
カーボンナノチューブ複合シート、およびその製造方法
【課題】電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができ、簡便かつ低コストでおこなうことができるカーボンナノチューブ複合シートの製造方法を提供する。また、電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができるカーボンナノチューブ複合シートを提供する。
【解決手段】カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とするカーボンナノチューブ複合シートの製造方法。
【解決手段】カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とするカーボンナノチューブ複合シートの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カーボンナノチューブ複合シートの製造方法に関する。さらに詳細には、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されているカーボンナノチューブ複合シートの製造方法に関する。また、本発明は、上記カーボンナノチューブ複合シートに関する。
【0002】
本発明の製造方法により得られるカーボンナノチューブ複合シートは、電気的性質、熱的性質、機械的性質等の性質について異方性機能を発揮することができ、たとえば、電子部品、熱伝導性材料、高強度材料などとして利用することができる。
【背景技術】
【0003】
カーボンナノチューブは、グラファイトシート(6角網目構造:グラフェンシート)を円筒状に丸めた構造を有し、円筒直径が0.7〜50nm程度、円筒軸方向長さが数100μm程度あり、中空構造を持つ非常にアスペクト比の大きな材料である。
【0004】
カーボンナノチューブの電気的性質としては、円筒直径や螺旋度(カイラリティ:chirality)に大きく依存し、金属的性質から半導体的性質を示し、また機械的性質としては大きなヤング率を有し、かつバックリングによっても応力を緩和できる特徴を併有する材料である。さらに、ダングリングボンド(dangling bond)を有しないため化学的に安定であり、かつ、炭素原子のみから構成されるため環境に優しい材料としても注目されている。
【0005】
このようにカーボンナノチューブは上記のようなユニークな物性を有することから、電子源としては電子放出源やフラットパネルディスプレイに、電子材料としてはナノスケールデバイスやリチウム電池の電極材料に、またプローブ探針、ガス貯蔵材、ナノスケール試験管、樹脂強化のための添加材等への応用が期待されている。
【0006】
これまでに、上記のカーボンナノチューブおよびその製造方法については、いくつかが開示されている(たとえば、特許文献1〜2参照)。それらの公報によれば、カーボンナノチューブの特異的機能を生かし、電子放出素子、水素貯蔵、薄膜電池、プローブ、マイクロマシン、半導体超集積回路、導電性材料、熱伝導性材料、高強度高弾性材料などの多くの興味深い用途開発が活発に検討されている。
【0007】
しかし、これまでの製造方法では、種々の円筒軸方向長さのカーボンナノチューブがランダムな方向を向いて生成されてしまう点で問題があった。たとえば電子放出源に応用する場合、カーボンナノチューブの先端から電界放出が起きるため、カーボンナノチューブの円筒軸方向の配向を揃えることができれば、電界放出特性が著しく向上することが期待される。
【0008】
上記のカーボンナノチューブの円筒軸方向の配向を揃える技術として、これまでいくつかの提案がされている。たとえば、カーボンナノチューブの分散液をセラミックフィルターでろ過することにより、セラミックフィルターの微小ポアにカーボンナノチューブを差込み、配向を揃えること(たとえば、非特許文献1参照)、エポキシ樹脂にカーボンナノチューブを練り込み、硬化後にエポキシ樹脂を極薄く切断することによってカーボンナノチューブを配向させる技術(たとえば、非特許文献2参照)などが提案されている。しかしながら、これらの提案ではカーボンナノチューブの配向性は十分ではなく、またエポキシ樹脂が混在するなどといった問題点がある。
【0009】
また、たとえば、マトリックス中にカーボンナノチューブを含有する組成物に、外部から磁場を印加することにより一定方向に配列させる方法(たとえば、特許文献3参照)が提案されている。しかし、かかる提案では10テスラ程度もの強い磁場を印加する必要があり、装置も大掛かりでコストもかかり未だ実用的でなく、より簡便かつ低コストである手法が求められている。
【特許文献1】特開平5−125619号公報
【特許文献2】特開平7−216660号公報
【特許文献3】特開2002−273741号公報
【特許文献4】特開2002−233598号公報
【非特許文献1】Walt A.de Heer,W.S.Bacsa,Science,vol.268,p845〜847(1995)
【非特許文献2】P.M.Ajayan,O.Stephan,Science,vol.265,p1212〜1214(1994)
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、本発明の目的は、上記の問題点を解消すべく、電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができ、簡便かつ低コストでおこなうことができるカーボンナノチューブ複合シートの製造方法を提供することにある。
【0011】
また、本発明の目的は、電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができるカーボンナノチューブ複合シートを提供することにある。
【課題を解決するための手段】
【0012】
本発明者らは、上記の目的を達成するため、主にカーボンナノチューブ複合シートの製造方法について鋭意検討した結果、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含む製造方法を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートが得られることを見出し、本発明を完成するに至った。
【0013】
すなわち、本発明のカーボンナノチューブ複合シートの製造方法は、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とする。
【0014】
本発明によると、実施例の結果に示すように、上述した基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含む製造方法を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートが得られる。上記製造方法により得られたカーボンナノチューブ複合シートがかかる特性を発現する理由としては、カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブに所定の高分子系成形材料を含浸させ、基材上に垂直方向に配向したカーボンナノチューブの配向を乱すことなく複合することにより、配向を維持した状態でシートとすることができるためと推測される。
【0015】
本発明における「カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブ」とは、カーボンナノチューブ複合シート中に存在するカーボンナノチューブの大部分(典型的には50個数%以上)が、カーボンナノチューブが基材表面の面方向に対して垂直方向(基材表面の面方向に対して略直交する方向および該方向と同等視しうる程度にやや傾斜した方向を包含する)に配向していることをいい、たとえば、ブラシ状カーボンナノチューブが該当する(たとえば、特開2001−220674号公報参照)。
【0016】
また、本発明における「カーボンナノチューブの円筒軸方向がシートの厚み方向に配向する」とは、カーボンナノチューブ複合シート中に存在するカーボンナノチューブの大部分(典型的には50個数%以上)が、各々のカーボンナノチューブの一端が一方の表面方向に、他端がもう一方の表面にそれぞれ配向した状態(これらのカーボンナノチューブの円筒軸方向がシートの厚み方向(面方向に対して略直交する方向および該方向と同等視しうる程度にやや傾斜または蛇行した方向を包含する)に平行に存在している状態を含む)をいう。
【0017】
また、本発明において、シートとは平面状の材料を意味し、通常、フィルムとよばれるものを含むこととする。
【0018】
本発明において、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する方法は、特に限定されることなく公知の手法を適宜用いることができる。たとえば、平滑な基板上にFeからなる触媒層を形成し、基板温度を700℃前後にした後、アセチレンガスを流すことにより生成させる手法があげられる(特開2001−220674号公報参照)。
【0019】
また、本発明において、上記のカーボンナノチューブに高分子系成形材料を含浸させる含浸工程は、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる。前記工程における含浸方法としては、ポッティング法、およびキャスティング法などが好適に用いることができる。
【0020】
本発明においては、前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことが好ましい。前記含浸工程についで加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことにより、前記含浸工程における高分子系成形材料の粘度を低下させることができ、もって含浸工程におけるカーボンナノチューブの配向制御を容易化することができる。
