
塗装方法
【課題】塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる自動車ボデ−の塗装方法を提供すること。
【解決手段】電着塗装された金属鋼板に、線膨張率が4.0×10−5/℃m以下ポリプロピレン樹脂部材を組み付け(組み付け工程)、金属鋼板に組み付けられたポリプロピレン樹脂部材に、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する導電性プライマーを塗布し(塗布工程)、その後、酸触媒を含有する中塗塗料を塗装して(中塗工程)、さらに、触媒を含有する上塗塗料を塗装して(上塗工程)、140℃以下で焼き付ける(焼付工程)。
【解決手段】電着塗装された金属鋼板に、線膨張率が4.0×10−5/℃m以下ポリプロピレン樹脂部材を組み付け(組み付け工程)、金属鋼板に組み付けられたポリプロピレン樹脂部材に、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する導電性プライマーを塗布し(塗布工程)、その後、酸触媒を含有する中塗塗料を塗装して(中塗工程)、さらに、触媒を含有する上塗塗料を塗装して(上塗工程)、140℃以下で焼き付ける(焼付工程)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車ボデ−の塗装方法、詳しくは、金属鋼板と、金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法に関する。
【背景技術】
【0002】
一般に、自動車ボデ−は、例えば、金属鋼板などの金属部材に、プラスチックバンパーなどの樹脂部材が装着されて形成される。
【0003】
このような自動車ボデ−の塗装においては、従来より、金属部材に比べて、樹脂部材の耐熱性が低いため、金属部材と樹脂部材とを別工程で、すなわち、それぞれの耐熱性に応じた塗料および塗装条件で塗装し、その後、樹脂部材を金属部材に装着するようにしている。
【0004】
しかし、近年、自動車ボデ−の製造工程における設備コストの低減や、金属部材と樹脂部材との色調を一致させるために、樹脂部材を金属部材に装着した状態で、一体として塗装する方法が種々検討されている。
【0005】
例えば、金属部材とプラスチック部材とを一体的に組み合わせた後に、上塗り塗料を塗装し、110℃以下で焼付乾燥する自動車外板の塗装方法が提案されている(例えば、特許文献1参照)。
【0006】
一方、樹脂部材には、通常、塗料との密着性の向上を図るため、導電性プライマーが塗布されている。
【0007】
この点、上記提案においても、プラスチック部材には、金属部材と組み合わせる前に、導電性プライマーが塗布されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−319767号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、金属部材と組み合わせる前に、樹脂部材に導電性プライマーを塗布するには、やはり、樹脂部材に導電性プライマーを塗布するためのサブ塗装ラインを設け、導電性プライマーが塗布された樹脂部材を、自動車ボデ−を塗装するためのメイン塗装ラインに搬送する必要がある。
【0010】
そのため、製造コストおよび設備コストの低減を図るには限度がある。
【0011】
そこで、樹脂部材を金属部材に装着させた後、樹脂部材に導電性プライマーを塗布することが望まれている。
【0012】
一方、樹脂部材を金属部材に装着させた後、樹脂部材に導電性プライマーを塗布すると、樹脂部材の周囲の金属部材に導電性プライマーが付着して、その付着部分において、その後塗装される塗料(中塗塗料、上塗塗料)の接着不良が生じる場合がある。
【0013】
一方、導電性プライマーの塗布時に、金属部材にマスキングすれば、塗料の接着不良は解消することができるが、却って塗装作業が煩雑となる。
【0014】
そこで、本発明は、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる自動車ボデ−の塗装方法を提供することにある。
【課題を解決するための手段】
【0015】
上記目的を達成するために、本発明の自動車ボデ−の塗装方法は、金属鋼板と、前記金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法であって、電着塗装された前記金属鋼板に前記ポリプロピレン樹脂部材を組み付け、前記自動車ボデ−を組み立てる組付工程と、前記金属鋼板に組み付けられた前記ポリプロピレン樹脂部材に導電性プライマーを塗布する塗布工程と、前記塗布工程後、前記自動車ボデ−に、酸触媒を含有する中塗塗料を塗装する中塗工程と、前記中塗工程後、前記自動車ボデ−に、触媒を含有する上塗塗料を塗装する上塗工程と、前記上塗塗料が塗装された前記自動車ボデ−を、140℃以下で焼き付ける焼付工程とを備え、前記ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であり、前記導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有することを特徴としている。
【発明の効果】
【0016】
本発明の自動車ボデ−の塗装方法では、中塗塗料および上塗塗料が触媒を含有し、また、ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であるため、焼付工程において、焼き付け温度をポリプロピレン樹脂部材の耐熱温度以下である140℃以下とすることができる。
【0017】
さらに、本発明の自動車ボデ−の塗装方法では、塗布工程において塗布される導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する。
【0018】
そのため、ポリプロピレン樹脂部材を金属部材に装着した後、金属部材にマスキングすることなく、導電性プライマーをポリプロピレン樹脂部材に塗布し、その周囲の金属部材に導電性プライマーが付着しても、その付着部分の金属部材と、その後に塗装される塗料との密着性の向上を図ることができる。
【0019】
したがって、本発明の自動車ボデ−の塗装方法によれば、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる。
【図面の簡単な説明】
【0020】
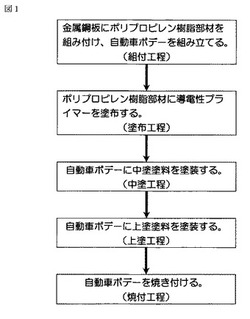
【図1】本発明の自動車ボデ−の塗装方法の一実施形態の各工程を説明するためのフロー図である。
【発明を実施するための形態】
【0021】
本発明の自動車ボデ−の塗装方法について説明する。
【0022】
図1にフロー図が示される自動車ボデ−の塗装方法において、塗布工程、中塗工程、上塗工程、および焼付工程は、単一の塗装ラインにおいて流れ作業により実施される。
【0023】
このような自動車ボデ−の塗装方法により、自動車ボデ−を塗装するには、まず、金属鋼板と、ポリプロピレン樹脂部材とを組み付け、自動車ボデ−を組み立てる(組付工程)。
【0024】
金属鋼板は、ポリプロピレン樹脂部材が装着される前の車体フレームであって、例えば、鋼板などをプレスおよび溶接することにより形成されている。
【0025】
金属鋼板の表面には、予め、例えば、電着塗装がなされ、その後乾燥されることにより、電着層が形成されている。
【0026】
電着塗装方法としては、例えば、カチオン電着塗装、アニオン電着塗装など公知の電着塗装法が挙げられ、好ましくは、カチオン電着塗装が挙げられる。
【0027】
電着塗装後の乾燥温度としては、例えば、120〜200℃、好ましくは、130〜180℃である。
【0028】
ポリプロピレン樹脂部材は、線膨張率が4.0×10−5/℃m以下、好ましくは、3.5×10−5/℃m以下のポリプロピレン樹脂から形成される自動車部品であって、例えば、バンパ、エンジンフード、リッド、フェンダー、ドア、リアゲート、フロントグリルなどが挙げられる。
【0029】
ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であると良好な耐熱性を確保することができる。
【0030】
このようなポリプロピレン樹脂部材の熱変形温度は、例えば、80〜140℃、好ましくは、120〜140℃である。
【0031】
このようなポリプロピレン樹脂部材は、公知の方法により、上記した金属鋼板に組み付けられ、自動車ボデ−は組み立てられる。
【0032】
次いで、組み付けられたポリプロピレン樹脂部材に、導電性プライマーを塗布する(塗布工程)。
【0033】
導電性プライマーは、ポリプロピレン樹脂部材の表面に塗布され、ポリプロピレン樹脂部材に塗料との密着性および導電性を付与するものであって、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィン、樹脂成分、粒状導電性物質を含有する。
【0034】
活性メチレン系ブロックポリイソシアネートは、活性メチレン系ブロック剤により、ポリイソシアネートのイソシアネート基をブロックしたブロックポリイソシアネートである。
【0035】
ポリイソシアネートとしては、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタン−4,4’−ジイソシアネート(MDI)などの芳香族ジイソシアネート、ヘキサメチレンジイソシアネート(HDI)などの脂肪族ジイソシアネート、およびこれらのイソシアヌレート体などが挙げられる。
【0036】
活性メチレン系ブロック剤としては、例えば、マロン酸ジメチル、マロン酸ジエチル、マロン酸ジイソプロピル、アセト酢酸メチル、アセト酢酸エチルなどが挙げられる。
【0037】
このような活性メチレン系ブロックポリイソシアネートは、単独で使用してもよく、あるいは、併用することもできる。
【0038】
塩素化ポリオレフィンは、オレフィン系モノマーの共重合体を塩素化したものであって、例えば、塩素化ポリプロピレン、塩素化ポリエチレン、塩素化ポリブテンなどが挙げられる。
【0039】
このような塩素化ポリオレフィンは、単独で使用してもよく、あるいは、併用することもできる。
【0040】
このような塩素化ポリオレフィンのなかでは、好ましくは、塩素化ポリプロピレンが挙げられる。
【0041】
このような塩素化ポリオレフィンの塩素含有率は、例えば、5〜40質量%、好ましくは、15〜30質量%である。
【0042】
樹脂成分としては、例えば、アルキド樹脂、ポリエステル樹脂、アクリル樹脂などの導電性プライマーに用いられる公知の樹脂成分が挙げられる。
【0043】
このような樹脂成分のなかでは、好ましくは、水酸基を有するアルキド樹脂が挙げられる。
【0044】
粒状導電性物質は、導電性プライマーによる塗膜(プライマー層)に導電性を付与し、その塗面への上塗(中塗)塗料の静電塗装性を向上させるものであって、例えば、導電性カーボンブラック、銀、ニッケル、銅、グラファイトなどが挙げられる。
【0045】
このような粒状導電性物質は、単独で使用してもよく、あるいは、併用することもできる。
【0046】
また、このような粒状導電性物質のなかでは、好ましくは、導電性カーボンブラックが挙げられる。
【0047】
このような粒状導電性物質の平均粒子径は、例えば、0.01〜50μmである。
【0048】
このような導電性プライマーを調製するには、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィン、粒状導電性物質、および樹脂成分を有機溶剤とともに配合して、公知の方法により混合する。
