
プリント基板端子用銅合金すずめっき材

【課題】 高耐熱性及び好適なへたり性を備えたプリント基板端子用の銅合金すずめっき材。
【解決手段】Ni、Cu、Snの順で電気めっきを施した後リフローめっきされた銅又は銅合金条であり、Ni相0.1〜0.8μm、Cu−Sn合金相0.1〜1.5μm、Sn相0.1〜1.5μmであり;Cu−Sn合金相はNiを0.05〜3.0wt%を含み、Sn相との界面において面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つプリント基板端子用に好適なへたり性をもつ銅合金すずめっき材であり、2〜22重量%のZnを含有してもよく、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有してもよい。
【解決手段】Ni、Cu、Snの順で電気めっきを施した後リフローめっきされた銅又は銅合金条であり、Ni相0.1〜0.8μm、Cu−Sn合金相0.1〜1.5μm、Sn相0.1〜1.5μmであり;Cu−Sn合金相はNiを0.05〜3.0wt%を含み、Sn相との界面において面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つプリント基板端子用に好適なへたり性をもつ銅合金すずめっき材であり、2〜22重量%のZnを含有してもよく、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリント基板のスルーホールに挿入されリフロー工程を経て半田実装されるプリント基板端子の素材として好適な銅合金すずめっき材に関する。
【背景技術】
【0002】
自動車用のプリント基板の端子には、Snの優れた半田濡れ性や導電性を生かし、Snめっきを施した銅合金条が使用されている。銅合金Snめっき条のめっきとしては、主にCu下地Snめっき材やNi下地Snめっきが用いられる。
Cu下地Snめっきの場合、経時的に、母材や下地めっきのCu成分がSn相に拡散して主にCu6Sn5、Cu3Sn等の合金相を形成する。Ni下地Snめっきの場合、下地めっきのNi成分が拡散して主にNi3Sn4等の合金相を形成する。これら合金相を形成することによりSn相が消失し、接触抵抗、半田濡れ性、めっき剥離性といった諸特性が劣化する。この経時劣化は高温ほど促進される。
【0003】
近年、自動車の電子化によりプリント基板の端子は小型化や通電量増加が進んでいる。それに伴い、端子で発生するジュール熱は増加しており、Snめっきの耐熱性が求められている。上記のCu下地SnめっきやNi下地Snめっきでは所望の耐熱性が得られないことから、高耐熱性化を目的としてCu/Ni二層下地めっきを施す技術が知られている。ここで、Cu/Ni二層下地めっきとは、Ni、Cu、Snの順で電気めっきを行った後、リフロー処理を施しためっきであり、リフロー後のめっき層は表面よりSn、Cu−Sn合金相、Ni相の順で構成される。この技術の詳細は特許文献1等に開示されている。
【0004】
ここで、自動車のプリント基板にはオス端子が装着される。このオス端子の一端はワイヤーハーネスのメス端子と嵌合されて外部の電子機器等と接続されており、もう一端はプリント基板のスルーホールに挿入され、フラックス塗布、予熱、リフロー半田付け、冷却、洗浄の工程を経て、プリント基板に半田実装される。
オス端子をプリント基板のスルーホールに挿入する工程において、オス端子はスルーホールの中心に挿入されるのが理想であるが、実際上、すべてのオス端子がスルーホールの中心に挿入されるわけではなく、中には、オス端子がスルーホールの内周部に当り、やや変形して実装されるものがある。変形したまま実装されると、端子のスプリングバックにより、半田部にクラックが発生するという実装トラブルが懸念される。この問題に対しては、変形を加えたとき、へたり易い(スプリングバックしにくい)銅合金Snめっき条を用いることが有効である。銅合金Snめっき条をへたり易くするためには、めっきの母材である銅合金の結晶粒径とその直上のめっき層(Cu−Sn合金相)の結晶粒径との間に一定以上の差をつけることにより、所望のへたり性が得られる。この技術は特許文献2に開示されている。
このように、プリント基板のスルーホールに挿入されリフロー工程を経て半田実装されるプリント基板の端子の材料には、Snめっきの耐熱性と適度なへたり性が求められる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−293187号公報
【特許文献2】特願2008−317129明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献2に開示された技術は、銅合金とその直上のCu−Sn合金相の結晶粒径を制御することで効果が得られるものであり、Cu下地Snめっきに限定され、高耐熱性に有効なCu/Ni二層下地Snめっきの場合、銅合金の直上のめっき相はNi相であるため、この技術は適用できない。
そこで、本発明は高耐熱性及び好適なへたり性を兼ね備えたプリント基板の端子用の銅合金すずめっき材の開発を目的とした。
【課題を解決するための手段】
【0007】
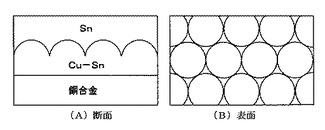
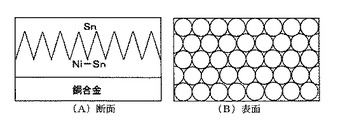
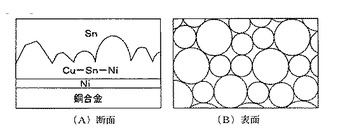
一般的に、リフロー処理後に形成されるCu−Sn合金相の断面形状はドーム状であり、Ni−Sn合金相は針状である。いずれもSn相を溶解除去した後に露出する合金相表面から観察される結晶粒は均一であるが、その平均粒径はCu−Sn合金相結晶粒(図1)の方がNi−Sn合金相結晶粒(図2)よりも大きい。そこで、本発明者らは銅合金の三層めっき材のCu−Sn合金相中に意図的にNiを不均一に拡散させることによって、Cu−Sn合金相の断面形状を局部的に針状にし、表面から観察される結晶粒径を不均一にした(図3参照)。その結果、微細な結晶粒と粗大な結晶粒が混在したとき、目的とするへたり性を示すことを見出した。
【0008】
すなわち本発明は、下記の発明に関する。
(1)銅又は銅合金の表面に、Ni、Cu、Snの順で電気めっきを施し、その後、リフロー処理を施しためっき条であり、Ni相の平均厚みが0.1〜0.8μm、Niを0.05〜3.0wt%を含むCu−Sn合金相の平均厚みが0.1〜1.5μm、Sn相の平均厚みが0.1〜1.5μmであり、Sn相との界面におけるCu−Sn合金相には1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つことを特徴とする、プリント基板端子用に好適なへたり性をもつ銅合金すずめっき材。
