
コールドスプレー用ノズルならびにこれを利用したコールドスプレー装置及び方法
【課題】柔らかい材質の粉末コーティング時にノズルが塞がる現象を最少化し、高硬度材質の粉末コーティング時にノズルの摩耗を防止することができて、ノズルを長時間使用できるので大量生産への適用が容易であり、長時間高品質のコーティングを実施できるコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供する。
【解決手段】コールドスプレー用ノズル及びこれを利用したコールドスプレー装置は、断面積が収斂する収斂引入部2と、前記収斂引入部の収斂端部に連結されるスロート部4と、前記スロート部の端部に連結される出口部6とからなる中空型のノズル部10及び前記収斂引入部の内部に位置し、その端部噴射口12が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ20を含み、前記出口部での粉末の出口端流速が300〜1,200m/sになるようにする。
【解決手段】コールドスプレー用ノズル及びこれを利用したコールドスプレー装置は、断面積が収斂する収斂引入部2と、前記収斂引入部の収斂端部に連結されるスロート部4と、前記スロート部の端部に連結される出口部6とからなる中空型のノズル部10及び前記収斂引入部の内部に位置し、その端部噴射口12が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ20を含み、前記出口部での粉末の出口端流速が300〜1,200m/sになるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はコールドスプレー用ノズルならびにこれを利用したコールドスプレー装置及び方法に関する。
【背景技術】
【0002】
一般に、コールドスプレーコーティング法は、超音速の運搬ガスを利用して粉末を常温状態または加熱されていない比較的低温で噴射して、被着物の表面にコーティングする方法であって、超音速ジェット気流(300〜1200m/s)によって加速された小粒子(1〜50μm)を金属やセラミック基板に衝突させることによりコーティングする方法である。この方法では、加速された気体の温度、気体速度、粒子の大きさなどがコーティングするための工程変数として適用されている。
【0003】
特に、加熱されていない基板上に高速に加速された粒子を衝突させてコーティングする原理であるので、それぞれのコーティング素材によってコーティング効率が変動し、加速された粒子の速度が増加するに従ってコーティング効率が増加し、一定速度以上で急激に増加する特性がある。
【0004】
超音速を利用したコールドスプレーコーティング法でコーティングするための基本的な要求事項は次の通りである。a)ジェット気流の温度が常に加速される粒子の溶融点または軟化点より低くなければならない。b)加速される粒子は1〜50μm範囲でなければならない。c)粒子の速度は粒子素材と大きさとによって300〜1,200m/sでなければならない。
【0005】
実際に、粒子は、マッハ2〜4程度、1〜3MPa範囲の超音速のジェット気流の助けを受けてコーティングされる。気体の種類としては、空気、窒素、ヘリウム又は混合気体などを使用し、いかなる気体を使用しても、加速される粒子の速度が臨界速度を越えるようにしなければ、コーティングが不可能である(V>Vcrit)。
【0006】
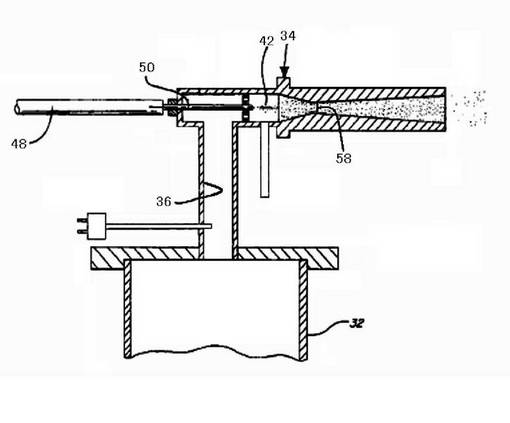
このような理由で、従来は、気体の温度を上昇させて流量を増大して気体の速度を増加させ、超音速の運搬ガスを提供するために、典型的なドラバル型(De Laval Type)ノズルを使用していた。例えば、このようなドラバル型ノズル34は、図8に示したような構成を有する(例えば、特許文献1)。このノズル(収斂−拡散ノズル)34は、空気路36を通って供給される運搬ガスに、入口48から注入管50を通って供給されるガスと粉末との混合物を、スロート部58の上流である混合チャンバ42で混合した後、これを加速するものである。
【0007】
したがって、このように供給されたガス/粉末混合物は、図9及び図10に示したように、収斂−拡散ノズルの収斂部によって次第に加速されてスロート部では音速に到達し、その後、所定点を通過するガスの重量を一定に維持するためにノズルの後尾部分を拡散形態としている。これによって、スロート部を離れたガスの速度は増加して、ついに超音速になる。
【0008】
一般に、超音速で流れるガスは後方に加速される速度より外側に膨張する速度が一層速いという特性がある。それは、ガスが縮流方向に圧縮されることによってエネルギーを円周方向に発散するためである。収縮−拡散ノズルはこの原理を利用してノズル内のガス/粉末混合体を超音速で推進させるに必要な推進力を形成する。
【特許文献1】米国特許第6,139,913号
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、図8に示したノズルでは、ガス/粉末混合体がスロート部以前に引き入れられるため、粉末が噴射される際には、必ずスロート部を通過しなければならない。この場合、注入された粉末がアルミニウムのように比較的に柔らかい粉末である場合には、スロート部に粉末がコーティングされてしまい、短時間内にスロート部が塞がり、それ以上コーティングを実施できなくなる。このため、大量生産に適用し難しいという問題が生じる。一方、注入された粉末がニッケルや超合金のように高硬度の粉末である場合には、スロート部での速度が音速程度の水準であるため、コーティングは発生しないが、粉末の衝突によってスロート部に激しい摩耗が発生してノズルを損傷させ、スロート部の形状変更によって流速が変化し、工程条件が変わるという問題が生じる。
【0010】
また、図8のような装置を利用してコーティングする場合には、ノズルの左側から供給されるガス/粉末混合体を注入する噴射チューブに作用する圧力が、ノズルの下部から供給されて収斂部に運搬ガスとして供給されるガスの圧力より高くなければならないため、別途の加圧装置を備えなければならないという問題がある。
【0011】
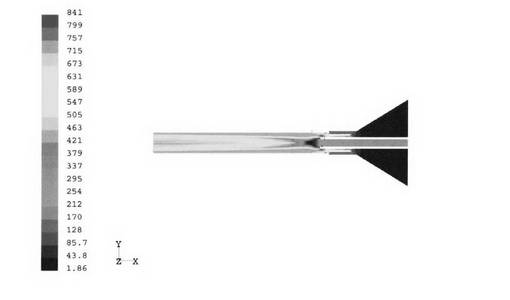
さらに、図9と図10に示したように、従来の収斂−拡散ノズルを使用する場合には、ガス/粉末混合体を供給する噴射チューブの位置を変更してもノズルの出口端での最終出口流速が変わらないことを観察することができる。したがって、工程条件の変更のために流速を変化させようとする場合には全体システムの流量を変更しなければならないという難しさがある。
【0012】
そこで、本発明は、このような問題に鑑みてなされたもので、その目的は、柔らかい材質の粉末コーティング時にノズルが塞がる現象を最低限に止め、一方、高硬度材質の粉末コーティング時にノズルの摩耗を防止することを可能にすることにより、ノズルを長時間にわたって使用することができ、大量生産への適用が容易となり、長時間高品質のコーティングを実施できるコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することにある。
【0013】
また、本発明は、供給ガスの流量を調節しなくてもノズルの出口から噴射される粉末の速度を制御することができ、工程制御が容易なコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することを目的とする。
さらに、本発明は、ガス/粉末供給装置に高圧用の加圧装置を備える必要がないので安価でコーティング装備を構成することができ、長時間維持補修せずに使用することができ、初期費用だけでなく運転費用も節減することができる経済的なコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するために、本発明のコールドスプレー用ノズルは、断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部;及び
前記収斂引入部の内部に位置し、その端部噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ;を含み、
前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とする。
【0015】
このコールドスプレー用ノズルは、前記ノズル部は、前記スロート部の端部または出口部の所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように拡張されてから再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバをさらに含み、
前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置される。
【0016】
また、前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形に、あるいは、発散形に構成される。
さらに、前記スロート部と出口部との形状は、前記収斂引入部から引き入れられたガスが前記噴射チューブの噴射口から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散するようにしている。
【0017】
また、前記スロート部は前記ノズル部の最小内径部位であって、同一断面で一定の長さを有する。
さらに、前記噴射チューブは、その噴射口がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動が可能である。
【0018】
前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形である。
前記緩衝チェンバは、前記所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われてから、前記内径が一定比率に減少して出口部の内面に連接する形態で一定体積を形成する。前記一定比率の減少は、ノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少することが好ましい。
【0019】
また、前記収斂引入部の入力端の全体断面積が900である場合、前記スロート部でノズル部の内部と噴射チューブの外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部断面積は45〜100の比率に構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルである。
【0020】
前記スロート部の内径は5mmであり、前記出口部の内径は7mmであり、前記噴射チューブの外径は4.5〜3.5mmであり、噴射チューブの内径は3〜1.5mmであり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mmの位置に位置する。
【0021】
