
セグメント製造用型枠

【課題】 コンクリートの打設時における型枠内からの気泡の排出を確実に行って、セグメント製品の外周面を平滑に仕上げ、かつ脱気用シートの洗浄作業を容易に行う。
【解決手段】 セグメント製造用型枠1は、上側に開放された開口部2aを有する型枠本体2と、型枠本体2の上端に開口部2aを覆うように配設される蓋型枠3と、蓋型枠3の内面3b側に沿って配設され、型枠本体2に縦、横マグネット(マグネット)8a,8bで着脱自在に保持される脱気用シート4とを備え、蓋型枠3の内面3bには、内面3bとの間に所定の隙間があくように脱気用シート4に接触する突起7bが複数設けられた構成とされ、型枠本体2と内面3b側に脱気用シート4を沿わせた蓋型枠3とで囲まれた成型空間にコンクリートを打設してセグメントを形成するようになっている。
【解決手段】 セグメント製造用型枠1は、上側に開放された開口部2aを有する型枠本体2と、型枠本体2の上端に開口部2aを覆うように配設される蓋型枠3と、蓋型枠3の内面3b側に沿って配設され、型枠本体2に縦、横マグネット(マグネット)8a,8bで着脱自在に保持される脱気用シート4とを備え、蓋型枠3の内面3bには、内面3bとの間に所定の隙間があくように脱気用シート4に接触する突起7bが複数設けられた構成とされ、型枠本体2と内面3b側に脱気用シート4を沿わせた蓋型枠3とで囲まれた成型空間にコンクリートを打設してセグメントを形成するようになっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トンネル覆工体用セグメント等のコンクリートセグメントを形成する際に使用するセグメント製造用型枠に関するものである。
【背景技術】
【0002】
従来、この種のセグメント製造用型枠として、上側に開口部を有する型枠本体に、該開口部を覆うように蓋型枠を配設すると共に、前記蓋型枠の内面側に脱気用シートを沿わせて配設し、前記型枠本体と蓋型枠とで囲まれた成型空間にコンクリートを打設して硬化させることにより、コンクリートセグメントを形成するものが知られている(例えば、特許文献1,2参照)。
【特許文献1】特開2002−200610号公報
【特許文献2】特開2003−231113号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記セグメント製造用型枠においては、前記蓋型枠と前記脱気用シートの中央頂部に設けたコンクリート投入部を通して、前記成型空間に高流動性を有するコンクリートを打設する際、打設されて上昇するコンクリートの上面に残存する気泡を、前記脱気用シートの網目を透過させて、前記コンクリート投入部から外部へ逃がして除去するようになっている。しかし、コンクリートが前記成型空間に一杯に充填されるに至ると、コンクリートによって前記脱気用シートが蓋型枠の内面に押し付けられて密着されるために、コンクリート上面に残存する気泡の前記コンクリート投入部側への逃げ道が塞がれてしまい、前記気泡の型枠外への排出を確実に行うことができず、成型されたセグメント製品の外周面を気泡あばたのない平滑な面に仕上げることができないおそれがあった。
【0004】
また、前記脱気用シートは、使用している間に網目にコンクリートが徐々に入り込んで詰まり、脱気性能が悪化するため、時々洗浄してその詰まりを除去しなければならないが、前記蓋型枠に締結手段によって一体的に取り付けられているので、蓋型枠を洗浄する際に清掃工場において該蓋型枠と一緒に洗浄水の噴射によって前記網目に付着したコンクリートを洗い流す必要がある。この洗浄作業は手間と労力が掛かるばかりでなく、特に複数枚の脱気用シートを使用する場合には、蓋型枠の内周面側に配置した粗目の脱気用シートの網目に入り込んだコンクリート中の骨材やモルタルの固化粒は容易に洗い流すことができず、洗浄作業に長時間を要する問題があった。
【0005】
本発明は、上記事情に鑑みてなされたものであって、コンクリートの打設時における型枠内からの気泡の排出を確実に行うことができて、成型されたセグメント製品の外周面を平滑に仕上げることができ、かつ脱気用シートの洗浄作業を容易に行うことができるセグメント製造用型枠を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、前記課題を解決するために、以下の点を特徴としている。
すなわち、請求項1に係るセグメント製造用型枠は、上側に開放された開口部を有する型枠本体と、該型枠本体の前記開口部を覆うように配設される蓋型枠と、該蓋型枠の内面側に沿って配設され前記型枠本体に着脱自在に保持される脱気用シートとを備え、前記型枠本体と内面側に前記脱気用シートを沿わせた蓋型枠とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、前記蓋型枠の内面には、該内面との間に隙間をあけて前記脱気用シートを支持する突起が複数設けられていることを特徴としている。
【0007】
請求項2に係るセグメント製造用型枠は、請求項1に記載のセグメント製造用型枠において、前記突起が、コンクリート難付着性を有する材料製の接合板に形成され、該接合板が前記蓋型枠の内面側に固定されることにより設けられていることを特徴としている。