【0049】
また、導電性プライマーには、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0050】
これによって、導電性プライマーが調製される。
【0051】
有機溶剤としては、例えば、キシレン、トルエン、シクロヘキサンなどの炭化水素系溶剤、例えば、メチルアルコール、イソプロピルアルコールなどのアルコール系溶剤、例えば、メチルイソブチルケトン、シクロヘキサノン、イソホロンなどのケトン系溶剤、例えば、酢酸エチル、酢酸ブチル、エチレングリコールモノエチルエーテルアセテートなどのエステル系溶剤などが挙げられ、さらに好ましくは、トルエンとシクロヘキサンとの併用が挙げられる。
【0052】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0053】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤およびエステル系溶剤が挙げられる。
【0054】
このような導電性プライマーにおいて、活性メチレン系ブロックポリイソシアネートの配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、10〜45質量%、好ましくは、15〜30質量%である。
【0055】
また、塩素化ポリオレフィンの配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、40〜85質量%、好ましくは、50〜75質量%である。
【0056】
また、樹脂成分の配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、5〜50質量%、好ましくは、10〜35質量%である。
【0057】
また、粒状導電性物質の配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量100質量部に対して、例えば、10〜40質量部、好ましくは、15〜30質量部である。
【0058】
また、導電性プライマーにおいて、活性メチレン系ブロックポリイソシアネートと塩素化ポリオレフィンとの固形分配合比率(活性メチレン系ブロックポリイソシアネート:塩素化ポリオレフィン)は、例えば、10:90〜50:50、好ましくは、15:80〜40:60である。
【0059】
このような導電性プライマーは、固形分濃度が、例えば、10〜60質量%、好ましくは、10〜50質量%である。
【0060】
このような導電性プライマーを塗布する塗布方法としては、例えば、エアスプレー法、エアレススプレー法などが挙げられる。
【0061】
このような塗布方法により、組み付けられたポリプロピレン樹脂部材に、導電性プライマーが塗布され、ポリプロピレン樹脂部材の表面にプライマ−層が形成される。
【0062】
また、このときポリプロピレン樹脂部材の周囲の金属鋼板にもプライマ−層が形成される。
【0063】
プライマ−層の厚みは、例えば、1〜30μm、好ましくは、5〜20μmである。
【0064】
次いで、導電性プライマーが塗布された自動車ボデ−に、中塗塗料を塗装する(中塗工程)。
【0065】
中塗塗料は、金属部材の電着層および樹脂部材のプライマー層の表面を被覆して、上塗層(後述)との密着性の向上、および、塗膜の耐チッピング性の向上を図るためのものであって、例えば、有機溶剤系中塗塗料、水性中塗塗料などが挙げられる。
【0066】
有機溶剤系中塗塗料は、例えば、樹脂成分と、硬化剤と、酸触媒とを含有する。
【0067】
樹脂成分としては、例えば、上記した導電性プライマーに用いられるポリエステル樹脂、アクリル樹脂などが挙げられる。
【0068】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0069】
また、このような樹脂成分のなかでは、好ましくは、水酸基を有するポリエステル樹脂が挙げられる。
【0070】
硬化剤としては、例えば、メラミン樹脂、ブロックポリイソシアネートなどが挙げられる。
【0071】
ブロックポリイソシアネートとしては、例えば、ポリイソシアネート(上述)のイソシアネート基を、例えば、オキシム系、フェノール系、アルコール系、ラクタム系、メルカプタン系などのブロック剤でブロックしたものが挙げられる。
【0072】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0073】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0074】
酸触媒としては、例えば、p−トルエンスルホン酸、ドデシルベンゼンスルホン酸、キュメンスルホン酸、ジノニルナフタレンモノスルホン酸、ジノニルナフタレンジスルホン酸などのスルホン酸化合物、例えば、リン酸トリメチル、リン酸トリエチル、リン酸モノブチル、リン酸ジブチル、リン酸トリブチル、リン酸トリオクチルなどの炭素数1〜18のアルキル基を有するリン酸エステル類、例えば、ギ酸、酢酸などの有機酸、例えば、リン酸、塩酸などの無機酸などが挙げられる。
【0075】
このような酸触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0076】
また、このような酸触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0077】
このような有機溶剤系中塗塗料を調製するには、樹脂成分、硬化剤、および酸触媒を有機溶剤とともに配合して、公知の方法により混合する。
【0078】
また、有機溶剤系中塗塗料には、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0079】
これによって、有機溶剤系中塗塗料が調製される。
【0080】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0081】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0082】
また、このような有機溶剤のなかでは、好ましくは、エステル系溶剤およびアルコール系溶剤が挙げられる。
【0083】
このような有機溶剤系中塗塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜75質量%である。
【0084】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、25〜40質量%である。
【0085】
また、酸触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0086】
このような有機溶剤系中塗塗料は、固形分濃度が、例えば、40〜90質量%、好ましくは、50〜80質量%である。
【0087】
水性中塗塗料は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、酸触媒とを含有する。
【0088】
親水性樹脂成分としては、例えば、親水性アクリル樹脂、親水性ポリエステル樹脂、親水性アルキド樹脂、親水性エポキシ樹脂、親水性ポリウレタン樹脂などの公知の水性樹脂が挙げられる。
【0089】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0090】
このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性ポリエステル樹脂が挙げられる。
【0091】
硬化剤としては、例えば、親水性メラミン、疎水性メラミンなどのメラミン樹脂、上記した有機溶剤系中塗塗料に含有されるブロックポリイソシアネートなどが挙げられる。
【0092】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0093】
このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0094】
酸触媒としては、例えば、上記した有機溶剤系中塗塗料に含有される酸触媒などが挙げられ、好ましくは、リン酸エステルが挙げられる。
【0095】
このような酸触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0096】
このような水性中塗塗料を調製するには、親水性樹脂成分、硬化剤、および酸触媒を水とともに配合して、公知の方法により混合する。
【0097】
また、水性中塗塗料には、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0098】
これによって、水性中塗塗料が調製される。
【0099】
このような水性中塗塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0100】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0101】
また、酸触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0102】
このような水性中塗塗料は、固形分濃度が、例えば、30〜70質量%、好ましくは、40〜60質量%である。
【0103】
このような中塗塗料は、単独で使用してもよく、あるいは、併用することもできる。
【0104】
このような中塗塗料を塗装する塗装方法としては、例えば、エアスプレー法、エアレススプレー法、静電塗装法などが挙げられる。
【0105】
このような塗装方法のなかでは、好ましくは、静電塗装法が挙げられる。
【0106】
具体的には、ベル塗装機を用いた静電塗装法(ベル塗装法)が挙げられる。
【0107】
このような塗装方法により、金属部材の電着層および樹脂部材のプライマー層の表面に、中塗塗料が塗装される。
【0108】
次いで、中塗塗料が有機溶剤系中塗塗料である場合、必要に応じて、中塗塗料が塗装された自動車ボデ−を焼き付ける(中塗焼付工程)。なお、中塗焼付工程に代えて、有機溶剤系中塗塗料が塗装された自動車ボデ−を予備乾燥することもできる(中塗乾燥工程)。
【0109】
焼き付け温度としては、140℃以下、具体的には、例えば、100〜140℃、好ましくは、110〜120℃である。
【0110】
また、中塗塗料が水性中塗塗料である場合、必要に応じて、中塗塗料が塗装された自動車ボデ−を予備乾燥する(中塗乾燥工程)。
【0111】
これによって、導電性プライマーおよび中塗塗料が硬化(乾燥)され、電着層およびプライマー層の表面に、中塗塗料が硬化した中塗層が形成される。
【0112】
中塗層の厚みは、例えば、5〜40μm、好ましくは、10〜30μmである。
【0113】
次いで、中塗層が形成された自動車ボデ−に、上塗塗料を塗装する(上塗工程)。
【0114】
上塗塗料は、自動車ボデ−に色や艶を付与し、自動車ボデ−の美観の向上を図るものであって、例えば、有機溶剤系上塗塗料、水性上塗塗料などが挙げられる。
【0115】
また、上塗塗料としては、例えば、自動車ボデ−に色彩を付与するベース塗料と、自動車ボデ−に艶を付与するクリア塗料から構成される2コート塗料、単一の塗料からなるモノコートソリッド塗料などが挙げられる。
【0116】
有機溶剤系2コート塗料における、ベース塗料(溶剤系ベース塗料)は、例えば、樹脂成分と、硬化剤と、触媒と、顔料とを含有する。
【0117】
樹脂成分としては、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂、エポキシ樹脂、ポリウレタン樹脂など、ベース塗料に用いられる公知の樹脂成分が挙げられる。
