
光量調節装置及び光学機器
【課題】光量調節羽根の寸法精度が高く、光学性能の劣化が少ない薄型の光量調節装置を提供する。
【解決手段】 光量調節装置105は、複数の光量調節羽根1〜7と、該複数の光量調節羽根を回動させて該複数の光量調節羽根により形成される光通過開口のサイズを変更する駆動機構8,9,11とを有する。光量調節羽根1〜7は、回動中心部1c〜7c及び駆動機構からの駆動力を受ける被駆動部1d〜7dが形成された基部1a〜7aと、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部1b〜7bとを有する。羽根部の肉厚t2は、基部の肉厚t1よりも薄い。
【解決手段】 光量調節装置105は、複数の光量調節羽根1〜7と、該複数の光量調節羽根を回動させて該複数の光量調節羽根により形成される光通過開口のサイズを変更する駆動機構8,9,11とを有する。光量調節羽根1〜7は、回動中心部1c〜7c及び駆動機構からの駆動力を受ける被駆動部1d〜7dが形成された基部1a〜7aと、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部1b〜7bとを有する。羽根部の肉厚t2は、基部の肉厚t1よりも薄い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、交換レンズ、ビデオカメラ、デジタルスチルカメラ、プロジェクタ等の光学機器に用いられる光量調節装置に関する。
【背景技術】
【0002】
カメラや交換レンズには、撮像素子やフィルム等の撮像面上に到達する光量や被写界深度を調節するために、開口径を変更可能とした絞り装置(光量調節装置)が設けられている。また、液晶パネル等の画像変調素子からの光を投影するプロジェクタの投射光学系にも、同様の光量調節装置が設けられていることが多い。
【0003】
このような光量調節装置には、複数(3枚以上)の絞り羽根を回動させて虹彩のように開口径を変化させる、いわゆる虹彩絞りがある。そして、虹彩絞りに用いられる各絞り羽根の基部には、回動中心部や駆動力を受ける被駆動部となる軸部や穴部が形成される。また、各絞り羽根のうち基部よりも各軸部に対して離れた羽根部が他の絞り羽根と光軸方向にて重なることで、光を通過させるための開口が形成される。
【0004】
従来の絞り羽根においては、羽根部及び基部を構成する金属シートやプラスチックシートに金属製の軸を機械的にカシメて軸部を形成したり、該シートに樹脂をアウトサート成型して軸部を形成したりしている。このため、絞り羽根の製造において多くの工数を要したり、製造された絞り羽根の信頼性に問題があったりする。
【0005】
このため、特許文献1には、絞り羽根の基部と軸部とを一体射出成型することで、軸部を有する絞り羽根の製作工数を大幅に削減するようにする方法が開示されている。
【特許文献1】特開平6−317826号公報(段落0011〜0016、図1〜5等)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に開示された絞り羽根では、該絞り羽根の肉厚を薄くしていくと、射出成型時の樹脂の流動性が悪く、寸法精度が悪化したり外周面にバリが発生しやすくなったりするという欠点がある。一方、絞り羽根の肉厚を厚くすると、絞り羽根の駆動負荷が大きくなるとともに、絞り装置の厚み方向のサイズが大きくなる。また、絞り羽根の肉厚が厚くなると、絞り羽根と開口との段差が大きくなり、いわゆる小絞り回折が発生して光学性能が劣化する。
【0007】
本発明は、光量調節羽根の寸法精度が高く、光学性能の劣化が少ない薄型の光量調節装置及びこれを備えた光学機器と、該光量調節装置の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の一側面としての光量調節装置は、複数の光量調節羽根を回動させて光通過開口のサイズを変更する。該各光量調節装置は、回動中心部及び被駆動部が形成された基部と、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部とを有する。そして、羽根部の肉厚が、基部の肉厚よりも薄いことを特徴とする。
【0009】
また、本発明の他の側面としての光量調節装置の製造方法は、各光量調節羽根を、それぞれ回動中心部及び被駆動部となる2つの軸部が形成された基部と、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部とを有し、かつ羽根部の肉厚が基部の肉厚よりも薄くなるように合成樹脂の一体射出成型により製造する第1のステップと、該複数の光量調節羽根を用いて光量調節装置を組み立てる第2のステップとを有する。そして、第1のステップにおいて、上記2つの軸部のうち一方の軸部の位置に射出ゲートを配置し、他方の軸部の位置にイジェクタピンを配置することを特徴とする。
【発明の効果】
【0010】
