形成したものであっても構わない。
【0067】
また、各実施形態において、アルミニウム層4及び銅層5は、それぞれ、単層であっても複数層であっても構わない。
【実施例】
【0068】
表1は、本発明の具体的な実施例を示したものである。これらは、いずれも気密封止可能な構成である。
【0069】
【表1】

【0070】
本表において、例えば、No.1の構成で作製する場合には、まず、接合材2のクラッド材を作製する。例えば、Cu材10μm、Al材150μm、Zn材840μmの厚さのものを準備し、これらをクラッド圧延でCu/Al/Znの積層体を作製する。例えば加工度80%で作製すると、Cuが2μm、Alが30μm、Znが168μmの積層体ができる。次に、これを基材1とクラッドする。Fe-Ni合金の厚さを2mmとすると、加工度50%でクラッド圧延すると、表1のNo.1のような構成となる。
【0071】
No.2の場合は、予めFe-Ni合金の表面に厚さ4μmのNiめっきを施しておくと、クラッド圧延後に2μmに仕上がる。
【0072】
No.3及びNo.4の場合は、最初にCu/Al/Znの積層体を作製する時の加工度を90%にして、Cuが1μm、Alが15μm、Znが84μmとしておき、これをNo.1やNo.2と同様に、加工度50%でFe-Ni合金とクラッドすれば作製することができる。
【0073】
No.5〜No.12は、Znの代わりにZn-Al合金や、ZnとAlとの積層体が配置されている。基本的な作製方法は、これまでに述べたものと変わりがない。No.5〜No.8は、ZnのかわりにZn-Al 合金を用いてクラッド圧延することにより作製することができる。また、No.9〜No.12は、AlとZnとのクラッド材からなる積層体を予め作製して用いることにより作製できる。
【0074】
また、基材1としては、Fe-Ni合金のみを示しているが、これは他の金属であっても構わない。ただし、クラッド圧延という大きな加工を伴う製造方法であるため、できれば、硬度の比較的小さい材料の方が、歩留り良く製造でき、好適である。
【0075】
本発明の最適実施例としては、表1のNo.1あるいはNo.2が挙げられる。その根拠は、接合材2の組成が概ねZn-6Al共晶に近くなるように設計されており、その溶融温度が382℃と、Zn-Al合金の中では最も低く、濡れ性に優れているためである。銅層5は、表面を被覆する分だけ存在すればよく、あまり厚くする必要はない。例えば、表1においては、銅層5の厚さが0.5〜1μmとなっているが、これが2μmあるいは3μmとなっても、基本的な接合性能には特に問題がない。
【0076】
Zn-Al合金でクラッドすることも可能であるが、純金属のZn(Zn及び不可避的不純物からなる合金)を用いた方がコストを低くすることができる。
【0077】
No.3及びNo.4も、接合材2の厚さが半分になっているが、これは、セラミックパッケージ側の凹凸が小さく、接合の際の荷重などが充分に確保される場合には、好適な構成である。状況に応じて選択すればよい。
【0078】
Fe-Ni合金が基材1の場合は、ニッケル層10が無くともよい。一方、基材金属がZnと反応しやすい金属、例えばCu合金などの場合は、ニッケル層10を設けることによりZnと基材金属との反応を抑制できる。
【0079】
本発明によれば、接合材の濡れ性を確保して電子デバイス用パッケージの凹凸の影響を低減するとともに、ろう接用複合材と当該パッケージとの熱膨張率の差を小さくして当該パッケージの反りを抑制することができる。
【0080】
本発明によれば、Pbフリーで、Pbを含有する接合材料と同等以上の融点を有し、かつ低コストのろう接用複合材を提供でき、セラミックパッケージを用いる光通信モジュール、水晶振動子、MEMSデバイス、高周波IC、高周波フィルタなどの低価格化に貢献することができる。
【符号の説明】
【0081】
1:基材、2:接合材、3A:亜鉛層、3B:亜鉛−アルミニウム合金層、3C:Zn/Al積層体、4:アルミニウム層、5:銅層、6:セラミックパッケージ、7:金属薄膜層、8:電極薄膜、9:電子部品、10:ニッケル層、100:ろう接用複合材。
【技術分野】
【0001】
本発明は、ろう接用複合材及びその製造方法に関する。
【背景技術】
【0002】
電子デバイスをセラミックスや金属で構成されたパッケージ内に実装して、気密封止のための蓋を接合するには、製品別にいくつかの手段がある。
【0003】