(2)銅合金が、2〜22重量%のZnを含有し、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有し、残部が銅及び不可避的不純物から構成されることを特徴とする(1)の銅合金すずめっき材。
【発明の効果】
【0009】
本発明は、プリント基板のスルーホールに挿入されリフロー半田付け工程を経て実装されるプリント配線基板端子の素材として好適な耐熱性及びへたり性をもつ銅合金すずめっき材を提供できる。
【図面の簡単な説明】
【0010】
【図1】リフロー処理後に形成されるCu−Sn合金相めっきの断面概略図(A)及びCu−Sn合金相の表面概略図(B)である
【図2】リフロー処理後に形成されるNi−Sn合金相めっきの断面概略図(A)及びNi−Sn合金相の表面概略図(B)である
【図3】リフロー処理後に形成される本発明のNi含有Cu−Sn合金相めっきの断面概略図(A)及びNi含有Cu−Sn合金相の表面概略図(B)である。
【図4】発明例1の深さ方向のSn、Ni、Cu濃度プロファイルである。
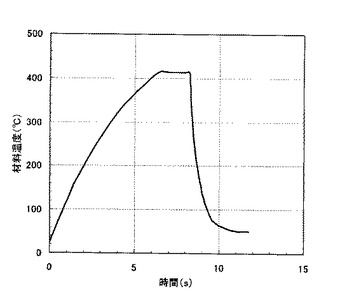
【図5】発明例1のリフロー処理中の材料温度プロファイルである。
【図6】へたり量を測定する装置の説明図である。
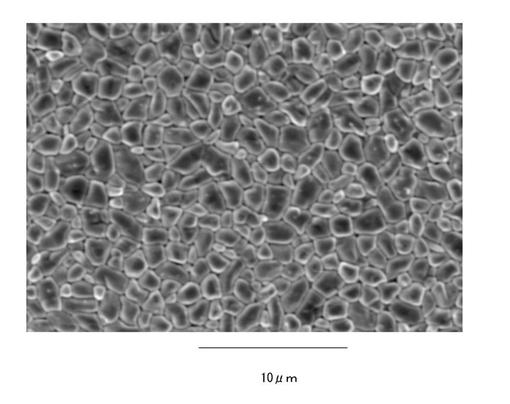
【図7】発明例1のSn相を溶解除去した後に露出したNi含有Cu−Sn合金相の反射電子凹凸像(ERA−8000)である。
【発明を実施するための形態】
【0011】
(1)銅合金の種類
本発明の銅又は銅合金(以下「銅合金」と総称する)として、例えばC23000、C22000、C21000等が挙げられる。
本発明の銅合金がCu−Zn系合金である場合、Znは2〜22重量%の範囲が好ましい。Znの添加量を増やすと強度が増加する反面、導電率が低下する。添加量が2重量%未満であると強度が不充分となり、22重量%を超えると導電率が不充分となる。
強度、耐熱性等の特性を改善するために、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を添加することができる。ただし、添加量が増えると導電率が低下するため、合計添加量を2.0重量%以下とする。
【0012】
(2)めっきの厚み
本発明のすずめっき材は、表面から母材にかけて、Sn相、Cu−Sn合金相、Ni相の各相でめっき皮膜が構成されることを特徴とする。Ni、Cu、Snの順に電気めっきを行い、特定条件でリフロー処理を施すことにより、本発明のめっき皮膜構造が得られる。
リフロー後のSn相の平均厚みは0.1〜1.5μmとする。Sn相が0.1μm未満になるとめっき剥離の原因となり、1.5μmを超えると、端子嵌合の際の挿入力が増大する。
リフロー後のCu−Sn合金相の平均厚みは0.1〜1.5μmとする。Cu−Sn合金相が0.1μm未満又は1.5μmを超えると、熱履歴を経た際にめっき剥離の原因となる。なお、電気めっきで形成したCu下地めっきは、リフロー時にCu−Sn合金相形成に消費されるため、通常その厚みはゼロとなる。
リフロー後のNi相の厚みは0.1〜0.8μmとする。Ni相が0.1μm未満になるとめっき剥離の原因となり、0.8μmを超えると曲げ加工時の割れの原因となる。
【0013】
本発明では、銅又は銅合金の表面に電気めっきを行うが、各めっきの厚みをSnめっきは0.4〜2.2μm、Cuめっきは0.1〜2.2μm、Niめっきは0.1〜0.8μmの範囲で適宜調整する。その次にリフロー処理を行うが、例えば、昇温速度は材料温度が25℃から350℃以上までの間50〜100℃/秒、好ましくは60〜80℃/秒、保持温度は材料温度が350〜500℃、好ましくは400〜450℃、保持時間は1〜5秒、好ましくは1〜3秒、冷却速度は材料温度が100℃以下まで250〜450℃/秒、好ましくは250〜350℃/秒、のなかの適当な条件で行う。上記条件下での電気めっき及びリフロー処理により本発明のめっき構造が得られる。
【0014】
(3)Cu−Sn合金相の結晶粒径
材料に外力が働くこと(例えば、本発明の基板端子がスルーホールの内周部に当り、たわむこと)によって、材料内で転位が移動し、集積することで材料は変形する。一般的に、金属組織の結晶粒界の原子配列は、粒内と比較して不規則であるため、転位は結晶粒界に優先的に集積する。特に、粒界三重点のように、局所的に結晶粒界の面積が大きい場所に集積しやすい。
【0015】
本発明のめっき材のSn相との界面におけるCu−Sn合金相では1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在する。これらCu−Sn合金相界面の結晶粒の面積は、本発明のめっき材のSn相を電解研磨により除去した後にめっき表面に対して垂直方向から観察して決定される。
本発明のCu−Sn合金相界面では、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つ。
本発明は理論によって制限されるものではないが、上記式が成り立つ場合、その金属組織には粗大な結晶粒と比較的微細な結晶粒が混在し、局所的に結晶粒界の面積が大きい場所が存在する(図3)。したがって、外力が加わったとき、そのような結晶粒界の面積が大きい場所に転位が集積し、プリント基板端子の素材として好適なへたり性が得られると考えられる。一方、SX/(SX+Sy)×100が20未満であると粗大な結晶粒が均一規則的に配置されるため、本発明の効果が得られない。一方、60を超えると金属組織には粗大な結晶粒は少なく微細結晶粒が規則的に配置されるため、やはり本発明の効果が得られない。
【0016】
(4)Cu−Sn合金相のNi濃度
本発明の不均一な結晶粒から構成されるCu−Sn合金相は、Cu−Sn合金相中にNiを不均一に拡散させることにより得られる。Cu−Sn合金相中のNi濃度は0.05〜3.0wt%、好ましくは0.13〜0.55wt%である。0.05wt%未満であると、Cu−Sn合金相は粗大で均一な結晶粒となり、3.0wt%を超えると微細で均一な結晶粒となるため、いずれも本発明の効果が得られない。GDSにより本発明のめっき試料の深さ方向のSn、Ni、Cu濃度プロファイルを求めた例を図4に示す。Cu曲線の変曲点(矢印A)とSn曲線の変曲点(矢印B)が重なる深さであるSn濃度80%の深さ(深さ0.74μm)と、Cu曲線の頂上(変曲点、矢印C)と重なるSn濃度30%の深さ(深さ1.42μm)との中間の深さ(深さ1.08μm)におけるNi濃度を、本発明のCu−Sn合金相中のNi濃度とした。