前記スロート部はその内径が5mmであり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mmであり、前記内径はノズル中心軸を基準に30〜60゜傾いた直線の形態で減少して前記出口部の内面と内径が7mmである地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mmであり、出口端の内径は10mmであり、前記噴射チューブはその外径が4.5〜3.5mmであり、噴射チューブの内径が3〜1.5mmであり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する。
【0022】
また、本発明のコールドスプレー装置は、上述したコールドスプレー用ノズルと、前記ノズルの収斂引入部に連結されるガス供給装置と、前記噴射チューブに連結されるガス/粉末混合体供給装置とを含むことを特徴とする。
【0023】
さらに、本発明のコールドスプレー方法は、上述したコールドスプレー装置を用いて、前記ガス供給装置から供給されるガスを音速または超音速に加速し、前記加速されたガスに前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合して、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速し、被着物の表面に噴射してコーティングすることを含むことを特徴とする。
【発明の効果】
【0024】
本発明のコールドスプレー用ノズル及びこれを利用したコールドスプレー装置、方法によれば、柔らかい材質の粉末コーティング時に粉末がノズルの内部にコーティングされてノズルが塞がる現象を最小限にとどめ、一方、高硬度材質の粉末コーティング時に粉末のノズル壁面への衝突によるノズルの摩耗を防止することができる。従って、ノズルの詰まり及び形状変更なしに長時間使用することができ、大量生産への適用が容易となる。
【0025】
また、長時間高品質のコーティングを実施し続けることができるので、維持保守などの問題を減らし、運転費用も節減できるため、大量生産時に製造費用を節減することができる。
さらに、供給ガスの流量を調節することなく、噴射チューブの位置を移動させることによって簡単にノズルの出口から噴射される粉末の速度を制御することができるため、工程制御が容易となり、多様な工程制御手段を得ることができる。
【0026】
しかも、ガス/粉末供給装置に高圧用の加圧装置を必ずしも備える必要がないため、安価でコーティング装備を構成することができ、初期費用を節減することができ、経済的にも有利である。
【発明を実施するための最良の形態】
【0027】
以下、本発明について図面を参照して詳しく説明する。
本発明のコールドスプレー用ノズルは、断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部及び前記収斂引入部の内部に位置し、その端部の噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブを含み、前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とする。
【0028】
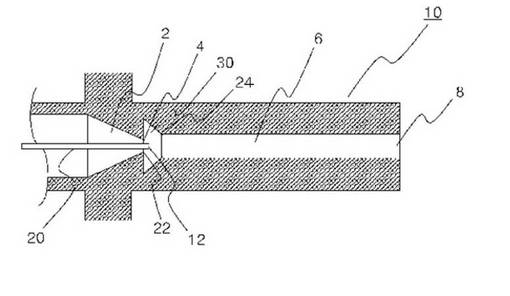
これに関する具体的な実施例は図1〜図3に示した通りである。
前記収斂引入部2は、噴射チューブ20を除いた部分にガスのみ供給される運搬ガスがスロート部4で音速に到達するようにするために、収斂ノズルで構成されている。これによって、前記スロート部4では運搬ガスの速度が音速に到達し、前記スロート部4から出た運搬ガスは流動が拡散される出口部6を通過するので300〜1,200m/sに加速される。
【0029】
このような運搬ガスに、前記噴射チューブ20を通じて供給されるガス/粉末混合体を、スロート部4内でまたはこれを過ぎた出口部6で噴射するので、スロート部4でのコーティングによる塞がりや、衝突による摩耗が発生しない。
また、高速領域での噴射であるため、前記地域は圧力が相対的に低くなり、ガス/粉末混合体は一種の吸入によってノズル内に流入される。これにより、噴射チューブ20の入口端で別途の加圧を必要とせず、加圧装置を不要として装置を簡単に構成することができる。
【0030】
前記ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるように構成することが好ましい。
これによって、ガス/粉末混合体の流速も超音速〜300〜1,200m/sに増大することができるので、出口部6の端部である出口端8での粉末の速度を増大させることができる。
【0031】
つまり、図12及び図13に示したように、スロート部4を通過する運搬ガスは収斂引入部2によって加速されて音速に到達し、その後、出口部6で断面積が増大する拡散区間に達し、超音速に加速される。しかも、前記運搬ガスは膨脹によって前記噴射チューブ20から出るガス/粉末混合体の流動を収縮させて、噴射チューブ20の噴射口12から噴射される流動を収斂するようにしている。前記収斂が噴射口12から噴射される流動の速度を音速に加速するに十分な場合には、前記流動は音速に加速され、その後運搬ガスの収縮影響が少なくなった出口部6の後端での発散によって噴射口12に噴射された流動も超音速に加速されるようになるので、ノズルから噴射される全体流動が超音速に加速されて、高い衝突速度でコーティングを行うことができる。つまり、収斂引入部2に引き入れられるガスである運搬ガスは、ノズルの実質的な外部形状によって一般加速(収斂)→スロート部での音速→超音速加速(発散)の過程を経て加速される。噴射チューブ20から噴射されたガス/粉末混合体は、前記運搬ガスの拡散流動によって一般加速(流動による収斂)→流動によるスロート部形成及び音速到達→超音速加速(流動の影響解消による)の過程を経て加速されて、高速を得ることができる。
【0032】
これは、図12〜図13に示したように、噴射チューブ20から出た流動が、最初にはチューブを抜け出るに伴って速度が減少するが、周辺の流動によって内部に押されて狭くなりながら収縮して収斂されることによって速度が増加して音速になり、その後再び膨脹しながら超音速に加速される。
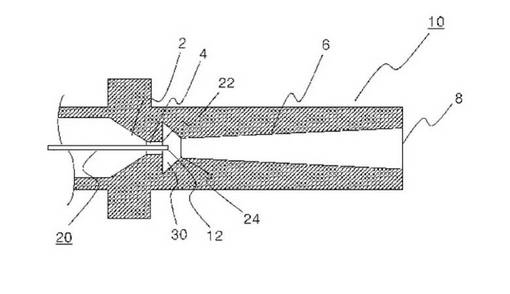
前記出口部6の形状は、粉末が300〜1,200m/sの速度を有するようにすればその形状は制限されず、多様な形状に構成することができる。例えば、図3のように発散形状であってもよいし、図1〜図2のように直線形状であってもよい。
【0033】
このような加速メカニズムが発生し得る好ましい具体例としては、図1〜図2に示したように、前記出口部6は、前記スロート部4の中空部断面積より大きい中空部断面積を有し、直線形状に構成される。さらに好ましくは、本発明のコールドスプレー用ノズルは、前記スロート部4と出口部6との形状が、前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体との流動を収斂するようにして、その速度が音速になるようにした後、前記流動が再び発散されるようにするような構成である。
【0034】
この構成は、図11のような形状に、流動場をモデリングし、コンピュータ流動解釈用CFD解析コードであるFluentを利用することによって、数値解釈した結果である図12〜図13に示されたものによって得られる。
【0035】
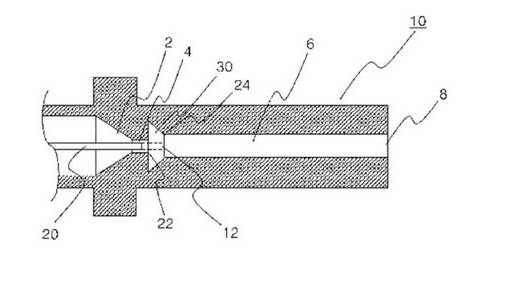
本発明のコールドスプレー用ノズルにおいて、前記スロート部4は、前記ノズルの最少内径部位であって同一断面で一定の長さを有する形態に構成できる。これに関する一例は、図2〜図3に示した通りである。これによって、図2に示したように、噴射チューブの噴射口12を、スロート部内、スロート部、スロート部の端部または出口部内に位置させることができるとともに、工程中または工程前後に位置変更が可能なようにすることができる。したがって、必要に応じて前記噴射チューブ20はその噴射口12がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動可能なように構成できる。
【0036】
これによって、スロート部4または出口部6内でのコーティングによる塞がりまたは蒸着を調節するか、衝突による摩耗を減らす方向に調節することができ、図12〜図13に示したように出口端の最終流速を調節することができる。
【0037】
つまり、図12及び図13に示したように、噴射口12の突出量(スロート部の端部から出口部側の噴射口までの距離)が変わることによって出口端8での粉末速度が大きく変化することが観察される。従って、粉末の種類及び混合比等に応じて、適切な速度の調節を単純に噴射チューブの噴射口12の位置を変更することによって行うことができ、制御が容易である。
【0038】
また、前記収斂引入部2、スロート部4及び噴射チューブ20の中空部断面と、出口部6の中空部断面とは、工程上必要に応じて、またはコーティングしようとする形状によって、従来の多様な形状を適用することができる。好ましくは、前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形に構成することが機器の維持補修及び流動場の安定な維持のためによい。
【0039】
本発明のコールドスプレー用ノズルに関する具体例としては、前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形状に構成され、前記収斂引入部の入力端の全体断面積が900である場合に、前記スロート部でノズル部内部と噴射チューブ外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部の断面積は45〜100の比率で構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルで構成することによって得られる。
【0040】
また、他の具体的で好ましい場合は、前記スロート部の内径は5mm程度(例えば、5±1mm程度、5±0.5mm程度)であり、前記出口部の内径は7mm程度(例えば、7±1mm程度、7±0.5mm程度)であり、前記噴射チューブの外径は4.5〜3.5mm程度であり、噴射チューブの内径は3〜1.5mm程度であり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mm程度の位置に位置させる。さらに好ましくは、前記噴射チューブの外径は4mm程度(例えば、4±1mm程度、4±0.5mm程度)であり、噴射チューブの内径は2mm程度(例えば、2±1mm程度、2±0.5mm程度)とすることができ、さらに、前記噴射チューブはその噴射口がスロート部または出口部内でノズルの軸方向に沿って位置変更されることができ、その位置はスロート部の出口側端部から出口部側に0〜5mm程度である形態に構成することができる。
【0041】
これによって、ノズル内の流動が噴射チューブ内側に作用する圧力である背圧が発生することを防止することができると共に、高速流動を得ることができて円滑なスプレーが行われることができる。
