
スパッタリングターゲットの製造方法

【課題】大型ターゲット等の製造コストの低減を図った上で、ターゲットに起因するパーティクルの発生を抑制したスパッタリングターゲットの製造方法を提供する。
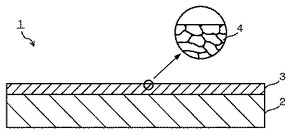
【解決手段】スパッタリングターゲット1の製造方法は、基体2と金属原料粒子とを準備する工程と、基体2にコールドスプレー法を適用して金属原料粒子を高速で吹付け、基体2上に金属粒子4の堆積膜からなるターゲット層3を形成する工程とを具備する。ターゲット層3のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、P1とP2との差が10%以内となるように、金属原料粒子を基体2に吹付ける。
【解決手段】スパッタリングターゲット1の製造方法は、基体2と金属原料粒子とを準備する工程と、基体2にコールドスプレー法を適用して金属原料粒子を高速で吹付け、基体2上に金属粒子4の堆積膜からなるターゲット層3を形成する工程とを具備する。ターゲット層3のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、P1とP2との差が10%以内となるように、金属原料粒子を基体2に吹付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はスパッタリングターゲットの製造方法に関する。
【背景技術】
【0002】
半導体部品や液晶部品では、スパッタリング法を利用して各種の配線や電極を形成している。例えば、半導体基板やガラス基板等の被成膜基板上にスパッタリング法で各種の金属薄膜や金属化合物薄膜を形成する。これら薄膜は配線層、電極層、バリア層、下地層(ライナー材)等として利用される。金属薄膜や金属化合物薄膜の形成に用いられるスパッタリングターゲットを作製する場合、まず溶解法や焼結法で形成したブロックに鍛造や圧延等の加工を施し、熱処理で加工歪の除去や組織制御等を行う。この後、機械加工で所定寸法に仕上げ、最終的に冷却用バッキングプレートと接合する。
【0003】
スパッタリングターゲットは大型化される傾向にある。特に、液晶部品の形成に使用されるスパッタリングターゲットはガラス基板の大型化に伴って、ターゲット自体のサイズも大型化される傾向にある。従来の溶解法や焼結法を適用して作製したスパッタリングターゲットは、各種の工程を経て仕上げられるため、ターゲットサイズの大型化に伴って製造コストの増大が避けられない。ターゲットサイズの大型化に伴ってバッキングプレートとの接合作業が困難となることから、接合不良、ターゲットの反り、使用時におけるターゲットの剥離等が発生しやすくなる。さらに、パーティクル発生量の増加や異常放電の誘発による製品歩留りの低下が生じやすくなっている。
【0004】
このような点に対して、ターゲットを構成する原料粉末を基体上に溶射法で溶融させつつ堆積させてスパッタリングターゲットを作製することが提案されている(特許文献1,2参照)。ターゲット層の形成に溶射法を適用することで、大型のスパッタリングターゲットの製造コストを低減することができる。しかしながら、スパッタリング装置に使用されるターゲットに関しては、溶射法を適用した製造方法は実用化されていないのが現状である。その理由としては、溶射法ではターゲット層(被膜)の高密度化が困難であることが挙げられる。さらに、大気中で原料粉末を溶融させつつ堆積させるため、ターゲット層中のガス成分の増加も問題となる。これらによって、異常放電が多発してパーティクルの発生数が増大するという重大な問題を招くことになる。
【0005】
液晶部品の形成に使用されるスパッタリングターゲットでは、ターゲットサイズの大型化に伴って、欠陥に基づいて発生するスプラッシュやそれに起因するパーティクルの増加を抑制することが求められている。半導体素子では高集積度を達成するために配線幅の狭小化(例えば0.13μm、0.09μm、さらには0.065μm以下)が進められている。狭小化された配線やそれを有する半導体素子においては、例えば直径が0.2μm程度の微小パーティクルが混入しても、配線不良や素子不良等を引起すことになる。このため、微小パーティクルの発生をより一層抑制することが望まれている。溶射法を適用したスパッタリングターゲットは、このような要求に到底応えることができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平06−158303号公報
【特許文献2】特開2002−339032号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、大型ターゲット等の製造コストの低減を図った上で、ターゲットに起因するパーティクルの発生を抑制することを可能にしたスパッタリングターゲットの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の態様に係るスパッタリングターゲットの製造方法は、基体と金属原料粒子とを準備する工程と、前記基体にコールドスプレー法を適用して前記金属原料粒子を高速で吹付け、前記基体上に金属粒子の堆積膜からなるターゲット層を形成する工程であって、前記ターゲット層のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、前記金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、前記P1と前記P2との差が10%以内となるように、前記金属原料粒子を前記基体に吹付ける工程とを具備し、前記ターゲット層の厚さ方向の断面における前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の扁平率、前記ターゲット層の表面に存在する前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の平面形状としたとき、前記ターゲット層の厚さ方向の断面における前記扁平率が1.5以上の前記金属粒子の個数比率が90%以上であり、かつ前記ターゲット層の表面に存在する前記金属粒子の前記平面形状が1以上2以下の範囲であるターゲット層を、前記金属原料粒子の吹付け工程で得ることを特徴としている。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態によるスパッタリングターゲットの構成およびターゲット層の断面状態を示す断面図である。
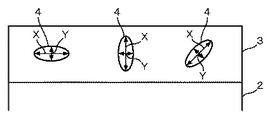
【図2】図1に示すターゲット層の表面状態を示す平面図である。
【図3】ターゲット層の断面における金属粒子の扁平率を説明するための図である。
【図4】実施例2によるAlターゲット層の断面観察結果を示す拡大写真である。
【図5】比較例1によるAlターゲット層の断面観察結果を示す拡大写真である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について説明する。図1および図2は本発明の実施形態によるスパッタリングターゲットを示す図である。図1はスパッタリングターゲットのターゲット層の断面状態を模式的に示す図、図2はターゲット層の平面状態を模式的に示す図である。これらの図に示すスパッタリングターゲット1は、基体2とその上に形成されたターゲット層3とを具備している。基体2はターゲット層3の被着体となるものであり、例えばCu、AlおよびFeから選ばれる金属または前記金属を主成分とする合金(SUS等)からなる金属基体が用いられる。
【0011】
金属基体2は冷却用のバッキングプレートを兼ねるものであってもよいし、またバッキングプレートとは別体であってもよい。バッキングプレートとは別体の金属基体2を用いる場合、ターゲット層3を金属基体2上に形成した後に、バッキングプレートと接合する工程が必要となる。特に、大型のスパッタリングターゲット1ではバッキングプレートとの接合作業が困難となり、それにより各種の不良を招くおそれがある。このため、金属基体2はバッキングプレートを兼ねるものであることが好ましい。
【0012】
ターゲット層3は金属基体2上に堆積させた金属粒子4を有している。言い換えると、ターゲット層3は金属粒子4の堆積膜で構成されている。金属基体2上への金属粒子4の堆積には、例えばコールドスプレー法が適用される。コールドスプレー法においては、金属粒子4の原料となる金属原料粒子(原料粉末)を高速ガス中に投入して金属基体2に衝突させる。金属原料粒子の衝突エネルギーで金属基体2の表面に活性面が現れ、さらに衝突エネルギーによって金属原料粒子が塑性変形する。その際に、衝突エネルギーが熱エネルギーに変換されて金属基体2と金属原料粒子(金属粒子4)とが接合する。
【0013】
衝突の際の発熱現象で金属粒子4同士が相互拡散して結合し、連続的に金属粒子4が堆積した被膜が得られる。しかも、金属粒子4の堆積速度や付着効率に優れることから、被膜は数mm以上の厚さとなり、大面積の金属基体2に被膜を形成する場合においても、被膜の剥離や金属基体2の大きな反り等が生じることはない。さらに、このような金属粒子4の堆積に基づいて厚膜化した被膜(ターゲット層3)の相対密度は、例えば従来の溶射法で堆積した被膜に比べて高密度化が容易であり、例えば相対密度が実質的に100%の被膜を得ることもできる。被膜の相対密度は金属原料粒子が塑性変形しやすい材料(塑性変形能が高い材料)や軟化温度が低い材料であるほど向上する傾向がある。
【0014】
金属粒子4の堆積膜からなるターゲット層3を高密度化するにあたっては、粒子の高速衝突エネルギーを利用することが肝要である。そのため、高速化された粒子が堆積し始める臨界速度以上に金属原料粒子を加速することが望ましい。金属原料粒子を臨界速度以上に加速するためには、例えばガス定数が小さいHeガス等の不活性ガスを使用し、音速以上の流速としたガス流に金属原料粒子(原料粉末)を投入する。音速以上のガス流に投入された金属原料粒子はその気流で加速されて臨界速度以上となり、金属基体2に衝突して被膜が連続的に形成される。金属基体2に衝突した際、金属原料粒子は衝突エネルギーで塑性変形して扁平形状となり、その扁平率で被膜の相対密度が左右される。
【0015】