本発明によれば、光量調節羽根の射出成型時にその全体に安定的に樹脂が流れる程度に基部を厚くすることができ、光量調節羽根を寸法精度良く製作することができるとともに、羽根部を薄くすることができ、光量調節装置の厚み方向寸法の小型化が可能となる。また、羽根部を薄くすることで、羽根部と光通過開口との間の段差を小さくすることができ、光学性能への悪影響を少なくすることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の好ましい実施例について図面を参照しながら説明する。
【実施例1】
【0012】
まず、図8には、本発明の実施例1である光量調節装置を備えた交換レンズ装置500を示している。この交換レンズ装置500は、不図示の撮像装置(デジタルスチルカメラやビデオカメラ)に取り外し可能に装着される。
【0013】
交換レンズ装置(光学機器)500において、501,502,503,504,505は第1〜第5レンズユニットである。105は第2レンズユニット502と第3レンズユニット503との間に配置された光量調節装置である。
【0014】
第1〜第5レンズユニット501〜505は、撮像装置に搭載されたCCDセンサやCMOSセンサ等の撮像素子上に被写体像を形成する。撮像素子は、該被写体像を光電変換して画像を生成する。
【0015】
光量調節装置105は、後述する絞り開口径を変化させることで、不図示の被写体から交換レンズ装置500に入射して撮像素子に到達する光の量を調節する。
【0016】
なお、図8には、レンズ交換型の撮像システムを構成する交換レンズ装置500に光量調節装置105を搭載した場合を示したが、光量調節装置105をレンズ一体型の撮像装置(光学機器)内に搭載してもよい。
【0017】
図1には、光量調節装置105を分解して示す。また、図2及び図3はそれぞれ、該光量調節装置105に使用される絞り羽根のうち1つの平面図及び側面図である。
【0018】
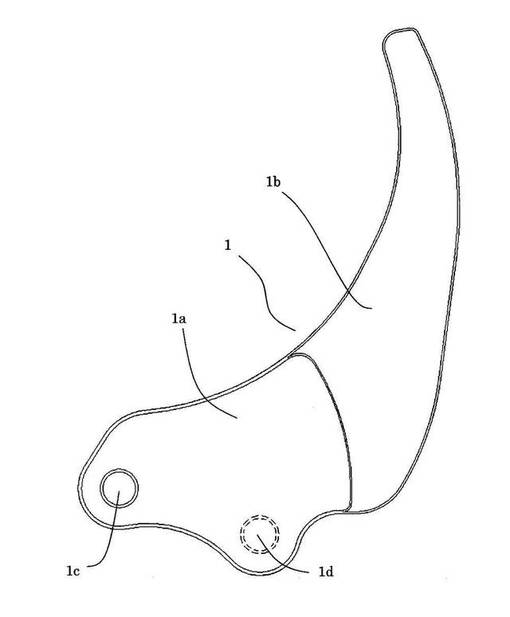
図1において、1,2,3,4,5,6,7は光量調節羽根としての絞り羽根である。これらの絞り羽根1〜7は、合成樹脂による薄板状の一体成型部品である。各絞り羽根は、基部1a,2a,3a,4a,5a,6a,7aと、該基部よりも薄い肉厚を有する羽根部1b,2b,3b,4b,5b,6b,7bとを有する。
【0019】
基部1a〜7aにおける一方の面には、該絞り羽根1〜7の回動中心部となるよう軸形状を有する第1軸部1c,2c,3c,4c,5c,6c,7cが形成されている。また、基部1a〜7aにおける他方の面には、該絞り羽根1〜7において駆動力が入力される被駆動部となるよう軸形状を有する第2軸部1d,2d,3d,4d,5d,6d,7d(但し、図1には、1d,2d,6d,7dのみ示されている)が形成されている。
【0020】
8はリング状の回転部材であり、その中央には開口部8aが形成されている。該回転部材8には、その周方向7箇所に形成された軸穴部8b,8c,8d,8e,8f,8g,8hと、周方向に7つに分割された突条部8iと、周方向一部に形成されたギア部8jとを有する。また、回転部材8の周方向一箇所には、遮光部8kが形成されている。
【0021】
9はリング状のカム部材であり、本光量調節装置105のベース部材である。該カム部材9の中央には開口部9aが形成されている。該カム部材9には、その周方向に7つのカム溝部9b,9c,9d,9e,9f,9g,9hが形成されている。
【0022】
10はリング状の押さえ部材であり、その中央に開口部10aが形成されている。該押さえ部材10には、その周方向一箇所に形成された穴部10bと、モータ取り付け部10cとが設けられている。
【0023】
11は回転部材8を駆動するステッピングモータであり、ステッピングモータ11の出力軸にはピニオンギア12が取り付けられている。ステッピングモータ11は、押さえ部材10のモータ取り付け部10cに固定される。ピニオンギア12は、押さえ部材10の穴部10bを貫通して回転部材8のギア部8jと噛み合う。回転部材8、カム部材9、ステッピングモータ11及びピニオンギア12により駆動機構が構成される。
【0024】
13は初期位置センサであり、フォトインタラプタにより構成されている。初期位置センサ13の投光部と受光部との間に回転部材8に形成された遮光部8kが挿入されることにより、回転部材8が初期位置にあることを検知することができる。ここにいう初期位置は、絞り羽根1〜7によって形成される絞り開口(光通過開口)の径(サイズ)が最大である開放径となる位置に相当する。
【0025】
押さえ部材10は、回転部材8との間に絞り羽根1〜7を挟んでカム部材9に固定され、回転部材8と絞り羽根1〜7の光軸方向(光通過方向)の抜け止めの役割を果たす。回転部材8の突条部8iは、押さえ部材10の開口部10a内に回転可能に挿入される。回転部材8は、突条部8iの外周面が押さえ部材10の開口部10aの内周面に対して摺動することで、回転可能に支持される。また、絞り羽根1〜7の第1軸部1c〜7cはそれぞれ、回転部材8に形成された軸穴部8b〜8hに回動可能に挿入される。さらに、第2軸部1d〜7dはそれぞれ、カム部材9に形成されたカム溝部9b〜9hに挿入される。