また、本発明のコールドスプレー用ノズルは、前記ノズルの構成に追加して、前記ノズル部10に、前記スロート部4の端部または出口部6の所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように拡張された後、再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバ30をさらに含むように構成できる。この時、前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置されることが適当である。
【0042】
これに関する具体的な実施例は、図4〜図7に示した通りである。前記収斂引入部2は噴射チューブ20を除いた部分にガスのみ供給される運搬ガスがスロート部4で音速に到達するようにするために収斂ノズルで構成される。これによって、前記スロート部4では運搬ガスの速度が音速に到達し、前記スロート部4から出た運搬ガスは流動が拡散される出口部6を通過するので300〜1,200m/sに加速される。このような運搬ガスに前記噴射チューブ20を通じて供給されるガス/粉末混合体をスロート部4、これを過ぎた緩衝チェンバ30または出口部6内で噴射するのでノズル中の最も断面積の小さいスロート部4でのコーティングによる塞がりや、衝突による摩耗が発生しなくなる。
【0043】
また、前記ノズル部10に前記スロート部4の端部または出口部の所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように拡張してから再び収斂して出口部6内面に連接する形態で一定体積を形成する緩衝チェンバ30を有する。このような緩衝チェンバ30によって、音速に増加された速度を有する流動がノズル部10の内部と相互作用することを根本的に遮断することができる。
さらに、高速領域での噴射であるので、上述のように吸入によってノズル内に流入されるので噴射チューブ20の入口端で別途の加圧を必要としないようになり、したがって、加圧装置が不要で、装置を簡単に構成することができる。
【0044】
前記ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるように構成することができる。これによって、ガス/粉末混合体の流速も超音速〜300〜1,200m/sに増大することができるので出口部6の端部である出口端8での粉末の速度を増大する効果がある。
【0045】
つまり、前記緩衝チェンバを備えない場合と類似するように、緩衝チェンバ30を備えた場合にも、図15〜図16に示したように、前記緩衝チェンバを備えない場合について記述したものと類似したメカニズムによって、スロート部4を通過する運搬ガスは、収斂引入部2によって加速されて音速に到達し、その後出口部6で断面積が増大するので、拡散区間に該当して超音速に加速される。さらに、前記運搬ガスは膨脹によって前記噴射チューブ20から出るガス/粉末混合体の流動を収縮させて、噴射チューブ20の噴射口12から噴射される流動を収斂するようにしている。前記収斂が噴射口12から噴射される流動の速度を、音速に加速するに十分な場合には、前記流動は音速に加速され、その後、運搬ガスの収縮影響が少なくなった出口部6の後端での発散によって、噴射口12に噴射された流動も超音速に加速されるので、ノズルから噴射される全体流動が超音速に加速されて、高い衝突速度でコーティングが行われるようにすることができる。
【0046】
これは、図15〜図16に示したように、噴射チューブ20を出た流動が、最初にチューブを抜け出ることによって速度が減少するが、周辺の流動によって内部に押されて狭くなりながら収縮して収斂されることによって、速度が増加して音速になり、その後、再び膨脹しながら超音速に加速される。
また、この場合にも前記出口部6の形状は粉末が300〜1,200m/sの速度を有するようにすれば、その形状は制限されるものではなく、多様な形状に構成することができる。例えば、図6〜図7のように発散形状または図4〜図5のように直線形状とすることができる。
【0047】
このような加速メカニズムが発生し得る好ましい具体例としては、図4〜図5に示したように、前記出口部6は前記スロート部4の中空部断面積より大きい中空部断面積を有し、直線形状に構成されるように構成することができる。さらに好ましくは、本発明のコールドスプレー用ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるようにするように構成できる。
【0048】
また、ノズル部10の内部と粉末の相互作用を最少化する好ましい具体例としては、図6〜図7に示したように、前記出口部6は前記スロート部4の中空部断面積より大きい中空部断面積を有し発散形に構成されるように構成することができ、さらに好ましくは、本発明のコールドスプレー用ノズルは前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるようにするように構成できる。
【0049】
このような構成は、図14の形状に流動場をモデリングし、コンピュータ流動解釈用CFD解析コードであるFluentを利用して数値解釈した結果である図15〜図16に示されたものによって得られることが分かる。
また、この場合においても、前記スロート部4は前記ノズルの最少内径部位であって同一断面で一定の長さを有する形態に構成することができる。これに関する一例は図5〜図7に示した通りであり、これによって、図5に示したように、噴射チューブの噴射口12をスロート部内、スロート部、スロート部の端部、緩衝チェンバまたは出口部内に位置させることができ、必要に応じて所望の位置に工程中または工程前後に位置変更が可能なようにすることができる。
【0050】
したがって、必要に応じて前記噴射チューブ20は、図5にその一実施例を図示したように、その噴射口12がスロート部、緩衝チェンバまたは出口部内で位置変更できるようにノズルの軸方向に沿って移動可能なように構成できる。これによって、スロート部4または出口部6内でのコーティングによる塞がりまたは蒸着を調節するか、衝突による摩耗を減らす方向に調節することができ、図15〜図16に示したように出口端の最終流速を調節することができる。
【0051】
つまり、図15と図16で、噴射口12の突出量(スロート部の端部から出口部側の噴射口までの距離)が変わることによって出口端8での粉末速度が大きく変化することを見ることができる。これによって、粉末の種類や混合比によって適切な速度の調節を単純に噴射チューブの噴射口12の位置を変更することによって行うことができ、制御が容易である。
【0052】
また、前記収斂引入部2、スロート部4及び噴射チューブ20の中空部断面と出口部6の中空部断面は、工程上必要に応じて、またはコーティングしようとする形状によって、従来の多様な形状を適用することができる。好ましくは、前記収斂引入部、スロート部、緩衝チェンバ及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形に構成することが機器の維持補修及び流動場の安定な維持のためによい。
【0053】
また、前記噴射チューブから噴射されたガス/粉末混合体と運搬ガスとの混合が成された混合体がノズル部の内部に衝突してコーティングされたりノズル部の内部を摩耗させることを防止するためにノズル部内部の一定空間を拡張することが助けになる。このため、上述の緩衝チェンバを上述のようにノズル部の内部に備え、好ましくは出口部を発散形に形成する。
【0054】
前記緩衝チェンバ30、図4〜図7に示したように、前記所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われ、その後前記内径が一定比率で減少して出口部内面に連接する連接部24を形成する形態で構成することができる。このような緩衝チェンバの位置は、図4〜図6に示したようにスロート部の端部から形成してもよいし、図7に示したように出口部内の一定部分に位置するように構成してもよい。
【0055】
前記一定比率で減少する区間の減少は、従来の多様な形態で減少することができ、これには直線的減少、指数的減少、放物線的減少など多様な形態で構成することができる。前記一定比率の減少は、製作の容易性及び塞がり現象または摩耗現象を最少化することを考慮して、図4〜図7に示したようにノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少することが好ましい。
【0056】
本発明のコールドスプレー用ノズルに関する具体的な例としては、前記出口部は前記スロート部の中空部断面積より大きい中空部断面積を有し、直線形状に構成され、前記収斂引入部の入力端の全体断面積が900である場合に、前記スロート部でノズル部内部と噴射チューブ外部とが成す流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部の断面積は45〜100の比率で構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルで構成することによって得られることができる。
【0057】
また、他の具体的で好ましい場合は、前記スロート部はその内径が5mm程度(例えば、5±1mm程度、5±0.5mm程度)であり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mm程度(例えば、14±1mm程度、14±0.5mm程度)であり、前記内径はノズル中心軸を基準に30〜60゜程度傾いた直線の形態で減少し、前記出口部の内面と内径が7mm程度(例えば、7±1mm程度、7±0.5mm程度)である地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mm程度(例えば、60±10mm程度、60±5mm程度)であり、出口端の内径は10mm程度(例えば、10±2mm程度、10±1mm程度)であり、前記噴射チューブはその外径が4.5〜3.5mm程度であり、噴射チューブの内径が3〜1.5mm程度であり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する形態で構成することができる。
【0058】
これによって、ノズル内の流動が噴射チューブ内側に作用する圧力である背圧が発生することを防止することができると共に、噴射チューブから噴射された粉末とノズル内部壁面との相互作用を最少化して塞がりまたは摩耗を減らしながら、高速流動を得ることができて円滑なスプレーが行われることができる。
また、本発明は上述の多様な形状の本発明のコールドスプレー用ノズル、前記ノズルの収斂引入部に連結されるガス供給装置及び前記噴射チューブに連結されるガス/粉末混合体供給装置を含むことを特徴とするコールドスプレー装置を提供する。
【0059】
これに関する具体的な例は、例えば、図17に示すものが挙げられる。この装置は、ガス供給装置と、ガス/粉末混合体の供給装置と、コールドスプレー装置として、超音波ノズルとを含んでいる。ガス供給装置からのガスは、ガス制御モジュールを介して超音波ノズルにガス流として、さらに、ガス制御モジュール及びガス/粉末混合体供給装置への粉末供給装置からの情報を通し、かつガス制御モジュールを介して超音波ノズルにガス/粉末混合体流として供給される。