高密度のターゲット層3は、ターゲット層3の厚さ方向の断面における扁平率が1.5以上の金属粒子(扁平粒子)4の個数比率を90%以上とすることにより実現される。ここで、扁平率はターゲット層3の厚さ方向の断面における金属粒子4の最大径をX、最小径をYとしたとき、最小径Yに対する最大径Xの比(X/Y)で表される。金属粒子4の扁平率は、例えば図3に示すように粒子の扁平方向にかかわらず、ターゲット層3の厚さ方向の断面に現れる粒子の長手方向の長さ(最大長さ)を最大径X、それと直交する方向の長さ(最小長さ)を最小径Yとして測定する。
【0016】
金属粒子の扁平率と扁平粒子の存在比率は、ターゲット層3の厚さ方向の任意の断面を光学顕微鏡で観察し、その視野内の金属粒子4の形状(扁平率)を画像解析により測定して求めるものとする。視野内の各粒子の扁平率を画像解析により求め、単位断面積(例えば1mm2)あたりに存在する扁平粒子(扁平率が1.5以上の金属粒子4)の個数比率を求める。このような測定を任意の10箇所の断面に対して実施し、それらの平均値をターゲット層3における扁平粒子の存在比率(個数比率)とする。
【0017】
金属基体2に堆積した金属粒子(堆積粒子)4の扁平率が1.5未満であるということは、原料粒子を金属基体2に衝突させた際のエネルギーが不十分であることを意味する。従って、そのような扁平状態が不十分な金属粒子4の比率が増大すると、金属粒子4の堆積膜からなるターゲット層3を十分に高密度化させることができない。言い換えると、扁平率が1.5以上の金属粒子(扁平粒子)4をターゲット層3の厚さ方向の断面に90%以上存在させることによって、高密度のターゲット層3を得ることが可能となる。
【0018】
金属粒子4の堆積膜からなるターゲット層3において、扁平率が1.5以上の金属粒子(扁平粒子)4の厚さ方向の断面における存在比率(個数比率)は90%以上であることが好ましい。さらに、金属粒子4の扁平率は2.0以上であることが好ましい。ターゲット層3は扁平率が1.5以上の金属粒子(扁平粒子)4を厚さ方向の断面に90%以上存在させるか、あるいは扁平率が2.0以上の金属粒子(扁平粒子)4を厚さ方向の断面に50%以上、さらに60%以上、またさらに90%以上存在させることが好ましい。これらによって、ターゲット層3の相対密度をより再現性よく向上させることが可能となる。
【0019】
ターゲット層3の厚さ方向の断面において、金属粒子4の平均扁平率は1.8以上であることが好ましい。金属粒子4の平均扁平率を高めることによって、金属粒子4の堆積膜からなるターゲット層3をより一層高密度化することができる。金属粒子4の平均扁平率は上述した光学顕微鏡の観察視野内の全粒子の扁平率を平均して求めた値とする。この場合も任意の10箇所の断面に対して測定を実施し、それらの平均値を平均扁平率とする。ターゲット層3を構成する金属粒子4の平均扁平率は2.0以上であることが望ましい。
【0020】
上述した金属粒子4の扁平率と扁平粒子の存在比率を満足する堆積膜によれば、相対密度が99%以上のターゲット層3を安定して実現することができる。ターゲット層3の相対密度が99%未満であると、例えば異常放電によるスプラッシュ現象が生じやすくなり、これにより各種スパッタ膜の不良原因となるパーティクルの発生量が増大する。これはスパッタ膜の製造歩留りの低下要因となる。ターゲット層3の相対密度は99.5%以上とすることがより好ましい。このような相対密度を有する堆積膜も実現可能であり、さらには相対密度が実質的に100%の堆積膜を実現することもできる。
【0021】
さらに、ターゲット層3は図2に示すように、表面に存在する金属粒子4の形状(平面形状)を、金属粒子4の最小径Yに対する最大径Xの比(X/Y)で表したとき、その平均値が1以上2以下の範囲であることが好ましい。ここで、金属粒子4の平面形状は断面形状と同様に、ターゲット層3の表面を光学顕微鏡で観察し、その視野内の金属粒子4の形状を画像解析により測定して求めるものとする。視野内の各粒子のX/Y比を画像解析により求め、その平均値を算出する。このような測定を任意の10箇所に対して実施し、それらの平均値をターゲット層3の表面における金属粒子4の平面形状の平均値とする。
【0022】
ターゲット層3の表面に存在する金属粒子4の平面形状(X/Y比)の平均値を1〜2の範囲とすることによって、スパッタリングターゲット1を用いてスパッタ成膜する際に、ターゲット層3の表面から粒子(スパッタ粒子)を均一に飛び出させることができる。これによって、被着基体上に堆積させる膜の膜厚均一性が向上する。さらに、エロージョンされるターゲット層3の表面に存在する金属粒子4間の段差が低くなるため、パーティクルの発生量を低減することが可能となる。このようなことから、ターゲット層3の表面に存在する金属粒子4の形状はなるべく等軸であることが望ましい。
【0023】
ターゲット層3の表面に存在する金属粒子4の平面形状(X/Y比)の平均値が2を超えると、スパッタ成膜した膜の膜厚分布が不均一になる。さらに、エロージョン形態が複雑になることで、金属粒子4間の段差に伴う粒子の脱落が生じやすくなるため、パーティクルを誘発しやすくなる。金属粒子4の平面形状(X/Y比)の平均値は1以上1.5以下の範囲であることがさらに好ましい。ここではターゲット層3の表面に存在する金属粒子4の形状を規定しているが、金属粒子4は金属基体2上に順に堆積していくため、ターゲット層3の表面と平行な方向に切断した断面においても同様な形状を有している。
【0024】
金属粒子4の平面形状(X/Y比)の平均値が1〜2の範囲の組織を有するターゲット層3を得る上で、金属粒子4の原料となる金属原料粒子には球状または球状に近い形状を有する粒子を用いることが好ましい。楕円状や扁平状の金属原料粒子を用いた場合には、金属粒子4の平面形状が異形になりやすい。さらに、金属原料粒子の加熱温度とガス流体圧力も重要な因子となる。金属原料粒子は軟化温度近傍に加熱することが好ましい。これらの条件は金属粒子4の断面形状における扁平率の制御に対しても有効に作用する。
【0025】
金属粒子4の堆積膜で高密度のターゲット層3を実現するにあたって、金属粒子4には塑性変形しやすい材料や軟化温度が低い材料を使用することが好ましい。具体的には、金属粒子4はAl、Cu、Ti、Ni、Cr、CoおよびTaから選ばれる金属または前記金属を主成分とする合金からなることが好ましい。金属粒子4はAl、Al合金、Cu、Cu合金からなることがさらに好ましい。これら以外の金属材料粒子の堆積膜であっても、堆積条件等を調整することで密度を高めることが可能であるものの、上記した金属粒子4であれば容易にかつ再現性よく高密度化することができる。従って、この実施形態は上記した金属材料をスパッタ材料とするスパッタリングターゲット1に好適である。
【0026】
コールドスプレー法によれば、金属原料粒子が溶融することなく金属粒子4として堆積するため、堆積中に金属粒子4が酸化して酸素や窒素等のガス成分が増加することがない。このため、ガス成分量が低い金属原料粒子を使用することで、ガス成分の含有量が低いターゲット層3を得ることができる。高密度でガス含有量が低いスパッタリングターゲット1によれば、異常放電により誘発されるパーティクルの発生数を抑えることができる。従って、スパッタリング装置で形成する各種の薄膜、さらにはそれを用いた素子や部品の歩留りを高めることが可能となる。さらに、スパッタリングターゲット1の製造コストを低減することができるため、成膜コストを削減することが可能となる。
【0027】
さらに、金属原料粒子が溶融することなく堆積するため、金属粒子4は金属原料粒子の結晶構造が実質的に維持される。これによって、スパッタリングターゲット1をスパッタリングして得られる膜(スパッタ膜)の膜厚の均一性を高めることが可能となる。具体的には、ターゲット層3のX線回折結果を示す強度チャート(X線回折チャート)における第1ピークと第2ピークとの比率をP1、金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、P1とP2との差を10%以内とする。P1とP2との差は、式:[(P2−P1(絶対値))/P2×100(%)]に基づいて求めた値とする。ターゲット層3と金属原料粉末の第1ピークおよび第2ピークは、当然ながら同一結晶面に基づくものであることが前提となる。
【0028】
ターゲット層3を構成する金属粒子4の原料粒子に対するピーク比の差が10%以内であれば、堆積後の金属粒子4は金属原料粒子の結晶構造を実質的に維持していると判定することができる。そして、金属原料粒子の結晶構造を維持しつつ、金属粒子4を堆積させることによって、結晶構造の変化に伴うスパッタ膜の膜厚変動を抑制することができる。上記したピーク比の差が10%を超えると、堆積後の金属粒子4の結晶構造が金属原料粒子の結晶構造と異なることになり、スパッタ膜の膜厚が不均一になりやすい。これによって、スパッタリングターゲット1としての性能が低下する。
【0029】
上述した実施形態のスパッタリングターゲット1は、例えば以下のようにして作製される。まず、金属基体2とターゲット層3を構成する金属粒子4の原料となる金属粉末(金属原料粒子)とを用意する。堆積膜(ターゲット層3)の密度や堆積速度の向上を図る上で、金属粉末の粒子サイズは使用材料に応じて適宜に調整することが好ましい。AlやCu等の軟質金属材料を使用する場合、金属粉末の平均粒子径は酸素含有量等も加味して10〜60μmの範囲であることが好ましい。
【0030】
金属粉末は球状または球状に近い形状を有することが好ましい。楕円状や扁平状の金属粉末を用いた場合には、金属粒子4の平面形状や断面形状が異形になりやすい。球状または球状に近い形状を有する金属粉末は、アトマイズ法、回転電極法、真空噴霧急冷法等により得ることができる。これらの製法は使用する金属原料粒子(原料となる金属粉末)の不純物含有量や粒径によって適宜選択する。金属粉末を高速のガス流中に投入し、ガス流で加速された金属原料粒子を金属基体2に衝突させる。金属原料粒子の衝突エネルギー等に基づいて金属基体2上に金属粒子4の堆積膜からなるターゲット層3を形成する。
【0031】
金属粉末はガス流で粒子が堆積し始める臨界速度以上に加速する。金属粉末を投入するガス流には、金属粉末を臨界速度以上に加速するために、ガス定数が小さいHeガス等の不活性ガスを使用することが好ましい。ガス流にHeガスを使用する場合、Heガスの消費による製造コストの増加を考慮して、減圧チャンバ内でHeガスを回収し、増圧して再利用することが好ましい。減圧チャンバ内で被膜を形成した場合、粒子速度が向上するため、N2ガスやArガスを成膜ガスとして利用することができる。これら不活性ガスを使用することによって、被膜の酸化を防止して低酸素量の堆積膜を実現することができる。