【0026】
押さえ部材10に固定されたステッピングモータ11が作動してピニオンギア12が回転すると、該ピニオンギア12にギア部8jが噛み合っている回転部材8が回転する。これにより、各絞り羽根は、第2軸部がカム部材9のカム溝部に沿って移動し(すなわち、第2軸部がカム溝部から駆動力を受けて)、第1軸部を中心に回動する。
【0027】
絞り羽根1〜7は、光軸(開口部8a,9aの中心位置)回りに均等間隔で配置されており、互いに一部同士が重なり合うことで、それらの内側に光通過開口である絞り開口を形成する。そして、絞り羽根1〜7が回動することでそれらの重なり量が変化するとともに、絞り開口径が連続的に変化する。絞り羽根1〜7の重なり量が大きいほど、絞り開口径は小さくなる。初期位置センサ13により検出された初期位置を基準として、ステッピングモータ11に与える駆動パルス信号の数をカウントすることで、絞り開口径を制御し、光量を調節することができる。
【0028】
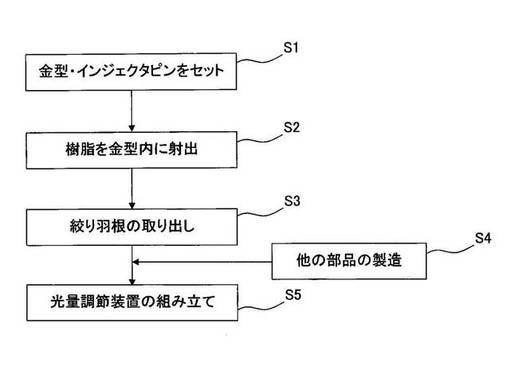
次に、絞り羽根及び光量調節装置105の製造方法について、図2及び図4を用いて説明する。図4には、該製造方法のフローチャートを示す。図2には、7つの絞り羽根1〜7を代表して絞り羽根1を示している。絞り羽根2〜7の形状は、絞り羽根1と同じである。
【0029】
ステップ(図にはSと示す)1において、射出成型装置に射出ゲートを有する金型とイジェクタピンとをセットする。このとき、第1軸部1cに比べて絞り羽根の長手方向中央に近い第2軸部1dの位置に射出ゲートを配置し、第1軸部1cの位置にイジェクタピンを配置する。ただし、第1軸部1cの位置に射出ゲートを配置し、第2軸部1dの位置にイジェクタピンを配置してもよい。
【0030】
ステップ2では、金型内に溶解した合成樹脂を射出(充填)し、その後、樹脂を硬化させる。
【0031】
そして、ステップ3では、硬化した絞り羽根1をイジェクタピンで押して金型から取り出す。
【0032】
ステップ4では、光量調節装置を構成する絞り羽根1〜7以外の部品(カム部材9,回転部材8,押さえ部材10及びステッピングモータ11)を製造する。
【0033】
最後に、ステップ5では、ステップ3で取り出された絞り羽根1〜7と、ステップ4で製造されたカム部材9,回転部材8,押さえ部材10及びステッピングモータ11を前述したように互いに組み合わせて光量調節装置105を組み立てる。
【0034】
上記製造方法において、第1及び第2軸部1c,1dの位置にそれぞれイジェクタピンと射出ゲートを配置したことにより、以下のメリットがある。すなわち、射出ゲートが羽根部1bよりも肉厚が大きい基部1a上に形成された第2軸部1dの位置に配置されることで、羽根部1bの先端まで安定的に樹脂が流れ、全体として薄い板状の絞り羽根1を寸法精度良く成形することができる。また、イジェクタピンが肉厚が大きい基部1a上に形成された第1軸部1cの位置に配置されることで、離型時に絞り羽根1が反って平面度が悪化してしまうことを防ぐことができる。
【0035】
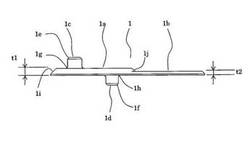
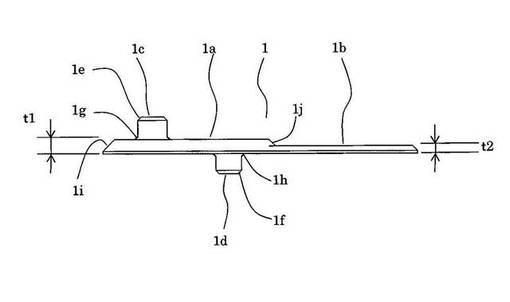
ここで、図3に示すように、本実施例では、羽根部1bの肉厚t2を、基部1aの肉厚t1の1/2以下に設定している。ただし、これは例であり、t1>t2の関係を満たしていればよい。
【0036】
また、図3に示すように、第1軸部1c及び第2軸部1dの先端にはそれぞれ、テーパ面1e,1fが設けられている。これにより、回転部材8の軸穴部8bやカム部材9のカム溝部9bとの摺動抵抗を下げることができる。
【0037】
また、第1軸部1c及び第2軸部1dの根元にはそれぞれ、曲面(テーパ面でもよい)1g,1hが設けられている。これにより、射出成型時における樹脂の流動抵抗や離型抵抗を下げて、より安定的に絞り羽根1を成型することできるとともに、各軸部の強度を上げることができる。
【0038】
また、絞り羽根1の外周縁には、肉厚方向に対して傾斜したテーパ面(曲面でもよい)1iが形成されている。さらに、互いに肉厚が異なる基部1aと羽根部1bとの段部にも、肉厚方向に対して傾斜したテーパ面(曲面でもよい)1jが形成されている。これらテーパ面1i,1jは、絞り羽根1の外周縁や段部に当たった光が乱反射して、ゴースト等の不要光が発生することを防止するために設けられている。また、テーパ面1i,1jは、絞り羽根1〜7が重なるときの絞り羽根同士の引っかかりを防止して、絞り羽根の作動抵抗を減少させる役割も有する。
【0039】
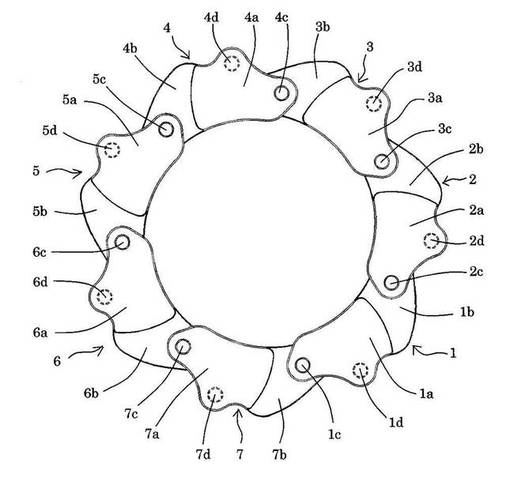
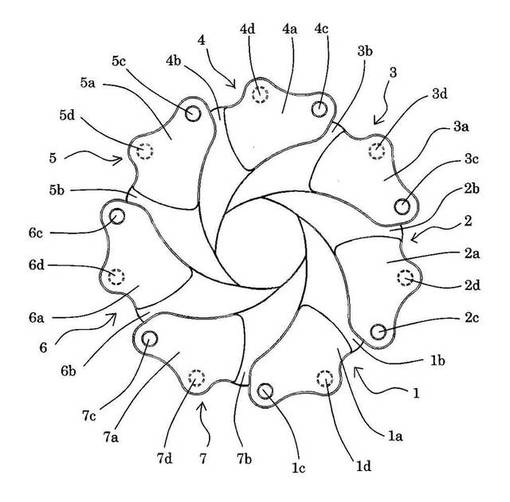
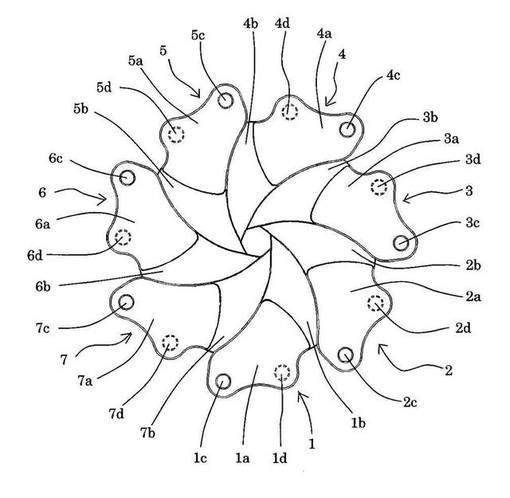