【0021】
また、本発明において、上記の高分子系成形材料が、可とう性を有する有機系高分子であることが好ましい。かかる高分子系成形材料を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートを得ることができる。
【0022】
また、前記含浸工程において、前記高分子系成形材料の粘度が50(Pa・s)以下であることが好ましい。かかる高分子系成形材料を用いることにより、含浸工程におけるカーボンナノチューブの配向制御を容易化することができる。なお、本発明における粘度とは、23℃の環境下における単一円筒型回転粘度計(たとえば、東機産業社製、TV−10形粘度計)およびローター(たとえば、H3)を使用することにより測定される値をいう。
【0023】
また、本発明においては、前記シート厚みが10〜500μmであることが好ましい。
【0024】
一方、本発明カーボンナノチューブ複合シートは、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることを特徴とする。前記カーボンナノチューブ複合シートによると、電気的性質、熱的性質、機械的性質などの性質について、優れた異方性機能を発揮することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施の形態について詳細に説明する。
【0026】
本発明のカーボンナノチューブ複合シートの製造方法は、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とする。
【0027】
本発明におけるカーボンナノチューブは、カーボン原子が網目状に結合してできた円筒直径がナノメートルサイズの極微細なチューブ(筒、円筒)状の化合物であり、一般に円筒直径として1〜1000nm程度、円筒軸方向長さとして0.1〜1000μm程度の、L/Dとして100〜10000程度の大きなアスペクト比を有する径の細長い炭素からなるチューブ状の炭素化合物である。
【0028】
カーボンナノチューブは炭素原子が構成する6角網目構造(グラフェンシート)を筒状に巻いたような構造を有しており、カーボンナノチューブの円筒直径と螺旋度(カイラリティ:chirality)によりカーボンナノチューブの導電性等に差異を発現させることができる。カーボンナノチューブには、ジグザグ型カーボンナノチューブ、カイラル(キラル:chiral)型カーボンナノチューブ、アームチェアー型カーボンナノチューブなどがあるが、本発明においてはこれらのカーボンナノチューブは制限なく単独で使用してもよく、また2種以上を混合して使用してもよい。
【0029】
また、カーボンナノチューブには、6角網目構造(グラフェンシート)のチューブが1枚構造のもの(シングルウォールナノチューブ:SWNT)、多層の6角網目のチューブから構成されているもの(マルチウォールナノチューブ:MWNT)などがあるが、発明においては特に制限されることなく適宜用いることができる。これらのカーボンナノチューブは単独で使用してもよく、また2種以上を混合して使用してもよい。
【0030】
上記のカーボンナノチューブには、一般にその生成過程等において、非晶質カーボンナノ粒子、フラーレン類および金属ナノ粒子なども副生成物として混入している場合があるが、これらの副生成物が含まれていてもよい。
【0031】
また、本発明におけるカーボンナノチューブとしては、金属または他の無機物や有機物を含むもの、カーボンナノチューブ内に炭素または他の物質が充填されたもの、カーボンナノチューブがコイル状(螺旋状)またはフィブリル状のもの、その他いわゆるナノファイバーも用いることができる。
【0032】
本発明において、カーボンナノチューブの円筒直径と円筒軸方向長さは特に限定されるものではないが、製造の容易性や機能発現性などの点から、通常、カーボンナノチューブの円筒直径は0.7〜50nm程度、円筒軸方向長さが数10nm〜200μmの範囲で用いられ、円筒直径が10〜20nm、円筒軸方向長さは50nm〜100μmの範囲であることが好ましい。
【0033】
本発明におけるカーボンナノチューブの製造方法は、特に制限されることなく公知の手法を適宜用いることができる。カーボンナノチューブの製造方法として、炭素電極間にアーク放電を発生させ、放電用電極の陰極表面に成長させる方法(アーク放電法)、シリコンカーバイドにレーザービームを照射して加熱・昇華させる方法(レーザー蒸発法)、遷移金属系触媒を用いて炭化水素を還元雰囲気下の気相で炭化する方法(化学的気相成長法:CVD法)、熱分解法、プラズマ放電を利用する方法などがあるが、上記したように、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成するためには、化学的気相成長法(CVD法)が好適に用いることができる。
【0034】
前記化学的気相成長法(CVD法)として、たとえば、基材(シリコン基板)の少なくとも片面上に、ニッケル、コバルト、鉄などの金属の錯体を含む溶液をスプレーや刷毛で塗布した後、加熱して形成した皮膜上に、あるいは、クラスター銃で打ち付けて形成した皮膜上に、アセチレンガスを用いて一般的な化学的気相成長法(CVD法)を施すことにより、円筒直径10〜40nm程度のカーボンナノチューブが多層構造で基板上に垂直に起毛され、いわゆるブラシ状カーボンナノチューブを作製できる。
【0035】
また、上記の基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブ(ブラシ状カーボンナノチューブなど)において、上記シート面と水平方向のカーボンナノチューブ間の間隔は特に限定されないが、カーボンナノチューブ同士の凝集力(主に分子間力:ファンデルワールス力、疎水性相互作用など)が作用する間隔であることが好ましい。
【0036】
より具体的な製造方法例を以下例示する。まず、基材(基板)上に触媒粒子を形成し、触媒粒子を核として高温雰囲気で原料ガスからカーボンナノチューブを成長させる。
【0037】
基材(基板)としては、触媒粒子を支持するものであればよく、触媒粒子が濡れにくいものが好ましく、たとえば、結晶性シリコン基板などがあげられる。
【0038】
触媒粒子としては、たとえば、ニッケル、コバルト、鉄などの金属粒子があげられる。
【0039】
これらの金属またはその錯体等の化合物の溶液をスプレーやコーターで基材に塗布し、またはクラスター銃で基板に打ち付け、乾燥させ、必要であれば加熱し、皮膜を形成する。前記皮膜の厚みは、1〜100nm程度であることが好ましい。100nmを超えると、加熱による粒子化が困難になる。
【0040】
次いで、この皮膜を、好ましくは減圧下または非酸化雰囲気中で、好ましくは650〜800℃に加熱すると、円筒直径1〜50nm程度の触媒粒子が形成される。
【0041】
カーボンナノチューブの原料ガスとしては、アセチレン、メタン、エチレン等の脂肪族炭化水素が適宜用いられるが、中でもアセチレンガスが好ましく、その中でも、特にアセチレン濃度が99.9999%であるような超高純度なアセチレンガスが好ましい。原料ガス純度が高い方が品質の良いカーボンナノチューブができる。また、アセチレンの場合、多層構造で太さ10〜40nmのカーボンナノチューブが触媒粒子を核として、基板に対して垂直にかつ一定方向に配向成長してブラシ状(いわゆるブラシ状カーボンナノチューブ)に形成される。
【0042】
また、上記の化学的気相成長法(CVD法)におけるカーボンナノチューブの形成温度は、650〜800℃程度であることが好ましい。
【0043】
本発明における、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程は上述のようにしておこなうことができる。
【0044】
本発明において、上記のカーボンナノチューブに高分子系成形材料を含浸させる含浸方法は、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる。
【0045】
前記含浸方法としては、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる限り、公知の手法を適宜用いることができる。具体的には、たとえば、ポッティング法、キャスティング法、スピンコート法、ディップ法、スプレー法などがあげられる。
【0046】
高分子系成形材料としては、たとえば、熱硬化性樹脂(前駆体を含む)、熱可塑性樹脂、光硬化性樹脂、熱可塑性エラストマー、ゴムなどがあげられる。これらの中でも、可とう性を有する有機系高分子であることが好ましい。なお、カーボンナノチューブ複合シートを基材からの剥離する際に、前記シートが損傷を受けない程度の強度を有する高分子材料であることが必要である。
【0047】
本発明において、前記熱硬化性樹脂とは、常温では液状、半固形状または固形状等であって常温下または加熱下で流動性を示す比較的低分子量の物質が、硬化剤、触媒の作用によって熱硬化反応や熱架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成してなる不溶不融性の樹脂になり得る樹脂をいうものとする。
【0048】
また、本発明において、前記光硬化性樹脂とは、常温では液状、半固形状または固形状等であって常温下または加熱下で流動性を示す比較的低分子量の物質が、硬化剤、触媒、光の作用によって光硬化反応や光架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成してなる不溶不融性の樹脂になり得る樹脂をいうものとする。
【0049】