【0017】
Cu−Sn合金相中のNi濃度を本発明の0.05〜3.0wt%として本発明のCu−Sn合金相を得るには、前述した条件で電気めっき及びリフロー処理を行えばよい。昇温速度が100℃/秒を超えたり、保持温度が350℃を下回ったり、冷却速度が450℃/秒を超えると、Niが充分に拡散せず、その濃度は0.05wt%未満となる。反対に、昇温速度が50℃/秒を下回ったり、保持温度が500℃を超えたり、冷却速度が250℃/秒を下回ると、Niが過剰に拡散し、その濃度は3.0wt%を超える。また、保持時間が5秒を超えるようなリフロー処理は、ラインスピードが著しく遅くなり、生産コストが上がるため、工業的に好ましくない。
【0018】
なお、特許文献1にもNiを含有するCu−Sn中間層が記載されているが、最も好ましいNi含有量は1.0重量%以下である(特許文献1「0028」)。そして、当業者が通常行うリフロー条件においてはNiはCu−Sn合金相中に均一に分散し、Cu−Sn合金相の結晶粒径も均一である。そして、特許文献1では、Niが不規則に拡散する効果もCu−Sn合金相の結晶粒径の不均一性の効果も全く意識されていない。従って、本発明の構成は特許文献1の発明とは異なり、その効果も異なる。
【実施例】
【0019】
高周波溶解炉を用い、内径60mm、深さ200mmの黒鉛坩堝中で2kgの電気銅を溶解した。溶湯表面を木炭片で覆った後、Zn及び必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnを添加した。溶湯温度を1200℃に調整した後、溶湯を金型に鋳込み、幅60mm、厚み30mmのインゴットを製造した。インゴットを850℃で3時間加熱し、厚さ8mmまで熱間圧延を行った。熱間圧延板の表面の酸化スケールをグラインダーで研削後、板厚1mmまで冷間圧延、再結晶焼鈍、板厚0.64mmまで冷間圧延を行った。再結晶焼鈍では、材料を大気中、750℃で加熱し、加熱時間を調整することにより、結晶粒径を制御した。また、焼鈍で生成した酸化膜を除去するため、10質量%硫酸−1質量%過酸化水溶液における酸洗及び#1200エメリー紙による機械研磨を順次行った。このように作製した銅合金の成分を表1に示す。なお、本発明のNi含有Cu−Sn合金相の構造は、上記Zn等の元素の銅合金への添加の有無によっては影響されなかった。
【0020】
【表1】

【0021】
次に、これら銅合金に対し、以下の手順で各めっきを施した。
(1)アルカリ水溶液中で試料をカソードとして次の条件で電解脱脂を行った。
・脱脂剤:ユケン工業(株)製商標「パクナ105」
・電流密度:3A/dm2
・脱脂剤濃度:40g/L
・浴温:60℃
・時間:30秒
(2)硫酸水溶液を用いて次の条件で酸洗を行った。
・硫酸濃度:10g/L
・浴温:25℃
・時間:10秒
【0022】
(3)次の条件でNiめっきを行った。
・めっき浴組成:硫酸ニッケル250g/L、塩化ニッケル45g/L、ホウ酸30g/L
・めっき浴温度:50℃
・電流密度:5A/dm2
・Niめっき厚みは、電着時間により調整した。
(4)次の条件でCu下地めっきを行った。
・めっき浴組成:硫酸銅200g/L、硫酸60g/L
・めっき浴温度:25℃
・電流密度:5A/dm2
・Cuめっき厚みは、電着時間により調整した。
【0023】
(5)次の条件でSnめっきを行った。
・めっき浴組成:酸化第1錫41g/L、フェノールスルホン酸268g/L、界面活性剤5g/L
・めっき浴温度:50℃
・電流密度:9A/dm2
・Snめっき厚みは、電着時間により調整した。
【0024】
(6)リフロー処理として、試料表面に熱電対を取り付け、加熱炉中に試料を投入した後、冷却した。このとき、熱電対により材料温度をモニターし、昇温、保持及び冷却を次の条件に調整した。
・昇温:25℃から350℃以上までの昇温速度50〜100℃/秒
・保持:温度350〜500℃、時間1〜5秒
・冷却:100℃以下までの冷却速度250〜450℃/秒
リフロー処理中の材料温度プロファイルデータの代表的なものとして、下記発明例1の材料温度のプロファイルを図5に示す。図5より、材料温度が25℃から350℃以上となるまでの昇温速度は70℃/秒であり、415℃で2秒保持した後、100℃以下になるまでの冷却速度は300℃/秒であることが読み取れる。その他の発明例及び比較例も同様にリフロー条件を調整した。
得られた銅合金すずめっき条に対し、以下の特性を評価した。
【0025】
(イ)めっき厚み
Sn相、Cu−Sn合金相及びNi相の厚みを求めた。Sn相及びCu−Sn合金相の厚み測定は主としてCT−1型電解式膜厚計(株式会社電測製)を用い、断面からのSEM観察、表面からのGDS(グロー放電発光分光分析装置)分析等も必要に応じて用いた。Ni相の厚み測定は、断面からのSEM観察により求めた。
【0026】
(ロ)Cu−Sn合金相のNi濃度
リフロー後の試料をアセトン中で超音波脱脂した後、GDSにより、Sn、Cu、Niの深さ方向の濃度プロファイルを求めた。測定条件は次の通りである。
・装置:JOBIN YBON社製JY5000RF−PSS型
・Current Method Program:CNBinteel−12aa−0
・Mode:設定電力=40W
・気圧:775Pa
・電流値:40mA(700V)
・フラッシュ時間:20s
・予備加熱(Preburn)時間:2s
・測定(分析)時間:30s
・サンプリング時間:0.020s/point
【0027】
濃度プロファイルデータの代表的なものとして、下記発明例1のSn、Cu及びNiの濃度プロファイルを図4に示す。図4(A)に示されるとおり、本発明のめっき皮膜は表面よりSn相、Cu−Sn合金相、Ni相の順で構成されており、深さ0.74μmの位置にSn濃度曲線の変曲点及びCu濃度曲線の変曲点により示されるSn相とCu−Sn合金相の境界が、深さ1.42μmの位置にCu濃度の最大値及びNi濃度上昇開始点により示されるCu−Sn合金相とNi相の境界が存在することが認められる。従って、深さ0.74〜1.42μmの範囲にCu−Sn合金相が存在する。図4(A)のグラフの縦の濃度目盛りを拡大した図4(B)より、Cu−Sn合金相の厚みの中央部(深さ1.08μm)のNiプロファイルの高さを読み取り、Cu−Sn合金相中のNi濃度とした。その他の発明例及び比較例も同様にCu−Sn合金相中のNi濃度を求めた。