【0008】
請求項3に係るセグメント製造用型枠は、請求項1または2に記載のセグメント製造用型枠において、前記脱気用シートがマグネットによって前記型枠本体に着脱自在に保持されることを特徴としている。
【発明の効果】
【0009】
本発明によれば、以下の優れた効果を奏する。
すなわち、請求項1に係るセグメント製造用型枠によれば、型枠本体と蓋型枠で囲まれた成型空間に打設されたコンクリートの上面が上昇して、脱気用シートを蓋型枠の内面側に押し付ける状態になったとき、前記蓋型枠に形成した突起がその先端面で脱気用シートをしっかりと支持し、脱気用シートが蓋型枠の内面に密着するのを阻止して、該蓋型枠の内面と脱気用シートとの間の隙間に空気の逃げ道を確保することができるので、コンクリートの上面に付着、残存していた気泡を脱気用シートの網目から前記隙間に確実に逃がした後、該隙間における前記突起の相互間を通して、前記成型空間へのコンクリート投入部から円滑に外部へ排出させることができる。これにより、外周面に気泡あばたの無い平滑な仕上げ面を有するセグメント製品を形成することができる。
【0010】
また、請求項2に係るセグメント製造用型枠によれば、突起を形成した接合板の製作を容易に行うことができ、該接合板を蓋型枠に固定することにより、該蓋型枠に空気の逃げ道を確保するための突起を容易に形成することができると共に、前記接合板はコンクリートが付着して硬化することがなく、蓋型枠を洗浄する手間を省略することができる。
【0011】
また、請求項3に係るセグメント製造用型枠によれば、脱気用シートは、その型枠本体への着脱が容易であり、蓋型枠に取り付ける必要がなく、洗浄時には、型枠本体から取り外した脱気用シートのみを洗浄すればよいので、従来のように、型枠を清掃工場に運搬して蓋型枠に取り付けた状態で脱気用シートを洗浄する必要がないから、脱気用シートの洗浄作業を極めて容易に、短時間で行うことができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の一実施の形態に係るセグメント製造用型枠について添付図面を参照して説明する。
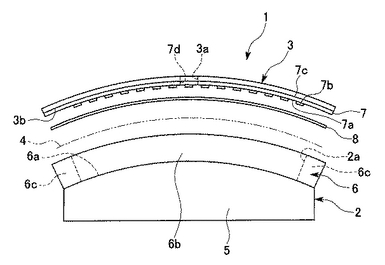
図1〜図3において、1は本発明の一実施の形態に係るセグメント製造用型枠である。このセグメント製造用型枠1は、側面視で円弧状をなし平面視で長方形状をなすコンクリートセグメント(以下、単に「セグメント」という)を工場におけるプレキャストで形成する際に使用するもので、上側に前面が開放された開口部2aを有する型枠本体2と、該型枠本体2の上端に前記開口部2aを覆うように配設される蓋型枠3と、該蓋型枠3の内面側に沿って配設され前記型枠本体2に着脱自在に保持される脱気用シート4とを備えている。
【0013】
前記型枠本体2は、床上に設置される台部5上に型枠部6を設けて構成されている。該型枠部6は、前記セグメントの円弧の半径方向における内周面を形成するための、上側に凸の円筒面形状をなし、かつ平面視で長方形状をなす内周面形成部6aと、該内周面形成部6aの軸線方向(図2で紙面に垂直な方向、図3で左右方向)の両端縁部から上方に垂直に突き出して設けられ、セグメントの軸線方向における両端面を形成する一対の軸端面形成部6b,6bと、前記内周面形成部6aの周方向における両端縁部から半径方向の外方へ突き出して設けられ、セグメントの周方向における両端面を形成する一対の周端面形成部6c,6cとを備えている。
【0014】
前記軸端面形成部6b,6bの上面と前記周端面形成部6c、6cの上面は、前記内周面形成部6aの円弧の半径にセグメントの厚さに相当する長さを加えた半径を有する円筒面形状に形成されている。
前記蓋型枠3は、セグメントの半径方向における外周面を形成するものであり、側面視(図2)で上側に凸の円弧状をなし、かつ平面視で長方形状をなす鋼板等の板部材からなっており、円周方向の中央(頂部)には、コンクリートを投入するための矩形状の開口部(コンクリート投入部)3aが、円周方向に所定の幅を有し軸線方向に沿って前記開口部2aの幅(前記軸端面形成部6b,6bの内面間距離)に等しい範囲にわたって形成されている。
【0015】
そして、前記蓋型枠3の半径方向における内面3b側には、内周面7aに複数の突起7bを前記半径方向の内方に向けて突出して形成した接合板7が、外周面7cを接着剤によって接着して固定されている。前記接合板7は、蓋型枠3と同じ外形寸法に形成され、前記コンクリート投入部3aに対応する位置にそれと同一形状の開口部7dが設けられており、ゴム、合成樹脂等のコンクリートが付着しにくい材料(コンクリート難付着性材料)で構成されている。前記接合板7がゴム、合成樹脂製であると、軽量であり、成形により容易に製作することができると共に、可撓性があって容易に蓋型枠3に沿わせて接着することができる。
また、前記突起7bは、所定高さを有する小円盤形状に形成され、蓋型枠3の軸線方向と円周方向に所定間隔をあけて整列され、前記コンクリート投入部3a(開口部7d)の部分を除く、前記型枠本体2の開口部2aに対応する全域にわたって配置されている。
【0016】