セラミックパッケージ内に光素子や温度制御用のペルチェ素子を実装する光通信用のモジュールにおいては、パッケージ内に融点が200℃近傍のはんだ材を用いて部品を実装することが多い。気密封止のために蓋をパッケージに接合する際、パッケージ全体をはんだの融点以上に加熱すると、パッケージ内部ではんだが溶融して不具合を生じる。このため、蓋の接合には局所加熱が必要となる。
【0004】
この局所加熱による接合には、抵抗シーム溶接と呼ばれる方法が用いられる。
【0005】
上記の蓋側においては、コバールなどのFe-Ni合金に無電解Niめっき(P含有)などを施す。また、パッケージ側においては、シームリングと呼ばれるコバールなどの素材の部品をセラミックパッケージの開口部にろう接し、その後、Ni/Auめっきを施す。シームリングは、セラミックで作られたパッケージの開口部の平坦性を確保するためにろう接されている。
【0006】
パッケージ内への電子デバイスの実装が終わったら、パッケージの開口部に蓋を載せ、一対のローラになった電極を蓋の上から押し当て、電流を流すことで蓋とパッケージとの接触抵抗を利用した発熱により、Niめっき層を溶融させて気密封止に耐える接合を得る。
【0007】
同様のアプリケーションでの変形例としては、蓋に銀ろう(Ag-Cu共晶合金)をクラッドしたものを用いることがある。これは、シーム溶接によって銀ろうが溶融して比較的多くのろう材が濡れ広がって接合されるものであり、セラミックパッケージ側の多少の凹凸は問題とならなくなる。このため、シームリングが不要となり、コストを下げることができる。
【0008】
このほか、気密封止を必要とする製品としては、水晶振動子、MEMSデバイス(各種センサ部品)、高周波ICなどがある。特に、水晶振動子やMEMSデバイスは、携帯電話等に用いられることがあり、なるべく小さいパッケージが用いられるため、シーム溶接のローラをうまく接触させることが困難な場合があり、微小なパッケージでは、パッケージと蓋とを接合する別の方法が必要である。また、これらのデバイスを実装したパッケージは、その後、リフロー炉で260℃などに加熱されて、プリント基板などにはんだ接続されることを考慮しなければならない。すなわち、パッケージと蓋との接合部は、この260℃の接合温度に耐えるものでなければならない。このため、融点が280℃と高いAu-20Snはんだ、融点が約300℃の高Pbはんだ、軟化温度が300℃程度の低融点ガラスなどが、ここでの接合材として用いられてきた。
【0009】
Au-20Snはんだを用いる場合、パッケージ及び蓋の両方にNi/Auめっきを施し、プリフォームしたAu-20Snはんだを間に挟んでリフローする、という方法がある。また、蓋にNiめっきを施し、その上からAu-Snめっきを施し、このAu-Snめっきをパッケージの開口部に接触させて、上から荷重をかけながら加熱して接合する場合もある。
【0010】
高Pbはんだを用いる場合は、通常、蓋側に高Pbはんだのペーストを印刷し、溶融させ、蓋に濡れ広がらせることにより、はんだパターンを形成する。このはんだパターンをパッケージの開口部に押し当て、加熱して接合する。
【0011】
低融点ガラスを用いる場合は、通常は金属ではなく、セラミックでできた蓋の上にガラスペーストを印刷してから加熱し、脱ガス処理をし、ガラス軟化温度まで加熱して、ガラスパターンを形成する。それから、ガラス層をパッケージの開口部に押し当て、加熱して接合する。
【0012】
特許文献1には、300℃前後の融点を有する従来の高温はんだ付用Pb合金を代替できるものとして、Alを1〜7重量%、Mgを0.5〜6重量%、およびGaを0.1〜20重量%含み、残部がZnおよび不可避不純物からなる高温はんだ付用Zn合金が開示されている。
【0013】
特許文献2には、Alを1〜9重量%含み、Geを0.05〜1重量%含み、または/及び、Mgを0.01〜0.5重量%含み、残部がZnおよび不可避不純物からなる高温はんだ付用Zn合金が開示されている。
【0014】
特許文献3には、半導体チップが20mass%以下のAl、30mass%以下のIn、残りがZnにより構成されるZn-Al-In系の鉛フリー材料を用いて接続された半導体装置が開示されている。
【0015】
特許文献4には、Al系合金層と、前記Al系合金層の最表面に設けられたZn系合金層とからなる接続材料が開示されている。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平11−172352号公報
【特許文献2】特開平11−288955号公報
【特許文献3】特開2002−261104号公報
【特許文献4】特開2008−126272号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