【0028】
(ハ)へたり量
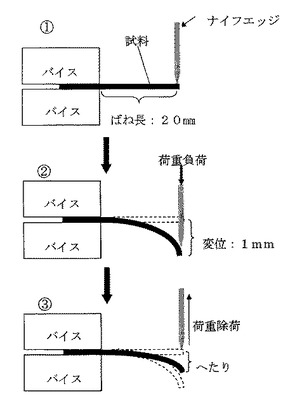
銅合金すずめっき材を厚み0.64mm×幅0.64mm×長さ30mmの端子状にプレス加工した。アイコーエンジニアリング社製MODEL−1605Nを使用して、端子の一端をバイス(vise)で固定してばね長20mmとし、固定されてない端にナイフエッジを、変位量が1.0mmとなるまで押し当て、5秒保持した後、荷重を除去した。その後、試験前の端子末端位置から試験後の位置との差を測定し、へたり量を求めた(図6参照)。本発明における「プリント基板端子の素材として好適なへたり性」とは、上記試験でへたり量が、0.1mm以上となることを意味する。
【0029】
(ニ)結晶粒の面積
リフロー後の銅合金Snめっき材のめっき表面を、電解式膜厚計を用いて、Sn相を溶解除去し、めっき表面にCu−Sn合金相を露出させ、金属組織をELIONIX社製凹凸SEM(ERA−8000)により3000倍で面積1200μm2の範囲を観察した。観察後、撮影した像を(株)キーエンス社製デジタルマイクロスコープ(VW−6000)に取り込み、同装置の解析ソフトを用いて、各結晶粒の面積を測定した後、面積3μm2未満と3μm2以上で分別し、それぞれの総面積を求めた。ただし、観察範囲の境界線上にある結晶粒は測定から除外した。
【0030】
(ホ)めっき剥離性
幅10mmの短冊試験片を採取し、曲げ軸が圧延方向に対し平行となるように曲げ半径0.64mmの90°曲げを行った後、150℃の温度で、大気中3000時間まで加熱した。加熱後、加熱炉から取り出し、曲げ戻し、曲げ外周部にテープ(住友3M社製、メッキ用マスキングテープ、#851A)を貼り付けた後、引き剥がし、光学顕微鏡(倍率50倍)でめっき剥離の有無を観察した。評価結果で「○」はめっき剥離なし、「×」はめっき剥離ありを示す。
(ヘ)強度
圧延平行方向での引張試験を行って引張強さ(TS)及び0.2%耐力(YS)を求めた。
(ト)導電率(EC;%IACS)
ダブルブリッジにより、体積抵抗率を4端子測定法によって求めた。
【0031】
実施例を表2に示す。すべての実施例において、電着時のCuめっき相はリフロー処理によりCu−Sn合金相の形成に消費され、消失した。
発明例1〜10及び比較例1〜6はNiを含有したCu−Sn合金相の結晶粒の面積率がへたり性に及ぼす影響を示す。これら実施例では銅合金aを使用し、リフロー後のSn厚みが0.1〜1.5μm、Cu−Sn合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmの範囲内であり、めっき剥離は発生しなかった。
発明例1〜10は、Cu−Sn合金相中のNi濃度が0.05〜3.0wt%の範囲内であり、SX/(SX+SY)×100が20〜60の範囲内であった。Ni濃度及びSX/(SX+SY)×100が規格内であったこれら合金のへたり量は0.1mm以上となり、プリント基板端子の素材として好適なへたり性が得られた。
【0032】
比較例1は保持温度が350℃を下回り、比較例2は昇温速度が100℃/秒を超え、比較例3は冷却速度が450℃/秒を超えた。これら合金はCu−Sn合金中のNi濃度が0.05wt%未満であり、SX/(SX+SY)×100が20未満であった。比較例4は保持温度が500℃を超え、比較例5は昇温速度が50℃/秒を下回り、比較例6は冷却速度が250℃/秒を下回った。これら合金はCu−Sn合金中のNi濃度が3.0wt%を超え、SX/(SX+SY)×100が60を超えた。Ni濃度及びSX/(SX+SY)×100が規格外であったこれら合金ではへたり量が0.1mm未満となった。
【0033】
発明例11〜15及び比較例7〜9はめっき厚みがめっき剥離性に及ぼす影響を示す。これら実施例では銅合金aを使用し、Cu−Sn合金相中のNi濃度は0.05〜3.0wt%の範囲内、SX/(SX+SY)×100が20〜60の範囲内であり、へたり量は0.1mm以上であった。
発明例11〜15は、リフロー後のSn厚みが0.1〜1.5μm、リフロー後のCu−Sn合金相の厚みが0.1〜1.5μm、リフロー後のNi相の厚みが0.1〜0.8μmの範囲内であった。めっき厚みが規定範囲内であったこれら合金はめっき剥離が発生しなかった。
比較例7はリフロー後のSn相の厚みが0.1μm未満であり、比較例8はリフロー後のCu−Sn合金相の厚みが1.5μmを超え、比較例9はリフロー後のNi相の厚みが0.1μm未満であった。めっき厚みが規定範囲外であったこれら合金ではめっき剥離が発生した。
【0034】
発明例16〜22及び比較例10〜12は各成分濃度が強度と導電率に及ぼす影響を示す。これら実施例は、リフロー後のSn厚みが0.1〜1.5μm、Cu−Sn合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmの範囲内であり、めっき剥離は発生しなかった。さらに、Cu−Sn合金相中のNi濃度は0.05〜3.0wt%、SX/(SX+SY)×100が20〜60の範囲内であり、へたり量は0.1mm以上であった。
発明例16〜22は、Zn濃度が2〜22%の範囲内であり、Ni、Cr、Co、Sn、Fe、Ag、及びMnの群から選ばれた1種以上の合計濃度が2.0wt%以下であった。成分濃度が規格範囲内であったこれら合金はTS及びYSが400MPa以上、ECが30%IACS以上であり、プリント基板用銅合金として充分な特性を示した。
比較例10はNi、Cr、Co、Sn、Fe、Ag、及びMnの群から選ばれた1種以上の合計濃度が2.0%を超え、比較例11はZn濃度が22%を超えた。これら合金はECが30%IACS未満であった。比較例12はZn濃度が2%未満であり、TS及びYSが400MPa未満であった。成分濃度が規格範囲外であったこれら銅合金の特性はプリント基板用銅合金として好ましくないものであった。
【0035】
【表2】
【技術分野】
【0001】
本発明は、プリント基板のスルーホールに挿入されリフロー工程を経て半田実装されるプリント基板端子の素材として好適な銅合金すずめっき材に関する。
【背景技術】
【0002】