前記脱気用シート4は、従来周知の通り、ステンレス鋼等の金属製網、合成繊維の織布あるいは、不織布等からなり、平面視で蓋型枠3と略同一大きさの長方形状に形成されており、蓋型枠3のコンクリート投入部3aに対応する中央の位置には、該コンクリート投入部3aと同一形状の開口部4aが設けられている。
そして、前記脱気用シート4は、前記型枠本体2の開口部2a側において、型枠部6の軸端面形成部6b,6bと周端面形成部6c,6cの上面に沿うようにして配置された状態で、その上方から前記軸端面形成部6b,6bと周端面形成部6c,6cの上面に沿うように載置された長尺で平板状の縦マグネット(マグネット)8a,8aと横マグネット(マグネット)8b,8bによる吸着力によって、型枠本体2に対し着脱可能に固定されるようになっている。
なお、前記縦マグネット8a,8aと横マグネット8b,8bは、それぞれ、前記軸端面形成部6b,6bと周端面形成部6c,6cに沿った一本の長尺のものとして形成した例を示したが、これに限らず、複数に分割したものとして形成し、それらの分割片を連続してもしくは適宜間隔をあけて、前記軸端面形成部6b,6bと周端面形成部6c,6cに沿って配列して、前記脱気用シート4を型枠本体2に固定するようにしてもよい。
【0017】
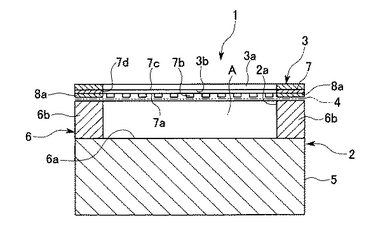
次に、前記構成のセグメント製造用型枠1を使用してセグメントを製造する場合は、型枠本体2の型枠部6の上面に脱気用シート4を配置して、該脱気用シート4を、その上方から前記軸端面形成部6b,6bと周端面形成部6c,6cに沿って載置した前記縦、横マグネット8a,8a、8b,8bによって型枠本体2に固定する。そして、前記突起7bを形成した接合板7を設けた蓋型枠3を、前記脱気用シート4の上方から前記開口部2aを覆うように前記型枠部6に載せて、図示しない型締め機構によって型枠本体2に固定する。しかる後に、前記蓋型枠3のコンクリート投入部3aからコンクリートを投入すると、前記接合板7の開口部7dと脱気用シート4の開口部4aを経て、型枠本体2と蓋型枠3とで囲まれた成型空間Aにコンクリートが打設される。該打設されたコンクリートは、先ず型枠部6の内周面形成部6aによってセグメントの半径方向における内周面を形成された後、徐々に上面を上昇しながら前記軸端面形成部6b,6bと周端面形成部6c,6cによって、セグメントの軸方向の両端面と周方向の両端面を形成され、上昇端に至って蓋型枠3によってセグメントの半径方向における外周面を形成される。
【0018】
その際、コンクリートの上面の上昇過程では、コンクリートの上面の上方における成型空間Aに充満していた空気が、前記脱気用シート4の網目を透過して、開口部4a,7dとコンクリート投入部3aを通して外部に排出され、コンクリートの上面がその上昇端に至ると、該コンクリートの上面が前記脱気用シート4を蓋型枠3の内面3b側に押し付けることとなる。このとき、前記接合板7に形成した突起7bがその先端面で脱気用シート4をしっかりと支持し、脱気用シート4が蓋型枠3の内面3b(接合板7の内周面7a)に密着するのを阻止して、該内面3b(内周面7a)と脱気用シート4との間の隙間に空気の逃げ道を確保するので、コンクリートの上面に付着、残存していた気泡を脱気用シート4の網目から前記隙間に確実に逃がした後、該隙間における前記突起7b,7bの相互間を通って、コンクリート投入部3aから円滑に外部へ排出される。
【0019】
前記型枠本体2と蓋型枠3との成型空間Aにコンクリートを打設してセグメントを繰り返し製造すると、前記脱気用シート4にコンクリートが付着硬化して網目が目詰まりを起こし、打設時にコンクリート上面に残留する気泡の除去が不十分となって平滑な外周面のセグメント製品が形成できなくなるので、所定個数のセグメントを製造する毎に、前記脱気用シート4を洗浄する必要がある。その際は、前記型締め機構を解除して、前記蓋型枠3を型枠本体2から取り外した後、前記縦、横マグネット8a,8bを取り除いて、前記脱気用シート4を型枠本体2から取り外して、該脱気用シート4のみを洗浄すればよい。従来のように、型枠を清掃工場に運搬して蓋型枠3に取り付けた状態で脱気用シート4を洗浄する必要がないから、脱気用シート4の洗浄作業が極めて容易に、短時間で行える。
なお、前記接合板7はゴム、合成樹脂等で形成されているから、コンクリートが付着して硬化することがなく、蓋型枠3の洗浄の手間を省略することができる。
【0020】
前記のように、実施の形態に係るセグメント製造用型枠1は、上側に前面を開放された開口部2aを有する型枠本体2と、該型枠本体2の前記開口部2aを覆うように配設される蓋型枠3と、該蓋型枠3の半径方向における内面3b側に沿って配設され、前記型枠本体2に着脱自在に保持される脱気用シート4とを備え、前記型枠本体2と内面3b側に前記脱気用シート4を沿わせた蓋型枠3とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、前記蓋型枠3の内面3bには、該内面3bとの間に隙間をあけて前記脱気用シート4を支持する突起7bが複数設けられた構成とされている。
【0021】