図5〜図7には、上記光量調節装置105における絞り羽根1〜7の動作状態を光軸方向から見て示している。図5は光量調節装置105の開放状態を、図6は中間絞り状態を、図7は小絞り状態を示す。
【0040】
開放状態、中間絞り状態及び小絞り状態のいずれにおいても、絞り羽根1〜7はそれらの一部同士が重なり合っている。
【0041】
図5の開放状態において、絞り羽根1とその反時計回り方向にて隣り合う絞り羽根2とに着目すると、絞り羽根1の羽根部1bと絞り羽根2の基部2aとが重なり合っている。また、絞り羽根1とその時計回り方向にて隣り合う絞り羽根7とに着目すると、絞り羽根1の基部1aと絞り羽根7の羽根部7bとが重なり合っている。そして、この開放状態では、絞り開口は、絞り羽根1〜7の基部1a〜7aと羽根部1b〜7bの両方によって形成されている。
【0042】
また、図6の中間絞り状態及び図7の小絞り状態(特定の開口径より小さい状態)では、絞り羽根1〜7の重なり合いは以下のようになる。
【0043】
絞り羽根1と絞り羽根2とに着目すると、絞り羽根1の羽根部1bの一部分は絞り羽根2の基部2aと重なり合い、他の部分は絞り羽根2の羽根部2bと重なり合っている。また、絞り羽根1と絞り羽根7とに着目すると、絞り羽根7の羽根部7bの一部分は絞り羽根1の基部1aと重なり合い、他の部分は絞り羽根1の羽根部1bと重なり合っている。そして、これらの中間絞り状態及び小絞り状態では、絞り開口は、絞り羽根1〜7のうち羽根部1b〜7bのみによって形成されている。つまり、絞り開口は、肉厚が大きい基部1a〜7aによることなく、肉厚が小さい羽根部1b〜7bのみによって形成されている。
【0044】
このように、開放状態、中間絞り状態及び小絞り状態を含む全動作状態において、隣り合う2つの絞り羽根で、第1及び第2軸部が設けられた肉厚が大きい基部同士が重なることはない。これにより、回転部材8とカム部材9との間の絞り羽根1〜7の収納スペースの光軸方向寸法を薄くすることができ、光量調節装置105の光軸方向寸法(厚み)を小さくすることができる。
【0045】
しかも、小絞り状態で絞り開口が羽根部1b〜7bのみによって形成されることで、絞り開口面とその周囲を取り囲む羽根部1b〜7bとの光軸方向での段差が小さくなる。したがって、該段差が大きいほど生じやすい小絞り回折を発生し難くすることができ、この結果、光学性能の悪化を低減することができる。
【0046】
なお、上記実施例では、7つの絞り羽根を有する光量調節装置について説明したが、絞り羽根の数は7つ以外の複数であってもよい。
【0047】
また、上記実施例では、撮像用の光学機器に搭載された光量調節装置について説明したが、上記実施例と同様の光量調節装置をプロジェクタ等、撮像用以外の光学機器に搭載してもよい。
【図面の簡単な説明】
【0048】
【図1】本発明の実施例である光量調節装置の分解斜視図。
【図2】実施例の光量調節装置に用いられる絞り羽根の平面図。
【図3】上記絞り羽根の側面図。
【図4】実施例の光量調節装置の製造方法を示すフローチャート。
【図5】実施例の光量調節装置の開放状態での絞り羽根を光軸方向から見た図。
【図6】実施例の光量調節装置の中間絞り状態での絞り羽根を光軸方向から見た図。
【図7】実施例の光量調節装置の小絞り状態での絞り羽根を光軸方向から見た図。
【図8】上記光量調節装置を備えた光学機器を示す図。
【符号の説明】
【0049】
1〜7 絞り羽根
1a〜7a 基部
1b〜7b 羽根部
1c〜7c 第1軸部
1d〜7d 第2軸部
8 回転部材
9 カム部材
10 押さえ部材
11 ステッピングモータ
【技術分野】
【0001】
本発明は、交換レンズ、ビデオカメラ、デジタルスチルカメラ、プロジェクタ等の光学機器に用いられる光量調節装置に関する。
【背景技術】
【0002】
カメラや交換レンズには、撮像素子やフィルム等の撮像面上に到達する光量や被写界深度を調節するために、開口径を変更可能とした絞り装置(光量調節装置)が設けられている。また、液晶パネル等の画像変調素子からの光を投影するプロジェクタの投射光学系にも、同様の光量調節装置が設けられていることが多い。
【0003】
このような光量調節装置には、複数(3枚以上)の絞り羽根を回動させて虹彩のように開口径を変化させる、いわゆる虹彩絞りがある。そして、虹彩絞りに用いられる各絞り羽根の基部には、回動中心部や駆動力を受ける被駆動部となる軸部や穴部が形成される。また、各絞り羽根のうち基部よりも各軸部に対して離れた羽根部が他の絞り羽根と光軸方向にて重なることで、光を通過させるための開口が形成される。
【0004】
従来の絞り羽根においては、羽根部及び基部を構成する金属シートやプラスチックシートに金属製の軸を機械的にカシメて軸部を形成したり、該シートに樹脂をアウトサート成型して軸部を形成したりしている。このため、絞り羽根の製造において多くの工数を要したり、製造された絞り羽根の信頼性に問題があったりする。
【0005】