前記高分子系成形材料の具体例としては、たとえば、エポキシ樹脂、熱硬化型変性ポリフェニレンエーテル樹脂、熱硬化型ポリイミド樹脂、ユリア樹脂、架橋型アクリル樹脂、アリル樹脂、不飽和ポリエステル樹脂、ケイ素樹脂、ベンゾオキサジン樹脂、ジアリルフタレート樹脂、ジシクロペンタジエン樹脂、フェノール樹脂、ベンゾシクロブテン樹脂、ビスマレイミドトリアジン樹脂、アルキド樹脂、フラン樹脂、メラミン樹脂、ポリウレタン樹脂、アニリン樹脂などの熱硬化性樹脂(前駆体を含む)、ポリアミド樹脂、熱可塑性ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステルイミド樹脂、ポリフェニレンエーテル樹脂、ポリスチレン樹脂、脂環式炭化水素樹脂、ポリベンゾオキサゾール樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ポリオレフィン樹脂(低密度から高密度の各種ポリエチレン、アイソタクチック・ポリプロピレン、アタクチック・ポリプロピレン、シンジオタクチック・ポリプロピレンなど)、ABS樹脂、ポリアクリロニトリル樹脂、ポリビニルアセタール樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、アクリル樹脂、ポリオキシメチレン樹脂、シリコーン樹脂などの熱可塑性樹脂、天然ゴム、ウレタンゴム、シリコーンゴム、ブタジエンゴム、イソプレンゴム、スチレン−ブタジエン共重合ゴム、ニトリルゴム、水添ニトリルゴム、クロロプレンゴム、エチレンプロピレンゴム、塩素化ポリエチレン、クロロスルホン化ポリエチレン、ブチルゴム、ハロゲン化ブチルゴム、フッ素含有ゴムなどのゴム、TPO樹脂(オレフィン系熱可塑性エラストマー)、スチレン−ブタジエン共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエンの水添体、スチレン−イソプレンブロック共重合体の水添体、スチレン系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマーなどの熱可塑性エラストマー、メトキシメチル化ナイロン、ポリビニルアルコール、飽和ポリエステル樹脂、ポリアミド樹脂、ポリブタジエン樹脂などの光硬化性樹脂、上記の樹脂に光硬化型官能基を含有する光硬化性樹脂などがあげられる。可とう性を有する有機系高分子に好適なものが多いが、中でも、ポリイミド樹脂、ポリアミドイミド樹脂、RTV(室温硬化型)シリコーンゴム、液状ゴム、ポリエステル樹脂、ポリウレタン樹脂などが好適に用いるものとしてあげられる。これらの樹脂は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0050】
ポッティング法とは、上記したようにカーボンナノチューブが垂直方向に配向している基材上に、上記高分子系成形材料を徐々にたらし、均一に広げて含浸させた後、余分な上記高分子系成形材料を吸い取るなど除去して、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0051】
キャスティング法とは、先に上記高分子系成形材料をドクターブレードなどにより塗膜を形成し、その塗膜にカーボンナノチューブが垂直方向に配向している基材を覆いかぶせることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0052】
スピンコート法とは、カーボンナノチューブが垂直方向に配向している基材をスピンコーターなどで回転させ、その上から上記高分子系成形材料を添加し、遠心力で上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0053】
ディップ法とは、カーボンナノチューブが垂直方向に配向している基材を上記高分子系成形材料にディップし、ついで引き上げることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0054】
スプレー法とは、上記高分子系成形材料を霧状にしてカーボンナノチューブが垂直方向に配向している基材に吹き付けることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0055】
また、上記の含浸方法においては、公知の脱泡処理を適宜組み合わせてもよい。前記脱泡処理としては、たとえば、超音波処理、真空(減圧)処理、加圧処理などがあげられる。また、脱泡処理は上記含浸方法に次いでおこなってもよい。ただし、超音波処理等はカーボンナノチューブの凝集形態を分散させる場合もあるので、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれるように適宜処理条件を調整して行う必要がある。
【0056】
また、上記の含浸方法においては、公知の薄膜化処理を適宜組み合わせてもよい。前記薄膜化処理としては、たとえば、アプリケーターなどによる厚み制御処理、樹脂滴下量の制御処理、回転成型による均一薄膜化処理などがあげられる。また、薄膜化処理は上記の含浸方法に次いでおこなってもよい。
【0057】
なお、本発明においては、固体状態の溶液化、粘度の調整などの目的のために、前記高分子系成形材料に溶媒を適宜加えてもよい。
【0058】
前記高分子系成形材料に用いられる溶媒としては、たとえば、トルエン、キシレンなどの芳香族炭化水素系溶媒、酢酸エチル、酢酸ブチルなどの脂肪族カルボン酸エステル系溶媒、ヘキサン、ヘプタン、オクタンなどの脂肪族炭化水素系溶媒、アセトン、メチルエチルケトン、メチルイソブチルケトンなどのケトン系溶媒、ならびに、水、各種水溶液、液化炭酸、超臨界状炭酸、およびメチルイミダゾールに代表されるような、いわゆるイオン性液体などがあげられる。これらの溶媒は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0059】
上述の高分子系成形材料に溶媒を加える場合、高分子系成形材料中の溶媒の含有量は、通常10〜50重量%程度である。
【0060】
また、上述の含浸工程において、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)の粘度が50(Pa・s)以下であることが好ましく、10(Pa・s)以下であることがより好ましく、5(Pa・s)以下であることが特に好ましい。50(Pa・s)以下である高分子系成形材料を用いることにより、含浸工程におけるカーボンナノチューブの配向・配列を乱すなどの悪影響を抑えることができ、もってカーボンナノチューブの配向制御を容易化することができる。
【0061】
また、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)には、高分子系成形材料に応じて、任意成分として架橋剤を適宜添加することができる。架橋剤としては、たとえば、熱架橋型架橋剤、光架橋型架橋剤、放射線架橋型架橋剤などがあげられる。
【0062】
熱架橋型架橋剤としては、熱反応性官能基を2個以上有する多官能化合物(モノマー)などがあげられ、加硫剤、ジビニル化合物、イソシアネート化合物、エポキシ化合物、メラミン系樹脂、アジリジン誘導体、シリコーン系架橋剤、過酸化物、フェノール樹脂などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0063】
光架橋型架橋剤としては、光反応性官能基を2個以上有する多官能化合物(モノマー)などがあげられ、たとえば、ジビニル化合物、過酸化物、光酸発生剤、光塩基発生剤などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0064】
放射線架橋型架橋剤としては、放射線反応性不飽和結合を2個以上有する多官能化合物(モノマー)があげられ、たとえば、ジビニル化合物などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0065】
また、これらの架橋剤は、熱架橋型架橋剤、光架橋型架橋剤、放射線架橋型架橋剤のいずれか2種以上を組み合わせて使用してもよい。また、複数の架橋型の機能を併有する架橋剤もあるが、かかる架橋剤も特に制限なく適宜用いることができる。
【0066】
また、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)には、任意成分として、上記成分以外にさらに、炭酸カルシウム、カーボンブラック等の無機充填剤、滑剤、老化防止剤、染料、着色剤、顔料、界面活性剤、可塑剤、消泡剤、難燃剤、光安定剤、揺変剤、紫外線吸収剤、低分子量ポリマー、表面潤滑剤、レベリング剤、酸化防止剤、重合禁止剤、耐熱安定剤、耐加水分解安定剤、金属粉、粒子状、箔状物等を目的に応じて適宜使用することができる。これらの任意成分は、1種を単独に用いてもよく、または2種以上を使用してもよい。
【0067】
本発明における、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程は上述のようにしておこなうことができる。
【0068】
本発明においては、前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことが好ましい。
【0069】
加熱乾燥による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を架橋反応や硬化反応を伴わずに加熱処理することをいう。かかる処理をおこなうことにより、上記の含浸工程に用いた溶媒を除去し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0070】
加熱硬化による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を熱架橋反応や熱硬化反応を伴う加熱処理することをいう。かかる処理をおこなうことにより、熱硬化反応や熱架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0071】