したがって、実施の形態に係るセグメント製造用型枠1によれば、型枠本体2と蓋型枠3で囲まれた成型空間に打設されたコンクリートの上面が上昇して、前記脱気用シート4を蓋型枠3の内面3b側に押し付ける状態になったとき、前記接合板7に形成した突起7bがその先端面で脱気用シート4をしっかりと支持し、該脱気用シート4が蓋型枠3の内面3bに密着するのを阻止して、該内面3bと脱気用シート4との間の隙間に空気の逃げ道を確保することができるので、コンクリートの上面に付着、残存していた気泡を脱気用シート4の網目から前記隙間に確実に逃がした後、該隙間における前記突起7b,7bの相互間を通して、コンクリート投入部3aから円滑に外部へ排出させることができる。これにより、外周面に気泡あばたの無い平滑な仕上げ面を有するセグメント製品を形成することができる。
【0022】
また、実施の形態に係るセグメント製造用型枠1によれば、前記突起7bをコンクリート難付着性を有するゴム、合成樹脂製等の接合板7に形成し、該接合板7を前記蓋型枠3の内面3b側に固定することにより、前記突起7bが間接的に蓋型枠3に設けられた構成としたので、突起7bを形成した接合板7は成形により製作を容易に行うことができ、該接合板7を蓋型枠3に固定するだけで、該蓋型枠3に空気の逃げ道を確保するための突起7bを容易に形成することができると共に、前記接合板7はコンクリートが付着して硬化することがなく、蓋型枠3を洗浄する手間を省略することができる。
さらに、前記脱気用シート4を縦、横マグネット8a,8bによって型枠本体2に着脱自在に保持するようにしたので、脱気用シートは、その前記型枠本体2への着脱が容易であり、蓋型枠3に取り付ける必要がなく、洗浄時には、型枠本体2から取り外した脱気用シート4のみを洗浄すればよい。従来のように、型枠を清掃工場に運搬して蓋型枠3に取り付けた状態で脱気用シート4を洗浄する必要がないから、脱気用シート4の洗浄作業を極めて容易に、短時間で行うことができる。
【0023】
なお、前記実施の形態に係るセグメント製造用型枠1においては、前記脱気用シート4を1枚だけ使用した例を示したが、脱気用シート4は1枚に限らず、2枚以上重ねて使用することもできる。その場合、蓋型枠3の半径方向における内面3bに近い側ほど網目の粗いものを使用するのが好ましい。複数枚の脱気用シート4の相互間にコンクリートが付着硬化しても、各脱気用シート4は型枠本体2から簡単に取り外せるので、相互に分離して簡単に洗浄することができる。
前記突起7bを形成した接合板7を前記蓋型枠3の内面3b側に接着して固定するようにしたので、該蓋型枠3の内面3bに突起を容易に設けることができて好ましいが、本発明はこれに限らず、蓋型枠3の内面に直接に前記突起7bを設けるようにしてもよく、前記接合板7を接着によらず、適宜締結手段によって着脱可能に蓋型枠3に固定するようにしてもよい。
【0024】
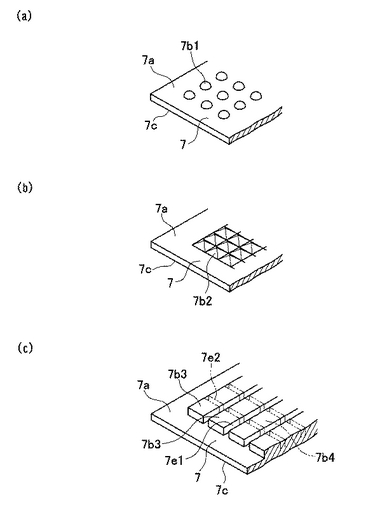
また、前記接合板7の突起7bを小円盤状に形成したので、比較的広い面で前記脱気用シート4をしっかりと支持することができて、蓋型枠3の内面と脱気用シート8との間に空気の逃げ道を良好に確保できて好ましいが、これに限らず、円錐状、円錐台状に形成してもよく、図4(a)に示すように半球状の突起7b1に形成したり、図4(b)に示すように四角錐状の突起7b2に形成して、各突起7b1,7b2の頂点部で脱気用シート4を点接触状態で支持するようにしてもよい。さらには、図4(c)に示すように、前記蓋型枠3の周方向に沿う矩形もしくはその他の断面を有する複数の縦溝7e1を、蓋型枠3の軸線方向に所定間隔をあけて形成し、前記縦溝7e1,7e1の相互間に周方向に沿う断面矩形状の突条7b3を設けたり、前記縦溝7e1に直角な方向に横溝7e2を加えて、矩形盤状の突起7b4を設けるようにしてもよい。前記突条7b3は本発明においては前記突起7b1,7b2,7b4と同様に突起の範疇に含めるものとする。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施の形態に係るセグメント製造用型枠を分解して示した斜視図である。
【図2】本発明の一実施の形態に係るセグメント製造用型枠を分解して示した側面図である。
【図3】本発明の一実施の形態に係るセグメント製造用型枠を示す正断面図である。
【図4】蓋型枠に設ける突起の形状例を示す斜視図である。
【符号の説明】
【0026】
1 セグメント製造用型枠
2 型枠本体
2a,4a,7d 開口部
3 蓋型枠
3a 開口部(コンクリート投入部)
4 脱気用シート
5 台部
6 型枠部
7 接合板
7b、7b1,7b2,7b4 突起
7b3 突条
8a,8b 縦、横マグネット(マグネット)
【技術分野】
【0001】
本発明は、トンネル覆工体用セグメント等のコンクリートセグメントを形成する際に使用するセグメント製造用型枠に関するものである。
【背景技術】
【0002】
従来、この種のセグメント製造用型枠として、上側に開口部を有する型枠本体に、該開口部を覆うように蓋型枠を配設すると共に、前記蓋型枠の内面側に脱気用シートを沿わせて配設し、前記型枠本体と蓋型枠とで囲まれた成型空間にコンクリートを打設して硬化させることにより、コンクリートセグメントを形成するものが知られている(例えば、特許文献1,2参照)。