このため、特許文献1には、絞り羽根の基部と軸部とを一体射出成型することで、軸部を有する絞り羽根の製作工数を大幅に削減するようにする方法が開示されている。
【特許文献1】特開平6−317826号公報(段落0011〜0016、図1〜5等)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に開示された絞り羽根では、該絞り羽根の肉厚を薄くしていくと、射出成型時の樹脂の流動性が悪く、寸法精度が悪化したり外周面にバリが発生しやすくなったりするという欠点がある。一方、絞り羽根の肉厚を厚くすると、絞り羽根の駆動負荷が大きくなるとともに、絞り装置の厚み方向のサイズが大きくなる。また、絞り羽根の肉厚が厚くなると、絞り羽根と開口との段差が大きくなり、いわゆる小絞り回折が発生して光学性能が劣化する。
【0007】
本発明は、光量調節羽根の寸法精度が高く、光学性能の劣化が少ない薄型の光量調節装置及びこれを備えた光学機器と、該光量調節装置の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の一側面としての光量調節装置は、複数の光量調節羽根を回動させて光通過開口のサイズを変更する。該各光量調節装置は、回動中心部及び被駆動部が形成された基部と、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部とを有する。そして、羽根部の肉厚が、基部の肉厚よりも薄いことを特徴とする。
【0009】
また、本発明の他の側面としての光量調節装置の製造方法は、各光量調節羽根を、それぞれ回動中心部及び被駆動部となる2つの軸部が形成された基部と、他の光量調節羽根と光通過方向において重なって光通過開口を形成する羽根部とを有し、かつ羽根部の肉厚が基部の肉厚よりも薄くなるように合成樹脂の一体射出成型により製造する第1のステップと、該複数の光量調節羽根を用いて光量調節装置を組み立てる第2のステップとを有する。そして、第1のステップにおいて、上記2つの軸部のうち一方の軸部の位置に射出ゲートを配置し、他方の軸部の位置にイジェクタピンを配置することを特徴とする。
【発明の効果】
【0010】
本発明によれば、光量調節羽根の射出成型時にその全体に安定的に樹脂が流れる程度に基部を厚くすることができ、光量調節羽根を寸法精度良く製作することができるとともに、羽根部を薄くすることができ、光量調節装置の厚み方向寸法の小型化が可能となる。また、羽根部を薄くすることで、羽根部と光通過開口との間の段差を小さくすることができ、光学性能への悪影響を少なくすることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の好ましい実施例について図面を参照しながら説明する。
【実施例1】
【0012】
まず、図8には、本発明の実施例1である光量調節装置を備えた交換レンズ装置500を示している。この交換レンズ装置500は、不図示の撮像装置(デジタルスチルカメラやビデオカメラ)に取り外し可能に装着される。
【0013】
交換レンズ装置(光学機器)500において、501,502,503,504,505は第1〜第5レンズユニットである。105は第2レンズユニット502と第3レンズユニット503との間に配置された光量調節装置である。
【0014】
第1〜第5レンズユニット501〜505は、撮像装置に搭載されたCCDセンサやCMOSセンサ等の撮像素子上に被写体像を形成する。撮像素子は、該被写体像を光電変換して画像を生成する。
【0015】
光量調節装置105は、後述する絞り開口径を変化させることで、不図示の被写体から交換レンズ装置500に入射して撮像素子に到達する光の量を調節する。
【0016】
なお、図8には、レンズ交換型の撮像システムを構成する交換レンズ装置500に光量調節装置105を搭載した場合を示したが、光量調節装置105をレンズ一体型の撮像装置(光学機器)内に搭載してもよい。
【0017】
図1には、光量調節装置105を分解して示す。また、図2及び図3はそれぞれ、該光量調節装置105に使用される絞り羽根のうち1つの平面図及び側面図である。
【0018】
図1において、1,2,3,4,5,6,7は光量調節羽根としての絞り羽根である。これらの絞り羽根1〜7は、合成樹脂による薄板状の一体成型部品である。各絞り羽根は、基部1a,2a,3a,4a,5a,6a,7aと、該基部よりも薄い肉厚を有する羽根部1b,2b,3b,4b,5b,6b,7bとを有する。
【0019】
基部1a〜7aにおける一方の面には、該絞り羽根1〜7の回動中心部となるよう軸形状を有する第1軸部1c,2c,3c,4c,5c,6c,7cが形成されている。また、基部1a〜7aにおける他方の面には、該絞り羽根1〜7において駆動力が入力される被駆動部となるよう軸形状を有する第2軸部1d,2d,3d,4d,5d,6d,7d(但し、図1には、1d,2d,6d,7dのみ示されている)が形成されている。
【0020】