光照射による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を光架橋反応や光硬化反応を伴う光照射処理することをいう。かかる処理をおこなうことにより、光硬化反応や光架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0072】
なお、これらの成形工程は、上記のものを単独で行ってもよく、また2種または3種を組み合わせて行ってもよい。
【0073】
本発明においては、前記シート厚みが10〜500μmであることが好ましく、20〜200μmであることがより好ましい。10μmより薄くなると、前記シートを基材からの剥離する際に損傷を受けやすくなる場合がある。
【0074】
前記シートは、単独で使用してもよく、また2種以上を張り合わせてして使用してもよい。また、2種以上を張り合わせて使用する場合にはシート間に接着剤層、バインダー層などを適宜設けてもよい。
【0075】
また、前記シートの表面には、必要に応じて、シリコーン系、フッ素系、長鎖アルキル系もしくは脂肪酸アミド系の離型剤、シリカ粉等による離型および防汚処理や、酸処理、アルカリ処理、プライマー処理、アンカーコート処理、コロナ処理、プラズマ処理、紫外線処理などの易接着処理、ハードコート処理などの離型処理、ならびに、塗布型、練り込み型、蒸着型などの静電防止処理を必要に応じて適宜おこなってもよい。
【0076】
前記シート中のカーボンナノチューブの配列態様は、電子顕微鏡(走査型電子顕微鏡:SEM)、デジタルマイクロスコープなどの画像解析により観察できる。また、前記シート中のカーボンナノチューブの円筒直径および円筒軸方向長さは、電子顕微鏡(走査型電子顕微鏡:SEM)などにより観察できる場合は、その観察写真から無作為に選択したカーボンナノチューブの円筒直径および円筒軸方向長さを画像解析すること等により得ることができる。
【0077】
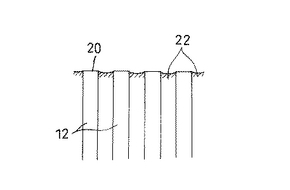
図1および図2には本発明の製造方法により得られるカーボンナノチューブ複合シートの一部を模式的に示す概略説明図(断面図)を示した。カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するようにカーボンナノチューブ12が配列されている。
【0078】
なお、本発明においては、前記シートの表面16に各々すべてのカーボンナノチューブ12の端部が完全に突出または到達していることまでは必ずしも必要とはしていない。各々すべてのカーボンナノチューブ12の端部20が完全に突出または到達していなくとも、電気的性質、熱的性質、機械的性質などにおける異方性機能の向上は発現しうるものである。
【0079】
上記の構成を有することにより、本発明の製造方法により得られるカーボンナノチューブ複合シートは、電気的性質、熱的性質、機械的性質等の性質について異方性機能を発揮することができ、たとえば、電子部品、熱伝導性材料、高強度材料などとして利用することができる。
【実施例】
【0080】
以下、本発明の構成と効果を具体的に示す実施例等について説明するが、本発明はこれらに限定されるものではない。なお、実施例における測定・評価等は下記のようにして測定を行った。
【0081】
<粘度測定>
調整した高分子系成形材料(高分子系成形材料を含む溶液を含む)の粘度測定は、単一円筒型回転粘度計(スピンドルタイプ、東機産業社製、TV−10形粘度計)によりおこなった。
【0082】
測定条件・手法等:ローターが十分に入るビーカーに原料を準備し、23℃下に保管する。H3(No.26)のローターにて、回転速度を10rpmで(より高粘度なら回転数:5rpmにして、より低粘度なら回転数:20rpmにして)測定し、表示された数値を粘度とした。
【0083】
<電子顕微鏡観察>
作製したシート中におけるカーボンナノチューブの配列態様の観察は、走査型電子顕微鏡(SEM、日立製作所社製、S−3500N)観察によりおこなった。
【0084】
カーボンナノチューブ複合シートの端部を、カーボンナノチューブの円筒軸方向と平行な断面が観察できるようにナイフで切断した。得られた切断片を試料台に導電性テープで二次電子像の撮影しやすい向きに配置し、カーボン蒸着(厚み:20Å)後に走査型電子顕微鏡(SEM)により観察した。
【0085】
<デジタルマイクロスコープ観察>
作製したシート中におけるカーボンナノチューブの配列態様をデジタルマイクロスコープ(キーエンス社製、デジタルマイクロスコープ VHX−100)により観察した。
【0086】
高倍率ズームレンズ(VH−Z450)を用いて最適焦点位置をサンプルの上部から下部へと順次撮影し、ハイクオリティ深度合成による画像処理をおこない全体像を得た。
【0087】
〔実施例1〕
(カーボンナノチューブ形成工程)
平滑な表面を有する結晶性シリコン基板上にFeからなる触媒層を真空蒸着法により形成し、その後この基板をCVD装置に投入した。
【0088】
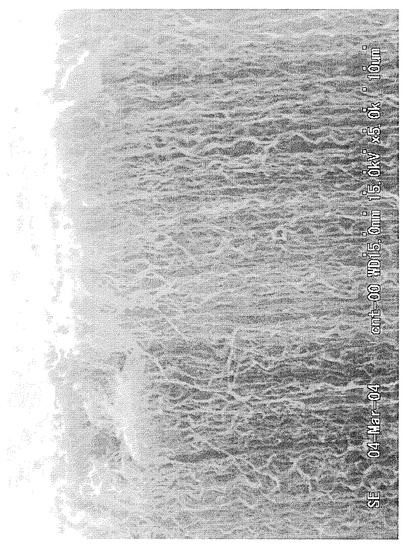
次に前記CVD装置内に、カーボンナノチューブの原料ガスとして超高純度アセチレン(サーンガスニチゴー社製、純度:99.9999%)、キャリアガスとして超高純度ヘリウム(大陽東洋酸素社製、純度:99.9999%)をCVD装置内に流した(アセチレン流量:60cc/min、ヘリウム流量:200cc/min、温度700℃)。CVD工程により、Fe膜が粒子化することにより得られた触媒粒子が核として、カーボンナノチューブが基板に対して垂直に配向したブラシ状カーボンナノチューブを得た。得られたブラシ状カーボンナノチューブは、円筒直径20nm、円筒軸方向長さ45μmの多層の6角網目のチューブから構成されているもの(マルチウォールナノチューブ:MWNT)であった。作製したブラシ状カーボンナノチューブの電子顕微鏡(SEM)写真を図5(5000倍)に示す。
【0089】
(高分子系成形材料の含浸・加熱乾燥工程)
上記のブラシ状カーボンナノチューブ上に、高分子系成形材料として高分子系成形材料名:RTV(室温硬化型)シリコーンゴム(信越化学工業社製、KE441)100重量部にn−ヘキサン100重量部を加えて調整した溶液(粘度:5Pa・s)を室温(23℃付近)の環境下で徐々に滴下することにより、ブラシ状カーボンナノチューブに高分子系成形材料を含浸させた。
【0090】
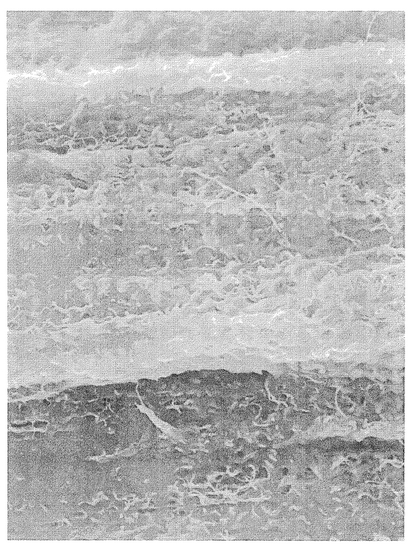
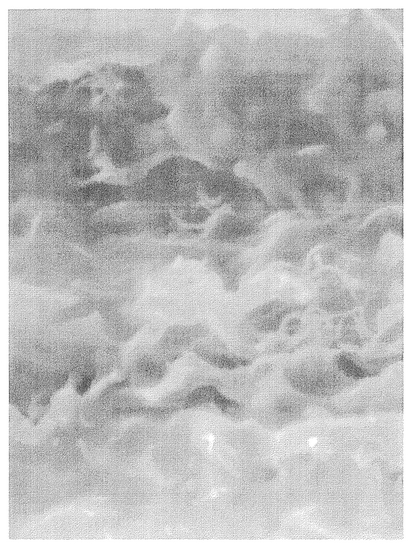
その後、室温(23℃付近)にて24時間静置してn−ヘキサンを揮散させることによりカーボンナノチューブ複合シート(厚み:50μm)を得た。作製したシートの電子顕微鏡(SEM)写真を図3(5000倍)および図4(20000倍)に示す。また、作製したシートのデジタルマイクロスコープの写真を図6(1000倍)に示す。
【0091】
電子顕微鏡観察の結果より、本発明の製造方法により作製されたカーボンナノチューブ複合シートは、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることがわかる。また、本発明の製造方法を用いることにより、強力な磁場や装置も必要とすることなく、簡便かつ低コストで上述のような配列を制御したカーボンナノチューブ複合シートを得ることができた。
【図面の簡単な説明】
【0092】
【図1】本発明のカーボンナノチューブ複合シートの一部を模式的に示す概略説明図
【図2】本発明のカーボンナノチューブ複合シートの側断面を模式的に示す概略説明図
【図3】実施例で得られたカーボンナノチューブ複合シート側断面の電子顕微鏡(SEM)写真(5000倍)
【図4】実施例で得られたカーボンナノチューブ複合シート側断面の電子顕微鏡(SEM)写真(20000倍)
【図5】実施例で得られたブラシ状カーボンナノチューブの電子顕微鏡(SEM)写真(5000倍)
【図6】実施例で得られたカーボンナノチューブ複合シート側断面のデジタルマイクロスコープの写真(1000倍)
【符号の説明】
【0093】
10 カーボンナノチューブ複合シート側断面
12 カーボンナノチューブ
14 カーボンナノチューブ切断面
16 カーボンナノチューブ複合シート表面
20 カーボンナノチューブ端部
22 高分子系成形材料
【技術分野】
【0001】
本発明は、カーボンナノチューブ複合シートの製造方法に関する。さらに詳細には、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されているカーボンナノチューブ複合シートの製造方法に関する。また、本発明は、上記カーボンナノチューブ複合シートに関する。
【0002】
本発明の製造方法により得られるカーボンナノチューブ複合シートは、電気的性質、熱的性質、機械的性質等の性質について異方性機能を発揮することができ、たとえば、電子部品、熱伝導性材料、高強度材料などとして利用することができる。
【背景技術】
【0003】
カーボンナノチューブは、グラファイトシート(6角網目構造:グラフェンシート)を円筒状に丸めた構造を有し、円筒直径が0.7〜50nm程度、円筒軸方向長さが数100μm程度あり、中空構造を持つ非常にアスペクト比の大きな材料である。
【0004】
カーボンナノチューブの電気的性質としては、円筒直径や螺旋度(カイラリティ:chirality)に大きく依存し、金属的性質から半導体的性質を示し、また機械的性質としては大きなヤング率を有し、かつバックリングによっても応力を緩和できる特徴を併有する材料である。さらに、ダングリングボンド(dangling bond)を有しないため化学的に安定であり、かつ、炭素原子のみから構成されるため環境に優しい材料としても注目されている。
【0005】
このようにカーボンナノチューブは上記のようなユニークな物性を有することから、電子源としては電子放出源やフラットパネルディスプレイに、電子材料としてはナノスケールデバイスやリチウム電池の電極材料に、またプローブ探針、ガス貯蔵材、ナノスケール試験管、樹脂強化のための添加材等への応用が期待されている。