【0118】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0119】
また、このような樹脂成分のなかでは、好ましくは、水酸基を有するアクリル樹脂や、ポリエステル樹脂が挙げられ、さらに好ましくは、アクリル樹脂およびポリエステル樹脂の併用が挙げられる。
【0120】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤などが挙げられる。
【0121】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0122】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0123】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0124】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0125】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0126】
顔料としては、例えば、通常の着色顔料やメタリック顔料が挙げられる。
【0127】
着色顔料としては、例えば、二酸化チタン、酸化亜鉛、塩基性硫酸鉛、鉛酸カルシウム、リン酸亜鉛、リン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸カルシウム、紺青、群青、コバルトブルー、銅フタロシアニンブルー、インダンスロンブルー、黄鉛、合成黄色酸化鉄、透明べんがら(黄)、ビスマスバナデート、チタンイエロー、亜鉛黄(ジンクエロー)、クロム酸ストロンチウム、シアナミド鉛、モノアゾイエロー、モノアゾイエロー、ジスアゾ、モノアゾイエロー、イソインドリノンイエロー、金属錯塩アゾイエロー、キノフタロンイエロー、イソインドリンイエロー、ベンズイミダゾロンイエロー、べんがら、透明べんがら(赤)、鉛丹、モノアゾレッド、モノアゾレッド、無置換キナクリドンレッド、アゾレーキ(Mn塩)、キナクリドンマゼンダ、アンサンスロンオレンジ、ジアンスラキノニルレッド、ペリレンマルーン、キナクリドンマゼンダ、ペリレンレッド、ジケトピロロピロールクロムバーミリオン、塩基性クロム酸鉛、酸化クロム、塩素化フタロシアニングリーン、臭素化フタロシアニングリーン、ピラゾロンオレンジ、ベンズイミダゾロンオレンジ、ジオキサジンバイオレット、ペリレンバイオレットなどが挙げられる。
【0128】
また、メタリック顔料としては、例えば、アルミニウム粉、フレーク状酸化アルミウム、パールマイカ、フレーク状マイカなどが挙げられる。
【0129】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0130】
なお、顔料として、例えば、メタリック顔料を用いれば、メタリック調またはパール調の塗膜を形成することができる。
【0131】
このような顔料のなかでは、好ましくは、メタリック顔料が挙げられる。
【0132】
このような溶剤系ベース塗料を調製するには、樹脂成分、硬化剤、触媒、および顔料を有機溶剤とともに配合して、公知の方法により混合する。
【0133】
これによって、溶剤系ベース塗料が調製される。
【0134】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0135】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0136】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤、エステル系溶剤、およびアルコール系溶剤が挙げられる。
【0137】
このような溶剤系ベース塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0138】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0139】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0140】
また、顔料の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、1〜100質量部、好ましくは、1〜80質量部である。
【0141】
このような溶剤系ベース塗料は、固形分濃度が、例えば、30〜80質量%、好ましくは、30〜70質量%である。
【0142】
有機溶剤系2コート塗料における、クリア塗料(溶剤系クリア塗料)は、例えば、樹脂成分と、硬化剤と、触媒とを含有する。
【0143】
樹脂成分としては、例えば、上記した溶剤系ベース塗料に含有される樹脂成分などが挙げられる。
【0144】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0145】
また、このような樹脂成分のなかでは、好ましくは、エポキシ基を有するアクリル樹脂が挙げられる。
【0146】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤、カルボキシル基含有化合物などが挙げられる。
【0147】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0148】
また、このような硬化剤のなかでは、好ましくは、カルボキシル基含有化合物が挙げられる。
【0149】
触媒としては、例えば、塩基性触媒、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0150】
塩基性触媒は、エポキシ基とカルボキシル基との反応を促進させる触媒であって、例えば、アミン類、オニウム塩などが挙げられる。
【0151】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0152】
また、このような触媒のなかでは、好ましくは、塩基性触媒、さらに好ましくは、アミン類、オニウム塩が挙げられる。
【0153】
このような溶剤系クリア塗料を調製するには、樹脂成分、硬化剤、および触媒を有機溶剤とともに配合して、公知の方法により混合する。
【0154】
これによって、溶剤系クリア塗料が調製される。
【0155】
また、溶剤系クリア塗料には、必要に応じて、透明性を阻害しない範囲において、ベースカラー顔料やメタリック顔料を含有させることができ、さらに体質顔料、紫外線吸収剤などを適宜含有させることができる。
【0156】
有機溶剤としては、例えば、テトラヒドロフランなどのエーテル系溶剤、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0157】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0158】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤、エーテル系溶剤、アルコール系溶剤が挙げられる。
【0159】
このような溶剤系クリア塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、40〜85質量%、好ましくは、50〜75質量%である。
【0160】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜60質量%、好ましくは、25〜50質量%である。
【0161】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜10質量部、好ましくは、0.1〜5質量部である。
【0162】
このような溶剤系クリア塗料は、固形分濃度が、例えば、30〜70質量%、好ましくは、40〜60質量%である。
【0163】
有機溶剤系上塗塗料における、モノコートソリッド塗料(溶剤系モノコートソリッド塗料)は、例えば、樹脂成分と、硬化剤と、触媒と、顔料とを含有する。
【0164】
樹脂成分としては、例えば、上記した溶剤系ベース塗料に含有される樹脂成分などが挙げられる。
【0165】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0166】
また、このような樹脂成分のなかでは、好ましくは、アルキド樹脂、ポリエステル樹脂が挙げられ、さらに好ましくは、水酸基を有するアルキド樹脂およびポリエステル樹脂の併用が挙げられる。
【0167】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤などが挙げられる。
【0168】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0169】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0170】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0171】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0172】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0173】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0174】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0175】
このような顔料のなかでは、好ましくは、着色顔料が挙げられる。
【0176】
このような溶剤系モノコートソリッド塗料を調製するには、樹脂成分、硬化剤、触媒、および顔料を有機溶剤とともに配合して、公知の方法により混合する。
【0177】
これによって、溶剤系モノコートソリッド塗料が調製される。
【0178】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0179】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0180】
また、このような有機溶剤のなかでは、好ましくは、エステル系溶剤およびアルコール系溶剤が挙げられる。
【0181】
このような溶剤系モノコートソリッド塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0182】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0183】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0184】
また、顔料の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、40〜100質量部、好ましくは、50〜90質量部である。
【0185】
このような溶剤系ベース塗料は、固形分濃度が、例えば、40〜80質量%、好ましくは、50〜70質量%である。
【0186】
このような有機溶剤系上塗塗料を塗装する塗装方法としては、例えば、上記した中塗塗料の塗装方法などが挙げられる。
【0187】
このような塗装方法のなかでは、好ましくは、ベル塗装方法が挙げられる。
【0188】
詳しくは、上塗塗料が2コート塗料である場合、上記した塗装方法により、溶剤系ベース塗料を、中塗層の表面に塗装した後、さらに溶剤系クリア塗料を塗装する。
【0189】