自動車用のプリント基板の端子には、Snの優れた半田濡れ性や導電性を生かし、Snめっきを施した銅合金条が使用されている。銅合金Snめっき条のめっきとしては、主にCu下地Snめっき材やNi下地Snめっきが用いられる。
Cu下地Snめっきの場合、経時的に、母材や下地めっきのCu成分がSn相に拡散して主にCu6Sn5、Cu3Sn等の合金相を形成する。Ni下地Snめっきの場合、下地めっきのNi成分が拡散して主にNi3Sn4等の合金相を形成する。これら合金相を形成することによりSn相が消失し、接触抵抗、半田濡れ性、めっき剥離性といった諸特性が劣化する。この経時劣化は高温ほど促進される。
【0003】
近年、自動車の電子化によりプリント基板の端子は小型化や通電量増加が進んでいる。それに伴い、端子で発生するジュール熱は増加しており、Snめっきの耐熱性が求められている。上記のCu下地SnめっきやNi下地Snめっきでは所望の耐熱性が得られないことから、高耐熱性化を目的としてCu/Ni二層下地めっきを施す技術が知られている。ここで、Cu/Ni二層下地めっきとは、Ni、Cu、Snの順で電気めっきを行った後、リフロー処理を施しためっきであり、リフロー後のめっき層は表面よりSn、Cu−Sn合金相、Ni相の順で構成される。この技術の詳細は特許文献1等に開示されている。
【0004】
ここで、自動車のプリント基板にはオス端子が装着される。このオス端子の一端はワイヤーハーネスのメス端子と嵌合されて外部の電子機器等と接続されており、もう一端はプリント基板のスルーホールに挿入され、フラックス塗布、予熱、リフロー半田付け、冷却、洗浄の工程を経て、プリント基板に半田実装される。
オス端子をプリント基板のスルーホールに挿入する工程において、オス端子はスルーホールの中心に挿入されるのが理想であるが、実際上、すべてのオス端子がスルーホールの中心に挿入されるわけではなく、中には、オス端子がスルーホールの内周部に当り、やや変形して実装されるものがある。変形したまま実装されると、端子のスプリングバックにより、半田部にクラックが発生するという実装トラブルが懸念される。この問題に対しては、変形を加えたとき、へたり易い(スプリングバックしにくい)銅合金Snめっき条を用いることが有効である。銅合金Snめっき条をへたり易くするためには、めっきの母材である銅合金の結晶粒径とその直上のめっき層(Cu−Sn合金相)の結晶粒径との間に一定以上の差をつけることにより、所望のへたり性が得られる。この技術は特許文献2に開示されている。
このように、プリント基板のスルーホールに挿入されリフロー工程を経て半田実装されるプリント基板の端子の材料には、Snめっきの耐熱性と適度なへたり性が求められる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−293187号公報
【特許文献2】特願2008−317129明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献2に開示された技術は、銅合金とその直上のCu−Sn合金相の結晶粒径を制御することで効果が得られるものであり、Cu下地Snめっきに限定され、高耐熱性に有効なCu/Ni二層下地Snめっきの場合、銅合金の直上のめっき相はNi相であるため、この技術は適用できない。
そこで、本発明は高耐熱性及び好適なへたり性を兼ね備えたプリント基板の端子用の銅合金すずめっき材の開発を目的とした。
【課題を解決するための手段】
【0007】
一般的に、リフロー処理後に形成されるCu−Sn合金相の断面形状はドーム状であり、Ni−Sn合金相は針状である。いずれもSn相を溶解除去した後に露出する合金相表面から観察される結晶粒は均一であるが、その平均粒径はCu−Sn合金相結晶粒(図1)の方がNi−Sn合金相結晶粒(図2)よりも大きい。そこで、本発明者らは銅合金の三層めっき材のCu−Sn合金相中に意図的にNiを不均一に拡散させることによって、Cu−Sn合金相の断面形状を局部的に針状にし、表面から観察される結晶粒径を不均一にした(図3参照)。その結果、微細な結晶粒と粗大な結晶粒が混在したとき、目的とするへたり性を示すことを見出した。
【0008】
すなわち本発明は、下記の発明に関する。
(1)銅又は銅合金の表面に、Ni、Cu、Snの順で電気めっきを施し、その後、リフロー処理を施しためっき条であり、Ni相の平均厚みが0.1〜0.8μm、Niを0.05〜3.0wt%を含むCu−Sn合金相の平均厚みが0.1〜1.5μm、Sn相の平均厚みが0.1〜1.5μmであり、Sn相との界面におけるCu−Sn合金相には1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つことを特徴とする、プリント基板端子用に好適なへたり性をもつ銅合金すずめっき材。
(2)銅合金が、2〜22重量%のZnを含有し、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有し、残部が銅及び不可避的不純物から構成されることを特徴とする(1)の銅合金すずめっき材。
【発明の効果】
【0009】
本発明は、プリント基板のスルーホールに挿入されリフロー半田付け工程を経て実装されるプリント配線基板端子の素材として好適な耐熱性及びへたり性をもつ銅合金すずめっき材を提供できる。
【図面の簡単な説明】
【0010】
【図1】リフロー処理後に形成されるCu−Sn合金相めっきの断面概略図(A)及びCu−Sn合金相の表面概略図(B)である
【図2】リフロー処理後に形成されるNi−Sn合金相めっきの断面概略図(A)及びNi−Sn合金相の表面概略図(B)である
【図3】リフロー処理後に形成される本発明のNi含有Cu−Sn合金相めっきの断面概略図(A)及びNi含有Cu−Sn合金相の表面概略図(B)である。
【図4】発明例1の深さ方向のSn、Ni、Cu濃度プロファイルである。
【図5】発明例1のリフロー処理中の材料温度プロファイルである。
【図6】へたり量を測定する装置の説明図である。
【図7】発明例1のSn相を溶解除去した後に露出したNi含有Cu−Sn合金相の反射電子凹凸像(ERA−8000)である。
【発明を実施するための形態】
【0011】
(1)銅合金の種類
本発明の銅又は銅合金(以下「銅合金」と総称する)として、例えばC23000、C22000、C21000等が挙げられる。
本発明の銅合金がCu−Zn系合金である場合、Znは2〜22重量%の範囲が好ましい。Znの添加量を増やすと強度が増加する反面、導電率が低下する。添加量が2重量%未満であると強度が不充分となり、22重量%を超えると導電率が不充分となる。