【特許文献1】特開2002−200610号公報
【特許文献2】特開2003−231113号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
前記セグメント製造用型枠においては、前記蓋型枠と前記脱気用シートの中央頂部に設けたコンクリート投入部を通して、前記成型空間に高流動性を有するコンクリートを打設する際、打設されて上昇するコンクリートの上面に残存する気泡を、前記脱気用シートの網目を透過させて、前記コンクリート投入部から外部へ逃がして除去するようになっている。しかし、コンクリートが前記成型空間に一杯に充填されるに至ると、コンクリートによって前記脱気用シートが蓋型枠の内面に押し付けられて密着されるために、コンクリート上面に残存する気泡の前記コンクリート投入部側への逃げ道が塞がれてしまい、前記気泡の型枠外への排出を確実に行うことができず、成型されたセグメント製品の外周面を気泡あばたのない平滑な面に仕上げることができないおそれがあった。
【0004】
また、前記脱気用シートは、使用している間に網目にコンクリートが徐々に入り込んで詰まり、脱気性能が悪化するため、時々洗浄してその詰まりを除去しなければならないが、前記蓋型枠に締結手段によって一体的に取り付けられているので、蓋型枠を洗浄する際に清掃工場において該蓋型枠と一緒に洗浄水の噴射によって前記網目に付着したコンクリートを洗い流す必要がある。この洗浄作業は手間と労力が掛かるばかりでなく、特に複数枚の脱気用シートを使用する場合には、蓋型枠の内周面側に配置した粗目の脱気用シートの網目に入り込んだコンクリート中の骨材やモルタルの固化粒は容易に洗い流すことができず、洗浄作業に長時間を要する問題があった。
【0005】
本発明は、上記事情に鑑みてなされたものであって、コンクリートの打設時における型枠内からの気泡の排出を確実に行うことができて、成型されたセグメント製品の外周面を平滑に仕上げることができ、かつ脱気用シートの洗浄作業を容易に行うことができるセグメント製造用型枠を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、前記課題を解決するために、以下の点を特徴としている。
すなわち、請求項1に係るセグメント製造用型枠は、上側に開放された開口部を有する型枠本体と、該型枠本体の前記開口部を覆うように配設される蓋型枠と、該蓋型枠の内面側に沿って配設され前記型枠本体に着脱自在に保持される脱気用シートとを備え、前記型枠本体と内面側に前記脱気用シートを沿わせた蓋型枠とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、前記蓋型枠の内面には、該内面との間に隙間をあけて前記脱気用シートを支持する突起が複数設けられていることを特徴としている。
【0007】
請求項2に係るセグメント製造用型枠は、請求項1に記載のセグメント製造用型枠において、前記突起が、コンクリート難付着性を有する材料製の接合板に形成され、該接合板が前記蓋型枠の内面側に固定されることにより設けられていることを特徴としている。
【0008】
請求項3に係るセグメント製造用型枠は、請求項1または2に記載のセグメント製造用型枠において、前記脱気用シートがマグネットによって前記型枠本体に着脱自在に保持されることを特徴としている。
【発明の効果】
【0009】
本発明によれば、以下の優れた効果を奏する。
すなわち、請求項1に係るセグメント製造用型枠によれば、型枠本体と蓋型枠で囲まれた成型空間に打設されたコンクリートの上面が上昇して、脱気用シートを蓋型枠の内面側に押し付ける状態になったとき、前記蓋型枠に形成した突起がその先端面で脱気用シートをしっかりと支持し、脱気用シートが蓋型枠の内面に密着するのを阻止して、該蓋型枠の内面と脱気用シートとの間の隙間に空気の逃げ道を確保することができるので、コンクリートの上面に付着、残存していた気泡を脱気用シートの網目から前記隙間に確実に逃がした後、該隙間における前記突起の相互間を通して、前記成型空間へのコンクリート投入部から円滑に外部へ排出させることができる。これにより、外周面に気泡あばたの無い平滑な仕上げ面を有するセグメント製品を形成することができる。
【0010】
また、請求項2に係るセグメント製造用型枠によれば、突起を形成した接合板の製作を容易に行うことができ、該接合板を蓋型枠に固定することにより、該蓋型枠に空気の逃げ道を確保するための突起を容易に形成することができると共に、前記接合板はコンクリートが付着して硬化することがなく、蓋型枠を洗浄する手間を省略することができる。
【0011】
また、請求項3に係るセグメント製造用型枠によれば、脱気用シートは、その型枠本体への着脱が容易であり、蓋型枠に取り付ける必要がなく、洗浄時には、型枠本体から取り外した脱気用シートのみを洗浄すればよいので、従来のように、型枠を清掃工場に運搬して蓋型枠に取り付けた状態で脱気用シートを洗浄する必要がないから、脱気用シートの洗浄作業を極めて容易に、短時間で行うことができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の一実施の形態に係るセグメント製造用型枠について添付図面を参照して説明する。