【0032】
上述した不活性ガスの流速を音速以上とし、そのようなガス流に金属粉末を投入することが好ましい。ガス流速を音速以上とするために、ガス吹き付けノズルの形状は内口径を絞り込んでラッパー状とすることが好ましい。ガス吹き付けノズルのくびれた部分からガスが噴出する際に、ガス流速が音速以上となり、その気流で粒子(金属粉末)が加速されて臨界速度以上とすることができる。粒子の堆積速度を高めてターゲット層3の製造コストを低減する上で、ノズル形状の最適化と共にノズルの複数化が有効である。
【0033】
ガス流で加速された粒子が金属基体2に衝突する際に、粒子速度が高いと粒子の塑性変形で表面酸化膜が除去されるため、酸素含有量を低下させることができる。金属粒子の材質により堆積し始める臨界速度は異なるが、粒子速度が700m/sec未満の場合には、粒子衝突時の変形が少なく、表面酸化膜の除去が不完全となる。これによって、ターゲット層3の酸素含有量が増加するだけでなく、膜密度も低下する。これに対して、粒子速度が700m/sec以上の場合には、衝突エネルギーが増大して粒子の変形が大きくなり、粒子の酸化被膜が除去されて堆積膜の酸素量を低減することができると共に、膜密度の向上を図ることが可能となる。
【0034】
金属粉末は軟化温度近傍の温度に加熱した状態でガス流に投入することが好ましい。これによって、表面形状(平面形状)が等軸で、かつ断面形状が扁平な金属粒子4を堆積させた組織が得られやすくなる。金属粉末は軟化開始温度以上に加熱することが好ましい。さらに、ガス流体としてHeガスを使用する場合、ガス圧力は0.6MPa以上に設定することが好ましい。これによって、金属原料粒子の流速が向上するため、表面での平面形状が等軸で、かつ断面形状が扁平な金属粒子4を堆積させた組織が得られやすくなる。
【0035】
上述したようなガス流で加速された金属粉末(金属原料粒子)を金属基体2に衝突させることによって、金属粒子4の堆積膜からなるターゲット層3を形成する。金属原料粒子は金属基体2への衝突エネルギーで塑性変形して断面形状が扁平になると共に、表面形状(平面形状)が等軸になる。このような金属粒子4の形状に基づいて高密度で酸素含有量等のガス成分量が低いターゲット層3を得ることができる。さらに、金属原料粒子の衝突時に粒成長するようなこともないため、微粒子状の金属粒子4で構成されたターゲット層3が得られる。このようなターゲット層3によれば、スパッタ成膜時におけるパーティクルの発生を抑制することが可能となる。
【0036】
金属原料粒子を金属基体2上に堆積させて形成したターゲット層3は、堆積膜の表面が凹凸状態となるため、機械加工で表面を平坦化することが好ましい。機械加工面には加工による微細な付着物があり、それがスパッタ初期時のパーティクルの発生源となる場合がある。このため、加工面にドライアイスクリーニング処理等を施して、表面の付着物を除去することが好ましい。ドライアイスはそれ自体がターゲット面を汚染することがないため、ターゲット表面の清浄化処理として有効な手段である。ドライアイスは数mm程度のペレットを直接吹付けてもよいし、粉砕して1mm以下とした状態で吹付けてもよい。この際、吹付けるガス圧力は0.3MPa以上とすることが好ましい。それ以下の圧力では付着物を十分に除去することができないおそれがある。
【0037】
金属原料粒子を金属基体2上に堆積させて形成したターゲット層3をそのまま使用する場合には、その表面に脱落しやすい粒子が付着していることがある。このため、金属粒子の堆積膜にドライアイスクリーニング処理等を施して、表面の脱落しやすい粒子を除去することが好ましい。ドライアイスクリーニング処理等による事前の表面処理を実施しないと、スパッタ初期時にパーティクルが増加する傾向がある。ドライアイスはそれ自体が堆積膜を汚染することがないため、堆積膜の形態制御の事前処理として有効である。
【0038】
さらに、機械加工に関してはターゲットサイズが大きくなると大型機械加工設備が必要となるため、簡便に堆積膜表面の凹凸を平坦化する手段としてボールショット処理も有効である。表面を平坦化するボールとしては、ボール径が1.5mm以上のジルコニアボールが有効であるが、ボール材質は表面汚染が少なくなるようにターゲット層3と同材質であることが好ましい。ボールショット面とドライアイスクリーニング処理とを併用することで、平滑化した加工面に残留する付着物が除去され、異物のない面とすることができる。よって、パーティクルの発生量をさらに低減することが可能となる。ターゲット層3には堆積膜の軟化や脱ガス等を目的として、必要に応じてアニーリング処理が施される。
【0039】
この実施形態のスパッタリングターゲット1は、ターゲット層3としての金属粒子4の堆積膜を粒子の吹き付けという簡易な工程で形成することができるため、スパッタリングターゲット1の製造コストを低減することが可能となる。特に、大面積のターゲット層3であっても良好にかつ効率よく形成することができるため、大型のスパッタリングターゲット1を低コストで作製することが可能となる。さらに、ターゲット層3はバッキングプレートを兼ねる金属基体2に直接形成することができるため、スパッタリングターゲットの大型化によるバッキングプレートとの接合不良等を招くこともない。
【0040】
その上で、ターゲット層3は高密度化することができ、さらに酸素含有量等のガス成分量も低減することができるため、異常放電やそれに起因するスプラッシュの発生等が抑制される。これらによって、スパッタリング時におけるパーティクルの発生量を低減することが可能となる。パーティクルの抑制に関してはターゲット層3の微粒子化や平面形状も寄与する。ターゲット層3は金属原料粒子の結晶構造が実質的に維持されるため、スパッタ膜の膜厚の均一性を高めることができる。従って、この実施形態のスパッタリングターゲット1を用いることによって、各種素子や部品の配線、電極、バリア層、下地層等として用いられる金属薄膜や金属化合物薄膜を歩留りよく形成することが可能となる。
【0041】
さらに、使用済みのスパッタリングターゲット1に対しては、ターゲット層3のエロージョンされた部分に再度金属原料粒子の堆積工程を実施することによって、ターゲット層3を再生することができる。このように、この実施形態のターゲット層3は再生利用が可能であり、スパッタリングターゲット1の製造コストをさらに低減することが可能となる。従って、このようなスパッタリングターゲット1を各種薄膜形成用のスパッタリング装置に適用することによって、配線膜や素子等の不良発生原因となるスパッタ膜中へのパーティクルの混入を抑制することができると共に、各種素子や部品等の生産性の向上、並びに成膜コストの低減を図ることが可能となる。
【実施例】
【0042】
次に、本発明の具体的な実施例およびその評価結果について述べる。
【0043】
(実施例1〜8)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が35μmのAl粉末を投入した。Al粉末を200℃に加熱しながら、ノズル速度25mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのAl堆積膜をターゲット層として形成した。
【0044】
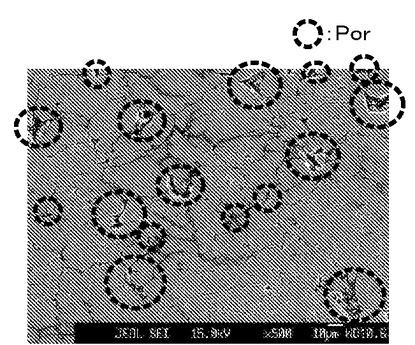
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニール処理および脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするAlスパッタリングターゲットをそれぞれ得た。これらのスパッタリングターゲットのAlターゲット層の相対密度、酸素量、Al粒子の扁平率、扁平粒子の存在比、さらにX線回折によるピーク比を前述した方法にしたがって測定、評価した。それらの結果を表1に示す。実施例2によるAlターゲット層の厚さ方向の断面観察結果を図4に示す。
【0045】
(比較例1〜4)
コールドスプレー装置のHeガス圧力を50〜80psi(0.34〜0.55MPa)に設定する以外は、上記実施例と同様のAl粉末を用い、同様な条件でAl堆積膜をターゲット層として形成した。これらのAlスパッタリングターゲットについても、実施例と同様にして相対密度、酸素量、Al粒子の扁平率等を測定、評価した。それらの結果を表1に示す。比較例1によるAlターゲットの厚さ方向の断面観察結果を図5に示す。
【0046】
(比較例5)
実施例1と同様のAl粉末を用いて、減圧プラズマ溶射法でAlターゲット層を形成した。具体的には、減圧チャンバ内を真空排気した後、Arガスを導入してチャンバ内を13kPaの圧力とし、電流550A、電圧65V、Arガス流量/圧力を75/80に設定し、Cu製バッキングプレート上に厚さ12mmのAl堆積膜をターゲット層として形成した。次に、堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理した。このAlスパッタリングターゲットについても、上記実施例と同様にして相対密度、酸素量、Al粒子の扁平率等を測定、評価した。それらの結果を表1に示す。
【0047】
上述した実施例1〜8および比較例1〜5による各Alスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのAl薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表1に併せて示す。
【0048】
【表1】

【0049】
表1から明らかなように、実施例1〜8の各スパッタリングターゲットを用いた場合には、比較例1〜4や比較例5のスパッタリングターゲットに比べてパーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、条件を適切化したコールドスプレー法でAl粒子を堆積させて形成したAlターゲット層を有する実施例1〜8のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0050】