8はリング状の回転部材であり、その中央には開口部8aが形成されている。該回転部材8には、その周方向7箇所に形成された軸穴部8b,8c,8d,8e,8f,8g,8hと、周方向に7つに分割された突条部8iと、周方向一部に形成されたギア部8jとを有する。また、回転部材8の周方向一箇所には、遮光部8kが形成されている。
【0021】
9はリング状のカム部材であり、本光量調節装置105のベース部材である。該カム部材9の中央には開口部9aが形成されている。該カム部材9には、その周方向に7つのカム溝部9b,9c,9d,9e,9f,9g,9hが形成されている。
【0022】
10はリング状の押さえ部材であり、その中央に開口部10aが形成されている。該押さえ部材10には、その周方向一箇所に形成された穴部10bと、モータ取り付け部10cとが設けられている。
【0023】
11は回転部材8を駆動するステッピングモータであり、ステッピングモータ11の出力軸にはピニオンギア12が取り付けられている。ステッピングモータ11は、押さえ部材10のモータ取り付け部10cに固定される。ピニオンギア12は、押さえ部材10の穴部10bを貫通して回転部材8のギア部8jと噛み合う。回転部材8、カム部材9、ステッピングモータ11及びピニオンギア12により駆動機構が構成される。
【0024】
13は初期位置センサであり、フォトインタラプタにより構成されている。初期位置センサ13の投光部と受光部との間に回転部材8に形成された遮光部8kが挿入されることにより、回転部材8が初期位置にあることを検知することができる。ここにいう初期位置は、絞り羽根1〜7によって形成される絞り開口(光通過開口)の径(サイズ)が最大である開放径となる位置に相当する。
【0025】
押さえ部材10は、回転部材8との間に絞り羽根1〜7を挟んでカム部材9に固定され、回転部材8と絞り羽根1〜7の光軸方向(光通過方向)の抜け止めの役割を果たす。回転部材8の突条部8iは、押さえ部材10の開口部10a内に回転可能に挿入される。回転部材8は、突条部8iの外周面が押さえ部材10の開口部10aの内周面に対して摺動することで、回転可能に支持される。また、絞り羽根1〜7の第1軸部1c〜7cはそれぞれ、回転部材8に形成された軸穴部8b〜8hに回動可能に挿入される。さらに、第2軸部1d〜7dはそれぞれ、カム部材9に形成されたカム溝部9b〜9hに挿入される。
【0026】
押さえ部材10に固定されたステッピングモータ11が作動してピニオンギア12が回転すると、該ピニオンギア12にギア部8jが噛み合っている回転部材8が回転する。これにより、各絞り羽根は、第2軸部がカム部材9のカム溝部に沿って移動し(すなわち、第2軸部がカム溝部から駆動力を受けて)、第1軸部を中心に回動する。
【0027】
絞り羽根1〜7は、光軸(開口部8a,9aの中心位置)回りに均等間隔で配置されており、互いに一部同士が重なり合うことで、それらの内側に光通過開口である絞り開口を形成する。そして、絞り羽根1〜7が回動することでそれらの重なり量が変化するとともに、絞り開口径が連続的に変化する。絞り羽根1〜7の重なり量が大きいほど、絞り開口径は小さくなる。初期位置センサ13により検出された初期位置を基準として、ステッピングモータ11に与える駆動パルス信号の数をカウントすることで、絞り開口径を制御し、光量を調節することができる。
【0028】
次に、絞り羽根及び光量調節装置105の製造方法について、図2及び図4を用いて説明する。図4には、該製造方法のフローチャートを示す。図2には、7つの絞り羽根1〜7を代表して絞り羽根1を示している。絞り羽根2〜7の形状は、絞り羽根1と同じである。
【0029】
ステップ(図にはSと示す)1において、射出成型装置に射出ゲートを有する金型とイジェクタピンとをセットする。このとき、第1軸部1cに比べて絞り羽根の長手方向中央に近い第2軸部1dの位置に射出ゲートを配置し、第1軸部1cの位置にイジェクタピンを配置する。ただし、第1軸部1cの位置に射出ゲートを配置し、第2軸部1dの位置にイジェクタピンを配置してもよい。
【0030】
ステップ2では、金型内に溶解した合成樹脂を射出(充填)し、その後、樹脂を硬化させる。
【0031】
そして、ステップ3では、硬化した絞り羽根1をイジェクタピンで押して金型から取り出す。
【0032】
ステップ4では、光量調節装置を構成する絞り羽根1〜7以外の部品(カム部材9,回転部材8,押さえ部材10及びステッピングモータ11)を製造する。
【0033】
最後に、ステップ5では、ステップ3で取り出された絞り羽根1〜7と、ステップ4で製造されたカム部材9,回転部材8,押さえ部材10及びステッピングモータ11を前述したように互いに組み合わせて光量調節装置105を組み立てる。
【0034】
上記製造方法において、第1及び第2軸部1c,1dの位置にそれぞれイジェクタピンと射出ゲートを配置したことにより、以下のメリットがある。すなわち、射出ゲートが羽根部1bよりも肉厚が大きい基部1a上に形成された第2軸部1dの位置に配置されることで、羽根部1bの先端まで安定的に樹脂が流れ、全体として薄い板状の絞り羽根1を寸法精度良く成形することができる。また、イジェクタピンが肉厚が大きい基部1a上に形成された第1軸部1cの位置に配置されることで、離型時に絞り羽根1が反って平面度が悪化してしまうことを防ぐことができる。