【0006】
これまでに、上記のカーボンナノチューブおよびその製造方法については、いくつかが開示されている(たとえば、特許文献1〜2参照)。それらの公報によれば、カーボンナノチューブの特異的機能を生かし、電子放出素子、水素貯蔵、薄膜電池、プローブ、マイクロマシン、半導体超集積回路、導電性材料、熱伝導性材料、高強度高弾性材料などの多くの興味深い用途開発が活発に検討されている。
【0007】
しかし、これまでの製造方法では、種々の円筒軸方向長さのカーボンナノチューブがランダムな方向を向いて生成されてしまう点で問題があった。たとえば電子放出源に応用する場合、カーボンナノチューブの先端から電界放出が起きるため、カーボンナノチューブの円筒軸方向の配向を揃えることができれば、電界放出特性が著しく向上することが期待される。
【0008】
上記のカーボンナノチューブの円筒軸方向の配向を揃える技術として、これまでいくつかの提案がされている。たとえば、カーボンナノチューブの分散液をセラミックフィルターでろ過することにより、セラミックフィルターの微小ポアにカーボンナノチューブを差込み、配向を揃えること(たとえば、非特許文献1参照)、エポキシ樹脂にカーボンナノチューブを練り込み、硬化後にエポキシ樹脂を極薄く切断することによってカーボンナノチューブを配向させる技術(たとえば、非特許文献2参照)などが提案されている。しかしながら、これらの提案ではカーボンナノチューブの配向性は十分ではなく、またエポキシ樹脂が混在するなどといった問題点がある。
【0009】
また、たとえば、マトリックス中にカーボンナノチューブを含有する組成物に、外部から磁場を印加することにより一定方向に配列させる方法(たとえば、特許文献3参照)が提案されている。しかし、かかる提案では10テスラ程度もの強い磁場を印加する必要があり、装置も大掛かりでコストもかかり未だ実用的でなく、より簡便かつ低コストである手法が求められている。
【特許文献1】特開平5−125619号公報
【特許文献2】特開平7−216660号公報
【特許文献3】特開2002−273741号公報
【特許文献4】特開2002−233598号公報
【非特許文献1】Walt A.de Heer,W.S.Bacsa,Science,vol.268,p845〜847(1995)
【非特許文献2】P.M.Ajayan,O.Stephan,Science,vol.265,p1212〜1214(1994)
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、本発明の目的は、上記の問題点を解消すべく、電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができ、簡便かつ低コストでおこなうことができるカーボンナノチューブ複合シートの製造方法を提供することにある。
【0011】
また、本発明の目的は、電気的性質、熱的性質、機械的性質などの性質について、従来では得られなかった優れた異方性機能を発揮することができるカーボンナノチューブ複合シートを提供することにある。
【課題を解決するための手段】
【0012】
本発明者らは、上記の目的を達成するため、主にカーボンナノチューブ複合シートの製造方法について鋭意検討した結果、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含む製造方法を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートが得られることを見出し、本発明を完成するに至った。
【0013】
すなわち、本発明のカーボンナノチューブ複合シートの製造方法は、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とする。
【0014】
本発明によると、実施例の結果に示すように、上述した基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含む製造方法を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートが得られる。上記製造方法により得られたカーボンナノチューブ複合シートがかかる特性を発現する理由としては、カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブに所定の高分子系成形材料を含浸させ、基材上に垂直方向に配向したカーボンナノチューブの配向を乱すことなく複合することにより、配向を維持した状態でシートとすることができるためと推測される。
【0015】
本発明における「カーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブ」とは、カーボンナノチューブ複合シート中に存在するカーボンナノチューブの大部分(典型的には50個数%以上)が、カーボンナノチューブが基材表面の面方向に対して垂直方向(基材表面の面方向に対して略直交する方向および該方向と同等視しうる程度にやや傾斜した方向を包含する)に配向していることをいい、たとえば、ブラシ状カーボンナノチューブが該当する(たとえば、特開2001−220674号公報参照)。
【0016】
また、本発明における「カーボンナノチューブの円筒軸方向がシートの厚み方向に配向する」とは、カーボンナノチューブ複合シート中に存在するカーボンナノチューブの大部分(典型的には50個数%以上)が、各々のカーボンナノチューブの一端が一方の表面方向に、他端がもう一方の表面にそれぞれ配向した状態(これらのカーボンナノチューブの円筒軸方向がシートの厚み方向(面方向に対して略直交する方向および該方向と同等視しうる程度にやや傾斜または蛇行した方向を包含する)に平行に存在している状態を含む)をいう。
【0017】
また、本発明において、シートとは平面状の材料を意味し、通常、フィルムとよばれるものを含むこととする。
【0018】
本発明において、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する方法は、特に限定されることなく公知の手法を適宜用いることができる。たとえば、平滑な基板上にFeからなる触媒層を形成し、基板温度を700℃前後にした後、アセチレンガスを流すことにより生成させる手法があげられる(特開2001−220674号公報参照)。
【0019】
また、本発明において、上記のカーボンナノチューブに高分子系成形材料を含浸させる含浸工程は、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる。前記工程における含浸方法としては、ポッティング法、およびキャスティング法などが好適に用いることができる。
【0020】
本発明においては、前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことが好ましい。前記含浸工程についで加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことにより、前記含浸工程における高分子系成形材料の粘度を低下させることができ、もって含浸工程におけるカーボンナノチューブの配向制御を容易化することができる。
【0021】
また、本発明において、上記の高分子系成形材料が、可とう性を有する有機系高分子であることが好ましい。かかる高分子系成形材料を用いることにより、簡便かつ低コストで優れた異方性機能を発揮するカーボンナノチューブ複合シートを得ることができる。
【0022】
また、前記含浸工程において、前記高分子系成形材料の粘度が50(Pa・s)以下であることが好ましい。かかる高分子系成形材料を用いることにより、含浸工程におけるカーボンナノチューブの配向制御を容易化することができる。なお、本発明における粘度とは、23℃の環境下における単一円筒型回転粘度計(たとえば、東機産業社製、TV−10形粘度計)およびローター(たとえば、H3)を使用することにより測定される値をいう。
【0023】
また、本発明においては、前記シート厚みが10〜500μmであることが好ましい。
【0024】
一方、本発明カーボンナノチューブ複合シートは、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることを特徴とする。前記カーボンナノチューブ複合シートによると、電気的性質、熱的性質、機械的性質などの性質について、優れた異方性機能を発揮することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施の形態について詳細に説明する。
【0026】
本発明のカーボンナノチューブ複合シートの製造方法は、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とする。
【0027】
本発明におけるカーボンナノチューブは、カーボン原子が網目状に結合してできた円筒直径がナノメートルサイズの極微細なチューブ(筒、円筒)状の化合物であり、一般に円筒直径として1〜1000nm程度、円筒軸方向長さとして0.1〜1000μm程度の、L/Dとして100〜10000程度の大きなアスペクト比を有する径の細長い炭素からなるチューブ状の炭素化合物である。
【0028】
カーボンナノチューブは炭素原子が構成する6角網目構造(グラフェンシート)を筒状に巻いたような構造を有しており、カーボンナノチューブの円筒直径と螺旋度(カイラリティ:chirality)によりカーボンナノチューブの導電性等に差異を発現させることができる。カーボンナノチューブには、ジグザグ型カーボンナノチューブ、カイラル(キラル:chiral)型カーボンナノチューブ、アームチェアー型カーボンナノチューブなどがあるが、本発明においてはこれらのカーボンナノチューブは制限なく単独で使用してもよく、また2種以上を混合して使用してもよい。