(実施例9〜15)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が33μmのCu粉末を投入した。Cu粉末を250℃に加熱しながら、ノズル速度25mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのCu堆積膜をターゲット層として形成した。
【0051】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするCuスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのCuターゲット層の相対密度、酸素量、Cu粒子の扁平率、扁平粒子の存在比、さらにX線回折によるピーク比を前述した方法にしたがって測定、評価した。それらの結果を表2に示す。
【0052】
(比較例6〜9)
コールドスプレー装置のHeガス圧力を50〜80psi(0.34〜0.55MPa)に設定する以外は、上記実施例と同様のCu粉末を用い、同様な条件でCu堆積膜をターゲット層として形成した。これらのCuスパッタリングターゲットについても、実施例と同様にして相対密度、酸素量、Cu粒子の扁平率等を測定、評価した。それらの結果を表2に示す。
【0053】
(比較例10)
実施例9と同様のCu粉末を用いて、減圧プラズマ溶射法でCuターゲット層を形成した。具体的には、減圧チャンバ内を真空排気した後、Arガスを導入してチャンバ内を13kPaの圧力とし、電流600A、電圧65V、Arガス流量/圧力を75/80に設定し、Cu製バッキングプレート上に厚さ12mmのCu堆積膜をターゲット層として形成した。次に、堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理した。このCuスパッタリングターゲットについても、上記実施例と同様にして相対密度、酸素量、Cu粒子の扁平率等を測定、評価した。それらの結果を表2に示す。
【0054】
上述した実施例9〜15および比較例6〜10による各Cuスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのCu薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表2に併せて示す。
【0055】
【表2】
【0056】
表2から明らかなように、実施例9〜15の各スパッタリングターゲットを用いた場合には、比較例6〜9や比較例10のスパッタリングターゲットに比べてパーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、条件を適切化したコールドスプレー法でCu粒子を堆積させて形成したCuターゲット層を有する実施例9〜15のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0057】
(実施例16〜23)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が27μmのAl粉末を投入した。Al粉末としては回転電極法で作製した球状粒子を使用した。このようなAl粉末を230℃に加熱しながら、ノズル速度30mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのAl堆積膜をターゲット層として形成した。
【0058】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするAlスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのAlターゲット層の相対密度、酸素量、断面におけるAl粒子の扁平率と扁平粒子の存在比、表面におけるAl粒子の形状(平均値)を前述した方法にしたがって測定、評価した。それらの結果を表3に示す。
【0059】
実施例16〜23による各Alスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのAl薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表3に示す。表3には比較例1〜4の結果も併せて示す。
【0060】
【表3】
【0061】
表3から明らかなように、実施例16〜23の各スパッタリングターゲットを用いた場合には、パーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、実施例16〜23のスパッタリングターゲットはパーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0062】
(実施例24〜30)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が28μmのCu粉末を投入した。Cu粉末としては回転電極法で作製した球状粒子を使用した。このようなCu粉末を300℃に加熱しながら、ノズル速度30mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのCu堆積膜をターゲット層として形成した。
【0063】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするCuスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのCuターゲット層の相対密度、酸素量、断面におけるCu粒子の扁平率と扁平粒子の存在比、表面におけるCu粒子の形状(平均値)を前述した方法にしたがって測定、評価した。それらの結果を表4に示す。
【0064】
実施例24〜30による各Cuスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのCu薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表4に示す。表4には比較例6〜9の結果も併せて示す。
【0065】
【表4】
【0066】
表4から明らかなように、実施例24〜30の各スパッタリングターゲットを用いた場合には、パーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、実施例24〜30のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【産業上の利用可能性】
【0067】
本発明の態様に係るスパッタリングターゲットの製造方法では、低コストの金属粒子の堆積膜をターゲット層に適用し、その上で堆積膜(ターゲット層)の高密度化を図っている。従って、スパッタリングターゲットの製造コストの低減を図った上で、スパッタリングターゲットに起因するパーティクルの発生を抑制することが可能となる。本発明によれば、高性能のスパッタリングターゲットを安価に提供することが可能となる。
【符号の説明】
【0068】
1…スパッタリングターゲット、2…基体、3…ターゲット層、4…金属粒子。
【技術分野】
【0001】
本発明はスパッタリングターゲットの製造方法に関する。
【背景技術】
【0002】
半導体部品や液晶部品では、スパッタリング法を利用して各種の配線や電極を形成している。例えば、半導体基板やガラス基板等の被成膜基板上にスパッタリング法で各種の金属薄膜や金属化合物薄膜を形成する。これら薄膜は配線層、電極層、バリア層、下地層(ライナー材)等として利用される。金属薄膜や金属化合物薄膜の形成に用いられるスパッタリングターゲットを作製する場合、まず溶解法や焼結法で形成したブロックに鍛造や圧延等の加工を施し、熱処理で加工歪の除去や組織制御等を行う。この後、機械加工で所定寸法に仕上げ、最終的に冷却用バッキングプレートと接合する。
【0003】
スパッタリングターゲットは大型化される傾向にある。特に、液晶部品の形成に使用されるスパッタリングターゲットはガラス基板の大型化に伴って、ターゲット自体のサイズも大型化される傾向にある。従来の溶解法や焼結法を適用して作製したスパッタリングターゲットは、各種の工程を経て仕上げられるため、ターゲットサイズの大型化に伴って製造コストの増大が避けられない。ターゲットサイズの大型化に伴ってバッキングプレートとの接合作業が困難となることから、接合不良、ターゲットの反り、使用時におけるターゲットの剥離等が発生しやすくなる。さらに、パーティクル発生量の増加や異常放電の誘発による製品歩留りの低下が生じやすくなっている。
【0004】
このような点に対して、ターゲットを構成する原料粉末を基体上に溶射法で溶融させつつ堆積させてスパッタリングターゲットを作製することが提案されている(特許文献1,2参照)。ターゲット層の形成に溶射法を適用することで、大型のスパッタリングターゲットの製造コストを低減することができる。しかしながら、スパッタリング装置に使用されるターゲットに関しては、溶射法を適用した製造方法は実用化されていないのが現状である。その理由としては、溶射法ではターゲット層(被膜)の高密度化が困難であることが挙げられる。さらに、大気中で原料粉末を溶融させつつ堆積させるため、ターゲット層中のガス成分の増加も問題となる。これらによって、異常放電が多発してパーティクルの発生数が増大するという重大な問題を招くことになる。
【0005】
液晶部品の形成に使用されるスパッタリングターゲットでは、ターゲットサイズの大型化に伴って、欠陥に基づいて発生するスプラッシュやそれに起因するパーティクルの増加を抑制することが求められている。半導体素子では高集積度を達成するために配線幅の狭小化(例えば0.13μm、0.09μm、さらには0.065μm以下)が進められている。狭小化された配線やそれを有する半導体素子においては、例えば直径が0.2μm程度の微小パーティクルが混入しても、配線不良や素子不良等を引起すことになる。このため、微小パーティクルの発生をより一層抑制することが望まれている。溶射法を適用したスパッタリングターゲットは、このような要求に到底応えることができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平06−158303号公報