【0035】
ここで、図3に示すように、本実施例では、羽根部1bの肉厚t2を、基部1aの肉厚t1の1/2以下に設定している。ただし、これは例であり、t1>t2の関係を満たしていればよい。
【0036】
また、図3に示すように、第1軸部1c及び第2軸部1dの先端にはそれぞれ、テーパ面1e,1fが設けられている。これにより、回転部材8の軸穴部8bやカム部材9のカム溝部9bとの摺動抵抗を下げることができる。
【0037】
また、第1軸部1c及び第2軸部1dの根元にはそれぞれ、曲面(テーパ面でもよい)1g,1hが設けられている。これにより、射出成型時における樹脂の流動抵抗や離型抵抗を下げて、より安定的に絞り羽根1を成型することできるとともに、各軸部の強度を上げることができる。
【0038】
また、絞り羽根1の外周縁には、肉厚方向に対して傾斜したテーパ面(曲面でもよい)1iが形成されている。さらに、互いに肉厚が異なる基部1aと羽根部1bとの段部にも、肉厚方向に対して傾斜したテーパ面(曲面でもよい)1jが形成されている。これらテーパ面1i,1jは、絞り羽根1の外周縁や段部に当たった光が乱反射して、ゴースト等の不要光が発生することを防止するために設けられている。また、テーパ面1i,1jは、絞り羽根1〜7が重なるときの絞り羽根同士の引っかかりを防止して、絞り羽根の作動抵抗を減少させる役割も有する。
【0039】
図5〜図7には、上記光量調節装置105における絞り羽根1〜7の動作状態を光軸方向から見て示している。図5は光量調節装置105の開放状態を、図6は中間絞り状態を、図7は小絞り状態を示す。
【0040】
開放状態、中間絞り状態及び小絞り状態のいずれにおいても、絞り羽根1〜7はそれらの一部同士が重なり合っている。
【0041】
図5の開放状態において、絞り羽根1とその反時計回り方向にて隣り合う絞り羽根2とに着目すると、絞り羽根1の羽根部1bと絞り羽根2の基部2aとが重なり合っている。また、絞り羽根1とその時計回り方向にて隣り合う絞り羽根7とに着目すると、絞り羽根1の基部1aと絞り羽根7の羽根部7bとが重なり合っている。そして、この開放状態では、絞り開口は、絞り羽根1〜7の基部1a〜7aと羽根部1b〜7bの両方によって形成されている。
【0042】
また、図6の中間絞り状態及び図7の小絞り状態(特定の開口径より小さい状態)では、絞り羽根1〜7の重なり合いは以下のようになる。
【0043】
絞り羽根1と絞り羽根2とに着目すると、絞り羽根1の羽根部1bの一部分は絞り羽根2の基部2aと重なり合い、他の部分は絞り羽根2の羽根部2bと重なり合っている。また、絞り羽根1と絞り羽根7とに着目すると、絞り羽根7の羽根部7bの一部分は絞り羽根1の基部1aと重なり合い、他の部分は絞り羽根1の羽根部1bと重なり合っている。そして、これらの中間絞り状態及び小絞り状態では、絞り開口は、絞り羽根1〜7のうち羽根部1b〜7bのみによって形成されている。つまり、絞り開口は、肉厚が大きい基部1a〜7aによることなく、肉厚が小さい羽根部1b〜7bのみによって形成されている。
【0044】
このように、開放状態、中間絞り状態及び小絞り状態を含む全動作状態において、隣り合う2つの絞り羽根で、第1及び第2軸部が設けられた肉厚が大きい基部同士が重なることはない。これにより、回転部材8とカム部材9との間の絞り羽根1〜7の収納スペースの光軸方向寸法を薄くすることができ、光量調節装置105の光軸方向寸法(厚み)を小さくすることができる。
【0045】
しかも、小絞り状態で絞り開口が羽根部1b〜7bのみによって形成されることで、絞り開口面とその周囲を取り囲む羽根部1b〜7bとの光軸方向での段差が小さくなる。したがって、該段差が大きいほど生じやすい小絞り回折を発生し難くすることができ、この結果、光学性能の悪化を低減することができる。
【0046】
なお、上記実施例では、7つの絞り羽根を有する光量調節装置について説明したが、絞り羽根の数は7つ以外の複数であってもよい。
【0047】
また、上記実施例では、撮像用の光学機器に搭載された光量調節装置について説明したが、上記実施例と同様の光量調節装置をプロジェクタ等、撮像用以外の光学機器に搭載してもよい。
【図面の簡単な説明】
【0048】
【図1】本発明の実施例である光量調節装置の分解斜視図。
【図2】実施例の光量調節装置に用いられる絞り羽根の平面図。
【図3】上記絞り羽根の側面図。
【図4】実施例の光量調節装置の製造方法を示すフローチャート。
【図5】実施例の光量調節装置の開放状態での絞り羽根を光軸方向から見た図。
【図6】実施例の光量調節装置の中間絞り状態での絞り羽根を光軸方向から見た図。
【図7】実施例の光量調節装置の小絞り状態での絞り羽根を光軸方向から見た図。
【図8】上記光量調節装置を備えた光学機器を示す図。