【0029】
また、カーボンナノチューブには、6角網目構造(グラフェンシート)のチューブが1枚構造のもの(シングルウォールナノチューブ:SWNT)、多層の6角網目のチューブから構成されているもの(マルチウォールナノチューブ:MWNT)などがあるが、発明においては特に制限されることなく適宜用いることができる。これらのカーボンナノチューブは単独で使用してもよく、また2種以上を混合して使用してもよい。
【0030】
上記のカーボンナノチューブには、一般にその生成過程等において、非晶質カーボンナノ粒子、フラーレン類および金属ナノ粒子なども副生成物として混入している場合があるが、これらの副生成物が含まれていてもよい。
【0031】
また、本発明におけるカーボンナノチューブとしては、金属または他の無機物や有機物を含むもの、カーボンナノチューブ内に炭素または他の物質が充填されたもの、カーボンナノチューブがコイル状(螺旋状)またはフィブリル状のもの、その他いわゆるナノファイバーも用いることができる。
【0032】
本発明において、カーボンナノチューブの円筒直径と円筒軸方向長さは特に限定されるものではないが、製造の容易性や機能発現性などの点から、通常、カーボンナノチューブの円筒直径は0.7〜50nm程度、円筒軸方向長さが数10nm〜200μmの範囲で用いられ、円筒直径が10〜20nm、円筒軸方向長さは50nm〜100μmの範囲であることが好ましい。
【0033】
本発明におけるカーボンナノチューブの製造方法は、特に制限されることなく公知の手法を適宜用いることができる。カーボンナノチューブの製造方法として、炭素電極間にアーク放電を発生させ、放電用電極の陰極表面に成長させる方法(アーク放電法)、シリコンカーバイドにレーザービームを照射して加熱・昇華させる方法(レーザー蒸発法)、遷移金属系触媒を用いて炭化水素を還元雰囲気下の気相で炭化する方法(化学的気相成長法:CVD法)、熱分解法、プラズマ放電を利用する方法などがあるが、上記したように、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成するためには、化学的気相成長法(CVD法)が好適に用いることができる。
【0034】
前記化学的気相成長法(CVD法)として、たとえば、基材(シリコン基板)の少なくとも片面上に、ニッケル、コバルト、鉄などの金属の錯体を含む溶液をスプレーや刷毛で塗布した後、加熱して形成した皮膜上に、あるいは、クラスター銃で打ち付けて形成した皮膜上に、アセチレンガスを用いて一般的な化学的気相成長法(CVD法)を施すことにより、円筒直径10〜40nm程度のカーボンナノチューブが多層構造で基板上に垂直に起毛され、いわゆるブラシ状カーボンナノチューブを作製できる。
【0035】
また、上記の基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブ(ブラシ状カーボンナノチューブなど)において、上記シート面と水平方向のカーボンナノチューブ間の間隔は特に限定されないが、カーボンナノチューブ同士の凝集力(主に分子間力:ファンデルワールス力、疎水性相互作用など)が作用する間隔であることが好ましい。
【0036】
より具体的な製造方法例を以下例示する。まず、基材(基板)上に触媒粒子を形成し、触媒粒子を核として高温雰囲気で原料ガスからカーボンナノチューブを成長させる。
【0037】
基材(基板)としては、触媒粒子を支持するものであればよく、触媒粒子が濡れにくいものが好ましく、たとえば、結晶性シリコン基板などがあげられる。
【0038】
触媒粒子としては、たとえば、ニッケル、コバルト、鉄などの金属粒子があげられる。
【0039】
これらの金属またはその錯体等の化合物の溶液をスプレーやコーターで基材に塗布し、またはクラスター銃で基板に打ち付け、乾燥させ、必要であれば加熱し、皮膜を形成する。前記皮膜の厚みは、1〜100nm程度であることが好ましい。100nmを超えると、加熱による粒子化が困難になる。
【0040】
次いで、この皮膜を、好ましくは減圧下または非酸化雰囲気中で、好ましくは650〜800℃に加熱すると、円筒直径1〜50nm程度の触媒粒子が形成される。
【0041】
カーボンナノチューブの原料ガスとしては、アセチレン、メタン、エチレン等の脂肪族炭化水素が適宜用いられるが、中でもアセチレンガスが好ましく、その中でも、特にアセチレン濃度が99.9999%であるような超高純度なアセチレンガスが好ましい。原料ガス純度が高い方が品質の良いカーボンナノチューブができる。また、アセチレンの場合、多層構造で太さ10〜40nmのカーボンナノチューブが触媒粒子を核として、基板に対して垂直にかつ一定方向に配向成長してブラシ状(いわゆるブラシ状カーボンナノチューブ)に形成される。
【0042】
また、上記の化学的気相成長法(CVD法)におけるカーボンナノチューブの形成温度は、650〜800℃程度であることが好ましい。
【0043】
本発明における、基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程は上述のようにしておこなうことができる。
【0044】
本発明において、上記のカーボンナノチューブに高分子系成形材料を含浸させる含浸方法は、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる。
【0045】
前記含浸方法としては、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれる限り、公知の手法を適宜用いることができる。具体的には、たとえば、ポッティング法、キャスティング法、スピンコート法、ディップ法、スプレー法などがあげられる。
【0046】
高分子系成形材料としては、たとえば、熱硬化性樹脂(前駆体を含む)、熱可塑性樹脂、光硬化性樹脂、熱可塑性エラストマー、ゴムなどがあげられる。これらの中でも、可とう性を有する有機系高分子であることが好ましい。なお、カーボンナノチューブ複合シートを基材からの剥離する際に、前記シートが損傷を受けない程度の強度を有する高分子材料であることが必要である。
【0047】
本発明において、前記熱硬化性樹脂とは、常温では液状、半固形状または固形状等であって常温下または加熱下で流動性を示す比較的低分子量の物質が、硬化剤、触媒の作用によって熱硬化反応や熱架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成してなる不溶不融性の樹脂になり得る樹脂をいうものとする。
【0048】
また、本発明において、前記光硬化性樹脂とは、常温では液状、半固形状または固形状等であって常温下または加熱下で流動性を示す比較的低分子量の物質が、硬化剤、触媒、光の作用によって光硬化反応や光架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成してなる不溶不融性の樹脂になり得る樹脂をいうものとする。
【0049】
前記高分子系成形材料の具体例としては、たとえば、エポキシ樹脂、熱硬化型変性ポリフェニレンエーテル樹脂、熱硬化型ポリイミド樹脂、ユリア樹脂、架橋型アクリル樹脂、アリル樹脂、不飽和ポリエステル樹脂、ケイ素樹脂、ベンゾオキサジン樹脂、ジアリルフタレート樹脂、ジシクロペンタジエン樹脂、フェノール樹脂、ベンゾシクロブテン樹脂、ビスマレイミドトリアジン樹脂、アルキド樹脂、フラン樹脂、メラミン樹脂、ポリウレタン樹脂、アニリン樹脂などの熱硬化性樹脂(前駆体を含む)、ポリアミド樹脂、熱可塑性ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステルイミド樹脂、ポリフェニレンエーテル樹脂、ポリスチレン樹脂、脂環式炭化水素樹脂、ポリベンゾオキサゾール樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ポリオレフィン樹脂(低密度から高密度の各種ポリエチレン、アイソタクチック・ポリプロピレン、アタクチック・ポリプロピレン、シンジオタクチック・ポリプロピレンなど)、ABS樹脂、ポリアクリロニトリル樹脂、ポリビニルアセタール樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、アクリル樹脂、ポリオキシメチレン樹脂、シリコーン樹脂などの熱可塑性樹脂、天然ゴム、ウレタンゴム、シリコーンゴム、ブタジエンゴム、イソプレンゴム、スチレン−ブタジエン共重合ゴム、ニトリルゴム、水添ニトリルゴム、クロロプレンゴム、エチレンプロピレンゴム、塩素化ポリエチレン、クロロスルホン化ポリエチレン、ブチルゴム、ハロゲン化ブチルゴム、フッ素含有ゴムなどのゴム、TPO樹脂(オレフィン系熱可塑性エラストマー)、スチレン−ブタジエン共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエンの水添体、スチレン−イソプレンブロック共重合体の水添体、スチレン系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマーなどの熱可塑性エラストマー、メトキシメチル化ナイロン、ポリビニルアルコール、飽和ポリエステル樹脂、ポリアミド樹脂、ポリブタジエン樹脂などの光硬化性樹脂、上記の樹脂に光硬化型官能基を含有する光硬化性樹脂などがあげられる。可とう性を有する有機系高分子に好適なものが多いが、中でも、ポリイミド樹脂、ポリアミドイミド樹脂、RTV(室温硬化型)シリコーンゴム、液状ゴム、ポリエステル樹脂、ポリウレタン樹脂などが好適に用いるものとしてあげられる。これらの樹脂は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0050】