しかしながら、上記に述べた各方法には、解決すべき課題が残されている。
【0018】
シームリングを用い、金属蓋をシーム溶接する方法では、シームリング分のコストがかかる。一方、シームリングを用いず、金属蓋に銀ろうをクラッドする方法では、高価な銀を用いる点が問題である。
【0019】
Au-20Snはんだを用いる場合、はんだの成分の80%がAuであるため、やはり高コストである。これはプリフォームでもAu-Snめっきでも同様である。高Pbはんだの場合、材料は比較的安価であるが、近年の環境規制からPbフリー化が進められており、Pbをできるだけ使用しない方向で開発が進められている。低融点ガラスを用いる場合には、現状では、低融点ガラスの主成分はPb酸化物であり、やはりPbフリー化という点から、好ましいものではない。
【0020】
以上のように、従来技術では、シームリングを用いる場合、銀ろうをクラッドする場合、及びAu-Snはんだのプリフォームやめっきを用いる場合のいずれも高コストである。また、高Pbはんだ又は低融点ガラスを用いる場合は、環境対応という点で問題である。
【0021】
本発明の目的は、Pbを含まない安価な材料で構成され、Pbを含む接合材料と同等以上の高い融点を有し、パッケージの気密封止等のための接合材料として好適なろう接用複合材を提供することにある。
【課題を解決するための手段】
【0022】
本発明においては、金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成しているろう接用複合材を用いる。
【発明の効果】
【0023】
本発明によれば、Pbを含まない安価な材料で構成され、Pbを含む接合材料と同等以上の高い融点を有し、パッケージの気密封止等のための接合材料として好適なろう接用複合材を提供することができる。
【図面の簡単な説明】
【0024】
【図1A】本発明のろう接用複合材を示す斜視図である。
【図1B】本発明のろう接用複合材を示す部分断面図である。
【図2】本発明のろう接用複合材とパッケージとの組み合わせを示す概略斜視図である。
【図3A】本発明のろう接用複合材を示す斜視図である。
【図3B】本発明のろう接用複合材を示す部分断面図である。
【図4A】本発明のろう接用複合材を示す斜視図である。
【図4B】本発明のろう接用複合材を示す部分断面図である。
【図5A】本発明のろう接用複合材を示す斜視図である。
【図5B】本発明のろう接用複合材を示す部分断面図である。
【発明を実施するための形態】
【0025】
本発明は、光通信モジュール用パッケージ、水晶振動子用パッケージ、MEMSデバイス用パッケージなど、気密封止して用いる電子デバイス用パッケージを、気密封止するための金属蓋に好適なろう接用複合材に関するものである。
【0026】
以下、本発明の実施形態に係るろう接用複合材及びその製造方法について説明する。
【0027】
前記ろう接用複合材は、金属で形成された基材の上に接合材を積層した構成を有し、接合材は、基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、銅層は、接合材の最外層(露出面)を構成している。
【0028】
前記ろう接用複合材において、亜鉛含有層は、亜鉛、亜鉛−アルミニウム合金、又は亜鉛若しくは亜鉛合金とアルミニウム若しくはアルミニウム合金との積層体で構成されていることが望ましい。
【0029】
前記ろう接用複合材において、接合材の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物であることが望ましい。
【0030】
前記ろう接用複合材において、基材は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを含むことが望ましい。なお、各種パッケージを気密封止する材料として使用可能なものであれば、これらに限定されない。
【0031】
前記ろう接用複合材において、基材は、その表面にニッケル層を有し、そのニッケル層の表面に接合材を積層した構成とすることが望ましい。
【0032】
前記ろう接用複合材を用いてろう接製品を形成することができる。
【0033】
前記ろう接用複合材の製造方法は、基材と接合材とをクラッド圧延により接合して一体化するものである。
【0034】
本発明の第一の実施形態について述べる。
【0035】
図1A及び1Bは、ろう接用複合材(金属蓋)の一例を示したものである。
【0036】
図1Aにおいて、ろう接用複合材100は、基材1と接合材2とを張り合わせた構成である。