強度、耐熱性等の特性を改善するために、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を添加することができる。ただし、添加量が増えると導電率が低下するため、合計添加量を2.0重量%以下とする。
【0012】
(2)めっきの厚み
本発明のすずめっき材は、表面から母材にかけて、Sn相、Cu−Sn合金相、Ni相の各相でめっき皮膜が構成されることを特徴とする。Ni、Cu、Snの順に電気めっきを行い、特定条件でリフロー処理を施すことにより、本発明のめっき皮膜構造が得られる。
リフロー後のSn相の平均厚みは0.1〜1.5μmとする。Sn相が0.1μm未満になるとめっき剥離の原因となり、1.5μmを超えると、端子嵌合の際の挿入力が増大する。
リフロー後のCu−Sn合金相の平均厚みは0.1〜1.5μmとする。Cu−Sn合金相が0.1μm未満又は1.5μmを超えると、熱履歴を経た際にめっき剥離の原因となる。なお、電気めっきで形成したCu下地めっきは、リフロー時にCu−Sn合金相形成に消費されるため、通常その厚みはゼロとなる。
リフロー後のNi相の厚みは0.1〜0.8μmとする。Ni相が0.1μm未満になるとめっき剥離の原因となり、0.8μmを超えると曲げ加工時の割れの原因となる。
【0013】
本発明では、銅又は銅合金の表面に電気めっきを行うが、各めっきの厚みをSnめっきは0.4〜2.2μm、Cuめっきは0.1〜2.2μm、Niめっきは0.1〜0.8μmの範囲で適宜調整する。その次にリフロー処理を行うが、例えば、昇温速度は材料温度が25℃から350℃以上までの間50〜100℃/秒、好ましくは60〜80℃/秒、保持温度は材料温度が350〜500℃、好ましくは400〜450℃、保持時間は1〜5秒、好ましくは1〜3秒、冷却速度は材料温度が100℃以下まで250〜450℃/秒、好ましくは250〜350℃/秒、のなかの適当な条件で行う。上記条件下での電気めっき及びリフロー処理により本発明のめっき構造が得られる。
【0014】
(3)Cu−Sn合金相の結晶粒径
材料に外力が働くこと(例えば、本発明の基板端子がスルーホールの内周部に当り、たわむこと)によって、材料内で転位が移動し、集積することで材料は変形する。一般的に、金属組織の結晶粒界の原子配列は、粒内と比較して不規則であるため、転位は結晶粒界に優先的に集積する。特に、粒界三重点のように、局所的に結晶粒界の面積が大きい場所に集積しやすい。
【0015】
本発明のめっき材のSn相との界面におけるCu−Sn合金相では1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在する。これらCu−Sn合金相界面の結晶粒の面積は、本発明のめっき材のSn相を電解研磨により除去した後にめっき表面に対して垂直方向から観察して決定される。
本発明のCu−Sn合金相界面では、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つ。
本発明は理論によって制限されるものではないが、上記式が成り立つ場合、その金属組織には粗大な結晶粒と比較的微細な結晶粒が混在し、局所的に結晶粒界の面積が大きい場所が存在する(図3)。したがって、外力が加わったとき、そのような結晶粒界の面積が大きい場所に転位が集積し、プリント基板端子の素材として好適なへたり性が得られると考えられる。一方、SX/(SX+Sy)×100が20未満であると粗大な結晶粒が均一規則的に配置されるため、本発明の効果が得られない。一方、60を超えると金属組織には粗大な結晶粒は少なく微細結晶粒が規則的に配置されるため、やはり本発明の効果が得られない。
【0016】
(4)Cu−Sn合金相のNi濃度
本発明の不均一な結晶粒から構成されるCu−Sn合金相は、Cu−Sn合金相中にNiを不均一に拡散させることにより得られる。Cu−Sn合金相中のNi濃度は0.05〜3.0wt%、好ましくは0.13〜0.55wt%である。0.05wt%未満であると、Cu−Sn合金相は粗大で均一な結晶粒となり、3.0wt%を超えると微細で均一な結晶粒となるため、いずれも本発明の効果が得られない。GDSにより本発明のめっき試料の深さ方向のSn、Ni、Cu濃度プロファイルを求めた例を図4に示す。Cu曲線の変曲点(矢印A)とSn曲線の変曲点(矢印B)が重なる深さであるSn濃度80%の深さ(深さ0.74μm)と、Cu曲線の頂上(変曲点、矢印C)と重なるSn濃度30%の深さ(深さ1.42μm)との中間の深さ(深さ1.08μm)におけるNi濃度を、本発明のCu−Sn合金相中のNi濃度とした。
【0017】
Cu−Sn合金相中のNi濃度を本発明の0.05〜3.0wt%として本発明のCu−Sn合金相を得るには、前述した条件で電気めっき及びリフロー処理を行えばよい。昇温速度が100℃/秒を超えたり、保持温度が350℃を下回ったり、冷却速度が450℃/秒を超えると、Niが充分に拡散せず、その濃度は0.05wt%未満となる。反対に、昇温速度が50℃/秒を下回ったり、保持温度が500℃を超えたり、冷却速度が250℃/秒を下回ると、Niが過剰に拡散し、その濃度は3.0wt%を超える。また、保持時間が5秒を超えるようなリフロー処理は、ラインスピードが著しく遅くなり、生産コストが上がるため、工業的に好ましくない。
【0018】
なお、特許文献1にもNiを含有するCu−Sn中間層が記載されているが、最も好ましいNi含有量は1.0重量%以下である(特許文献1「0028」)。そして、当業者が通常行うリフロー条件においてはNiはCu−Sn合金相中に均一に分散し、Cu−Sn合金相の結晶粒径も均一である。そして、特許文献1では、Niが不規則に拡散する効果もCu−Sn合金相の結晶粒径の不均一性の効果も全く意識されていない。従って、本発明の構成は特許文献1の発明とは異なり、その効果も異なる。
【実施例】
【0019】
高周波溶解炉を用い、内径60mm、深さ200mmの黒鉛坩堝中で2kgの電気銅を溶解した。溶湯表面を木炭片で覆った後、Zn及び必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnを添加した。溶湯温度を1200℃に調整した後、溶湯を金型に鋳込み、幅60mm、厚み30mmのインゴットを製造した。インゴットを850℃で3時間加熱し、厚さ8mmまで熱間圧延を行った。熱間圧延板の表面の酸化スケールをグラインダーで研削後、板厚1mmまで冷間圧延、再結晶焼鈍、板厚0.64mmまで冷間圧延を行った。再結晶焼鈍では、材料を大気中、750℃で加熱し、加熱時間を調整することにより、結晶粒径を制御した。また、焼鈍で生成した酸化膜を除去するため、10質量%硫酸−1質量%過酸化水溶液における酸洗及び#1200エメリー紙による機械研磨を順次行った。このように作製した銅合金の成分を表1に示す。なお、本発明のNi含有Cu−Sn合金相の構造は、上記Zn等の元素の銅合金への添加の有無によっては影響されなかった。