【0060】
また、少なくとも上述した要件を備えるのであれば、従来の一般的なコールドスプレー装置に適用する全ての装置を共に適用することができる。例えば、図18に示したものを用いることができる。ただし、噴射チューブに供給される圧力は低くてもよいため、別途の噴射チューブ入力端に高圧用の加圧装置を備えなくてもよいという特徴がある。
【0061】
また、このようなコールドスプレー装置を利用して、従来のコールドスプレー方法と類似した条件によって、コールドスプレー工程を行うことができる。つまり、前記コールドスプレー装置によって、前記ガス供給装置から供給されるガスが音速または超音速に加速され、前記加速されたガスに、前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合し、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速して被着物の表面に噴射し、コーティングする。
【0062】
前記工程における条件は、従来のコールドスプレー工程と類似した条件を全て適用することができる。ただし、噴射チューブに供給される圧力が低くても吸入によって噴射が行われるので前記供給圧力を低く維持することができるという長所があり、必要に応じて前記供給圧力を高く調整することができる。
【0063】
前記ガス/粉末混合体は、混合体内の粉末の比率が1〜99体積%の範囲内で多様な範囲を有することができる。前記粉末に使用される物質は金属、合金、金属または合金の混合物、有機物、無機物、有機物または無機物の混合物、またはこれらの混合物などの多様な物質が全て可能であり、コーティング層の要求特性によって、これらを多様な形態の組み合わせで、単層または多層にコーティングすることができる。
【0064】
さらに、本発明は前記コールドスプレー方法によってコーティングされたコーティング物における被着物は、金属、合金、金属または合金の混合物、有機物、無機物、有機物または無機物の混合物、またはこれらの混合物などの多様な物質が全て可能であり、被着物の要求特性によってこれらを多様な形態の組み合わせで構成することができる。
【0065】
以上で説明した本発明は前述の発明の詳細な説明及び添付図面によって限定されるものではなく、特許請求の範囲に記載された本発明の思想及び領域から逸脱しない範囲内で当該技術分野の当業者が多様に修正及び変更させたものも本発明の範囲内に含まれることはもちろんである。
【産業上の利用可能性】
【0066】
本発明のコールドスプレー用ノズルは、従来から公知の溶射プロセス、特に粒子が溶融せずに固相のまま残り、被膜を形成するためのコールドスプレー法全般において使用することができる。
【図面の簡単な説明】
【0067】
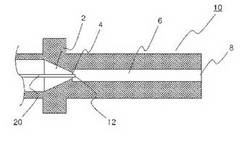
【図1】本発明のコールドスプレー用ノズルの実施例を示した断面図である。
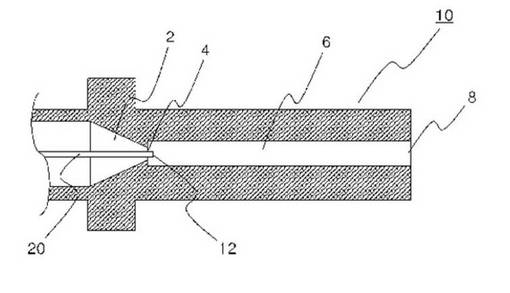
【図2】本発明のコールドスプレー用ノズルの別の実施例を示した断面図である。
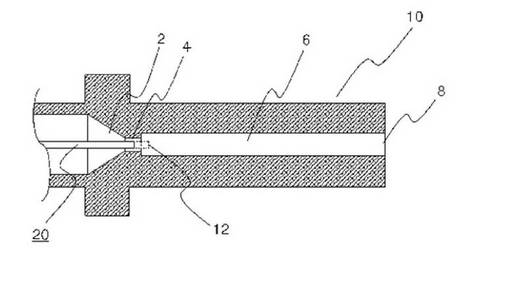
【図3】本発明のコールドスプレー用ノズルのさらに別の実施例を示した断面図である。
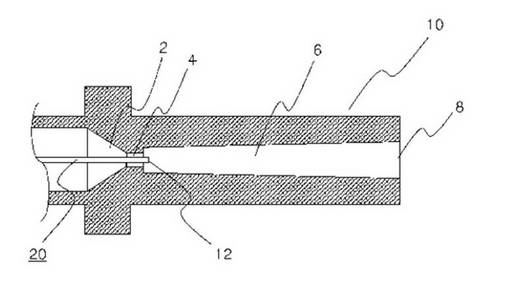
【図4】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する実施例を示した断面図である。
【図5】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する別の実施例を示した断面図である。
【図6】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有するさらに別の実施例を示した断面図である。
【図7】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有するさらに別の実施例を示した断面図である。
【図8】従来のコールドスプレー用ノズル及びそのシステムを示した概略図である。
【図9】図8の従来のコールドスプレー用ノズルの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図10】図8の従来のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)
【図11】本発明のコールドスプレー用ノズルの一実施例の流動特性の数値解釈のための流動場モデルの斜視図である。
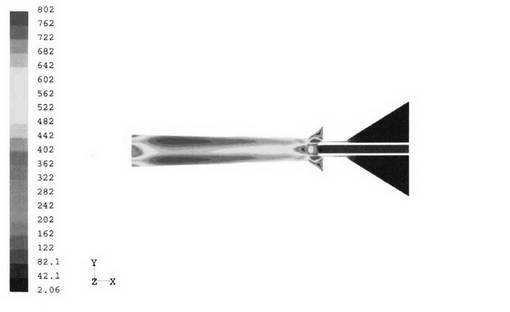
【図12】図11の一実施例のコールドスプレー用ノズルの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図13】図11の本発明のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図14】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する一実施例における流動特性の数値解釈のための流動場モデルの斜視図である。
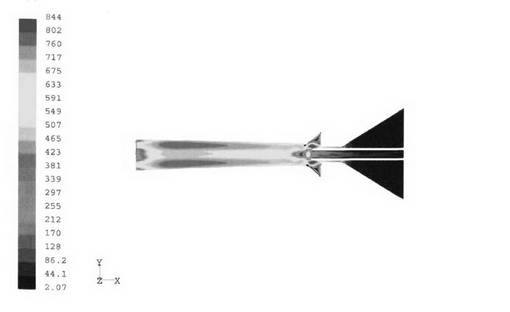
【図15】図14の一実施例のコールドスプレー用ノズルでの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図16】図14の本発明のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)。
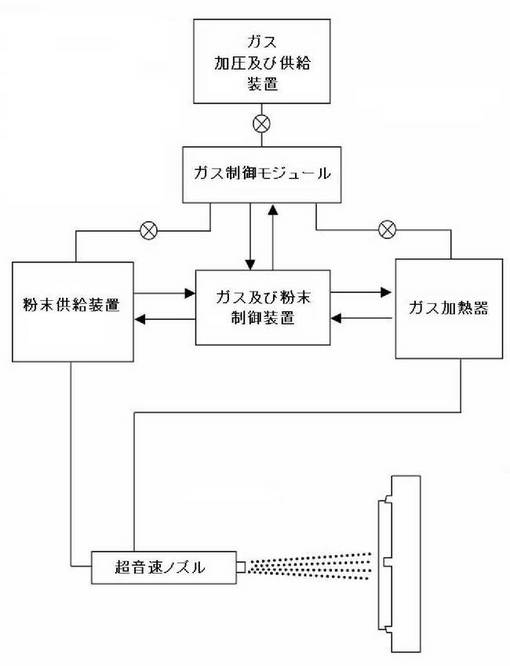
【図17】本発明のコールドスプレー用ノズルが適用されるコールドスプレー装置のシステム概略図である。
【図18】本発明で使用できるさらに別のコールドスプレー用ノズルが適用されるコールドスプレー装置のシステム概略図である。
【符号の説明】
【0068】
2 収斂引入部
4 スロート部
6 出口部
8 出口端
10 ノズル部
12 噴射口
20 噴射チューブ
22 基点
24 連接部
30 緩衝チェンバ
【技術分野】
【0001】
本発明はコールドスプレー用ノズルならびにこれを利用したコールドスプレー装置及び方法に関する。
【背景技術】
【0002】
一般に、コールドスプレーコーティング法は、超音速の運搬ガスを利用して粉末を常温状態または加熱されていない比較的低温で噴射して、被着物の表面にコーティングする方法であって、超音速ジェット気流(300〜1200m/s)によって加速された小粒子(1〜50μm)を金属やセラミック基板に衝突させることによりコーティングする方法である。この方法では、加速された気体の温度、気体速度、粒子の大きさなどがコーティングするための工程変数として適用されている。
【0003】
特に、加熱されていない基板上に高速に加速された粒子を衝突させてコーティングする原理であるので、それぞれのコーティング素材によってコーティング効率が変動し、加速された粒子の速度が増加するに従ってコーティング効率が増加し、一定速度以上で急激に増加する特性がある。
【0004】
超音速を利用したコールドスプレーコーティング法でコーティングするための基本的な要求事項は次の通りである。a)ジェット気流の温度が常に加速される粒子の溶融点または軟化点より低くなければならない。b)加速される粒子は1〜50μm範囲でなければならない。c)粒子の速度は粒子素材と大きさとによって300〜1,200m/sでなければならない。
【0005】
実際に、粒子は、マッハ2〜4程度、1〜3MPa範囲の超音速のジェット気流の助けを受けてコーティングされる。気体の種類としては、空気、窒素、ヘリウム又は混合気体などを使用し、いかなる気体を使用しても、加速される粒子の速度が臨界速度を越えるようにしなければ、コーティングが不可能である(V>Vcrit)。
【0006】
このような理由で、従来は、気体の温度を上昇させて流量を増大して気体の速度を増加させ、超音速の運搬ガスを提供するために、典型的なドラバル型(De Laval Type)ノズルを使用していた。例えば、このようなドラバル型ノズル34は、図8に示したような構成を有する(例えば、特許文献1)。このノズル(収斂−拡散ノズル)34は、空気路36を通って供給される運搬ガスに、入口48から注入管50を通って供給されるガスと粉末との混合物を、スロート部58の上流である混合チャンバ42で混合した後、これを加速するものである。
【0007】
したがって、このように供給されたガス/粉末混合物は、図9及び図10に示したように、収斂−拡散ノズルの収斂部によって次第に加速されてスロート部では音速に到達し、その後、所定点を通過するガスの重量を一定に維持するためにノズルの後尾部分を拡散形態としている。これによって、スロート部を離れたガスの速度は増加して、ついに超音速になる。
【0008】
一般に、超音速で流れるガスは後方に加速される速度より外側に膨張する速度が一層速いという特性がある。それは、ガスが縮流方向に圧縮されることによってエネルギーを円周方向に発散するためである。収縮−拡散ノズルはこの原理を利用してノズル内のガス/粉末混合体を超音速で推進させるに必要な推進力を形成する。
【特許文献1】米国特許第6,139,913号
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、図8に示したノズルでは、ガス/粉末混合体がスロート部以前に引き入れられるため、粉末が噴射される際には、必ずスロート部を通過しなければならない。この場合、注入された粉末がアルミニウムのように比較的に柔らかい粉末である場合には、スロート部に粉末がコーティングされてしまい、短時間内にスロート部が塞がり、それ以上コーティングを実施できなくなる。このため、大量生産に適用し難しいという問題が生じる。一方、注入された粉末がニッケルや超合金のように高硬度の粉末である場合には、スロート部での速度が音速程度の水準であるため、コーティングは発生しないが、粉末の衝突によってスロート部に激しい摩耗が発生してノズルを損傷させ、スロート部の形状変更によって流速が変化し、工程条件が変わるという問題が生じる。
【0010】
また、図8のような装置を利用してコーティングする場合には、ノズルの左側から供給されるガス/粉末混合体を注入する噴射チューブに作用する圧力が、ノズルの下部から供給されて収斂部に運搬ガスとして供給されるガスの圧力より高くなければならないため、別途の加圧装置を備えなければならないという問題がある。
【0011】
さらに、図9と図10に示したように、従来の収斂−拡散ノズルを使用する場合には、ガス/粉末混合体を供給する噴射チューブの位置を変更してもノズルの出口端での最終出口流速が変わらないことを観察することができる。したがって、工程条件の変更のために流速を変化させようとする場合には全体システムの流量を変更しなければならないという難しさがある。