一方、上塗塗料がモノコートソリッド塗料である場合、上記した塗装方法により、モノコートソリッド塗料を、中塗層の表面に塗装する。
【0190】
これによって、中塗層の表面に、有機溶剤系上塗塗料が塗装される。
【0191】
水性2コート塗料における、ベース塗料(水性ベース塗料)は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、顔料と、触媒とを含有する。
【0192】
親水性樹脂成分としては、例えば、上記した水性中塗塗料に含有される水性樹脂などが挙げられる。
【0193】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0194】
また、このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性アクリル樹脂が挙げられる。
【0195】
硬化剤としては、例えば、上記した水性中塗塗料に含有される硬化剤などが挙げられる。
【0196】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0197】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0198】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0199】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0200】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0201】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0202】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0203】
このような顔料のなかでは、好ましくは、メタリック顔料が挙げられる。
【0204】
このような水性ベース塗料を調製するには、親水性樹脂成分、硬化剤、触媒、および顔料を水とともに配合して、公知の方法により混合する。
【0205】
これによって、水性ベース塗料が調製される。
【0206】
このような水性ベース塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0207】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0208】
また、触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜4質量部である。
【0209】
また、顔料の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、1〜120質量部、好ましくは、1〜100質量部である。
【0210】
このような水性ベース塗料は、固形分濃度が、例えば、15〜45質量%、好ましくは、20〜40質量%である。
【0211】
水性2コート塗料における、クリア塗料は、例えば、上記した溶剤系クリア塗料と同様の塗料が挙げられる。
【0212】
水性上塗塗料における、モノコートソリッド塗料(水性モノコートソリッド塗料)は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、触媒と、顔料とを含有する。
【0213】
親水性樹脂成分としては、例えば、上記した水性中塗塗料に含有される親水性樹脂成分などが挙げられる。
【0214】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0215】
また、このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性ポリエステル樹脂が挙げられる。
【0216】
硬化剤としては、例えば、上記した水性中塗塗料に含有される硬化剤などが挙げられる。
【0217】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0218】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0219】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0220】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0221】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0222】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0223】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0224】
このような顔料のなかでは、好ましくは、着色顔料が挙げられる。
【0225】
このような水性モノコートソリッド塗料を調製するには、親水性樹脂成分、硬化剤、触媒、および顔料を水とともに配合して、公知の方法により混合する。
【0226】
これによって、水性モノコートソリッド塗料が調製される。
【0227】
このような水性モノコートソリッド塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0228】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0229】
また、触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0230】
また、顔料の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、30〜90質量部、好ましくは、40〜75質量部である。
【0231】
このような水性モノコートソリッド塗料は、固形分濃度が、例えば、30〜65質量%、好ましくは、40〜55質量%である。
【0232】
このような水性上塗塗料を塗装する塗装方法としては、例えば、上記した中塗塗料の塗装方法などが挙げられる。
【0233】
このような塗装方法のなかでは、好ましくは、ベル塗装方法が挙げられる。
【0234】
詳しくは、上塗塗料が2コート塗料である場合、上記した塗装方法により、水性ベース塗料を、中塗層の表面に塗装した後、必要により予備乾燥し、さらにクリア塗料(溶剤系クリア塗料)を塗装する。
【0235】
一方、上塗塗料がモノコートソリッド塗料である場合、上記した塗装方法により、モノコートソリッド塗料を、中塗層の表面に塗装する。
【0236】
これによって、中塗層の表面に、水性上塗塗料が塗装される。
【0237】
次いで、上塗塗料が塗装された自動車ボデ−を焼き付ける(焼付工程)。
【0238】
焼き付け温度としては、140℃以下、具体的には、例えば、100〜140℃、好ましくは、110〜120℃である。
【0239】
これによって、上塗塗料が硬化され、中塗層の表面に上塗層(ベース層およびクリア層、または、モノコートソリッド層)が形成される。
【0240】
ベース層の厚みは、例えば、1〜40μm、好ましくは、5〜30μmである。
【0241】
クリア層の厚みは、例えば、10〜50μm、好ましくは、20〜40μmである。
【0242】
モノコートソリッド層は、例えば、10〜60μm、好ましくは、20〜50μmである。
【0243】
以上によって、自動車ボデ−の塗装が完了する。
【0244】
このような自動車ボデ−の塗装方法では、中塗塗料および上塗塗料が触媒(酸触媒または塩基性触媒)を含有し、また、ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であるため、中塗塗料および上塗塗料の焼き付け温度をポリプロピレン樹脂部材の耐熱温度以下である140℃以下とすることができる。
【0245】
そのため、ポリプロピレン樹脂部材を金属部材に装着した状態で、一体として塗装することができる。
【0246】
さらに、このような自動車ボデ−の塗装方法において、塗布工程において塗布される導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する。
【0247】
そのため、ポリプロピレン樹脂部材を金属部材に装着した後、金属部材にマスキングすることなく、導電性プライマーをポリプロピレン樹脂部材に塗布し、その周囲の金属部材に導電性プライマーが付着しても、その付着部分の金属部材と、その後に塗装される塗料との密着性の向上を図ることができる。
【0248】
したがって、このような自動車ボデ−の塗装方法によれば、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる。
【実施例】
【0249】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
[実施例1,2および比較例1〜4]
1.試験板の調製
金属部材として、ダル鋼板(450mm×300mm×0.8mm)に、所定の工程でカチオン電着塗装(親水性樹脂成分:エポキシ樹脂、硬化剤:ブロックポリイソシアネート)を施した試験板(ニューメディアマシン社製)を用意した。
【0250】
ポリプロピレン樹脂部材として、ポリプロピレン板(350mm×10mm×2mm)(オンダ化成社製)を用意した。
【0251】
そして、ダル鋼板およびポリプロピレン板の表面を、石油ベンジンを含ませたガーゼで拭いて脱脂処理した。ダル鋼板とポリプロピレン板とを隣接配置して、外板用試験板とした。
2.導電性プライマーの調製
表1に示す配合処方(単位:質量部)において、各成分を混合溶剤(トルエン/シクロヘキサン)とともに配合し、混合することにより、固形分濃度12質量%の導電性プライマーを調製した。
3.外板用試験板の有機溶剤系塗料による塗装
外板用試験板に、それぞれ導電性プライマ−を塗布した(塗布工程)。このとき、プライマー層の厚みが10μmであった。
【0252】
次いで、有機溶剤系中塗塗料(樹脂成分:水酸基含有ポリエステル樹脂、硬化剤:メラミン樹脂)を、プライマー層の表面に塗装した(中塗工程)。そして、120℃で10分間熱処理して、導電性プライマ−および中塗塗料を硬化させた(中塗焼付工程)。このとき、中塗層の厚みが20μmであった。
【0253】
次いで、溶剤系ベース塗料(樹脂成分:アクリル樹脂およびポリエステル樹脂、硬化剤:メラミン樹脂)を、中塗層の表面に塗装した後、さらに、溶剤系クリア塗料(樹脂成分:エポキシ基含有アクリル樹脂、硬化剤:カルボキシル基含有アクリル樹脂)を塗装した。そして、120℃で18分間熱処理して、溶剤系ベース塗料および溶剤系クリア塗料を硬化させた。このとき、ベース層の厚みが15μmであり、クリア層の厚みが30μmであった。
【0254】
以上によって得られた各外板用試験板を、溶剤系外板用試験板とした。
4.外板用試験板の水性塗料による塗装
外板用試験板に、それぞれ導電性プライマ−を塗布した(塗布工程)。このとき、プライマー層の厚みが10μmであった。
【0255】
次いで、水性中塗塗料(樹脂成分:水酸基含有ポリエステル樹脂、硬化剤:メラミン樹脂)を、プライマー層の表面に塗装した(中塗工程)。このとき、中塗層の厚みが20μmであった。
【0256】
次いで、水性ベース塗料(樹脂成分:水酸基含有アクリル樹脂、硬化剤:メラミン樹脂)を、中塗層の表面に塗装した後、そこに、溶剤系クリア塗料(樹脂成分:エポキシ基含有アクリル樹脂、硬化剤:カルボキシル基含有アクリル樹脂)を塗装した。そして、120℃で18分間熱処理して、水性ベース塗料および溶剤系クリア塗料を硬化させた。このとき、ベース層の厚みが15μmであり、クリア層の厚みが30μmであった。