【0020】
【表1】
【0021】
次に、これら銅合金に対し、以下の手順で各めっきを施した。
(1)アルカリ水溶液中で試料をカソードとして次の条件で電解脱脂を行った。
・脱脂剤:ユケン工業(株)製商標「パクナ105」
・電流密度:3A/dm2
・脱脂剤濃度:40g/L
・浴温:60℃
・時間:30秒
(2)硫酸水溶液を用いて次の条件で酸洗を行った。
・硫酸濃度:10g/L
・浴温:25℃
・時間:10秒
【0022】
(3)次の条件でNiめっきを行った。
・めっき浴組成:硫酸ニッケル250g/L、塩化ニッケル45g/L、ホウ酸30g/L
・めっき浴温度:50℃
・電流密度:5A/dm2
・Niめっき厚みは、電着時間により調整した。
(4)次の条件でCu下地めっきを行った。
・めっき浴組成:硫酸銅200g/L、硫酸60g/L
・めっき浴温度:25℃
・電流密度:5A/dm2
・Cuめっき厚みは、電着時間により調整した。
【0023】
(5)次の条件でSnめっきを行った。
・めっき浴組成:酸化第1錫41g/L、フェノールスルホン酸268g/L、界面活性剤5g/L
・めっき浴温度:50℃
・電流密度:9A/dm2
・Snめっき厚みは、電着時間により調整した。
【0024】
(6)リフロー処理として、試料表面に熱電対を取り付け、加熱炉中に試料を投入した後、冷却した。このとき、熱電対により材料温度をモニターし、昇温、保持及び冷却を次の条件に調整した。
・昇温:25℃から350℃以上までの昇温速度50〜100℃/秒
・保持:温度350〜500℃、時間1〜5秒
・冷却:100℃以下までの冷却速度250〜450℃/秒
リフロー処理中の材料温度プロファイルデータの代表的なものとして、下記発明例1の材料温度のプロファイルを図5に示す。図5より、材料温度が25℃から350℃以上となるまでの昇温速度は70℃/秒であり、415℃で2秒保持した後、100℃以下になるまでの冷却速度は300℃/秒であることが読み取れる。その他の発明例及び比較例も同様にリフロー条件を調整した。
得られた銅合金すずめっき条に対し、以下の特性を評価した。
【0025】
(イ)めっき厚み
Sn相、Cu−Sn合金相及びNi相の厚みを求めた。Sn相及びCu−Sn合金相の厚み測定は主としてCT−1型電解式膜厚計(株式会社電測製)を用い、断面からのSEM観察、表面からのGDS(グロー放電発光分光分析装置)分析等も必要に応じて用いた。Ni相の厚み測定は、断面からのSEM観察により求めた。
【0026】
(ロ)Cu−Sn合金相のNi濃度
リフロー後の試料をアセトン中で超音波脱脂した後、GDSにより、Sn、Cu、Niの深さ方向の濃度プロファイルを求めた。測定条件は次の通りである。
・装置:JOBIN YBON社製JY5000RF−PSS型
・Current Method Program:CNBinteel−12aa−0
・Mode:設定電力=40W
・気圧:775Pa
・電流値:40mA(700V)
・フラッシュ時間:20s
・予備加熱(Preburn)時間:2s
・測定(分析)時間:30s
・サンプリング時間:0.020s/point
【0027】
濃度プロファイルデータの代表的なものとして、下記発明例1のSn、Cu及びNiの濃度プロファイルを図4に示す。図4(A)に示されるとおり、本発明のめっき皮膜は表面よりSn相、Cu−Sn合金相、Ni相の順で構成されており、深さ0.74μmの位置にSn濃度曲線の変曲点及びCu濃度曲線の変曲点により示されるSn相とCu−Sn合金相の境界が、深さ1.42μmの位置にCu濃度の最大値及びNi濃度上昇開始点により示されるCu−Sn合金相とNi相の境界が存在することが認められる。従って、深さ0.74〜1.42μmの範囲にCu−Sn合金相が存在する。図4(A)のグラフの縦の濃度目盛りを拡大した図4(B)より、Cu−Sn合金相の厚みの中央部(深さ1.08μm)のNiプロファイルの高さを読み取り、Cu−Sn合金相中のNi濃度とした。その他の発明例及び比較例も同様にCu−Sn合金相中のNi濃度を求めた。
【0028】
(ハ)へたり量
銅合金すずめっき材を厚み0.64mm×幅0.64mm×長さ30mmの端子状にプレス加工した。アイコーエンジニアリング社製MODEL−1605Nを使用して、端子の一端をバイス(vise)で固定してばね長20mmとし、固定されてない端にナイフエッジを、変位量が1.0mmとなるまで押し当て、5秒保持した後、荷重を除去した。その後、試験前の端子末端位置から試験後の位置との差を測定し、へたり量を求めた(図6参照)。本発明における「プリント基板端子の素材として好適なへたり性」とは、上記試験でへたり量が、0.1mm以上となることを意味する。
【0029】
(ニ)結晶粒の面積
リフロー後の銅合金Snめっき材のめっき表面を、電解式膜厚計を用いて、Sn相を溶解除去し、めっき表面にCu−Sn合金相を露出させ、金属組織をELIONIX社製凹凸SEM(ERA−8000)により3000倍で面積1200μm2の範囲を観察した。観察後、撮影した像を(株)キーエンス社製デジタルマイクロスコープ(VW−6000)に取り込み、同装置の解析ソフトを用いて、各結晶粒の面積を測定した後、面積3μm2未満と3μm2以上で分別し、それぞれの総面積を求めた。ただし、観察範囲の境界線上にある結晶粒は測定から除外した。
【0030】
(ホ)めっき剥離性
幅10mmの短冊試験片を採取し、曲げ軸が圧延方向に対し平行となるように曲げ半径0.64mmの90°曲げを行った後、150℃の温度で、大気中3000時間まで加熱した。加熱後、加熱炉から取り出し、曲げ戻し、曲げ外周部にテープ(住友3M社製、メッキ用マスキングテープ、#851A)を貼り付けた後、引き剥がし、光学顕微鏡(倍率50倍)でめっき剥離の有無を観察した。評価結果で「○」はめっき剥離なし、「×」はめっき剥離ありを示す。
(ヘ)強度
圧延平行方向での引張試験を行って引張強さ(TS)及び0.2%耐力(YS)を求めた。
(ト)導電率(EC;%IACS)
ダブルブリッジにより、体積抵抗率を4端子測定法によって求めた。