【0037】
図1Bは、ろう接用複合材100の断面101を拡大したものである。
【0038】
ろう接用複合材100は、基材1を構成するFe-Ni合金に亜鉛層3A(純亜鉛)、アルミニウム層4及び銅層5がクラッド圧延されたものである。亜鉛層3A、アルミニウム層4及び銅層5は、接合の際に溶融する部材であることから、まとめて接合材2と呼称する。
【0039】
接合材2がこのような層構成になっている理由を述べる。
【0040】
接合材2を構成する亜鉛層3A、アルミニウム層4及び銅層5が溶融して均質になると、その平均組成は、概ねZn-6Al-3Cuになる。これは、融点382℃のZn-6Al共晶にCuがわずかに含まれる組成である。この場合、接合材2の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物である。このような組成とすることで、共晶近傍の融点が低く、濡れ性を確保しやすくなる。なお、接合材2の平均組成は、これに限定されるものではなく、異なる組成であってもよい。
【0041】
一般に、Zn-Al合金は、酸化しやすい金属であり、酸化すると接合性が劣化するため、表面に銅層5を配置して酸化を抑制している。万一、銅層5が酸化しても、事前の水素還元などにより、Cu酸化物を除去することができる。アルミニウム層4を亜鉛層3Aと銅層5との間に配置している理由は、アルミニウム層4によりZnが銅層5側に拡散することを抑制するためである。もし、亜鉛層3Aの上に直接銅層5を配置すると、CuとZnとの拡散が速く、Znが銅層5の表面に露出し、そこでZn酸化物を形成する場合がある。このZn酸化物は、水素還元できないため、取り除くことが極めて困難になり、充分な濡れを得られなくなることが懸念される。
【0042】
したがって、接合材2は、アルミニウム層4及び銅層5のそれぞれの役割により、良好な濡れ性が得られる構成となっている。ただし、亜鉛層3Aの上に銅層5を配置しても、保管条件、接合の前の熱工程などに充分な注意を払えば、良好な濡れ性を得ることも不可能では無い。しかし、本発明では、より耐酸化性を有するものとして上述の層構成を用いる。
【0043】
ここで、各種金属の価格について説明する。
【0044】
Au-20Snはんだの80%を占めるAuの単位重量当たりの価格は、ZnやAlに比べて1000倍以上である。また、Ag-28Cu共晶ろう材の主成分のAgの単位重量当たりの価格は、ZnやAlに比べて100倍以上である。このように、貴金属を用いると材料費が圧倒的に高くなる。
【0045】
従来、Zn-Al合金は、安価ではあるが、酸化しやすく、必要な濡れ性が得られないことから、あまり使用されなかったが、上述の構成とすることで良好な濡れ性が得られ、低価格のメリットを引き出すことができる。
【0046】
図2は、ろう接用複合材とパッケージとの接合の過程を示したものである。
【0047】
セラミックパッケージ6の気密封止部(金属蓋であるろう接用複合材100を接合する部位)には、金属薄膜層7(メタライズ層)が設けてある。また、セラミックパッケージ6側面部には、外部基板(図示せず)とのはんだ接続のための電極薄膜8が設けてある。セラミックパッケージ6の内部には、電子部品9が実装されている。この電子部品9としては、例えばMEMSセンサ、水晶振動子、高周波用IC、高周波フィルタなどが挙げられる。
【0048】
セラミックパッケージ6が光信号取り出しのための窓ガラスを有する場合は、電子部品9は、光通信用の部品とすることもできるが、この場合は、電極薄膜8の形態が異なり、金属製の電極端子がセラミックパッケージ6から多数飛び出した、いわゆるバタフライ型のパッケージが用いられることが多い。
【0049】
これらの電子部品9は、セラミックパッケージ6の内部にある電極パッド(図示せず)とワイヤーボンディング等により接続されており、これらはセラミックパッケージ6内において、外部へと接続される電極薄膜8につながるようにセラミックパッケージ6が構成されている。
【0050】
図2のように、ろう接用複合材100の接合材2が金属薄膜層7に接触するように位置合わせをし、上からローラ等で強く押し付けながら、抵抗シーム溶接により接合材2と金属薄膜層7とを接合し、セラミックパッケージ6の気密封止を行う。
【0051】
抵抗シーム溶接は、一般に、Ni-Pめっき(融点約870℃)を溶融させるほどの熱を局所的に発生させることができる。
【0052】