【0257】
以上によって得られた各外板用試験板を、水性外板用試験板とした。
(評価)
得られた各実施例および各比較例における外板用試験板(溶剤系外板用試験板および水性外板用試験板)について、付着性試験およびブリスター試験を、次のように実施した。その結果を表1に示す。
【0258】
1.付着性試験
碁盤目付着試験(JIS K5600)に基づいて、それぞれ塗装がなされた各外板用試験板の付着性試験を実施した。
【0259】
なお、表1には、試験板の金属鋼板に形成された100マスに対する、塗膜の剥離が生じたマス数を示す。
【0260】
2.ブリスター試験
各外板用試験板のブリスター試験を下記のように実施した。
【0261】
各外板用試験板を、40℃の温水に10日間浸漬した後、引き上げて塗装面を目視により観察した。
【0262】
なお、下記の基準により評価した。
○:ブリスター発生なし。
×:ブリスター発生あり。
【0263】
【表1】

【技術分野】
【0001】
本発明は、自動車ボデ−の塗装方法、詳しくは、金属鋼板と、金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法に関する。
【背景技術】
【0002】
一般に、自動車ボデ−は、例えば、金属鋼板などの金属部材に、プラスチックバンパーなどの樹脂部材が装着されて形成される。
【0003】
このような自動車ボデ−の塗装においては、従来より、金属部材に比べて、樹脂部材の耐熱性が低いため、金属部材と樹脂部材とを別工程で、すなわち、それぞれの耐熱性に応じた塗料および塗装条件で塗装し、その後、樹脂部材を金属部材に装着するようにしている。
【0004】
しかし、近年、自動車ボデ−の製造工程における設備コストの低減や、金属部材と樹脂部材との色調を一致させるために、樹脂部材を金属部材に装着した状態で、一体として塗装する方法が種々検討されている。
【0005】
例えば、金属部材とプラスチック部材とを一体的に組み合わせた後に、上塗り塗料を塗装し、110℃以下で焼付乾燥する自動車外板の塗装方法が提案されている(例えば、特許文献1参照)。
【0006】
一方、樹脂部材には、通常、塗料との密着性の向上を図るため、導電性プライマーが塗布されている。
【0007】
この点、上記提案においても、プラスチック部材には、金属部材と組み合わせる前に、導電性プライマーが塗布されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−319767号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、金属部材と組み合わせる前に、樹脂部材に導電性プライマーを塗布するには、やはり、樹脂部材に導電性プライマーを塗布するためのサブ塗装ラインを設け、導電性プライマーが塗布された樹脂部材を、自動車ボデ−を塗装するためのメイン塗装ラインに搬送する必要がある。
【0010】
そのため、製造コストおよび設備コストの低減を図るには限度がある。
【0011】
そこで、樹脂部材を金属部材に装着させた後、樹脂部材に導電性プライマーを塗布することが望まれている。
【0012】
一方、樹脂部材を金属部材に装着させた後、樹脂部材に導電性プライマーを塗布すると、樹脂部材の周囲の金属部材に導電性プライマーが付着して、その付着部分において、その後塗装される塗料(中塗塗料、上塗塗料)の接着不良が生じる場合がある。
【0013】
一方、導電性プライマーの塗布時に、金属部材にマスキングすれば、塗料の接着不良は解消することができるが、却って塗装作業が煩雑となる。
【0014】
そこで、本発明は、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる自動車ボデ−の塗装方法を提供することにある。
【課題を解決するための手段】
【0015】
上記目的を達成するために、本発明の自動車ボデ−の塗装方法は、金属鋼板と、前記金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法であって、電着塗装された前記金属鋼板に前記ポリプロピレン樹脂部材を組み付け、前記自動車ボデ−を組み立てる組付工程と、前記金属鋼板に組み付けられた前記ポリプロピレン樹脂部材に導電性プライマーを塗布する塗布工程と、前記塗布工程後、前記自動車ボデ−に、酸触媒を含有する中塗塗料を塗装する中塗工程と、前記中塗工程後、前記自動車ボデ−に、触媒を含有する上塗塗料を塗装する上塗工程と、前記上塗塗料が塗装された前記自動車ボデ−を、140℃以下で焼き付ける焼付工程とを備え、前記ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であり、前記導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有することを特徴としている。
【発明の効果】
【0016】
本発明の自動車ボデ−の塗装方法では、中塗塗料および上塗塗料が触媒を含有し、また、ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であるため、焼付工程において、焼き付け温度をポリプロピレン樹脂部材の耐熱温度以下である140℃以下とすることができる。
【0017】
さらに、本発明の自動車ボデ−の塗装方法では、塗布工程において塗布される導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する。
【0018】
そのため、ポリプロピレン樹脂部材を金属部材に装着した後、金属部材にマスキングすることなく、導電性プライマーをポリプロピレン樹脂部材に塗布し、その周囲の金属部材に導電性プライマーが付着しても、その付着部分の金属部材と、その後に塗装される塗料との密着性の向上を図ることができる。
【0019】
したがって、本発明の自動車ボデ−の塗装方法によれば、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の自動車ボデ−の塗装方法の一実施形態の各工程を説明するためのフロー図である。
【発明を実施するための形態】
【0021】
本発明の自動車ボデ−の塗装方法について説明する。
【0022】
図1にフロー図が示される自動車ボデ−の塗装方法において、塗布工程、中塗工程、上塗工程、および焼付工程は、単一の塗装ラインにおいて流れ作業により実施される。
【0023】
このような自動車ボデ−の塗装方法により、自動車ボデ−を塗装するには、まず、金属鋼板と、ポリプロピレン樹脂部材とを組み付け、自動車ボデ−を組み立てる(組付工程)。
【0024】
金属鋼板は、ポリプロピレン樹脂部材が装着される前の車体フレームであって、例えば、鋼板などをプレスおよび溶接することにより形成されている。
【0025】
金属鋼板の表面には、予め、例えば、電着塗装がなされ、その後乾燥されることにより、電着層が形成されている。
【0026】
電着塗装方法としては、例えば、カチオン電着塗装、アニオン電着塗装など公知の電着塗装法が挙げられ、好ましくは、カチオン電着塗装が挙げられる。
【0027】
電着塗装後の乾燥温度としては、例えば、120〜200℃、好ましくは、130〜180℃である。
【0028】
ポリプロピレン樹脂部材は、線膨張率が4.0×10−5/℃m以下、好ましくは、3.5×10−5/℃m以下のポリプロピレン樹脂から形成される自動車部品であって、例えば、バンパ、エンジンフード、リッド、フェンダー、ドア、リアゲート、フロントグリルなどが挙げられる。
【0029】
ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であると良好な耐熱性を確保することができる。
【0030】
このようなポリプロピレン樹脂部材の熱変形温度は、例えば、80〜140℃、好ましくは、120〜140℃である。
【0031】
このようなポリプロピレン樹脂部材は、公知の方法により、上記した金属鋼板に組み付けられ、自動車ボデ−は組み立てられる。
【0032】
次いで、組み付けられたポリプロピレン樹脂部材に、導電性プライマーを塗布する(塗布工程)。
【0033】
導電性プライマーは、ポリプロピレン樹脂部材の表面に塗布され、ポリプロピレン樹脂部材に塗料との密着性および導電性を付与するものであって、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィン、樹脂成分、粒状導電性物質を含有する。
【0034】
活性メチレン系ブロックポリイソシアネートは、活性メチレン系ブロック剤により、ポリイソシアネートのイソシアネート基をブロックしたブロックポリイソシアネートである。
【0035】
ポリイソシアネートとしては、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタン−4,4’−ジイソシアネート(MDI)などの芳香族ジイソシアネート、ヘキサメチレンジイソシアネート(HDI)などの脂肪族ジイソシアネート、およびこれらのイソシアヌレート体などが挙げられる。
【0036】
活性メチレン系ブロック剤としては、例えば、マロン酸ジメチル、マロン酸ジエチル、マロン酸ジイソプロピル、アセト酢酸メチル、アセト酢酸エチルなどが挙げられる。
【0037】
このような活性メチレン系ブロックポリイソシアネートは、単独で使用してもよく、あるいは、併用することもできる。
【0038】
塩素化ポリオレフィンは、オレフィン系モノマーの共重合体を塩素化したものであって、例えば、塩素化ポリプロピレン、塩素化ポリエチレン、塩素化ポリブテンなどが挙げられる。
【0039】
このような塩素化ポリオレフィンは、単独で使用してもよく、あるいは、併用することもできる。
【0040】
このような塩素化ポリオレフィンのなかでは、好ましくは、塩素化ポリプロピレンが挙げられる。
【0041】
このような塩素化ポリオレフィンの塩素含有率は、例えば、5〜40質量%、好ましくは、15〜30質量%である。
【0042】
樹脂成分としては、例えば、アルキド樹脂、ポリエステル樹脂、アクリル樹脂などの導電性プライマーに用いられる公知の樹脂成分が挙げられる。
【0043】
このような樹脂成分のなかでは、好ましくは、水酸基を有するアルキド樹脂が挙げられる。
【0044】
粒状導電性物質は、導電性プライマーによる塗膜(プライマー層)に導電性を付与し、その塗面への上塗(中塗)塗料の静電塗装性を向上させるものであって、例えば、導電性カーボンブラック、銀、ニッケル、銅、グラファイトなどが挙げられる。
【0045】
このような粒状導電性物質は、単独で使用してもよく、あるいは、併用することもできる。
【0046】
また、このような粒状導電性物質のなかでは、好ましくは、導電性カーボンブラックが挙げられる。
【0047】
このような粒状導電性物質の平均粒子径は、例えば、0.01〜50μmである。
【0048】
このような導電性プライマーを調製するには、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィン、粒状導電性物質、および樹脂成分を有機溶剤とともに配合して、公知の方法により混合する。
【0049】
また、導電性プライマーには、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0050】
これによって、導電性プライマーが調製される。
【0051】