【0012】
そこで、本発明は、このような問題に鑑みてなされたもので、その目的は、柔らかい材質の粉末コーティング時にノズルが塞がる現象を最低限に止め、一方、高硬度材質の粉末コーティング時にノズルの摩耗を防止することを可能にすることにより、ノズルを長時間にわたって使用することができ、大量生産への適用が容易となり、長時間高品質のコーティングを実施できるコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することにある。
【0013】
また、本発明は、供給ガスの流量を調節しなくてもノズルの出口から噴射される粉末の速度を制御することができ、工程制御が容易なコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することを目的とする。
さらに、本発明は、ガス/粉末供給装置に高圧用の加圧装置を備える必要がないので安価でコーティング装備を構成することができ、長時間維持補修せずに使用することができ、初期費用だけでなく運転費用も節減することができる経済的なコールドスプレー用ノズル及びこれを利用したコールドスプレー装置を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するために、本発明のコールドスプレー用ノズルは、断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部;及び
前記収斂引入部の内部に位置し、その端部噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ;を含み、
前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とする。
【0015】
このコールドスプレー用ノズルは、前記ノズル部は、前記スロート部の端部または出口部の所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように拡張されてから再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバをさらに含み、
前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置される。
【0016】
また、前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形に、あるいは、発散形に構成される。
さらに、前記スロート部と出口部との形状は、前記収斂引入部から引き入れられたガスが前記噴射チューブの噴射口から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散するようにしている。
【0017】
また、前記スロート部は前記ノズル部の最小内径部位であって、同一断面で一定の長さを有する。
さらに、前記噴射チューブは、その噴射口がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動が可能である。
【0018】
前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形である。
前記緩衝チェンバは、前記所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われてから、前記内径が一定比率に減少して出口部の内面に連接する形態で一定体積を形成する。前記一定比率の減少は、ノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少することが好ましい。
【0019】
また、前記収斂引入部の入力端の全体断面積が900である場合、前記スロート部でノズル部の内部と噴射チューブの外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部断面積は45〜100の比率に構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルである。
【0020】
前記スロート部の内径は5mmであり、前記出口部の内径は7mmであり、前記噴射チューブの外径は4.5〜3.5mmであり、噴射チューブの内径は3〜1.5mmであり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mmの位置に位置する。
【0021】
前記スロート部はその内径が5mmであり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mmであり、前記内径はノズル中心軸を基準に30〜60゜傾いた直線の形態で減少して前記出口部の内面と内径が7mmである地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mmであり、出口端の内径は10mmであり、前記噴射チューブはその外径が4.5〜3.5mmであり、噴射チューブの内径が3〜1.5mmであり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する。
【0022】
また、本発明のコールドスプレー装置は、上述したコールドスプレー用ノズルと、前記ノズルの収斂引入部に連結されるガス供給装置と、前記噴射チューブに連結されるガス/粉末混合体供給装置とを含むことを特徴とする。
【0023】
さらに、本発明のコールドスプレー方法は、上述したコールドスプレー装置を用いて、前記ガス供給装置から供給されるガスを音速または超音速に加速し、前記加速されたガスに前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合して、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速し、被着物の表面に噴射してコーティングすることを含むことを特徴とする。
【発明の効果】
【0024】
本発明のコールドスプレー用ノズル及びこれを利用したコールドスプレー装置、方法によれば、柔らかい材質の粉末コーティング時に粉末がノズルの内部にコーティングされてノズルが塞がる現象を最小限にとどめ、一方、高硬度材質の粉末コーティング時に粉末のノズル壁面への衝突によるノズルの摩耗を防止することができる。従って、ノズルの詰まり及び形状変更なしに長時間使用することができ、大量生産への適用が容易となる。
【0025】
また、長時間高品質のコーティングを実施し続けることができるので、維持保守などの問題を減らし、運転費用も節減できるため、大量生産時に製造費用を節減することができる。
さらに、供給ガスの流量を調節することなく、噴射チューブの位置を移動させることによって簡単にノズルの出口から噴射される粉末の速度を制御することができるため、工程制御が容易となり、多様な工程制御手段を得ることができる。
【0026】
しかも、ガス/粉末供給装置に高圧用の加圧装置を必ずしも備える必要がないため、安価でコーティング装備を構成することができ、初期費用を節減することができ、経済的にも有利である。
【発明を実施するための最良の形態】
【0027】
以下、本発明について図面を参照して詳しく説明する。
本発明のコールドスプレー用ノズルは、断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部及び前記収斂引入部の内部に位置し、その端部の噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブを含み、前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とする。
【0028】
これに関する具体的な実施例は図1〜図3に示した通りである。
前記収斂引入部2は、噴射チューブ20を除いた部分にガスのみ供給される運搬ガスがスロート部4で音速に到達するようにするために、収斂ノズルで構成されている。これによって、前記スロート部4では運搬ガスの速度が音速に到達し、前記スロート部4から出た運搬ガスは流動が拡散される出口部6を通過するので300〜1,200m/sに加速される。
【0029】
このような運搬ガスに、前記噴射チューブ20を通じて供給されるガス/粉末混合体を、スロート部4内でまたはこれを過ぎた出口部6で噴射するので、スロート部4でのコーティングによる塞がりや、衝突による摩耗が発生しない。
また、高速領域での噴射であるため、前記地域は圧力が相対的に低くなり、ガス/粉末混合体は一種の吸入によってノズル内に流入される。これにより、噴射チューブ20の入口端で別途の加圧を必要とせず、加圧装置を不要として装置を簡単に構成することができる。
【0030】
前記ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるように構成することが好ましい。
これによって、ガス/粉末混合体の流速も超音速〜300〜1,200m/sに増大することができるので、出口部6の端部である出口端8での粉末の速度を増大させることができる。
【0031】
つまり、図12及び図13に示したように、スロート部4を通過する運搬ガスは収斂引入部2によって加速されて音速に到達し、その後、出口部6で断面積が増大する拡散区間に達し、超音速に加速される。しかも、前記運搬ガスは膨脹によって前記噴射チューブ20から出るガス/粉末混合体の流動を収縮させて、噴射チューブ20の噴射口12から噴射される流動を収斂するようにしている。前記収斂が噴射口12から噴射される流動の速度を音速に加速するに十分な場合には、前記流動は音速に加速され、その後運搬ガスの収縮影響が少なくなった出口部6の後端での発散によって噴射口12に噴射された流動も超音速に加速されるようになるので、ノズルから噴射される全体流動が超音速に加速されて、高い衝突速度でコーティングを行うことができる。つまり、収斂引入部2に引き入れられるガスである運搬ガスは、ノズルの実質的な外部形状によって一般加速(収斂)→スロート部での音速→超音速加速(発散)の過程を経て加速される。噴射チューブ20から噴射されたガス/粉末混合体は、前記運搬ガスの拡散流動によって一般加速(流動による収斂)→流動によるスロート部形成及び音速到達→超音速加速(流動の影響解消による)の過程を経て加速されて、高速を得ることができる。
【0032】
これは、図12〜図13に示したように、噴射チューブ20から出た流動が、最初にはチューブを抜け出るに伴って速度が減少するが、周辺の流動によって内部に押されて狭くなりながら収縮して収斂されることによって速度が増加して音速になり、その後再び膨脹しながら超音速に加速される。
前記出口部6の形状は、粉末が300〜1,200m/sの速度を有するようにすればその形状は制限されず、多様な形状に構成することができる。例えば、図3のように発散形状であってもよいし、図1〜図2のように直線形状であってもよい。
【0033】