【特許文献2】特開2002−339032号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、大型ターゲット等の製造コストの低減を図った上で、ターゲットに起因するパーティクルの発生を抑制することを可能にしたスパッタリングターゲットの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の態様に係るスパッタリングターゲットの製造方法は、基体と金属原料粒子とを準備する工程と、前記基体にコールドスプレー法を適用して前記金属原料粒子を高速で吹付け、前記基体上に金属粒子の堆積膜からなるターゲット層を形成する工程であって、前記ターゲット層のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、前記金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、前記P1と前記P2との差が10%以内となるように、前記金属原料粒子を前記基体に吹付ける工程とを具備し、前記ターゲット層の厚さ方向の断面における前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の扁平率、前記ターゲット層の表面に存在する前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の平面形状としたとき、前記ターゲット層の厚さ方向の断面における前記扁平率が1.5以上の前記金属粒子の個数比率が90%以上であり、かつ前記ターゲット層の表面に存在する前記金属粒子の前記平面形状が1以上2以下の範囲であるターゲット層を、前記金属原料粒子の吹付け工程で得ることを特徴としている。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態によるスパッタリングターゲットの構成およびターゲット層の断面状態を示す断面図である。
【図2】図1に示すターゲット層の表面状態を示す平面図である。
【図3】ターゲット層の断面における金属粒子の扁平率を説明するための図である。
【図4】実施例2によるAlターゲット層の断面観察結果を示す拡大写真である。
【図5】比較例1によるAlターゲット層の断面観察結果を示す拡大写真である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について説明する。図1および図2は本発明の実施形態によるスパッタリングターゲットを示す図である。図1はスパッタリングターゲットのターゲット層の断面状態を模式的に示す図、図2はターゲット層の平面状態を模式的に示す図である。これらの図に示すスパッタリングターゲット1は、基体2とその上に形成されたターゲット層3とを具備している。基体2はターゲット層3の被着体となるものであり、例えばCu、AlおよびFeから選ばれる金属または前記金属を主成分とする合金(SUS等)からなる金属基体が用いられる。
【0011】
金属基体2は冷却用のバッキングプレートを兼ねるものであってもよいし、またバッキングプレートとは別体であってもよい。バッキングプレートとは別体の金属基体2を用いる場合、ターゲット層3を金属基体2上に形成した後に、バッキングプレートと接合する工程が必要となる。特に、大型のスパッタリングターゲット1ではバッキングプレートとの接合作業が困難となり、それにより各種の不良を招くおそれがある。このため、金属基体2はバッキングプレートを兼ねるものであることが好ましい。
【0012】
ターゲット層3は金属基体2上に堆積させた金属粒子4を有している。言い換えると、ターゲット層3は金属粒子4の堆積膜で構成されている。金属基体2上への金属粒子4の堆積には、例えばコールドスプレー法が適用される。コールドスプレー法においては、金属粒子4の原料となる金属原料粒子(原料粉末)を高速ガス中に投入して金属基体2に衝突させる。金属原料粒子の衝突エネルギーで金属基体2の表面に活性面が現れ、さらに衝突エネルギーによって金属原料粒子が塑性変形する。その際に、衝突エネルギーが熱エネルギーに変換されて金属基体2と金属原料粒子(金属粒子4)とが接合する。
【0013】
衝突の際の発熱現象で金属粒子4同士が相互拡散して結合し、連続的に金属粒子4が堆積した被膜が得られる。しかも、金属粒子4の堆積速度や付着効率に優れることから、被膜は数mm以上の厚さとなり、大面積の金属基体2に被膜を形成する場合においても、被膜の剥離や金属基体2の大きな反り等が生じることはない。さらに、このような金属粒子4の堆積に基づいて厚膜化した被膜(ターゲット層3)の相対密度は、例えば従来の溶射法で堆積した被膜に比べて高密度化が容易であり、例えば相対密度が実質的に100%の被膜を得ることもできる。被膜の相対密度は金属原料粒子が塑性変形しやすい材料(塑性変形能が高い材料)や軟化温度が低い材料であるほど向上する傾向がある。
【0014】
金属粒子4の堆積膜からなるターゲット層3を高密度化するにあたっては、粒子の高速衝突エネルギーを利用することが肝要である。そのため、高速化された粒子が堆積し始める臨界速度以上に金属原料粒子を加速することが望ましい。金属原料粒子を臨界速度以上に加速するためには、例えばガス定数が小さいHeガス等の不活性ガスを使用し、音速以上の流速としたガス流に金属原料粒子(原料粉末)を投入する。音速以上のガス流に投入された金属原料粒子はその気流で加速されて臨界速度以上となり、金属基体2に衝突して被膜が連続的に形成される。金属基体2に衝突した際、金属原料粒子は衝突エネルギーで塑性変形して扁平形状となり、その扁平率で被膜の相対密度が左右される。
【0015】
高密度のターゲット層3は、ターゲット層3の厚さ方向の断面における扁平率が1.5以上の金属粒子(扁平粒子)4の個数比率を90%以上とすることにより実現される。ここで、扁平率はターゲット層3の厚さ方向の断面における金属粒子4の最大径をX、最小径をYとしたとき、最小径Yに対する最大径Xの比(X/Y)で表される。金属粒子4の扁平率は、例えば図3に示すように粒子の扁平方向にかかわらず、ターゲット層3の厚さ方向の断面に現れる粒子の長手方向の長さ(最大長さ)を最大径X、それと直交する方向の長さ(最小長さ)を最小径Yとして測定する。
【0016】
金属粒子の扁平率と扁平粒子の存在比率は、ターゲット層3の厚さ方向の任意の断面を光学顕微鏡で観察し、その視野内の金属粒子4の形状(扁平率)を画像解析により測定して求めるものとする。視野内の各粒子の扁平率を画像解析により求め、単位断面積(例えば1mm2)あたりに存在する扁平粒子(扁平率が1.5以上の金属粒子4)の個数比率を求める。このような測定を任意の10箇所の断面に対して実施し、それらの平均値をターゲット層3における扁平粒子の存在比率(個数比率)とする。
【0017】
金属基体2に堆積した金属粒子(堆積粒子)4の扁平率が1.5未満であるということは、原料粒子を金属基体2に衝突させた際のエネルギーが不十分であることを意味する。従って、そのような扁平状態が不十分な金属粒子4の比率が増大すると、金属粒子4の堆積膜からなるターゲット層3を十分に高密度化させることができない。言い換えると、扁平率が1.5以上の金属粒子(扁平粒子)4をターゲット層3の厚さ方向の断面に90%以上存在させることによって、高密度のターゲット層3を得ることが可能となる。
【0018】
金属粒子4の堆積膜からなるターゲット層3において、扁平率が1.5以上の金属粒子(扁平粒子)4の厚さ方向の断面における存在比率(個数比率)は90%以上であることが好ましい。さらに、金属粒子4の扁平率は2.0以上であることが好ましい。ターゲット層3は扁平率が1.5以上の金属粒子(扁平粒子)4を厚さ方向の断面に90%以上存在させるか、あるいは扁平率が2.0以上の金属粒子(扁平粒子)4を厚さ方向の断面に50%以上、さらに60%以上、またさらに90%以上存在させることが好ましい。これらによって、ターゲット層3の相対密度をより再現性よく向上させることが可能となる。
【0019】
ターゲット層3の厚さ方向の断面において、金属粒子4の平均扁平率は1.8以上であることが好ましい。金属粒子4の平均扁平率を高めることによって、金属粒子4の堆積膜からなるターゲット層3をより一層高密度化することができる。金属粒子4の平均扁平率は上述した光学顕微鏡の観察視野内の全粒子の扁平率を平均して求めた値とする。この場合も任意の10箇所の断面に対して測定を実施し、それらの平均値を平均扁平率とする。ターゲット層3を構成する金属粒子4の平均扁平率は2.0以上であることが望ましい。
【0020】
上述した金属粒子4の扁平率と扁平粒子の存在比率を満足する堆積膜によれば、相対密度が99%以上のターゲット層3を安定して実現することができる。ターゲット層3の相対密度が99%未満であると、例えば異常放電によるスプラッシュ現象が生じやすくなり、これにより各種スパッタ膜の不良原因となるパーティクルの発生量が増大する。これはスパッタ膜の製造歩留りの低下要因となる。ターゲット層3の相対密度は99.5%以上とすることがより好ましい。このような相対密度を有する堆積膜も実現可能であり、さらには相対密度が実質的に100%の堆積膜を実現することもできる。
【0021】
さらに、ターゲット層3は図2に示すように、表面に存在する金属粒子4の形状(平面形状)を、金属粒子4の最小径Yに対する最大径Xの比(X/Y)で表したとき、その平均値が1以上2以下の範囲であることが好ましい。ここで、金属粒子4の平面形状は断面形状と同様に、ターゲット層3の表面を光学顕微鏡で観察し、その視野内の金属粒子4の形状を画像解析により測定して求めるものとする。視野内の各粒子のX/Y比を画像解析により求め、その平均値を算出する。このような測定を任意の10箇所に対して実施し、それらの平均値をターゲット層3の表面における金属粒子4の平面形状の平均値とする。
【0022】
ターゲット層3の表面に存在する金属粒子4の平面形状(X/Y比)の平均値を1〜2の範囲とすることによって、スパッタリングターゲット1を用いてスパッタ成膜する際に、ターゲット層3の表面から粒子(スパッタ粒子)を均一に飛び出させることができる。これによって、被着基体上に堆積させる膜の膜厚均一性が向上する。さらに、エロージョンされるターゲット層3の表面に存在する金属粒子4間の段差が低くなるため、パーティクルの発生量を低減することが可能となる。このようなことから、ターゲット層3の表面に存在する金属粒子4の形状はなるべく等軸であることが望ましい。
【0023】