図1〜図3において、1は本発明の一実施の形態に係るセグメント製造用型枠である。このセグメント製造用型枠1は、側面視で円弧状をなし平面視で長方形状をなすコンクリートセグメント(以下、単に「セグメント」という)を工場におけるプレキャストで形成する際に使用するもので、上側に前面が開放された開口部2aを有する型枠本体2と、該型枠本体2の上端に前記開口部2aを覆うように配設される蓋型枠3と、該蓋型枠3の内面側に沿って配設され前記型枠本体2に着脱自在に保持される脱気用シート4とを備えている。
【0013】
前記型枠本体2は、床上に設置される台部5上に型枠部6を設けて構成されている。該型枠部6は、前記セグメントの円弧の半径方向における内周面を形成するための、上側に凸の円筒面形状をなし、かつ平面視で長方形状をなす内周面形成部6aと、該内周面形成部6aの軸線方向(図2で紙面に垂直な方向、図3で左右方向)の両端縁部から上方に垂直に突き出して設けられ、セグメントの軸線方向における両端面を形成する一対の軸端面形成部6b,6bと、前記内周面形成部6aの周方向における両端縁部から半径方向の外方へ突き出して設けられ、セグメントの周方向における両端面を形成する一対の周端面形成部6c,6cとを備えている。
【0014】
前記軸端面形成部6b,6bの上面と前記周端面形成部6c、6cの上面は、前記内周面形成部6aの円弧の半径にセグメントの厚さに相当する長さを加えた半径を有する円筒面形状に形成されている。
前記蓋型枠3は、セグメントの半径方向における外周面を形成するものであり、側面視(図2)で上側に凸の円弧状をなし、かつ平面視で長方形状をなす鋼板等の板部材からなっており、円周方向の中央(頂部)には、コンクリートを投入するための矩形状の開口部(コンクリート投入部)3aが、円周方向に所定の幅を有し軸線方向に沿って前記開口部2aの幅(前記軸端面形成部6b,6bの内面間距離)に等しい範囲にわたって形成されている。
【0015】
そして、前記蓋型枠3の半径方向における内面3b側には、内周面7aに複数の突起7bを前記半径方向の内方に向けて突出して形成した接合板7が、外周面7cを接着剤によって接着して固定されている。前記接合板7は、蓋型枠3と同じ外形寸法に形成され、前記コンクリート投入部3aに対応する位置にそれと同一形状の開口部7dが設けられており、ゴム、合成樹脂等のコンクリートが付着しにくい材料(コンクリート難付着性材料)で構成されている。前記接合板7がゴム、合成樹脂製であると、軽量であり、成形により容易に製作することができると共に、可撓性があって容易に蓋型枠3に沿わせて接着することができる。
また、前記突起7bは、所定高さを有する小円盤形状に形成され、蓋型枠3の軸線方向と円周方向に所定間隔をあけて整列され、前記コンクリート投入部3a(開口部7d)の部分を除く、前記型枠本体2の開口部2aに対応する全域にわたって配置されている。
【0016】
前記脱気用シート4は、従来周知の通り、ステンレス鋼等の金属製網、合成繊維の織布あるいは、不織布等からなり、平面視で蓋型枠3と略同一大きさの長方形状に形成されており、蓋型枠3のコンクリート投入部3aに対応する中央の位置には、該コンクリート投入部3aと同一形状の開口部4aが設けられている。
そして、前記脱気用シート4は、前記型枠本体2の開口部2a側において、型枠部6の軸端面形成部6b,6bと周端面形成部6c,6cの上面に沿うようにして配置された状態で、その上方から前記軸端面形成部6b,6bと周端面形成部6c,6cの上面に沿うように載置された長尺で平板状の縦マグネット(マグネット)8a,8aと横マグネット(マグネット)8b,8bによる吸着力によって、型枠本体2に対し着脱可能に固定されるようになっている。
なお、前記縦マグネット8a,8aと横マグネット8b,8bは、それぞれ、前記軸端面形成部6b,6bと周端面形成部6c,6cに沿った一本の長尺のものとして形成した例を示したが、これに限らず、複数に分割したものとして形成し、それらの分割片を連続してもしくは適宜間隔をあけて、前記軸端面形成部6b,6bと周端面形成部6c,6cに沿って配列して、前記脱気用シート4を型枠本体2に固定するようにしてもよい。
【0017】
次に、前記構成のセグメント製造用型枠1を使用してセグメントを製造する場合は、型枠本体2の型枠部6の上面に脱気用シート4を配置して、該脱気用シート4を、その上方から前記軸端面形成部6b,6bと周端面形成部6c,6cに沿って載置した前記縦、横マグネット8a,8a、8b,8bによって型枠本体2に固定する。そして、前記突起7bを形成した接合板7を設けた蓋型枠3を、前記脱気用シート4の上方から前記開口部2aを覆うように前記型枠部6に載せて、図示しない型締め機構によって型枠本体2に固定する。しかる後に、前記蓋型枠3のコンクリート投入部3aからコンクリートを投入すると、前記接合板7の開口部7dと脱気用シート4の開口部4aを経て、型枠本体2と蓋型枠3とで囲まれた成型空間Aにコンクリートが打設される。該打設されたコンクリートは、先ず型枠部6の内周面形成部6aによってセグメントの半径方向における内周面を形成された後、徐々に上面を上昇しながら前記軸端面形成部6b,6bと周端面形成部6c,6cによって、セグメントの軸方向の両端面と周方向の両端面を形成され、上昇端に至って蓋型枠3によってセグメントの半径方向における外周面を形成される。