このような加速メカニズムが発生し得る好ましい具体例としては、図1〜図2に示したように、前記出口部6は、前記スロート部4の中空部断面積より大きい中空部断面積を有し、直線形状に構成される。さらに好ましくは、本発明のコールドスプレー用ノズルは、前記スロート部4と出口部6との形状が、前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体との流動を収斂するようにして、その速度が音速になるようにした後、前記流動が再び発散されるようにするような構成である。
【0034】
この構成は、図11のような形状に、流動場をモデリングし、コンピュータ流動解釈用CFD解析コードであるFluentを利用することによって、数値解釈した結果である図12〜図13に示されたものによって得られる。
【0035】
本発明のコールドスプレー用ノズルにおいて、前記スロート部4は、前記ノズルの最少内径部位であって同一断面で一定の長さを有する形態に構成できる。これに関する一例は、図2〜図3に示した通りである。これによって、図2に示したように、噴射チューブの噴射口12を、スロート部内、スロート部、スロート部の端部または出口部内に位置させることができるとともに、工程中または工程前後に位置変更が可能なようにすることができる。したがって、必要に応じて前記噴射チューブ20はその噴射口12がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動可能なように構成できる。
【0036】
これによって、スロート部4または出口部6内でのコーティングによる塞がりまたは蒸着を調節するか、衝突による摩耗を減らす方向に調節することができ、図12〜図13に示したように出口端の最終流速を調節することができる。
【0037】
つまり、図12及び図13に示したように、噴射口12の突出量(スロート部の端部から出口部側の噴射口までの距離)が変わることによって出口端8での粉末速度が大きく変化することが観察される。従って、粉末の種類及び混合比等に応じて、適切な速度の調節を単純に噴射チューブの噴射口12の位置を変更することによって行うことができ、制御が容易である。
【0038】
また、前記収斂引入部2、スロート部4及び噴射チューブ20の中空部断面と、出口部6の中空部断面とは、工程上必要に応じて、またはコーティングしようとする形状によって、従来の多様な形状を適用することができる。好ましくは、前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形に構成することが機器の維持補修及び流動場の安定な維持のためによい。
【0039】
本発明のコールドスプレー用ノズルに関する具体例としては、前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形状に構成され、前記収斂引入部の入力端の全体断面積が900である場合に、前記スロート部でノズル部内部と噴射チューブ外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部の断面積は45〜100の比率で構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルで構成することによって得られる。
【0040】
また、他の具体的で好ましい場合は、前記スロート部の内径は5mm程度(例えば、5±1mm程度、5±0.5mm程度)であり、前記出口部の内径は7mm程度(例えば、7±1mm程度、7±0.5mm程度)であり、前記噴射チューブの外径は4.5〜3.5mm程度であり、噴射チューブの内径は3〜1.5mm程度であり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mm程度の位置に位置させる。さらに好ましくは、前記噴射チューブの外径は4mm程度(例えば、4±1mm程度、4±0.5mm程度)であり、噴射チューブの内径は2mm程度(例えば、2±1mm程度、2±0.5mm程度)とすることができ、さらに、前記噴射チューブはその噴射口がスロート部または出口部内でノズルの軸方向に沿って位置変更されることができ、その位置はスロート部の出口側端部から出口部側に0〜5mm程度である形態に構成することができる。
【0041】
これによって、ノズル内の流動が噴射チューブ内側に作用する圧力である背圧が発生することを防止することができると共に、高速流動を得ることができて円滑なスプレーが行われることができる。
また、本発明のコールドスプレー用ノズルは、前記ノズルの構成に追加して、前記ノズル部10に、前記スロート部4の端部または出口部6の所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように拡張された後、再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバ30をさらに含むように構成できる。この時、前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置されることが適当である。
【0042】
これに関する具体的な実施例は、図4〜図7に示した通りである。前記収斂引入部2は噴射チューブ20を除いた部分にガスのみ供給される運搬ガスがスロート部4で音速に到達するようにするために収斂ノズルで構成される。これによって、前記スロート部4では運搬ガスの速度が音速に到達し、前記スロート部4から出た運搬ガスは流動が拡散される出口部6を通過するので300〜1,200m/sに加速される。このような運搬ガスに前記噴射チューブ20を通じて供給されるガス/粉末混合体をスロート部4、これを過ぎた緩衝チェンバ30または出口部6内で噴射するのでノズル中の最も断面積の小さいスロート部4でのコーティングによる塞がりや、衝突による摩耗が発生しなくなる。
【0043】
また、前記ノズル部10に前記スロート部4の端部または出口部の所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように拡張してから再び収斂して出口部6内面に連接する形態で一定体積を形成する緩衝チェンバ30を有する。このような緩衝チェンバ30によって、音速に増加された速度を有する流動がノズル部10の内部と相互作用することを根本的に遮断することができる。
さらに、高速領域での噴射であるので、上述のように吸入によってノズル内に流入されるので噴射チューブ20の入口端で別途の加圧を必要としないようになり、したがって、加圧装置が不要で、装置を簡単に構成することができる。
【0044】
前記ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるように構成することができる。これによって、ガス/粉末混合体の流速も超音速〜300〜1,200m/sに増大することができるので出口部6の端部である出口端8での粉末の速度を増大する効果がある。
【0045】
つまり、前記緩衝チェンバを備えない場合と類似するように、緩衝チェンバ30を備えた場合にも、図15〜図16に示したように、前記緩衝チェンバを備えない場合について記述したものと類似したメカニズムによって、スロート部4を通過する運搬ガスは、収斂引入部2によって加速されて音速に到達し、その後出口部6で断面積が増大するので、拡散区間に該当して超音速に加速される。さらに、前記運搬ガスは膨脹によって前記噴射チューブ20から出るガス/粉末混合体の流動を収縮させて、噴射チューブ20の噴射口12から噴射される流動を収斂するようにしている。前記収斂が噴射口12から噴射される流動の速度を、音速に加速するに十分な場合には、前記流動は音速に加速され、その後、運搬ガスの収縮影響が少なくなった出口部6の後端での発散によって、噴射口12に噴射された流動も超音速に加速されるので、ノズルから噴射される全体流動が超音速に加速されて、高い衝突速度でコーティングが行われるようにすることができる。
【0046】
これは、図15〜図16に示したように、噴射チューブ20を出た流動が、最初にチューブを抜け出ることによって速度が減少するが、周辺の流動によって内部に押されて狭くなりながら収縮して収斂されることによって、速度が増加して音速になり、その後、再び膨脹しながら超音速に加速される。
また、この場合にも前記出口部6の形状は粉末が300〜1,200m/sの速度を有するようにすれば、その形状は制限されるものではなく、多様な形状に構成することができる。例えば、図6〜図7のように発散形状または図4〜図5のように直線形状とすることができる。
【0047】
このような加速メカニズムが発生し得る好ましい具体例としては、図4〜図5に示したように、前記出口部6は前記スロート部4の中空部断面積より大きい中空部断面積を有し、直線形状に構成されるように構成することができる。さらに好ましくは、本発明のコールドスプレー用ノズルは、前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるようにするように構成できる。
【0048】
また、ノズル部10の内部と粉末の相互作用を最少化する好ましい具体例としては、図6〜図7に示したように、前記出口部6は前記スロート部4の中空部断面積より大きい中空部断面積を有し発散形に構成されるように構成することができ、さらに好ましくは、本発明のコールドスプレー用ノズルは前記スロート部4と出口部6の形状が前記収斂引入部2から引き入れられたガスが前記噴射チューブの噴射口12から噴射されたガスと粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散されるようにするように構成できる。
【0049】
このような構成は、図14の形状に流動場をモデリングし、コンピュータ流動解釈用CFD解析コードであるFluentを利用して数値解釈した結果である図15〜図16に示されたものによって得られることが分かる。
また、この場合においても、前記スロート部4は前記ノズルの最少内径部位であって同一断面で一定の長さを有する形態に構成することができる。これに関する一例は図5〜図7に示した通りであり、これによって、図5に示したように、噴射チューブの噴射口12をスロート部内、スロート部、スロート部の端部、緩衝チェンバまたは出口部内に位置させることができ、必要に応じて所望の位置に工程中または工程前後に位置変更が可能なようにすることができる。
【0050】
したがって、必要に応じて前記噴射チューブ20は、図5にその一実施例を図示したように、その噴射口12がスロート部、緩衝チェンバまたは出口部内で位置変更できるようにノズルの軸方向に沿って移動可能なように構成できる。これによって、スロート部4または出口部6内でのコーティングによる塞がりまたは蒸着を調節するか、衝突による摩耗を減らす方向に調節することができ、図15〜図16に示したように出口端の最終流速を調節することができる。
【0051】
つまり、図15と図16で、噴射口12の突出量(スロート部の端部から出口部側の噴射口までの距離)が変わることによって出口端8での粉末速度が大きく変化することを見ることができる。これによって、粉末の種類や混合比によって適切な速度の調節を単純に噴射チューブの噴射口12の位置を変更することによって行うことができ、制御が容易である。
【0052】