ターゲット層3の表面に存在する金属粒子4の平面形状(X/Y比)の平均値が2を超えると、スパッタ成膜した膜の膜厚分布が不均一になる。さらに、エロージョン形態が複雑になることで、金属粒子4間の段差に伴う粒子の脱落が生じやすくなるため、パーティクルを誘発しやすくなる。金属粒子4の平面形状(X/Y比)の平均値は1以上1.5以下の範囲であることがさらに好ましい。ここではターゲット層3の表面に存在する金属粒子4の形状を規定しているが、金属粒子4は金属基体2上に順に堆積していくため、ターゲット層3の表面と平行な方向に切断した断面においても同様な形状を有している。
【0024】
金属粒子4の平面形状(X/Y比)の平均値が1〜2の範囲の組織を有するターゲット層3を得る上で、金属粒子4の原料となる金属原料粒子には球状または球状に近い形状を有する粒子を用いることが好ましい。楕円状や扁平状の金属原料粒子を用いた場合には、金属粒子4の平面形状が異形になりやすい。さらに、金属原料粒子の加熱温度とガス流体圧力も重要な因子となる。金属原料粒子は軟化温度近傍に加熱することが好ましい。これらの条件は金属粒子4の断面形状における扁平率の制御に対しても有効に作用する。
【0025】
金属粒子4の堆積膜で高密度のターゲット層3を実現するにあたって、金属粒子4には塑性変形しやすい材料や軟化温度が低い材料を使用することが好ましい。具体的には、金属粒子4はAl、Cu、Ti、Ni、Cr、CoおよびTaから選ばれる金属または前記金属を主成分とする合金からなることが好ましい。金属粒子4はAl、Al合金、Cu、Cu合金からなることがさらに好ましい。これら以外の金属材料粒子の堆積膜であっても、堆積条件等を調整することで密度を高めることが可能であるものの、上記した金属粒子4であれば容易にかつ再現性よく高密度化することができる。従って、この実施形態は上記した金属材料をスパッタ材料とするスパッタリングターゲット1に好適である。
【0026】
コールドスプレー法によれば、金属原料粒子が溶融することなく金属粒子4として堆積するため、堆積中に金属粒子4が酸化して酸素や窒素等のガス成分が増加することがない。このため、ガス成分量が低い金属原料粒子を使用することで、ガス成分の含有量が低いターゲット層3を得ることができる。高密度でガス含有量が低いスパッタリングターゲット1によれば、異常放電により誘発されるパーティクルの発生数を抑えることができる。従って、スパッタリング装置で形成する各種の薄膜、さらにはそれを用いた素子や部品の歩留りを高めることが可能となる。さらに、スパッタリングターゲット1の製造コストを低減することができるため、成膜コストを削減することが可能となる。
【0027】
さらに、金属原料粒子が溶融することなく堆積するため、金属粒子4は金属原料粒子の結晶構造が実質的に維持される。これによって、スパッタリングターゲット1をスパッタリングして得られる膜(スパッタ膜)の膜厚の均一性を高めることが可能となる。具体的には、ターゲット層3のX線回折結果を示す強度チャート(X線回折チャート)における第1ピークと第2ピークとの比率をP1、金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、P1とP2との差を10%以内とする。P1とP2との差は、式:[(P2−P1(絶対値))/P2×100(%)]に基づいて求めた値とする。ターゲット層3と金属原料粉末の第1ピークおよび第2ピークは、当然ながら同一結晶面に基づくものであることが前提となる。
【0028】
ターゲット層3を構成する金属粒子4の原料粒子に対するピーク比の差が10%以内であれば、堆積後の金属粒子4は金属原料粒子の結晶構造を実質的に維持していると判定することができる。そして、金属原料粒子の結晶構造を維持しつつ、金属粒子4を堆積させることによって、結晶構造の変化に伴うスパッタ膜の膜厚変動を抑制することができる。上記したピーク比の差が10%を超えると、堆積後の金属粒子4の結晶構造が金属原料粒子の結晶構造と異なることになり、スパッタ膜の膜厚が不均一になりやすい。これによって、スパッタリングターゲット1としての性能が低下する。
【0029】
上述した実施形態のスパッタリングターゲット1は、例えば以下のようにして作製される。まず、金属基体2とターゲット層3を構成する金属粒子4の原料となる金属粉末(金属原料粒子)とを用意する。堆積膜(ターゲット層3)の密度や堆積速度の向上を図る上で、金属粉末の粒子サイズは使用材料に応じて適宜に調整することが好ましい。AlやCu等の軟質金属材料を使用する場合、金属粉末の平均粒子径は酸素含有量等も加味して10〜60μmの範囲であることが好ましい。
【0030】
金属粉末は球状または球状に近い形状を有することが好ましい。楕円状や扁平状の金属粉末を用いた場合には、金属粒子4の平面形状や断面形状が異形になりやすい。球状または球状に近い形状を有する金属粉末は、アトマイズ法、回転電極法、真空噴霧急冷法等により得ることができる。これらの製法は使用する金属原料粒子(原料となる金属粉末)の不純物含有量や粒径によって適宜選択する。金属粉末を高速のガス流中に投入し、ガス流で加速された金属原料粒子を金属基体2に衝突させる。金属原料粒子の衝突エネルギー等に基づいて金属基体2上に金属粒子4の堆積膜からなるターゲット層3を形成する。
【0031】
金属粉末はガス流で粒子が堆積し始める臨界速度以上に加速する。金属粉末を投入するガス流には、金属粉末を臨界速度以上に加速するために、ガス定数が小さいHeガス等の不活性ガスを使用することが好ましい。ガス流にHeガスを使用する場合、Heガスの消費による製造コストの増加を考慮して、減圧チャンバ内でHeガスを回収し、増圧して再利用することが好ましい。減圧チャンバ内で被膜を形成した場合、粒子速度が向上するため、N2ガスやArガスを成膜ガスとして利用することができる。これら不活性ガスを使用することによって、被膜の酸化を防止して低酸素量の堆積膜を実現することができる。
【0032】
上述した不活性ガスの流速を音速以上とし、そのようなガス流に金属粉末を投入することが好ましい。ガス流速を音速以上とするために、ガス吹き付けノズルの形状は内口径を絞り込んでラッパー状とすることが好ましい。ガス吹き付けノズルのくびれた部分からガスが噴出する際に、ガス流速が音速以上となり、その気流で粒子(金属粉末)が加速されて臨界速度以上とすることができる。粒子の堆積速度を高めてターゲット層3の製造コストを低減する上で、ノズル形状の最適化と共にノズルの複数化が有効である。
【0033】
ガス流で加速された粒子が金属基体2に衝突する際に、粒子速度が高いと粒子の塑性変形で表面酸化膜が除去されるため、酸素含有量を低下させることができる。金属粒子の材質により堆積し始める臨界速度は異なるが、粒子速度が700m/sec未満の場合には、粒子衝突時の変形が少なく、表面酸化膜の除去が不完全となる。これによって、ターゲット層3の酸素含有量が増加するだけでなく、膜密度も低下する。これに対して、粒子速度が700m/sec以上の場合には、衝突エネルギーが増大して粒子の変形が大きくなり、粒子の酸化被膜が除去されて堆積膜の酸素量を低減することができると共に、膜密度の向上を図ることが可能となる。
【0034】
金属粉末は軟化温度近傍の温度に加熱した状態でガス流に投入することが好ましい。これによって、表面形状(平面形状)が等軸で、かつ断面形状が扁平な金属粒子4を堆積させた組織が得られやすくなる。金属粉末は軟化開始温度以上に加熱することが好ましい。さらに、ガス流体としてHeガスを使用する場合、ガス圧力は0.6MPa以上に設定することが好ましい。これによって、金属原料粒子の流速が向上するため、表面での平面形状が等軸で、かつ断面形状が扁平な金属粒子4を堆積させた組織が得られやすくなる。
【0035】
上述したようなガス流で加速された金属粉末(金属原料粒子)を金属基体2に衝突させることによって、金属粒子4の堆積膜からなるターゲット層3を形成する。金属原料粒子は金属基体2への衝突エネルギーで塑性変形して断面形状が扁平になると共に、表面形状(平面形状)が等軸になる。このような金属粒子4の形状に基づいて高密度で酸素含有量等のガス成分量が低いターゲット層3を得ることができる。さらに、金属原料粒子の衝突時に粒成長するようなこともないため、微粒子状の金属粒子4で構成されたターゲット層3が得られる。このようなターゲット層3によれば、スパッタ成膜時におけるパーティクルの発生を抑制することが可能となる。
【0036】
金属原料粒子を金属基体2上に堆積させて形成したターゲット層3は、堆積膜の表面が凹凸状態となるため、機械加工で表面を平坦化することが好ましい。機械加工面には加工による微細な付着物があり、それがスパッタ初期時のパーティクルの発生源となる場合がある。このため、加工面にドライアイスクリーニング処理等を施して、表面の付着物を除去することが好ましい。ドライアイスはそれ自体がターゲット面を汚染することがないため、ターゲット表面の清浄化処理として有効な手段である。ドライアイスは数mm程度のペレットを直接吹付けてもよいし、粉砕して1mm以下とした状態で吹付けてもよい。この際、吹付けるガス圧力は0.3MPa以上とすることが好ましい。それ以下の圧力では付着物を十分に除去することができないおそれがある。
【0037】
金属原料粒子を金属基体2上に堆積させて形成したターゲット層3をそのまま使用する場合には、その表面に脱落しやすい粒子が付着していることがある。このため、金属粒子の堆積膜にドライアイスクリーニング処理等を施して、表面の脱落しやすい粒子を除去することが好ましい。ドライアイスクリーニング処理等による事前の表面処理を実施しないと、スパッタ初期時にパーティクルが増加する傾向がある。ドライアイスはそれ自体が堆積膜を汚染することがないため、堆積膜の形態制御の事前処理として有効である。
【0038】
さらに、機械加工に関してはターゲットサイズが大きくなると大型機械加工設備が必要となるため、簡便に堆積膜表面の凹凸を平坦化する手段としてボールショット処理も有効である。表面を平坦化するボールとしては、ボール径が1.5mm以上のジルコニアボールが有効であるが、ボール材質は表面汚染が少なくなるようにターゲット層3と同材質であることが好ましい。ボールショット面とドライアイスクリーニング処理とを併用することで、平滑化した加工面に残留する付着物が除去され、異物のない面とすることができる。よって、パーティクルの発生量をさらに低減することが可能となる。ターゲット層3には堆積膜の軟化や脱ガス等を目的として、必要に応じてアニーリング処理が施される。