ポッティング法とは、上記したようにカーボンナノチューブが垂直方向に配向している基材上に、上記高分子系成形材料を徐々にたらし、均一に広げて含浸させた後、余分な上記高分子系成形材料を吸い取るなど除去して、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0051】
キャスティング法とは、先に上記高分子系成形材料をドクターブレードなどにより塗膜を形成し、その塗膜にカーボンナノチューブが垂直方向に配向している基材を覆いかぶせることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0052】
スピンコート法とは、カーボンナノチューブが垂直方向に配向している基材をスピンコーターなどで回転させ、その上から上記高分子系成形材料を添加し、遠心力で上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0053】
ディップ法とは、カーボンナノチューブが垂直方向に配向している基材を上記高分子系成形材料にディップし、ついで引き上げることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0054】
スプレー法とは、上記高分子系成形材料を霧状にしてカーボンナノチューブが垂直方向に配向している基材に吹き付けることにより、上記高分子系成形材料をカーボンナノチューブに含浸させた膜を形成する手法である。
【0055】
また、上記の含浸方法においては、公知の脱泡処理を適宜組み合わせてもよい。前記脱泡処理としては、たとえば、超音波処理、真空(減圧)処理、加圧処理などがあげられる。また、脱泡処理は上記含浸方法に次いでおこなってもよい。ただし、超音波処理等はカーボンナノチューブの凝集形態を分散させる場合もあるので、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向を維持した状態でおこなわれるように適宜処理条件を調整して行う必要がある。
【0056】
また、上記の含浸方法においては、公知の薄膜化処理を適宜組み合わせてもよい。前記薄膜化処理としては、たとえば、アプリケーターなどによる厚み制御処理、樹脂滴下量の制御処理、回転成型による均一薄膜化処理などがあげられる。また、薄膜化処理は上記の含浸方法に次いでおこなってもよい。
【0057】
なお、本発明においては、固体状態の溶液化、粘度の調整などの目的のために、前記高分子系成形材料に溶媒を適宜加えてもよい。
【0058】
前記高分子系成形材料に用いられる溶媒としては、たとえば、トルエン、キシレンなどの芳香族炭化水素系溶媒、酢酸エチル、酢酸ブチルなどの脂肪族カルボン酸エステル系溶媒、ヘキサン、ヘプタン、オクタンなどの脂肪族炭化水素系溶媒、アセトン、メチルエチルケトン、メチルイソブチルケトンなどのケトン系溶媒、ならびに、水、各種水溶液、液化炭酸、超臨界状炭酸、およびメチルイミダゾールに代表されるような、いわゆるイオン性液体などがあげられる。これらの溶媒は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0059】
上述の高分子系成形材料に溶媒を加える場合、高分子系成形材料中の溶媒の含有量は、通常10〜50重量%程度である。
【0060】
また、上述の含浸工程において、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)の粘度が50(Pa・s)以下であることが好ましく、10(Pa・s)以下であることがより好ましく、5(Pa・s)以下であることが特に好ましい。50(Pa・s)以下である高分子系成形材料を用いることにより、含浸工程におけるカーボンナノチューブの配向・配列を乱すなどの悪影響を抑えることができ、もってカーボンナノチューブの配向制御を容易化することができる。
【0061】
また、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)には、高分子系成形材料に応じて、任意成分として架橋剤を適宜添加することができる。架橋剤としては、たとえば、熱架橋型架橋剤、光架橋型架橋剤、放射線架橋型架橋剤などがあげられる。
【0062】
熱架橋型架橋剤としては、熱反応性官能基を2個以上有する多官能化合物(モノマー)などがあげられ、加硫剤、ジビニル化合物、イソシアネート化合物、エポキシ化合物、メラミン系樹脂、アジリジン誘導体、シリコーン系架橋剤、過酸化物、フェノール樹脂などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0063】
光架橋型架橋剤としては、光反応性官能基を2個以上有する多官能化合物(モノマー)などがあげられ、たとえば、ジビニル化合物、過酸化物、光酸発生剤、光塩基発生剤などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0064】
放射線架橋型架橋剤としては、放射線反応性不飽和結合を2個以上有する多官能化合物(モノマー)があげられ、たとえば、ジビニル化合物などがあげられる。これらの化合物は単独で使用してもよく、また2種以上を混合して使用してもよい。
【0065】
また、これらの架橋剤は、熱架橋型架橋剤、光架橋型架橋剤、放射線架橋型架橋剤のいずれか2種以上を組み合わせて使用してもよい。また、複数の架橋型の機能を併有する架橋剤もあるが、かかる架橋剤も特に制限なく適宜用いることができる。
【0066】
また、前記高分子系成形材料(もしくは前記高分子系成形材料を含む溶液)には、任意成分として、上記成分以外にさらに、炭酸カルシウム、カーボンブラック等の無機充填剤、滑剤、老化防止剤、染料、着色剤、顔料、界面活性剤、可塑剤、消泡剤、難燃剤、光安定剤、揺変剤、紫外線吸収剤、低分子量ポリマー、表面潤滑剤、レベリング剤、酸化防止剤、重合禁止剤、耐熱安定剤、耐加水分解安定剤、金属粉、粒子状、箔状物等を目的に応じて適宜使用することができる。これらの任意成分は、1種を単独に用いてもよく、または2種以上を使用してもよい。
【0067】
本発明における、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程は上述のようにしておこなうことができる。
【0068】
本発明においては、前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことが好ましい。
【0069】
加熱乾燥による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を架橋反応や硬化反応を伴わずに加熱処理することをいう。かかる処理をおこなうことにより、上記の含浸工程に用いた溶媒を除去し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0070】
加熱硬化による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を熱架橋反応や熱硬化反応を伴う加熱処理することをいう。かかる処理をおこなうことにより、熱硬化反応や熱架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0071】
光照射による成形工程とは、上述のようにカーボンナノチューブに含浸させた高分子系成形材料を光架橋反応や光硬化反応を伴う光照射処理することをいう。かかる処理をおこなうことにより、光硬化反応や光架橋反応を起こして分子量を増大させながら網目状の三次元構造を形成し、耐熱性、耐溶剤性、弾性などの物性を向上したシートを得ることができる。
【0072】
なお、これらの成形工程は、上記のものを単独で行ってもよく、また2種または3種を組み合わせて行ってもよい。
【0073】
本発明においては、前記シート厚みが10〜500μmであることが好ましく、20〜200μmであることがより好ましい。10μmより薄くなると、前記シートを基材からの剥離する際に損傷を受けやすくなる場合がある。
【0074】
前記シートは、単独で使用してもよく、また2種以上を張り合わせてして使用してもよい。また、2種以上を張り合わせて使用する場合にはシート間に接着剤層、バインダー層などを適宜設けてもよい。
【0075】
また、前記シートの表面には、必要に応じて、シリコーン系、フッ素系、長鎖アルキル系もしくは脂肪酸アミド系の離型剤、シリカ粉等による離型および防汚処理や、酸処理、アルカリ処理、プライマー処理、アンカーコート処理、コロナ処理、プラズマ処理、紫外線処理などの易接着処理、ハードコート処理などの離型処理、ならびに、塗布型、練り込み型、蒸着型などの静電防止処理を必要に応じて適宜おこなってもよい。
【0076】
前記シート中のカーボンナノチューブの配列態様は、電子顕微鏡(走査型電子顕微鏡:SEM)、デジタルマイクロスコープなどの画像解析により観察できる。また、前記シート中のカーボンナノチューブの円筒直径および円筒軸方向長さは、電子顕微鏡(走査型電子顕微鏡:SEM)などにより観察できる場合は、その観察写真から無作為に選択したカーボンナノチューブの円筒直径および円筒軸方向長さを画像解析すること等により得ることができる。
【0077】
図1および図2には本発明の製造方法により得られるカーボンナノチューブ複合シートの一部を模式的に示す概略説明図(断面図)を示した。カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するようにカーボンナノチューブ12が配列されている。
【0078】
なお、本発明においては、前記シートの表面16に各々すべてのカーボンナノチューブ12の端部が完全に突出または到達していることまでは必ずしも必要とはしていない。各々すべてのカーボンナノチューブ12の端部20が完全に突出または到達していなくとも、電気的性質、熱的性質、機械的性質などにおける異方性機能の向上は発現しうるものである。
【0079】