また、前記収斂引入部2、スロート部4及び噴射チューブ20の中空部断面と出口部6の中空部断面は、工程上必要に応じて、またはコーティングしようとする形状によって、従来の多様な形状を適用することができる。好ましくは、前記収斂引入部、スロート部、緩衝チェンバ及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形に構成することが機器の維持補修及び流動場の安定な維持のためによい。
【0053】
また、前記噴射チューブから噴射されたガス/粉末混合体と運搬ガスとの混合が成された混合体がノズル部の内部に衝突してコーティングされたりノズル部の内部を摩耗させることを防止するためにノズル部内部の一定空間を拡張することが助けになる。このため、上述の緩衝チェンバを上述のようにノズル部の内部に備え、好ましくは出口部を発散形に形成する。
【0054】
前記緩衝チェンバ30、図4〜図7に示したように、前記所定点を基点22として前記基点22の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われ、その後前記内径が一定比率で減少して出口部内面に連接する連接部24を形成する形態で構成することができる。このような緩衝チェンバの位置は、図4〜図6に示したようにスロート部の端部から形成してもよいし、図7に示したように出口部内の一定部分に位置するように構成してもよい。
【0055】
前記一定比率で減少する区間の減少は、従来の多様な形態で減少することができ、これには直線的減少、指数的減少、放物線的減少など多様な形態で構成することができる。前記一定比率の減少は、製作の容易性及び塞がり現象または摩耗現象を最少化することを考慮して、図4〜図7に示したようにノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少することが好ましい。
【0056】
本発明のコールドスプレー用ノズルに関する具体的な例としては、前記出口部は前記スロート部の中空部断面積より大きい中空部断面積を有し、直線形状に構成され、前記収斂引入部の入力端の全体断面積が900である場合に、前記スロート部でノズル部内部と噴射チューブ外部とが成す流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部の断面積は45〜100の比率で構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルで構成することによって得られることができる。
【0057】
また、他の具体的で好ましい場合は、前記スロート部はその内径が5mm程度(例えば、5±1mm程度、5±0.5mm程度)であり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mm程度(例えば、14±1mm程度、14±0.5mm程度)であり、前記内径はノズル中心軸を基準に30〜60゜程度傾いた直線の形態で減少し、前記出口部の内面と内径が7mm程度(例えば、7±1mm程度、7±0.5mm程度)である地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mm程度(例えば、60±10mm程度、60±5mm程度)であり、出口端の内径は10mm程度(例えば、10±2mm程度、10±1mm程度)であり、前記噴射チューブはその外径が4.5〜3.5mm程度であり、噴射チューブの内径が3〜1.5mm程度であり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する形態で構成することができる。
【0058】
これによって、ノズル内の流動が噴射チューブ内側に作用する圧力である背圧が発生することを防止することができると共に、噴射チューブから噴射された粉末とノズル内部壁面との相互作用を最少化して塞がりまたは摩耗を減らしながら、高速流動を得ることができて円滑なスプレーが行われることができる。
また、本発明は上述の多様な形状の本発明のコールドスプレー用ノズル、前記ノズルの収斂引入部に連結されるガス供給装置及び前記噴射チューブに連結されるガス/粉末混合体供給装置を含むことを特徴とするコールドスプレー装置を提供する。
【0059】
これに関する具体的な例は、例えば、図17に示すものが挙げられる。この装置は、ガス供給装置と、ガス/粉末混合体の供給装置と、コールドスプレー装置として、超音波ノズルとを含んでいる。ガス供給装置からのガスは、ガス制御モジュールを介して超音波ノズルにガス流として、さらに、ガス制御モジュール及びガス/粉末混合体供給装置への粉末供給装置からの情報を通し、かつガス制御モジュールを介して超音波ノズルにガス/粉末混合体流として供給される。
【0060】
また、少なくとも上述した要件を備えるのであれば、従来の一般的なコールドスプレー装置に適用する全ての装置を共に適用することができる。例えば、図18に示したものを用いることができる。ただし、噴射チューブに供給される圧力は低くてもよいため、別途の噴射チューブ入力端に高圧用の加圧装置を備えなくてもよいという特徴がある。
【0061】
また、このようなコールドスプレー装置を利用して、従来のコールドスプレー方法と類似した条件によって、コールドスプレー工程を行うことができる。つまり、前記コールドスプレー装置によって、前記ガス供給装置から供給されるガスが音速または超音速に加速され、前記加速されたガスに、前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合し、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速して被着物の表面に噴射し、コーティングする。
【0062】
前記工程における条件は、従来のコールドスプレー工程と類似した条件を全て適用することができる。ただし、噴射チューブに供給される圧力が低くても吸入によって噴射が行われるので前記供給圧力を低く維持することができるという長所があり、必要に応じて前記供給圧力を高く調整することができる。
【0063】
前記ガス/粉末混合体は、混合体内の粉末の比率が1〜99体積%の範囲内で多様な範囲を有することができる。前記粉末に使用される物質は金属、合金、金属または合金の混合物、有機物、無機物、有機物または無機物の混合物、またはこれらの混合物などの多様な物質が全て可能であり、コーティング層の要求特性によって、これらを多様な形態の組み合わせで、単層または多層にコーティングすることができる。
【0064】
さらに、本発明は前記コールドスプレー方法によってコーティングされたコーティング物における被着物は、金属、合金、金属または合金の混合物、有機物、無機物、有機物または無機物の混合物、またはこれらの混合物などの多様な物質が全て可能であり、被着物の要求特性によってこれらを多様な形態の組み合わせで構成することができる。
【0065】
以上で説明した本発明は前述の発明の詳細な説明及び添付図面によって限定されるものではなく、特許請求の範囲に記載された本発明の思想及び領域から逸脱しない範囲内で当該技術分野の当業者が多様に修正及び変更させたものも本発明の範囲内に含まれることはもちろんである。
【産業上の利用可能性】
【0066】
本発明のコールドスプレー用ノズルは、従来から公知の溶射プロセス、特に粒子が溶融せずに固相のまま残り、被膜を形成するためのコールドスプレー法全般において使用することができる。
【図面の簡単な説明】
【0067】
【図1】本発明のコールドスプレー用ノズルの実施例を示した断面図である。
【図2】本発明のコールドスプレー用ノズルの別の実施例を示した断面図である。
【図3】本発明のコールドスプレー用ノズルのさらに別の実施例を示した断面図である。
【図4】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する実施例を示した断面図である。
【図5】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する別の実施例を示した断面図である。
【図6】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有するさらに別の実施例を示した断面図である。
【図7】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有するさらに別の実施例を示した断面図である。
【図8】従来のコールドスプレー用ノズル及びそのシステムを示した概略図である。
【図9】図8の従来のコールドスプレー用ノズルの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図10】図8の従来のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)
【図11】本発明のコールドスプレー用ノズルの一実施例の流動特性の数値解釈のための流動場モデルの斜視図である。
【図12】図11の一実施例のコールドスプレー用ノズルの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図13】図11の本発明のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図14】本発明のコールドスプレー用ノズルのうちの緩衝チェンバを有する一実施例における流動特性の数値解釈のための流動場モデルの斜視図である。
【図15】図14の一実施例のコールドスプレー用ノズルでの流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図16】図14の本発明のコールドスプレー用ノズルにおいて噴射チューブの噴射口位置を変更した場合の流動特性の数値解釈結果を示した図面である(単位:m/s)。
【図17】本発明のコールドスプレー用ノズルが適用されるコールドスプレー装置のシステム概略図である。
【図18】本発明で使用できるさらに別のコールドスプレー用ノズルが適用されるコールドスプレー装置のシステム概略図である。
【符号の説明】
【0068】
2 収斂引入部
4 スロート部
6 出口部
8 出口端
10 ノズル部
12 噴射口
20 噴射チューブ
22 基点
24 連接部
30 緩衝チェンバ
【特許請求の範囲】
【請求項1】
断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部;及び
前記収斂引入部の内部に位置し、その端部噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ;を含み、
前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とするコールドスプレー用ノズル。
【請求項2】
前記ノズル部は、前記スロート部の端部または出口部の所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように拡張されてから再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバをさらに含み、