【符号の説明】
【0049】
1〜7 絞り羽根
1a〜7a 基部
1b〜7b 羽根部
1c〜7c 第1軸部
1d〜7d 第2軸部
8 回転部材
9 カム部材
10 押さえ部材
11 ステッピングモータ
【特許請求の範囲】
【請求項1】
複数の光量調節羽根を回動させて光通過開口のサイズを変更する光量調節装置であって、
前記各光量調節羽根は、回動中心部及び被駆動部が形成された基部と、他の光量調節羽根と光通過方向において重なって前記光通過開口を形成する羽根部とを有し、
前記羽根部の肉厚が、前記基部の肉厚よりも薄いことを特徴とする光量調節装置。
【請求項2】
特定の開口サイズよりも小さい前記光通過開口は、前記各光量調節羽根のうち前記羽根部のみにより形成されることを特徴とする請求項1に記載の光量調節装置。
【請求項3】
前記基部と前記羽根部との間に、これらの肉厚方向に対して傾斜した面が形成されていることを特徴とする請求項1又は2に記載の光量調節装置。
【請求項4】
前記回動中心部及び前記被駆動部は、軸形状を有することを特徴とする請求項1から3のいずれか1つに記載の光量調節装置。
【請求項5】
前記複数の光量調節羽根を回動させて小絞り状態にしたときに、前記複数の光量調節羽根において隣り合う羽根と重なり合う部分の肉厚は、隣り合う羽根と重なり合わない部分の肉厚よりも薄いことを特徴とする請求項1から4のいずれか1つに記載の光量調節装置。
【請求項6】
請求項1から5のいずれか1つに記載の光量調節装置を備えたことを特徴とする光学機器。
【請求項7】
複数の光量調節羽根を回動させて光通過開口のサイズを変更する光量調節装置の製造方法であって、
前記各光量調節羽根を、それぞれ回動中心部及び被駆動部となる2つの軸部が形成された基部と、他の光量調節羽根と光通過方向において重なって前記光通過開口を形成する羽根部とを有し、かつ前記羽根部の肉厚が前記基部の肉厚よりも薄くなるように合成樹脂の一体射出成型により製造する第1のステップと、
該複数の光量調節羽根を用いて前記光量調節装置を組み立てる第2のステップとを有し、
前記第1のステップにおいて、前記2つの軸部のうち一方の軸部の位置に射出ゲートを配置し、他方の軸部の位置にイジェクタピンを配置することを特徴とする光量調節装置の製造方法。
【請求項1】
複数の光量調節羽根を回動させて光通過開口のサイズを変更する光量調節装置であって、
前記各光量調節羽根は、回動中心部及び被駆動部が形成された基部と、他の光量調節羽根と光通過方向において重なって前記光通過開口を形成する羽根部とを有し、
前記羽根部の肉厚が、前記基部の肉厚よりも薄いことを特徴とする光量調節装置。
【請求項2】
特定の開口サイズよりも小さい前記光通過開口は、前記各光量調節羽根のうち前記羽根部のみにより形成されることを特徴とする請求項1に記載の光量調節装置。
【請求項3】
前記基部と前記羽根部との間に、これらの肉厚方向に対して傾斜した面が形成されていることを特徴とする請求項1又は2に記載の光量調節装置。
【請求項4】
前記回動中心部及び前記被駆動部は、軸形状を有することを特徴とする請求項1から3のいずれか1つに記載の光量調節装置。
【請求項5】
前記複数の光量調節羽根を回動させて小絞り状態にしたときに、前記複数の光量調節羽根において隣り合う羽根と重なり合う部分の肉厚は、隣り合う羽根と重なり合わない部分の肉厚よりも薄いことを特徴とする請求項1から4のいずれか1つに記載の光量調節装置。
【請求項6】
請求項1から5のいずれか1つに記載の光量調節装置を備えたことを特徴とする光学機器。
【請求項7】
複数の光量調節羽根を回動させて光通過開口のサイズを変更する光量調節装置の製造方法であって、
前記各光量調節羽根を、それぞれ回動中心部及び被駆動部となる2つの軸部が形成された基部と、他の光量調節羽根と光通過方向において重なって前記光通過開口を形成する羽根部とを有し、かつ前記羽根部の肉厚が前記基部の肉厚よりも薄くなるように合成樹脂の一体射出成型により製造する第1のステップと、
該複数の光量調節羽根を用いて前記光量調節装置を組み立てる第2のステップとを有し、
前記第1のステップにおいて、前記2つの軸部のうち一方の軸部の位置に射出ゲートを配置し、他方の軸部の位置にイジェクタピンを配置することを特徴とする光量調節装置の製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−203576(P2008−203576A)
【公開日】平成20年9月4日(2008.9.4)
【国際特許分類】
【出願番号】特願2007−40091(P2007−40091)
【出願日】平成19年2月20日(2007.2.20)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成20年9月4日(2008.9.4)
【国際特許分類】
【出願日】平成19年2月20日(2007.2.20)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]