接合材2は、亜鉛層3A、アルミニウム層4及び銅層5で構成されている。例えば、これらの平均組成がZn-6Al-3Cu(mass%)程度になるように、各層の厚さを制御してクラッド圧延で製造する。この組成では、融点が概ね382℃であるため、接合材2は抵抗シーム溶接によって充分に溶融させることができ、金属薄膜層7に濡れ広がらせることで、気密封止を得ることができる。
【0053】
図1A、図1B及び図2で示した構成では、気密封止を得るための接合は、必ずしも抵抗シーム溶接に限定されるものではない。セラミックパッケージ6の内部に実装された電子部品9の耐熱性や、その実装に用いられた材料の耐熱性が充分に高い場合には、セラミックパッケージ6及びろう接用複合材100の全体を加熱して、接合材2を溶融させることによる、いわゆるはんだ付けで気密封止を得ることも可能である。この場合は、ろう接用複合材100をセラミックパッケージ6に載せ、荷重をかけながら加熱して、接合材2を溶融させて気密封止接合を得る。
【0054】
つぎに、図3A及び3Bを用いて本発明の第二の実施形態について説明する。
【0055】
図3Aにおいて、ろう接用複合材100は、Fe-Ni合金で形成された基材1に接合材2を張り合わせたものである。
【0056】
図3Bにおいて、基材1と接合材2との間には、ニッケル層10が配置してある。この場合、ニッケル層10は、基材1の構成要素の一つとみなす。
【0057】
図2と同様の工程においてセラミックパッケージ6に接触させて加熱すると、接合材2は、Zn-Al-Cu合金の液体となって、セラミックパッケージ6の金属薄膜層7とろう接用複合材100のニッケル層10との間に濡れ広がって、気密封止接合を実現する。ニッケル層10を配置することで、接合材2とニッケル層10との間にNi-Al化合物が形成される。異なる金属元素から形成される金属間化合物は、厚く形成されるほど、硬く、脆いものとなり、強度が低くなる。そのため、金属間化合物の成長が速く、厚さが厚い場合、その金属間化合物の部分で破壊が生じやすくなる。本実施の形態では、Ni-Al化合物の成長が遅いため、Ni-Al化合物の厚さが厚くならず、このNi-Al化合物の部分が強度の低下の要因とならないので、信頼性試験などで安定した接合強度を得ることができる。
【0058】
特に、Fe-Ni合金のかわりにCu合金をろう接用複合材100の基材1として用いる場合には、基材1に含まれるCuと、接合材2が溶融して生じるZn-Al-Cu合金とが反応し、脆いCu-Zn化合物が多く形成される可能性がある。このような場合には、基材1と接合材2との間にNi層を配置することが有効な対策となる。
【0059】
つぎに、図4A及び4Bを用いて本発明の第三の実施形態について説明する。
【0060】
ここでは、図1Bの亜鉛層3Aの代わりに、亜鉛−アルミニウム合金層3Bが配置してある。亜鉛−アルミニウム合金層3BにAlが含まれる分だけ、アルミニウム層4のAl量が少なくなるように厚さを調整している。
【0061】
つぎに、図5A及び5Bを用いて本発明の第四の実施形態について説明する。
【0062】
ここでは、図1Bの亜鉛層3Aの代わりに、Zn/Al積層体3C(亜鉛/アルミニウム積層体3C)が配置してある。Zn/Al積層体3C内の積層数については、特に限定は無く、接合材2の平均組成が本発明で定める範囲内になるように設計すればよい。
【0063】
なお、以上の実施形態の全てにおいて、ろう接用複合材100の基材1のFe-Ni合金は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを用いることができる。例えば、セラミックパッケージ6がアルミナセラミックス主体で構成されている場合、Fe-Ni合金とアルミナセラミックスとの熱膨張率が近いため、ろう接用複合材100を接合した後のセラミックパッケージ6全体の反りは小さくなる。
【0064】
通常は、このような観点で基材1の金属を選択するので、他の合金の場合も、セラミックパッケージ6の材質に合わせて用いることになる。なお、上に述べた基材1の金属は代表的なものであり、これら以外の金属や、これらの金属を複合化したものも適用することができる。
【0065】
また、本発明では、酸化抑制のために銅層5を接合材2の表面に配置している。熱力学的には、Cuは、大気中で酸化する金属であるが、水素還元で容易に還元できる性質を持つ、比較的酸化しにくい金属である。より酸化しにくい金属としては、Au、Pt、Pd、Agなどを挙げることができる。これらの金属ではなく、Cuを酸化抑制に用いる理由は、コストである。しかし、このろう接用複合材100のコストが問題とならないような製品に対しては、より耐酸化性能が高いAu、Pt、Pd又はAgを用いることもできる。どのような金属を用いるかは、この製品が用いられる用途によって選択すればよいが、通常の用途に対してはCuが好適である。