前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置される請求項1に記載のコールドスプレー用ノズル。
【請求項3】
前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形に構成される請求項1又は2に記載のコールドスプレー用ノズル。
【請求項4】
前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し発散形に構成される請求項1又は2に記載のコールドスプレー用ノズル。
【請求項5】
前記スロート部と出口部との形状は、前記収斂引入部から引き入れられたガスが前記噴射チューブの噴射口から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散するようにする請求項1〜4のいずれか1つに記載のコールドスプレー用ノズル。
【請求項6】
前記スロート部は前記ノズル部の最小内径部位であって、同一断面で一定の長さを有する請求項1〜5のいずれか1つに記載のコールドスプレー用ノズル。
【請求項7】
前記噴射チューブは、その噴射口がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動が可能である請求項1〜6のいずれか1つに記載のコールドスプレー用ノズル。
【請求項8】
前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形である請求項1〜7のいずれか1つに記載のコールドスプレー用ノズル。
【請求項9】
前記緩衝チェンバは、前記所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われてから、前記内径が一定比率に減少して出口部の内面に連接する形態で一定体積を形成するこ請求項2〜8のいずれか1つに記載のコールドスプレー用ノズル。
【請求項10】
前記一定比率の減少は、ノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少する請求項9に記載のコールドスプレー用ノズル。
【請求項11】
前記収斂引入部の入力端の全体断面積が900である場合、前記スロート部でノズル部の内部と噴射チューブの外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部断面積は45〜100の比率に構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルである請求項1〜10のいずれか1つに記載のコールドスプレー用ノズル。
【請求項12】
前記スロート部の内径は5mmであり、前記出口部の内径は7mmであり、前記噴射チューブの外径は4.5〜3.5mmであり、噴射チューブの内径は3〜1.5mmであり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mmの位置に位置する請求項1及び3〜11のいずれか1つに記載のコールドスプレー用ノズル。
【請求項13】
前記スロート部はその内径が5mmであり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mmであり、前記内径はノズル中心軸を基準に30〜60゜傾いた直線の形態で減少して前記出口部の内面と内径が7mmである地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mmであり、出口端の内径は10mmであり、前記噴射チューブはその外径が4.5〜3.5mmであり、噴射チューブの内径が3〜1.5mmであり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する請求項4〜12のいずれか1つに記載のコールドスプレー用ノズル。
【請求項14】
請求項1〜13のいずれか1つに記載のコールドスプレー用ノズルと、
前記ノズルの収斂引入部に連結されるガス供給装置と、
前記噴射チューブに連結されるガス/粉末混合体供給装置と
を含むことを特徴とするコールドスプレー装置。
【請求項15】
請求項14のコールドスプレー装置を用いて、前記ガス供給装置から供給されるガスを音速または超音速に加速し、前記加速されたガスに前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合して、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速し、被着物の表面に噴射してコーティングすることを含むことを特徴とするコールドスプレー方法。
【請求項16】
請求項15のコールドスプレー方法によってコーティングされてなるコーティング物。
【請求項1】
断面積が収斂する収斂引入部と、前記収斂引入部の収斂端部に連結されるスロート部と、前記スロート部の端部に連結される出口部とからなる中空型のノズル部;及び
前記収斂引入部の内部に位置し、その端部噴射口が前記スロート部またはこれを過ぎた出口部内に位置するように配置される噴射チューブ;を含み、
前記出口部での粉末の出口端流速が300〜1,200m/sになるようにすることを特徴とするコールドスプレー用ノズル。
【請求項2】
前記ノズル部は、前記スロート部の端部または出口部の所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように拡張されてから再び収斂して出口部内面に連接する形態で一定の体積を形成する緩衝チェンバをさらに含み、
前記噴射チューブの端部噴射口は前記スロート部、これを過ぎた緩衝チェンバまたは出口部内に位置するように配置される請求項1に記載のコールドスプレー用ノズル。
【請求項3】
前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し直線形に構成される請求項1又は2に記載のコールドスプレー用ノズル。
【請求項4】
前記出口部は、前記スロート部の中空部断面積より大きい中空部断面積を有し発散形に構成される請求項1又は2に記載のコールドスプレー用ノズル。
【請求項5】
前記スロート部と出口部との形状は、前記収斂引入部から引き入れられたガスが前記噴射チューブの噴射口から噴射されたガス/粉末混合体の流動を収斂するようにしてその速度が音速になるようにした後、前記流動が再び発散するようにする請求項1〜4のいずれか1つに記載のコールドスプレー用ノズル。
【請求項6】
前記スロート部は前記ノズル部の最小内径部位であって、同一断面で一定の長さを有する請求項1〜5のいずれか1つに記載のコールドスプレー用ノズル。
【請求項7】
前記噴射チューブは、その噴射口がスロート部内または出口部内で位置変更できるようにノズルの軸方向に沿って移動が可能である請求項1〜6のいずれか1つに記載のコールドスプレー用ノズル。
【請求項8】
前記収斂引入部、スロート部及び噴射チューブの中空部断面は円形であり、出口部の中空部断面は円形、正四角形または長方形である請求項1〜7のいずれか1つに記載のコールドスプレー用ノズル。
【請求項9】
前記緩衝チェンバは、前記所定点を基点として前記基点の中空部断面積より大きい中空部断面積を有するように垂直線的に一定幅の均一な内径の増加が行われてから、前記内径が一定比率に減少して出口部の内面に連接する形態で一定体積を形成するこ請求項2〜8のいずれか1つに記載のコールドスプレー用ノズル。
【請求項10】
前記一定比率の減少は、ノズルの中心軸から30〜60゜の角度に傾いた直線の形態で直線的に減少する請求項9に記載のコールドスプレー用ノズル。
【請求項11】
前記収斂引入部の入力端の全体断面積が900である場合、前記スロート部でノズル部の内部と噴射チューブの外部とがなす流路の断面積は9〜25、前記噴射チューブの中空部断面積は0.25〜8、前記出口部断面積は45〜100の比率に構成され、前記収斂引入部は収斂引入部に引き入れられる引入ガスのスロート部での流速が音速に到達するようにする収斂ノズルである請求項1〜10のいずれか1つに記載のコールドスプレー用ノズル。
【請求項12】
前記スロート部の内径は5mmであり、前記出口部の内径は7mmであり、前記噴射チューブの外径は4.5〜3.5mmであり、噴射チューブの内径は3〜1.5mmであり、前記噴射チューブの噴射口はその位置がスロート部の出口側端部から出口部側に0〜5mmの位置に位置する請求項1及び3〜11のいずれか1つに記載のコールドスプレー用ノズル。
【請求項13】
前記スロート部はその内径が5mmであり、前記緩衝チェンバはスロート部の出口部側端部を基点として形成され緩衝チェンバ基点の内径が14mmであり、前記内径はノズル中心軸を基準に30〜60゜傾いた直線の形態で減少して前記出口部の内面と内径が7mmである地点で連接して形成され、前記出口部は前記スロート部の出口部側端部から出口端までの距離が60mmであり、出口端の内径は10mmであり、前記噴射チューブはその外径が4.5〜3.5mmであり、噴射チューブの内径が3〜1.5mmであり、前記噴射チューブの噴射口はその位置が前記緩衝チェンバ区間に位置する請求項4〜12のいずれか1つに記載のコールドスプレー用ノズル。
【請求項14】
請求項1〜13のいずれか1つに記載のコールドスプレー用ノズルと、
前記ノズルの収斂引入部に連結されるガス供給装置と、
前記噴射チューブに連結されるガス/粉末混合体供給装置と
を含むことを特徴とするコールドスプレー装置。
【請求項15】
請求項14のコールドスプレー装置を用いて、前記ガス供給装置から供給されるガスを音速または超音速に加速し、前記加速されたガスに前記ガス/粉末混合体供給装置から供給されたガス/粉末混合体を混合して、ガス/粉末混合体を十分に低い温度を維持した状態で前記粉末を300〜1,200m/sに加速し、被着物の表面に噴射してコーティングすることを含むことを特徴とするコールドスプレー方法。
【請求項16】
請求項15のコールドスプレー方法によってコーティングされてなるコーティング物。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図10】

【図11】

【図12】
【図13】

【図14】

【図15】
【図16】
【図17】

【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2006−247639(P2006−247639A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−178903(P2005−178903)
【出願日】平成17年6月20日(2005.6.20)
【出願人】(505232852)エスエヌティー コーポレーション,リミティッド (2)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年6月20日(2005.6.20)
【出願人】(505232852)エスエヌティー コーポレーション,リミティッド (2)
【Fターム(参考)】
[ Back to top ]