有機溶剤としては、例えば、キシレン、トルエン、シクロヘキサンなどの炭化水素系溶剤、例えば、メチルアルコール、イソプロピルアルコールなどのアルコール系溶剤、例えば、メチルイソブチルケトン、シクロヘキサノン、イソホロンなどのケトン系溶剤、例えば、酢酸エチル、酢酸ブチル、エチレングリコールモノエチルエーテルアセテートなどのエステル系溶剤などが挙げられ、さらに好ましくは、トルエンとシクロヘキサンとの併用が挙げられる。
【0052】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0053】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤およびエステル系溶剤が挙げられる。
【0054】
このような導電性プライマーにおいて、活性メチレン系ブロックポリイソシアネートの配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、10〜45質量%、好ましくは、15〜30質量%である。
【0055】
また、塩素化ポリオレフィンの配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、40〜85質量%、好ましくは、50〜75質量%である。
【0056】
また、樹脂成分の配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量に対して、例えば、5〜50質量%、好ましくは、10〜35質量%である。
【0057】
また、粒状導電性物質の配合割合は、活性メチレン系ブロックポリイソシアネート、塩素化ポリオレフィンおよび樹脂成分の固形分総量100質量部に対して、例えば、10〜40質量部、好ましくは、15〜30質量部である。
【0058】
また、導電性プライマーにおいて、活性メチレン系ブロックポリイソシアネートと塩素化ポリオレフィンとの固形分配合比率(活性メチレン系ブロックポリイソシアネート:塩素化ポリオレフィン)は、例えば、10:90〜50:50、好ましくは、15:80〜40:60である。
【0059】
このような導電性プライマーは、固形分濃度が、例えば、10〜60質量%、好ましくは、10〜50質量%である。
【0060】
このような導電性プライマーを塗布する塗布方法としては、例えば、エアスプレー法、エアレススプレー法などが挙げられる。
【0061】
このような塗布方法により、組み付けられたポリプロピレン樹脂部材に、導電性プライマーが塗布され、ポリプロピレン樹脂部材の表面にプライマ−層が形成される。
【0062】
また、このときポリプロピレン樹脂部材の周囲の金属鋼板にもプライマ−層が形成される。
【0063】
プライマ−層の厚みは、例えば、1〜30μm、好ましくは、5〜20μmである。
【0064】
次いで、導電性プライマーが塗布された自動車ボデ−に、中塗塗料を塗装する(中塗工程)。
【0065】
中塗塗料は、金属部材の電着層および樹脂部材のプライマー層の表面を被覆して、上塗層(後述)との密着性の向上、および、塗膜の耐チッピング性の向上を図るためのものであって、例えば、有機溶剤系中塗塗料、水性中塗塗料などが挙げられる。
【0066】
有機溶剤系中塗塗料は、例えば、樹脂成分と、硬化剤と、酸触媒とを含有する。
【0067】
樹脂成分としては、例えば、上記した導電性プライマーに用いられるポリエステル樹脂、アクリル樹脂などが挙げられる。
【0068】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0069】
また、このような樹脂成分のなかでは、好ましくは、水酸基を有するポリエステル樹脂が挙げられる。
【0070】
硬化剤としては、例えば、メラミン樹脂、ブロックポリイソシアネートなどが挙げられる。
【0071】
ブロックポリイソシアネートとしては、例えば、ポリイソシアネート(上述)のイソシアネート基を、例えば、オキシム系、フェノール系、アルコール系、ラクタム系、メルカプタン系などのブロック剤でブロックしたものが挙げられる。
【0072】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0073】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0074】
酸触媒としては、例えば、p−トルエンスルホン酸、ドデシルベンゼンスルホン酸、キュメンスルホン酸、ジノニルナフタレンモノスルホン酸、ジノニルナフタレンジスルホン酸などのスルホン酸化合物、例えば、リン酸トリメチル、リン酸トリエチル、リン酸モノブチル、リン酸ジブチル、リン酸トリブチル、リン酸トリオクチルなどの炭素数1〜18のアルキル基を有するリン酸エステル類、例えば、ギ酸、酢酸などの有機酸、例えば、リン酸、塩酸などの無機酸などが挙げられる。
【0075】
このような酸触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0076】
また、このような酸触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0077】
このような有機溶剤系中塗塗料を調製するには、樹脂成分、硬化剤、および酸触媒を有機溶剤とともに配合して、公知の方法により混合する。
【0078】
また、有機溶剤系中塗塗料には、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0079】
これによって、有機溶剤系中塗塗料が調製される。
【0080】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0081】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0082】
また、このような有機溶剤のなかでは、好ましくは、エステル系溶剤およびアルコール系溶剤が挙げられる。
【0083】
このような有機溶剤系中塗塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜75質量%である。
【0084】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、25〜40質量%である。
【0085】
また、酸触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0086】
このような有機溶剤系中塗塗料は、固形分濃度が、例えば、40〜90質量%、好ましくは、50〜80質量%である。
【0087】
水性中塗塗料は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、酸触媒とを含有する。
【0088】
親水性樹脂成分としては、例えば、親水性アクリル樹脂、親水性ポリエステル樹脂、親水性アルキド樹脂、親水性エポキシ樹脂、親水性ポリウレタン樹脂などの公知の水性樹脂が挙げられる。
【0089】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0090】
このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性ポリエステル樹脂が挙げられる。
【0091】
硬化剤としては、例えば、親水性メラミン、疎水性メラミンなどのメラミン樹脂、上記した有機溶剤系中塗塗料に含有されるブロックポリイソシアネートなどが挙げられる。
【0092】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0093】
このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0094】
酸触媒としては、例えば、上記した有機溶剤系中塗塗料に含有される酸触媒などが挙げられ、好ましくは、リン酸エステルが挙げられる。
【0095】
このような酸触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0096】
このような水性中塗塗料を調製するには、親水性樹脂成分、硬化剤、および酸触媒を水とともに配合して、公知の方法により混合する。
【0097】
また、水性中塗塗料には、上記成分に加えて、さらに必要に応じて、例えば、着色顔料、体質顔料、その他塗料用添加剤を適宜の割合で添加することができる。
【0098】
これによって、水性中塗塗料が調製される。
【0099】
このような水性中塗塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0100】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0101】
また、酸触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0102】
このような水性中塗塗料は、固形分濃度が、例えば、30〜70質量%、好ましくは、40〜60質量%である。
【0103】
このような中塗塗料は、単独で使用してもよく、あるいは、併用することもできる。
【0104】
このような中塗塗料を塗装する塗装方法としては、例えば、エアスプレー法、エアレススプレー法、静電塗装法などが挙げられる。
【0105】
このような塗装方法のなかでは、好ましくは、静電塗装法が挙げられる。
【0106】
具体的には、ベル塗装機を用いた静電塗装法(ベル塗装法)が挙げられる。
【0107】
このような塗装方法により、金属部材の電着層および樹脂部材のプライマー層の表面に、中塗塗料が塗装される。
【0108】
次いで、中塗塗料が有機溶剤系中塗塗料である場合、必要に応じて、中塗塗料が塗装された自動車ボデ−を焼き付ける(中塗焼付工程)。なお、中塗焼付工程に代えて、有機溶剤系中塗塗料が塗装された自動車ボデ−を予備乾燥することもできる(中塗乾燥工程)。
【0109】
焼き付け温度としては、140℃以下、具体的には、例えば、100〜140℃、好ましくは、110〜120℃である。
【0110】
また、中塗塗料が水性中塗塗料である場合、必要に応じて、中塗塗料が塗装された自動車ボデ−を予備乾燥する(中塗乾燥工程)。
【0111】
これによって、導電性プライマーおよび中塗塗料が硬化(乾燥)され、電着層およびプライマー層の表面に、中塗塗料が硬化した中塗層が形成される。
【0112】
中塗層の厚みは、例えば、5〜40μm、好ましくは、10〜30μmである。
【0113】
次いで、中塗層が形成された自動車ボデ−に、上塗塗料を塗装する(上塗工程)。
【0114】
上塗塗料は、自動車ボデ−に色や艶を付与し、自動車ボデ−の美観の向上を図るものであって、例えば、有機溶剤系上塗塗料、水性上塗塗料などが挙げられる。
【0115】
また、上塗塗料としては、例えば、自動車ボデ−に色彩を付与するベース塗料と、自動車ボデ−に艶を付与するクリア塗料から構成される2コート塗料、単一の塗料からなるモノコートソリッド塗料などが挙げられる。
【0116】
有機溶剤系2コート塗料における、ベース塗料(溶剤系ベース塗料)は、例えば、樹脂成分と、硬化剤と、触媒と、顔料とを含有する。
【0117】
樹脂成分としては、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂、エポキシ樹脂、ポリウレタン樹脂など、ベース塗料に用いられる公知の樹脂成分が挙げられる。
【0118】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0119】
また、このような樹脂成分のなかでは、好ましくは、水酸基を有するアクリル樹脂や、ポリエステル樹脂が挙げられ、さらに好ましくは、アクリル樹脂およびポリエステル樹脂の併用が挙げられる。