【0066】
上述した各実施形態では、亜鉛含有層として、亜鉛層3A、亜鉛−アルミニウム合金層3B及びZn/Al積層体3Cのうちのいずれか1種を用いた例で説明したが、亜鉛含有層は、亜鉛層3A、亜鉛−アルミニウム合金層3B及びZn/Al積層体3Cのうちから2種以上を適宜選択して積層した積層構造であっても構わない。また、亜鉛−アルミニウム合金層3Bは、亜鉛の含有量が異なる亜鉛−アルミニウム合金を複数種類用い、それらを積層するなどして適宜組み合わせることにより形成したものであっても構わない。同様に、Zn/Al積層体3Cは、亜鉛の含有量が異なるZn/Al積層体を複数種類用い、それらを積層するなどして適宜組み合わせることにより形成したものであっても構わない。
【0067】
また、各実施形態において、アルミニウム層4及び銅層5は、それぞれ、単層であっても複数層であっても構わない。
【実施例】
【0068】
表1は、本発明の具体的な実施例を示したものである。これらは、いずれも気密封止可能な構成である。
【0069】
【表1】
【0070】
本表において、例えば、No.1の構成で作製する場合には、まず、接合材2のクラッド材を作製する。例えば、Cu材10μm、Al材150μm、Zn材840μmの厚さのものを準備し、これらをクラッド圧延でCu/Al/Znの積層体を作製する。例えば加工度80%で作製すると、Cuが2μm、Alが30μm、Znが168μmの積層体ができる。次に、これを基材1とクラッドする。Fe-Ni合金の厚さを2mmとすると、加工度50%でクラッド圧延すると、表1のNo.1のような構成となる。
【0071】
No.2の場合は、予めFe-Ni合金の表面に厚さ4μmのNiめっきを施しておくと、クラッド圧延後に2μmに仕上がる。
【0072】
No.3及びNo.4の場合は、最初にCu/Al/Znの積層体を作製する時の加工度を90%にして、Cuが1μm、Alが15μm、Znが84μmとしておき、これをNo.1やNo.2と同様に、加工度50%でFe-Ni合金とクラッドすれば作製することができる。
【0073】
No.5〜No.12は、Znの代わりにZn-Al合金や、ZnとAlとの積層体が配置されている。基本的な作製方法は、これまでに述べたものと変わりがない。No.5〜No.8は、ZnのかわりにZn-Al 合金を用いてクラッド圧延することにより作製することができる。また、No.9〜No.12は、AlとZnとのクラッド材からなる積層体を予め作製して用いることにより作製できる。
【0074】
また、基材1としては、Fe-Ni合金のみを示しているが、これは他の金属であっても構わない。ただし、クラッド圧延という大きな加工を伴う製造方法であるため、できれば、硬度の比較的小さい材料の方が、歩留り良く製造でき、好適である。
【0075】
本発明の最適実施例としては、表1のNo.1あるいはNo.2が挙げられる。その根拠は、接合材2の組成が概ねZn-6Al共晶に近くなるように設計されており、その溶融温度が382℃と、Zn-Al合金の中では最も低く、濡れ性に優れているためである。銅層5は、表面を被覆する分だけ存在すればよく、あまり厚くする必要はない。例えば、表1においては、銅層5の厚さが0.5〜1μmとなっているが、これが2μmあるいは3μmとなっても、基本的な接合性能には特に問題がない。
【0076】
Zn-Al合金でクラッドすることも可能であるが、純金属のZn(Zn及び不可避的不純物からなる合金)を用いた方がコストを低くすることができる。
【0077】
No.3及びNo.4も、接合材2の厚さが半分になっているが、これは、セラミックパッケージ側の凹凸が小さく、接合の際の荷重などが充分に確保される場合には、好適な構成である。状況に応じて選択すればよい。
【0078】
Fe-Ni合金が基材1の場合は、ニッケル層10が無くともよい。一方、基材金属がZnと反応しやすい金属、例えばCu合金などの場合は、ニッケル層10を設けることによりZnと基材金属との反応を抑制できる。
【0079】
本発明によれば、接合材の濡れ性を確保して電子デバイス用パッケージの凹凸の影響を低減するとともに、ろう接用複合材と当該パッケージとの熱膨張率の差を小さくして当該パッケージの反りを抑制することができる。
【0080】