【0039】
この実施形態のスパッタリングターゲット1は、ターゲット層3としての金属粒子4の堆積膜を粒子の吹き付けという簡易な工程で形成することができるため、スパッタリングターゲット1の製造コストを低減することが可能となる。特に、大面積のターゲット層3であっても良好にかつ効率よく形成することができるため、大型のスパッタリングターゲット1を低コストで作製することが可能となる。さらに、ターゲット層3はバッキングプレートを兼ねる金属基体2に直接形成することができるため、スパッタリングターゲットの大型化によるバッキングプレートとの接合不良等を招くこともない。
【0040】
その上で、ターゲット層3は高密度化することができ、さらに酸素含有量等のガス成分量も低減することができるため、異常放電やそれに起因するスプラッシュの発生等が抑制される。これらによって、スパッタリング時におけるパーティクルの発生量を低減することが可能となる。パーティクルの抑制に関してはターゲット層3の微粒子化や平面形状も寄与する。ターゲット層3は金属原料粒子の結晶構造が実質的に維持されるため、スパッタ膜の膜厚の均一性を高めることができる。従って、この実施形態のスパッタリングターゲット1を用いることによって、各種素子や部品の配線、電極、バリア層、下地層等として用いられる金属薄膜や金属化合物薄膜を歩留りよく形成することが可能となる。
【0041】
さらに、使用済みのスパッタリングターゲット1に対しては、ターゲット層3のエロージョンされた部分に再度金属原料粒子の堆積工程を実施することによって、ターゲット層3を再生することができる。このように、この実施形態のターゲット層3は再生利用が可能であり、スパッタリングターゲット1の製造コストをさらに低減することが可能となる。従って、このようなスパッタリングターゲット1を各種薄膜形成用のスパッタリング装置に適用することによって、配線膜や素子等の不良発生原因となるスパッタ膜中へのパーティクルの混入を抑制することができると共に、各種素子や部品等の生産性の向上、並びに成膜コストの低減を図ることが可能となる。
【実施例】
【0042】
次に、本発明の具体的な実施例およびその評価結果について述べる。
【0043】
(実施例1〜8)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が35μmのAl粉末を投入した。Al粉末を200℃に加熱しながら、ノズル速度25mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのAl堆積膜をターゲット層として形成した。
【0044】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニール処理および脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするAlスパッタリングターゲットをそれぞれ得た。これらのスパッタリングターゲットのAlターゲット層の相対密度、酸素量、Al粒子の扁平率、扁平粒子の存在比、さらにX線回折によるピーク比を前述した方法にしたがって測定、評価した。それらの結果を表1に示す。実施例2によるAlターゲット層の厚さ方向の断面観察結果を図4に示す。
【0045】
(比較例1〜4)
コールドスプレー装置のHeガス圧力を50〜80psi(0.34〜0.55MPa)に設定する以外は、上記実施例と同様のAl粉末を用い、同様な条件でAl堆積膜をターゲット層として形成した。これらのAlスパッタリングターゲットについても、実施例と同様にして相対密度、酸素量、Al粒子の扁平率等を測定、評価した。それらの結果を表1に示す。比較例1によるAlターゲットの厚さ方向の断面観察結果を図5に示す。
【0046】
(比較例5)
実施例1と同様のAl粉末を用いて、減圧プラズマ溶射法でAlターゲット層を形成した。具体的には、減圧チャンバ内を真空排気した後、Arガスを導入してチャンバ内を13kPaの圧力とし、電流550A、電圧65V、Arガス流量/圧力を75/80に設定し、Cu製バッキングプレート上に厚さ12mmのAl堆積膜をターゲット層として形成した。次に、堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理した。このAlスパッタリングターゲットについても、上記実施例と同様にして相対密度、酸素量、Al粒子の扁平率等を測定、評価した。それらの結果を表1に示す。
【0047】
上述した実施例1〜8および比較例1〜5による各Alスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのAl薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表1に併せて示す。
【0048】
【表1】
【0049】
表1から明らかなように、実施例1〜8の各スパッタリングターゲットを用いた場合には、比較例1〜4や比較例5のスパッタリングターゲットに比べてパーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、条件を適切化したコールドスプレー法でAl粒子を堆積させて形成したAlターゲット層を有する実施例1〜8のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0050】
(実施例9〜15)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が33μmのCu粉末を投入した。Cu粉末を250℃に加熱しながら、ノズル速度25mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのCu堆積膜をターゲット層として形成した。
【0051】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするCuスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのCuターゲット層の相対密度、酸素量、Cu粒子の扁平率、扁平粒子の存在比、さらにX線回折によるピーク比を前述した方法にしたがって測定、評価した。それらの結果を表2に示す。
【0052】
(比較例6〜9)
コールドスプレー装置のHeガス圧力を50〜80psi(0.34〜0.55MPa)に設定する以外は、上記実施例と同様のCu粉末を用い、同様な条件でCu堆積膜をターゲット層として形成した。これらのCuスパッタリングターゲットについても、実施例と同様にして相対密度、酸素量、Cu粒子の扁平率等を測定、評価した。それらの結果を表2に示す。
【0053】
(比較例10)
実施例9と同様のCu粉末を用いて、減圧プラズマ溶射法でCuターゲット層を形成した。具体的には、減圧チャンバ内を真空排気した後、Arガスを導入してチャンバ内を13kPaの圧力とし、電流600A、電圧65V、Arガス流量/圧力を75/80に設定し、Cu製バッキングプレート上に厚さ12mmのCu堆積膜をターゲット層として形成した。次に、堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理した。このCuスパッタリングターゲットについても、上記実施例と同様にして相対密度、酸素量、Cu粒子の扁平率等を測定、評価した。それらの結果を表2に示す。
【0054】
上述した実施例9〜15および比較例6〜10による各Cuスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのCu薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表2に併せて示す。
【0055】
【表2】
【0056】
表2から明らかなように、実施例9〜15の各スパッタリングターゲットを用いた場合には、比較例6〜9や比較例10のスパッタリングターゲットに比べてパーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、条件を適切化したコールドスプレー法でCu粒子を堆積させて形成したCuターゲット層を有する実施例9〜15のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0057】
(実施例16〜23)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が27μmのAl粉末を投入した。Al粉末としては回転電極法で作製した球状粒子を使用した。このようなAl粉末を230℃に加熱しながら、ノズル速度30mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのAl堆積膜をターゲット層として形成した。
【0058】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするAlスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのAlターゲット層の相対密度、酸素量、断面におけるAl粒子の扁平率と扁平粒子の存在比、表面におけるAl粒子の形状(平均値)を前述した方法にしたがって測定、評価した。それらの結果を表3に示す。
【0059】
実施例16〜23による各Alスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのAl薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表3に示す。表3には比較例1〜4の結果も併せて示す。
【0060】
【表3】
【0061】
表3から明らかなように、実施例16〜23の各スパッタリングターゲットを用いた場合には、パーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、実施例16〜23のスパッタリングターゲットはパーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【0062】
(実施例24〜30)