【0120】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤などが挙げられる。
【0121】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0122】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0123】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0124】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0125】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0126】
顔料としては、例えば、通常の着色顔料やメタリック顔料が挙げられる。
【0127】
着色顔料としては、例えば、二酸化チタン、酸化亜鉛、塩基性硫酸鉛、鉛酸カルシウム、リン酸亜鉛、リン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸カルシウム、紺青、群青、コバルトブルー、銅フタロシアニンブルー、インダンスロンブルー、黄鉛、合成黄色酸化鉄、透明べんがら(黄)、ビスマスバナデート、チタンイエロー、亜鉛黄(ジンクエロー)、クロム酸ストロンチウム、シアナミド鉛、モノアゾイエロー、モノアゾイエロー、ジスアゾ、モノアゾイエロー、イソインドリノンイエロー、金属錯塩アゾイエロー、キノフタロンイエロー、イソインドリンイエロー、ベンズイミダゾロンイエロー、べんがら、透明べんがら(赤)、鉛丹、モノアゾレッド、モノアゾレッド、無置換キナクリドンレッド、アゾレーキ(Mn塩)、キナクリドンマゼンダ、アンサンスロンオレンジ、ジアンスラキノニルレッド、ペリレンマルーン、キナクリドンマゼンダ、ペリレンレッド、ジケトピロロピロールクロムバーミリオン、塩基性クロム酸鉛、酸化クロム、塩素化フタロシアニングリーン、臭素化フタロシアニングリーン、ピラゾロンオレンジ、ベンズイミダゾロンオレンジ、ジオキサジンバイオレット、ペリレンバイオレットなどが挙げられる。
【0128】
また、メタリック顔料としては、例えば、アルミニウム粉、フレーク状酸化アルミウム、パールマイカ、フレーク状マイカなどが挙げられる。
【0129】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0130】
なお、顔料として、例えば、メタリック顔料を用いれば、メタリック調またはパール調の塗膜を形成することができる。
【0131】
このような顔料のなかでは、好ましくは、メタリック顔料が挙げられる。
【0132】
このような溶剤系ベース塗料を調製するには、樹脂成分、硬化剤、触媒、および顔料を有機溶剤とともに配合して、公知の方法により混合する。
【0133】
これによって、溶剤系ベース塗料が調製される。
【0134】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0135】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0136】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤、エステル系溶剤、およびアルコール系溶剤が挙げられる。
【0137】
このような溶剤系ベース塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0138】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0139】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0140】
また、顔料の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、1〜100質量部、好ましくは、1〜80質量部である。
【0141】
このような溶剤系ベース塗料は、固形分濃度が、例えば、30〜80質量%、好ましくは、30〜70質量%である。
【0142】
有機溶剤系2コート塗料における、クリア塗料(溶剤系クリア塗料)は、例えば、樹脂成分と、硬化剤と、触媒とを含有する。
【0143】
樹脂成分としては、例えば、上記した溶剤系ベース塗料に含有される樹脂成分などが挙げられる。
【0144】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0145】
また、このような樹脂成分のなかでは、好ましくは、エポキシ基を有するアクリル樹脂が挙げられる。
【0146】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤、カルボキシル基含有化合物などが挙げられる。
【0147】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0148】
また、このような硬化剤のなかでは、好ましくは、カルボキシル基含有化合物が挙げられる。
【0149】
触媒としては、例えば、塩基性触媒、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0150】
塩基性触媒は、エポキシ基とカルボキシル基との反応を促進させる触媒であって、例えば、アミン類、オニウム塩などが挙げられる。
【0151】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0152】
また、このような触媒のなかでは、好ましくは、塩基性触媒、さらに好ましくは、アミン類、オニウム塩が挙げられる。
【0153】
このような溶剤系クリア塗料を調製するには、樹脂成分、硬化剤、および触媒を有機溶剤とともに配合して、公知の方法により混合する。
【0154】
これによって、溶剤系クリア塗料が調製される。
【0155】
また、溶剤系クリア塗料には、必要に応じて、透明性を阻害しない範囲において、ベースカラー顔料やメタリック顔料を含有させることができ、さらに体質顔料、紫外線吸収剤などを適宜含有させることができる。
【0156】
有機溶剤としては、例えば、テトラヒドロフランなどのエーテル系溶剤、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0157】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0158】
また、このような有機溶剤のなかでは、好ましくは、炭化水素系溶剤、エーテル系溶剤、アルコール系溶剤が挙げられる。
【0159】
このような溶剤系クリア塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、40〜85質量%、好ましくは、50〜75質量%である。
【0160】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜60質量%、好ましくは、25〜50質量%である。
【0161】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜10質量部、好ましくは、0.1〜5質量部である。
【0162】
このような溶剤系クリア塗料は、固形分濃度が、例えば、30〜70質量%、好ましくは、40〜60質量%である。
【0163】
有機溶剤系上塗塗料における、モノコートソリッド塗料(溶剤系モノコートソリッド塗料)は、例えば、樹脂成分と、硬化剤と、触媒と、顔料とを含有する。
【0164】
樹脂成分としては、例えば、上記した溶剤系ベース塗料に含有される樹脂成分などが挙げられる。
【0165】
このような樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0166】
また、このような樹脂成分のなかでは、好ましくは、アルキド樹脂、ポリエステル樹脂が挙げられ、さらに好ましくは、水酸基を有するアルキド樹脂およびポリエステル樹脂の併用が挙げられる。
【0167】
硬化剤としては、例えば、上記した有機溶剤系中塗塗料に含有される硬化剤などが挙げられる。
【0168】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0169】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0170】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0171】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0172】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0173】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0174】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0175】
このような顔料のなかでは、好ましくは、着色顔料が挙げられる。
【0176】
このような溶剤系モノコートソリッド塗料を調製するには、樹脂成分、硬化剤、触媒、および顔料を有機溶剤とともに配合して、公知の方法により混合する。
【0177】
これによって、溶剤系モノコートソリッド塗料が調製される。
【0178】
有機溶剤としては、例えば、上記した導電性プライマーの調製に用いられる有機溶剤などが挙げられる。
【0179】
このような有機溶剤は、単独で使用してもよく、あるいは、併用することもできる。
【0180】
また、このような有機溶剤のなかでは、好ましくは、エステル系溶剤およびアルコール系溶剤が挙げられる。
【0181】
このような溶剤系モノコートソリッド塗料において、樹脂成分の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0182】
また、硬化剤の配合割合は、樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0183】
また、触媒の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0184】
また、顔料の配合割合は、樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、40〜100質量部、好ましくは、50〜90質量部である。
【0185】
このような溶剤系ベース塗料は、固形分濃度が、例えば、40〜80質量%、好ましくは、50〜70質量%である。
【0186】
このような有機溶剤系上塗塗料を塗装する塗装方法としては、例えば、上記した中塗塗料の塗装方法などが挙げられる。
【0187】
このような塗装方法のなかでは、好ましくは、ベル塗装方法が挙げられる。
【0188】
詳しくは、上塗塗料が2コート塗料である場合、上記した塗装方法により、溶剤系ベース塗料を、中塗層の表面に塗装した後、さらに溶剤系クリア塗料を塗装する。
【0189】
一方、上塗塗料がモノコートソリッド塗料である場合、上記した塗装方法により、モノコートソリッド塗料を、中塗層の表面に塗装する。
【0190】
これによって、中塗層の表面に、有機溶剤系上塗塗料が塗装される。
【0191】