本発明によれば、Pbフリーで、Pbを含有する接合材料と同等以上の融点を有し、かつ低コストのろう接用複合材を提供でき、セラミックパッケージを用いる光通信モジュール、水晶振動子、MEMSデバイス、高周波IC、高周波フィルタなどの低価格化に貢献することができる。
【符号の説明】
【0081】
1:基材、2:接合材、3A:亜鉛層、3B:亜鉛−アルミニウム合金層、3C:Zn/Al積層体、4:アルミニウム層、5:銅層、6:セラミックパッケージ、7:金属薄膜層、8:電極薄膜、9:電子部品、10:ニッケル層、100:ろう接用複合材。
【特許請求の範囲】
【請求項1】
金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成していることを特徴とするろう接用複合材。
【請求項2】
前記亜鉛含有層は、亜鉛、亜鉛−アルミニウム合金、又は亜鉛合金とアルミニウム合金との積層体で構成されていることを特徴とする請求項1記載のろう接用複合材。
【請求項3】
前記接合材の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物であることを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項4】
前記基材は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを含むことを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項5】
前記基材は、その表面にニッケル層を有し、そのニッケル層の表面に前記接合材を積層したことを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項6】
請求項1〜5のいずれか一項に記載のろう接用複合材を用いて形成されたことを特徴とするろう接製品。
【請求項7】
金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成しているろう接用複合材の製造方法であって、前記基材と前記接合材とをクラッド圧延により接合して一体化することを特徴とするろう接用複合材の製造方法。
【請求項1】
金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成していることを特徴とするろう接用複合材。
【請求項2】
前記亜鉛含有層は、亜鉛、亜鉛−アルミニウム合金、又は亜鉛合金とアルミニウム合金との積層体で構成されていることを特徴とする請求項1記載のろう接用複合材。
【請求項3】
前記接合材の平均組成は、アルミニウムが3〜9mass%、銅が0.1〜5mass%、残部が亜鉛および不可避不純物であることを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項4】
前記基材は、鉄−ニッケル合金、銅合金、モリブデン合金及びタングステン合金のうちのいずれかを含むことを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項5】
前記基材は、その表面にニッケル層を有し、そのニッケル層の表面に前記接合材を積層したことを特徴とする請求項1又は2に記載のろう接用複合材。
【請求項6】
請求項1〜5のいずれか一項に記載のろう接用複合材を用いて形成されたことを特徴とするろう接製品。
【請求項7】
金属で形成された基材の上に接合材を積層した構成を有し、前記接合材は、前記基材側から亜鉛含有層、アルミニウム層及び銅層をこの順に積層した構成であり、前記銅層は、前記接合材の最外層を構成しているろう接用複合材の製造方法であって、前記基材と前記接合材とをクラッド圧延により接合して一体化することを特徴とするろう接用複合材の製造方法。
【図1A】

【図1B】
【図2】

【図3A】
【図3B】
【図4A】

【図4B】
【図5A】
【図5B】

【図1B】
【図2】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【公開番号】特開2013−63449(P2013−63449A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−202533(P2011−202533)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000005120)日立電線株式会社 (3,358)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000005120)日立電線株式会社 (3,358)
[ Back to top ]