【0018】
その際、コンクリートの上面の上昇過程では、コンクリートの上面の上方における成型空間Aに充満していた空気が、前記脱気用シート4の網目を透過して、開口部4a,7dとコンクリート投入部3aを通して外部に排出され、コンクリートの上面がその上昇端に至ると、該コンクリートの上面が前記脱気用シート4を蓋型枠3の内面3b側に押し付けることとなる。このとき、前記接合板7に形成した突起7bがその先端面で脱気用シート4をしっかりと支持し、脱気用シート4が蓋型枠3の内面3b(接合板7の内周面7a)に密着するのを阻止して、該内面3b(内周面7a)と脱気用シート4との間の隙間に空気の逃げ道を確保するので、コンクリートの上面に付着、残存していた気泡を脱気用シート4の網目から前記隙間に確実に逃がした後、該隙間における前記突起7b,7bの相互間を通って、コンクリート投入部3aから円滑に外部へ排出される。
【0019】
前記型枠本体2と蓋型枠3との成型空間Aにコンクリートを打設してセグメントを繰り返し製造すると、前記脱気用シート4にコンクリートが付着硬化して網目が目詰まりを起こし、打設時にコンクリート上面に残留する気泡の除去が不十分となって平滑な外周面のセグメント製品が形成できなくなるので、所定個数のセグメントを製造する毎に、前記脱気用シート4を洗浄する必要がある。その際は、前記型締め機構を解除して、前記蓋型枠3を型枠本体2から取り外した後、前記縦、横マグネット8a,8bを取り除いて、前記脱気用シート4を型枠本体2から取り外して、該脱気用シート4のみを洗浄すればよい。従来のように、型枠を清掃工場に運搬して蓋型枠3に取り付けた状態で脱気用シート4を洗浄する必要がないから、脱気用シート4の洗浄作業が極めて容易に、短時間で行える。
なお、前記接合板7はゴム、合成樹脂等で形成されているから、コンクリートが付着して硬化することがなく、蓋型枠3の洗浄の手間を省略することができる。
【0020】
前記のように、実施の形態に係るセグメント製造用型枠1は、上側に前面を開放された開口部2aを有する型枠本体2と、該型枠本体2の前記開口部2aを覆うように配設される蓋型枠3と、該蓋型枠3の半径方向における内面3b側に沿って配設され、前記型枠本体2に着脱自在に保持される脱気用シート4とを備え、前記型枠本体2と内面3b側に前記脱気用シート4を沿わせた蓋型枠3とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、前記蓋型枠3の内面3bには、該内面3bとの間に隙間をあけて前記脱気用シート4を支持する突起7bが複数設けられた構成とされている。
【0021】
したがって、実施の形態に係るセグメント製造用型枠1によれば、型枠本体2と蓋型枠3で囲まれた成型空間に打設されたコンクリートの上面が上昇して、前記脱気用シート4を蓋型枠3の内面3b側に押し付ける状態になったとき、前記接合板7に形成した突起7bがその先端面で脱気用シート4をしっかりと支持し、該脱気用シート4が蓋型枠3の内面3bに密着するのを阻止して、該内面3bと脱気用シート4との間の隙間に空気の逃げ道を確保することができるので、コンクリートの上面に付着、残存していた気泡を脱気用シート4の網目から前記隙間に確実に逃がした後、該隙間における前記突起7b,7bの相互間を通して、コンクリート投入部3aから円滑に外部へ排出させることができる。これにより、外周面に気泡あばたの無い平滑な仕上げ面を有するセグメント製品を形成することができる。
【0022】
また、実施の形態に係るセグメント製造用型枠1によれば、前記突起7bをコンクリート難付着性を有するゴム、合成樹脂製等の接合板7に形成し、該接合板7を前記蓋型枠3の内面3b側に固定することにより、前記突起7bが間接的に蓋型枠3に設けられた構成としたので、突起7bを形成した接合板7は成形により製作を容易に行うことができ、該接合板7を蓋型枠3に固定するだけで、該蓋型枠3に空気の逃げ道を確保するための突起7bを容易に形成することができると共に、前記接合板7はコンクリートが付着して硬化することがなく、蓋型枠3を洗浄する手間を省略することができる。
さらに、前記脱気用シート4を縦、横マグネット8a,8bによって型枠本体2に着脱自在に保持するようにしたので、脱気用シートは、その前記型枠本体2への着脱が容易であり、蓋型枠3に取り付ける必要がなく、洗浄時には、型枠本体2から取り外した脱気用シート4のみを洗浄すればよい。従来のように、型枠を清掃工場に運搬して蓋型枠3に取り付けた状態で脱気用シート4を洗浄する必要がないから、脱気用シート4の洗浄作業を極めて容易に、短時間で行うことができる。
【0023】
なお、前記実施の形態に係るセグメント製造用型枠1においては、前記脱気用シート4を1枚だけ使用した例を示したが、脱気用シート4は1枚に限らず、2枚以上重ねて使用することもできる。その場合、蓋型枠3の半径方向における内面3bに近い側ほど網目の粗いものを使用するのが好ましい。複数枚の脱気用シート4の相互間にコンクリートが付着硬化しても、各脱気用シート4は型枠本体2から簡単に取り外せるので、相互に分離して簡単に洗浄することができる。