【0031】
実施例を表2に示す。すべての実施例において、電着時のCuめっき相はリフロー処理によりCu−Sn合金相の形成に消費され、消失した。
発明例1〜10及び比較例1〜6はNiを含有したCu−Sn合金相の結晶粒の面積率がへたり性に及ぼす影響を示す。これら実施例では銅合金aを使用し、リフロー後のSn厚みが0.1〜1.5μm、Cu−Sn合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmの範囲内であり、めっき剥離は発生しなかった。
発明例1〜10は、Cu−Sn合金相中のNi濃度が0.05〜3.0wt%の範囲内であり、SX/(SX+SY)×100が20〜60の範囲内であった。Ni濃度及びSX/(SX+SY)×100が規格内であったこれら合金のへたり量は0.1mm以上となり、プリント基板端子の素材として好適なへたり性が得られた。
【0032】
比較例1は保持温度が350℃を下回り、比較例2は昇温速度が100℃/秒を超え、比較例3は冷却速度が450℃/秒を超えた。これら合金はCu−Sn合金中のNi濃度が0.05wt%未満であり、SX/(SX+SY)×100が20未満であった。比較例4は保持温度が500℃を超え、比較例5は昇温速度が50℃/秒を下回り、比較例6は冷却速度が250℃/秒を下回った。これら合金はCu−Sn合金中のNi濃度が3.0wt%を超え、SX/(SX+SY)×100が60を超えた。Ni濃度及びSX/(SX+SY)×100が規格外であったこれら合金ではへたり量が0.1mm未満となった。
【0033】
発明例11〜15及び比較例7〜9はめっき厚みがめっき剥離性に及ぼす影響を示す。これら実施例では銅合金aを使用し、Cu−Sn合金相中のNi濃度は0.05〜3.0wt%の範囲内、SX/(SX+SY)×100が20〜60の範囲内であり、へたり量は0.1mm以上であった。
発明例11〜15は、リフロー後のSn厚みが0.1〜1.5μm、リフロー後のCu−Sn合金相の厚みが0.1〜1.5μm、リフロー後のNi相の厚みが0.1〜0.8μmの範囲内であった。めっき厚みが規定範囲内であったこれら合金はめっき剥離が発生しなかった。
比較例7はリフロー後のSn相の厚みが0.1μm未満であり、比較例8はリフロー後のCu−Sn合金相の厚みが1.5μmを超え、比較例9はリフロー後のNi相の厚みが0.1μm未満であった。めっき厚みが規定範囲外であったこれら合金ではめっき剥離が発生した。
【0034】
発明例16〜22及び比較例10〜12は各成分濃度が強度と導電率に及ぼす影響を示す。これら実施例は、リフロー後のSn厚みが0.1〜1.5μm、Cu−Sn合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmの範囲内であり、めっき剥離は発生しなかった。さらに、Cu−Sn合金相中のNi濃度は0.05〜3.0wt%、SX/(SX+SY)×100が20〜60の範囲内であり、へたり量は0.1mm以上であった。
発明例16〜22は、Zn濃度が2〜22%の範囲内であり、Ni、Cr、Co、Sn、Fe、Ag、及びMnの群から選ばれた1種以上の合計濃度が2.0wt%以下であった。成分濃度が規格範囲内であったこれら合金はTS及びYSが400MPa以上、ECが30%IACS以上であり、プリント基板用銅合金として充分な特性を示した。
比較例10はNi、Cr、Co、Sn、Fe、Ag、及びMnの群から選ばれた1種以上の合計濃度が2.0%を超え、比較例11はZn濃度が22%を超えた。これら合金はECが30%IACS未満であった。比較例12はZn濃度が2%未満であり、TS及びYSが400MPa未満であった。成分濃度が規格範囲外であったこれら銅合金の特性はプリント基板用銅合金として好ましくないものであった。
【0035】
【表2】
【特許請求の範囲】
【請求項1】
銅又は銅合金の表面に、Ni、Cu、Snの順で電気めっきを施し、その後、リフロー処理を施しためっき条であり、Ni相の平均厚みが0.1〜0.8μm、Niを0.05〜3.0wt%を含むCu−Sn合金相の平均厚みが0.1〜1.5μm、Sn相の平均厚みが0.1〜1.5μmであり、Sn相との界面におけるCu−Sn合金相には1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つことを特徴とする、プリント基板端子用に好適なへたり性をもつ銅合金すずめっき材。
【請求項2】
銅合金が、2〜22重量%のZnを含有し、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有し、残部が銅及び不可避的不純物から構成されることを特徴とする請求項1の銅合金すずめっき材。
【請求項1】
銅又は銅合金の表面に、Ni、Cu、Snの順で電気めっきを施し、その後、リフロー処理を施しためっき条であり、Ni相の平均厚みが0.1〜0.8μm、Niを0.05〜3.0wt%を含むCu−Sn合金相の平均厚みが0.1〜1.5μm、Sn相の平均厚みが0.1〜1.5μmであり、Sn相との界面におけるCu−Sn合金相には1つの結晶粒の面積が3μm2未満の微細な結晶粒と3μm2以上の粗大な結晶粒が混在し、3μm2未満の各結晶粒の総面積をSX、3μm2以上の各結晶粒の総面積をSYとしたとき、20≦SX/(SX+SY)×100≦60が成り立つことを特徴とする、プリント基板端子用に好適なへたり性をもつ銅合金すずめっき材。
【請求項2】
銅合金が、2〜22重量%のZnを含有し、更に必要に応じてNi、Cr、Co、Sn、Fe、Ag及びMnの群から選ばれた1種以上を合計で2.0重量%以下含有し、残部が銅及び不可避的不純物から構成されることを特徴とする請求項1の銅合金すずめっき材。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−236068(P2010−236068A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−88187(P2009−88187)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(591007860)日鉱金属株式会社 (545)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(591007860)日鉱金属株式会社 (545)
【Fターム(参考)】
[ Back to top ]