上記の構成を有することにより、本発明の製造方法により得られるカーボンナノチューブ複合シートは、電気的性質、熱的性質、機械的性質等の性質について異方性機能を発揮することができ、たとえば、電子部品、熱伝導性材料、高強度材料などとして利用することができる。
【実施例】
【0080】
以下、本発明の構成と効果を具体的に示す実施例等について説明するが、本発明はこれらに限定されるものではない。なお、実施例における測定・評価等は下記のようにして測定を行った。
【0081】
<粘度測定>
調整した高分子系成形材料(高分子系成形材料を含む溶液を含む)の粘度測定は、単一円筒型回転粘度計(スピンドルタイプ、東機産業社製、TV−10形粘度計)によりおこなった。
【0082】
測定条件・手法等:ローターが十分に入るビーカーに原料を準備し、23℃下に保管する。H3(No.26)のローターにて、回転速度を10rpmで(より高粘度なら回転数:5rpmにして、より低粘度なら回転数:20rpmにして)測定し、表示された数値を粘度とした。
【0083】
<電子顕微鏡観察>
作製したシート中におけるカーボンナノチューブの配列態様の観察は、走査型電子顕微鏡(SEM、日立製作所社製、S−3500N)観察によりおこなった。
【0084】
カーボンナノチューブ複合シートの端部を、カーボンナノチューブの円筒軸方向と平行な断面が観察できるようにナイフで切断した。得られた切断片を試料台に導電性テープで二次電子像の撮影しやすい向きに配置し、カーボン蒸着(厚み:20Å)後に走査型電子顕微鏡(SEM)により観察した。
【0085】
<デジタルマイクロスコープ観察>
作製したシート中におけるカーボンナノチューブの配列態様をデジタルマイクロスコープ(キーエンス社製、デジタルマイクロスコープ VHX−100)により観察した。
【0086】
高倍率ズームレンズ(VH−Z450)を用いて最適焦点位置をサンプルの上部から下部へと順次撮影し、ハイクオリティ深度合成による画像処理をおこない全体像を得た。
【0087】
〔実施例1〕
(カーボンナノチューブ形成工程)
平滑な表面を有する結晶性シリコン基板上にFeからなる触媒層を真空蒸着法により形成し、その後この基板をCVD装置に投入した。
【0088】
次に前記CVD装置内に、カーボンナノチューブの原料ガスとして超高純度アセチレン(サーンガスニチゴー社製、純度:99.9999%)、キャリアガスとして超高純度ヘリウム(大陽東洋酸素社製、純度:99.9999%)をCVD装置内に流した(アセチレン流量:60cc/min、ヘリウム流量:200cc/min、温度700℃)。CVD工程により、Fe膜が粒子化することにより得られた触媒粒子が核として、カーボンナノチューブが基板に対して垂直に配向したブラシ状カーボンナノチューブを得た。得られたブラシ状カーボンナノチューブは、円筒直径20nm、円筒軸方向長さ45μmの多層の6角網目のチューブから構成されているもの(マルチウォールナノチューブ:MWNT)であった。作製したブラシ状カーボンナノチューブの電子顕微鏡(SEM)写真を図5(5000倍)に示す。
【0089】
(高分子系成形材料の含浸・加熱乾燥工程)
上記のブラシ状カーボンナノチューブ上に、高分子系成形材料として高分子系成形材料名:RTV(室温硬化型)シリコーンゴム(信越化学工業社製、KE441)100重量部にn−ヘキサン100重量部を加えて調整した溶液(粘度:5Pa・s)を室温(23℃付近)の環境下で徐々に滴下することにより、ブラシ状カーボンナノチューブに高分子系成形材料を含浸させた。
【0090】
その後、室温(23℃付近)にて24時間静置してn−ヘキサンを揮散させることによりカーボンナノチューブ複合シート(厚み:50μm)を得た。作製したシートの電子顕微鏡(SEM)写真を図3(5000倍)および図4(20000倍)に示す。また、作製したシートのデジタルマイクロスコープの写真を図6(1000倍)に示す。
【0091】
電子顕微鏡観察の結果より、本発明の製造方法により作製されたカーボンナノチューブ複合シートは、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることがわかる。また、本発明の製造方法を用いることにより、強力な磁場や装置も必要とすることなく、簡便かつ低コストで上述のような配列を制御したカーボンナノチューブ複合シートを得ることができた。
【図面の簡単な説明】
【0092】
【図1】本発明のカーボンナノチューブ複合シートの一部を模式的に示す概略説明図
【図2】本発明のカーボンナノチューブ複合シートの側断面を模式的に示す概略説明図
【図3】実施例で得られたカーボンナノチューブ複合シート側断面の電子顕微鏡(SEM)写真(5000倍)
【図4】実施例で得られたカーボンナノチューブ複合シート側断面の電子顕微鏡(SEM)写真(20000倍)
【図5】実施例で得られたブラシ状カーボンナノチューブの電子顕微鏡(SEM)写真(5000倍)
【図6】実施例で得られたカーボンナノチューブ複合シート側断面のデジタルマイクロスコープの写真(1000倍)
【符号の説明】
【0093】
10 カーボンナノチューブ複合シート側断面
12 カーボンナノチューブ
14 カーボンナノチューブ切断面
16 カーボンナノチューブ複合シート表面
20 カーボンナノチューブ端部
22 高分子系成形材料
【特許請求の範囲】
【請求項1】
基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とするカーボンナノチューブ複合シートの製造方法。
【請求項2】
前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことを特徴とする請求項1に記載のカーボンナノチューブ複合シートの製造方法。
【請求項3】
前記高分子系成形材料が、可とう性を有する有機系高分子であることを特徴とする請求項1〜2のいずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項4】
前記含浸工程における、前記高分子系成形材料の粘度が50(Pa・s)以下であることを特徴とする請求項1〜3のいずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項5】
前記シート厚みが10〜500μmであることを特徴とする請求項1〜4いずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項6】
カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることを特徴とするカーボンナノチューブ複合シート。
【請求項7】
前記高分子系成形材料が可とう性を有する有機系高分子であることを特徴とする請求項6に記載のカーボンナノチューブ複合シート。
【請求項1】
基材上にカーボンナノチューブの円筒軸方向が基材に対し垂直方向に配向したカーボンナノチューブを形成する工程と、カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、前記カーボンナノチューブに高分子系成形材料を含浸させる含浸工程とを含むことを特徴とするカーボンナノチューブ複合シートの製造方法。
【請求項2】
前記含浸工程についで、加熱乾燥、加熱硬化、および/または光照射により成形する成形工程を含むことを特徴とする請求項1に記載のカーボンナノチューブ複合シートの製造方法。
【請求項3】
前記高分子系成形材料が、可とう性を有する有機系高分子であることを特徴とする請求項1〜2のいずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項4】
前記含浸工程における、前記高分子系成形材料の粘度が50(Pa・s)以下であることを特徴とする請求項1〜3のいずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項5】
前記シート厚みが10〜500μmであることを特徴とする請求項1〜4いずれかに記載のカーボンナノチューブ複合シートの製造方法。
【請求項6】
カーボンナノチューブの円筒軸方向がシートの厚み方向に配向するように、カーボンナノチューブが高分子系成形材料中に配向されていることを特徴とするカーボンナノチューブ複合シート。
【請求項7】
前記高分子系成形材料が可とう性を有する有機系高分子であることを特徴とする請求項6に記載のカーボンナノチューブ複合シート。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−69165(P2006−69165A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−258654(P2004−258654)
【出願日】平成16年9月6日(2004.9.6)
【出願人】(503360115)独立行政法人科学技術振興機構 (1,734)
【出願人】(000205627)大阪府 (238)
【出願人】(000231235)大陽日酸株式会社 (642)
【出願人】(302060306)大塚化学株式会社 (88)
【出願人】(000003942)日新電機株式会社 (328)
【出願人】(591040292)大研化学工業株式会社 (59)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年9月6日(2004.9.6)
【出願人】(503360115)独立行政法人科学技術振興機構 (1,734)
【出願人】(000205627)大阪府 (238)
【出願人】(000231235)大陽日酸株式会社 (642)
【出願人】(302060306)大塚化学株式会社 (88)
【出願人】(000003942)日新電機株式会社 (328)
【出願人】(591040292)大研化学工業株式会社 (59)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]