前記突起7bを形成した接合板7を前記蓋型枠3の内面3b側に接着して固定するようにしたので、該蓋型枠3の内面3bに突起を容易に設けることができて好ましいが、本発明はこれに限らず、蓋型枠3の内面に直接に前記突起7bを設けるようにしてもよく、前記接合板7を接着によらず、適宜締結手段によって着脱可能に蓋型枠3に固定するようにしてもよい。
【0024】
また、前記接合板7の突起7bを小円盤状に形成したので、比較的広い面で前記脱気用シート4をしっかりと支持することができて、蓋型枠3の内面と脱気用シート8との間に空気の逃げ道を良好に確保できて好ましいが、これに限らず、円錐状、円錐台状に形成してもよく、図4(a)に示すように半球状の突起7b1に形成したり、図4(b)に示すように四角錐状の突起7b2に形成して、各突起7b1,7b2の頂点部で脱気用シート4を点接触状態で支持するようにしてもよい。さらには、図4(c)に示すように、前記蓋型枠3の周方向に沿う矩形もしくはその他の断面を有する複数の縦溝7e1を、蓋型枠3の軸線方向に所定間隔をあけて形成し、前記縦溝7e1,7e1の相互間に周方向に沿う断面矩形状の突条7b3を設けたり、前記縦溝7e1に直角な方向に横溝7e2を加えて、矩形盤状の突起7b4を設けるようにしてもよい。前記突条7b3は本発明においては前記突起7b1,7b2,7b4と同様に突起の範疇に含めるものとする。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施の形態に係るセグメント製造用型枠を分解して示した斜視図である。
【図2】本発明の一実施の形態に係るセグメント製造用型枠を分解して示した側面図である。
【図3】本発明の一実施の形態に係るセグメント製造用型枠を示す正断面図である。
【図4】蓋型枠に設ける突起の形状例を示す斜視図である。
【符号の説明】
【0026】
1 セグメント製造用型枠
2 型枠本体
2a,4a,7d 開口部
3 蓋型枠
3a 開口部(コンクリート投入部)
4 脱気用シート
5 台部
6 型枠部
7 接合板
7b、7b1,7b2,7b4 突起
7b3 突条
8a,8b 縦、横マグネット(マグネット)
【特許請求の範囲】
【請求項1】
上側に開放された開口部を有する型枠本体と、該型枠本体の前記開口部を覆うように配設される蓋型枠と、該蓋型枠の内面側に沿って配設され前記型枠本体に着脱自在に保持される脱気用シートとを備え、前記型枠本体と内面側に前記脱気用シートを沿わせた蓋型枠とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、
前記蓋型枠の内面には、該内面との間に隙間をあけて前記脱気用シートを支持する突起が複数設けられていることを特徴とするセグメント製造用型枠。
【請求項2】
前記突起は、コンクリート難付着性を有する材料製の接合板に形成され、該接合板が前記蓋型枠の内面側に固定されることにより設けられていることを特徴とする請求項1に記載のセグメント製造用型枠。
【請求項3】
前記脱気用シートはマグネットによって前記型枠本体に着脱自在に保持されることを特徴とする請求項1または2に記載のセグメント製造用型枠。
【請求項1】
上側に開放された開口部を有する型枠本体と、該型枠本体の前記開口部を覆うように配設される蓋型枠と、該蓋型枠の内面側に沿って配設され前記型枠本体に着脱自在に保持される脱気用シートとを備え、前記型枠本体と内面側に前記脱気用シートを沿わせた蓋型枠とで囲まれた成型空間にコンクリートを打設してセグメントを形成するセグメント製造用型枠において、
前記蓋型枠の内面には、該内面との間に隙間をあけて前記脱気用シートを支持する突起が複数設けられていることを特徴とするセグメント製造用型枠。
【請求項2】
前記突起は、コンクリート難付着性を有する材料製の接合板に形成され、該接合板が前記蓋型枠の内面側に固定されることにより設けられていることを特徴とする請求項1に記載のセグメント製造用型枠。
【請求項3】
前記脱気用シートはマグネットによって前記型枠本体に着脱自在に保持されることを特徴とする請求項1または2に記載のセグメント製造用型枠。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−159521(P2006−159521A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−351808(P2004−351808)
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000198307)石川島建材工業株式会社 (139)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000198307)石川島建材工業株式会社 (139)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]