まず、Cu製バッキングプレートを設置したコールドスプレー装置に、100psi(0.69MPa)のHeガス流を生じさせ、これに平均粒子径が28μmのCu粉末を投入した。Cu粉末としては回転電極法で作製した球状粒子を使用した。このようなCu粉末を300℃に加熱しながら、ノズル速度30mm/sec、ピッチ1mm、粉末供給量20〜40g/minで、Cu製バッキングプレート上に衝突させることによって、それぞれ厚さ12mmのCu堆積膜をターゲット層として形成した。
【0063】
次に、各堆積膜を直径200mm×厚さ10mmの大きさに機械加工した後、加工表面を0.45MPaの圧力でドライアイスクリーニング処理した。さらに、洗浄および乾燥処理を行った後、アニールおよび脱ガス処理として3×10-2Pa以下の真空雰囲気中にて250℃×3時間の条件で熱処理して、目的とするCuスパッタリングターゲットをそれぞれ得た。これらスパッタリングターゲットのCuターゲット層の相対密度、酸素量、断面におけるCu粒子の扁平率と扁平粒子の存在比、表面におけるCu粒子の形状(平均値)を前述した方法にしたがって測定、評価した。それらの結果を表4に示す。
【0064】
実施例24〜30による各Cuスパッタリングターゲットをマグネトロンスパッタリング装置に取り付けて、それぞれSi基板上に厚さ0.3μmのCu薄膜を成膜した。成膜後にSi基板上に付着した直径0.2μm以上のパーティクルの数をパーティクルカウンタで測定した。また、スパッタ工程における異常放電の発生回数をアークモニターで検出した。これらの結果を表4に示す。表4には比較例6〜9の結果も併せて示す。
【0065】
【表4】
【0066】
表4から明らかなように、実施例24〜30の各スパッタリングターゲットを用いた場合には、パーティクルの発生量が少なく、また異常放電の発生回数も減少していることが分かる。これらの結果から、実施例24〜30のスパッタリングターゲットは、パーティクルや異常放電の発生を有効かつ安定に抑制することが可能であることが確認された。
【産業上の利用可能性】
【0067】
本発明の態様に係るスパッタリングターゲットの製造方法では、低コストの金属粒子の堆積膜をターゲット層に適用し、その上で堆積膜(ターゲット層)の高密度化を図っている。従って、スパッタリングターゲットの製造コストの低減を図った上で、スパッタリングターゲットに起因するパーティクルの発生を抑制することが可能となる。本発明によれば、高性能のスパッタリングターゲットを安価に提供することが可能となる。
【符号の説明】
【0068】
1…スパッタリングターゲット、2…基体、3…ターゲット層、4…金属粒子。
【特許請求の範囲】
【請求項1】
基体と金属原料粒子とを準備する工程と、
前記基体にコールドスプレー法を適用して前記金属原料粒子を高速で吹付け、前記基体上に金属粒子の堆積膜からなるターゲット層を形成する工程であって、前記ターゲット層のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、前記金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、前記P1と前記P2との差が10%以内となるように、前記金属原料粒子を前記基体に吹付ける工程とを具備し、
前記ターゲット層の厚さ方向の断面における前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の扁平率、前記ターゲット層の表面に存在する前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の平面形状としたとき、前記ターゲット層の厚さ方向の断面における前記扁平率が1.5以上の前記金属粒子の個数比率が90%以上であり、かつ前記ターゲット層の表面に存在する前記金属粒子の前記平面形状が1以上2以下の範囲であるターゲット層を、前記金属原料粒子の吹付け工程で得ることを特徴とするスパッタリングターゲットの製造方法。
【請求項2】
請求項1記載のスパッタリングターゲットの製造方法において、
前記金属原料粒子を不活性ガス流で加速して前記基体に衝突させることを特徴とするスパッタリングターゲットの製造方法。
【請求項3】
請求項2記載のスパッタリングターゲットの製造方法において、
前記金属原料粒子を加熱しつつ前記不活性ガス流で加速することを特徴とするスパッタリングターゲットの製造方法。
【請求項4】
請求項1ないし請求項3のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記ターゲット層の厚さ方向の断面における前記金属粒子の平均扁平率を1.8以上とすることを特徴とするスパッタリングターゲットの製造方法。
【請求項5】
請求項1ないし請求項4のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記金属粒子はAl、Cu、Ti、Ni、Cr、CoおよびTaから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項6】
請求項1ないし請求項4のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記金属粒子はAlおよびCuから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項7】
請求項1ないし請求項6のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記基体はCu、AlおよびFeから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項8】
請求項1ないし請求項7のいずれか1項記載のスパッタリングターゲットの製造方法において、
さらに、前記金属粒子の堆積膜の表面を平坦化する工程と、
前記平坦化した表面にドライアイスクリーニング処理を施す工程と
を具備することを特徴とするスパッタリングターゲットの製造方法。
【請求項1】
基体と金属原料粒子とを準備する工程と、
前記基体にコールドスプレー法を適用して前記金属原料粒子を高速で吹付け、前記基体上に金属粒子の堆積膜からなるターゲット層を形成する工程であって、前記ターゲット層のX線回折チャートにおける第1ピークと第2ピークとの比率をP1、前記金属原料粒子のX線回折チャートにおける第1ピークと第2ピークとの比率をP2としたとき、前記P1と前記P2との差が10%以内となるように、前記金属原料粒子を前記基体に吹付ける工程とを具備し、
前記ターゲット層の厚さ方向の断面における前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の扁平率、前記ターゲット層の表面に存在する前記金属粒子の最大径をX、最小径をY、前記最小径Yに対する前記最大径Xの比(X/Y)を前記金属粒子の平面形状としたとき、前記ターゲット層の厚さ方向の断面における前記扁平率が1.5以上の前記金属粒子の個数比率が90%以上であり、かつ前記ターゲット層の表面に存在する前記金属粒子の前記平面形状が1以上2以下の範囲であるターゲット層を、前記金属原料粒子の吹付け工程で得ることを特徴とするスパッタリングターゲットの製造方法。
【請求項2】
請求項1記載のスパッタリングターゲットの製造方法において、
前記金属原料粒子を不活性ガス流で加速して前記基体に衝突させることを特徴とするスパッタリングターゲットの製造方法。
【請求項3】
請求項2記載のスパッタリングターゲットの製造方法において、
前記金属原料粒子を加熱しつつ前記不活性ガス流で加速することを特徴とするスパッタリングターゲットの製造方法。
【請求項4】
請求項1ないし請求項3のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記ターゲット層の厚さ方向の断面における前記金属粒子の平均扁平率を1.8以上とすることを特徴とするスパッタリングターゲットの製造方法。
【請求項5】
請求項1ないし請求項4のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記金属粒子はAl、Cu、Ti、Ni、Cr、CoおよびTaから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項6】
請求項1ないし請求項4のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記金属粒子はAlおよびCuから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項7】
請求項1ないし請求項6のいずれか1項記載のスパッタリングターゲットの製造方法において、
前記基体はCu、AlおよびFeから選ばれる金属または前記金属を主成分とする合金からなることを特徴とするスパッタリングターゲットの製造方法。
【請求項8】
請求項1ないし請求項7のいずれか1項記載のスパッタリングターゲットの製造方法において、
さらに、前記金属粒子の堆積膜の表面を平坦化する工程と、
前記平坦化した表面にドライアイスクリーニング処理を施す工程と
を具備することを特徴とするスパッタリングターゲットの製造方法。
【図1】

【図2】

【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−32597(P2013−32597A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−248166(P2012−248166)
【出願日】平成24年11月12日(2012.11.12)
【分割の表示】特願2008−552023(P2008−552023)の分割
【原出願日】平成19年12月26日(2007.12.26)
【出願人】(000003078)株式会社東芝 (54,554)
【出願人】(303058328)東芝マテリアル株式会社 (252)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年11月12日(2012.11.12)
【分割の表示】特願2008−552023(P2008−552023)の分割
【原出願日】平成19年12月26日(2007.12.26)
【出願人】(000003078)株式会社東芝 (54,554)
【出願人】(303058328)東芝マテリアル株式会社 (252)
【Fターム(参考)】
[ Back to top ]