水性2コート塗料における、ベース塗料(水性ベース塗料)は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、顔料と、触媒とを含有する。
【0192】
親水性樹脂成分としては、例えば、上記した水性中塗塗料に含有される水性樹脂などが挙げられる。
【0193】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0194】
また、このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性アクリル樹脂が挙げられる。
【0195】
硬化剤としては、例えば、上記した水性中塗塗料に含有される硬化剤などが挙げられる。
【0196】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0197】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0198】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0199】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0200】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0201】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0202】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0203】
このような顔料のなかでは、好ましくは、メタリック顔料が挙げられる。
【0204】
このような水性ベース塗料を調製するには、親水性樹脂成分、硬化剤、触媒、および顔料を水とともに配合して、公知の方法により混合する。
【0205】
これによって、水性ベース塗料が調製される。
【0206】
このような水性ベース塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0207】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0208】
また、触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜4質量部である。
【0209】
また、顔料の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、1〜120質量部、好ましくは、1〜100質量部である。
【0210】
このような水性ベース塗料は、固形分濃度が、例えば、15〜45質量%、好ましくは、20〜40質量%である。
【0211】
水性2コート塗料における、クリア塗料は、例えば、上記した溶剤系クリア塗料と同様の塗料が挙げられる。
【0212】
水性上塗塗料における、モノコートソリッド塗料(水性モノコートソリッド塗料)は、例えば、水溶性または水分散性の樹脂成分(親水性樹脂成分)と、硬化剤と、触媒と、顔料とを含有する。
【0213】
親水性樹脂成分としては、例えば、上記した水性中塗塗料に含有される親水性樹脂成分などが挙げられる。
【0214】
このような親水性樹脂成分は、単独で使用してもよく、あるいは、併用することもできる。
【0215】
また、このような親水性樹脂成分のなかでは、好ましくは、水酸基を有する親水性ポリエステル樹脂が挙げられる。
【0216】
硬化剤としては、例えば、上記した水性中塗塗料に含有される硬化剤などが挙げられる。
【0217】
このような硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
【0218】
また、このような硬化剤のなかでは、好ましくは、メラミン樹脂が挙げられる。
【0219】
触媒としては、例えば、上記した中塗塗料に含有される酸触媒などが挙げられる。
【0220】
このような触媒は、単独で使用してもよく、あるいは、併用することもできる。
【0221】
また、このような触媒のなかでは、好ましくは、リン酸エステル類が挙げられる。
【0222】
顔料としては、例えば、上記した溶剤系ベース塗料に含有される顔料などが挙げられる。
【0223】
このような顔料は、単独で使用してもよく、あるいは、併用することもできる。
【0224】
このような顔料のなかでは、好ましくは、着色顔料が挙げられる。
【0225】
このような水性モノコートソリッド塗料を調製するには、親水性樹脂成分、硬化剤、触媒、および顔料を水とともに配合して、公知の方法により混合する。
【0226】
これによって、水性モノコートソリッド塗料が調製される。
【0227】
このような水性モノコートソリッド塗料において、親水性樹脂成分の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、50〜85質量%、好ましくは、60〜80質量%である。
【0228】
また、硬化剤の配合割合は、親水性樹脂成分および硬化剤の固形分総量に対して、例えば、15〜50質量%、好ましくは、20〜40質量%である。
【0229】
また、触媒の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、0.1〜5質量部、好ましくは、0.1〜2質量部である。
【0230】
また、顔料の配合割合は、親水性樹脂成分および硬化剤の固形分総量100質量部に対して、例えば、30〜90質量部、好ましくは、40〜75質量部である。
【0231】
このような水性モノコートソリッド塗料は、固形分濃度が、例えば、30〜65質量%、好ましくは、40〜55質量%である。
【0232】
このような水性上塗塗料を塗装する塗装方法としては、例えば、上記した中塗塗料の塗装方法などが挙げられる。
【0233】
このような塗装方法のなかでは、好ましくは、ベル塗装方法が挙げられる。
【0234】
詳しくは、上塗塗料が2コート塗料である場合、上記した塗装方法により、水性ベース塗料を、中塗層の表面に塗装した後、必要により予備乾燥し、さらにクリア塗料(溶剤系クリア塗料)を塗装する。
【0235】
一方、上塗塗料がモノコートソリッド塗料である場合、上記した塗装方法により、モノコートソリッド塗料を、中塗層の表面に塗装する。
【0236】
これによって、中塗層の表面に、水性上塗塗料が塗装される。
【0237】
次いで、上塗塗料が塗装された自動車ボデ−を焼き付ける(焼付工程)。
【0238】
焼き付け温度としては、140℃以下、具体的には、例えば、100〜140℃、好ましくは、110〜120℃である。
【0239】
これによって、上塗塗料が硬化され、中塗層の表面に上塗層(ベース層およびクリア層、または、モノコートソリッド層)が形成される。
【0240】
ベース層の厚みは、例えば、1〜40μm、好ましくは、5〜30μmである。
【0241】
クリア層の厚みは、例えば、10〜50μm、好ましくは、20〜40μmである。
【0242】
モノコートソリッド層は、例えば、10〜60μm、好ましくは、20〜50μmである。
【0243】
以上によって、自動車ボデ−の塗装が完了する。
【0244】
このような自動車ボデ−の塗装方法では、中塗塗料および上塗塗料が触媒(酸触媒または塩基性触媒)を含有し、また、ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であるため、中塗塗料および上塗塗料の焼き付け温度をポリプロピレン樹脂部材の耐熱温度以下である140℃以下とすることができる。
【0245】
そのため、ポリプロピレン樹脂部材を金属部材に装着した状態で、一体として塗装することができる。
【0246】
さらに、このような自動車ボデ−の塗装方法において、塗布工程において塗布される導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する。
【0247】
そのため、ポリプロピレン樹脂部材を金属部材に装着した後、金属部材にマスキングすることなく、導電性プライマーをポリプロピレン樹脂部材に塗布し、その周囲の金属部材に導電性プライマーが付着しても、その付着部分の金属部材と、その後に塗装される塗料との密着性の向上を図ることができる。
【0248】
したがって、このような自動車ボデ−の塗装方法によれば、塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる。
【実施例】
【0249】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
[実施例1,2および比較例1〜4]
1.試験板の調製
金属部材として、ダル鋼板(450mm×300mm×0.8mm)に、所定の工程でカチオン電着塗装(親水性樹脂成分:エポキシ樹脂、硬化剤:ブロックポリイソシアネート)を施した試験板(ニューメディアマシン社製)を用意した。
【0250】
ポリプロピレン樹脂部材として、ポリプロピレン板(350mm×10mm×2mm)(オンダ化成社製)を用意した。
【0251】
そして、ダル鋼板およびポリプロピレン板の表面を、石油ベンジンを含ませたガーゼで拭いて脱脂処理した。ダル鋼板とポリプロピレン板とを隣接配置して、外板用試験板とした。
2.導電性プライマーの調製
表1に示す配合処方(単位:質量部)において、各成分を混合溶剤(トルエン/シクロヘキサン)とともに配合し、混合することにより、固形分濃度12質量%の導電性プライマーを調製した。
3.外板用試験板の有機溶剤系塗料による塗装
外板用試験板に、それぞれ導電性プライマ−を塗布した(塗布工程)。このとき、プライマー層の厚みが10μmであった。
【0252】
次いで、有機溶剤系中塗塗料(樹脂成分:水酸基含有ポリエステル樹脂、硬化剤:メラミン樹脂)を、プライマー層の表面に塗装した(中塗工程)。そして、120℃で10分間熱処理して、導電性プライマ−および中塗塗料を硬化させた(中塗焼付工程)。このとき、中塗層の厚みが20μmであった。
【0253】
次いで、溶剤系ベース塗料(樹脂成分:アクリル樹脂およびポリエステル樹脂、硬化剤:メラミン樹脂)を、中塗層の表面に塗装した後、さらに、溶剤系クリア塗料(樹脂成分:エポキシ基含有アクリル樹脂、硬化剤:カルボキシル基含有アクリル樹脂)を塗装した。そして、120℃で18分間熱処理して、溶剤系ベース塗料および溶剤系クリア塗料を硬化させた。このとき、ベース層の厚みが15μmであり、クリア層の厚みが30μmであった。
【0254】
以上によって得られた各外板用試験板を、溶剤系外板用試験板とした。
4.外板用試験板の水性塗料による塗装
外板用試験板に、それぞれ導電性プライマ−を塗布した(塗布工程)。このとき、プライマー層の厚みが10μmであった。
【0255】
次いで、水性中塗塗料(樹脂成分:水酸基含有ポリエステル樹脂、硬化剤:メラミン樹脂)を、プライマー層の表面に塗装した(中塗工程)。このとき、中塗層の厚みが20μmであった。
【0256】
次いで、水性ベース塗料(樹脂成分:水酸基含有アクリル樹脂、硬化剤:メラミン樹脂)を、中塗層の表面に塗装した後、そこに、溶剤系クリア塗料(樹脂成分:エポキシ基含有アクリル樹脂、硬化剤:カルボキシル基含有アクリル樹脂)を塗装した。そして、120℃で18分間熱処理して、水性ベース塗料および溶剤系クリア塗料を硬化させた。このとき、ベース層の厚みが15μmであり、クリア層の厚みが30μmであった。
【0257】
以上によって得られた各外板用試験板を、水性外板用試験板とした。
(評価)
得られた各実施例および各比較例における外板用試験板(溶剤系外板用試験板および水性外板用試験板)について、付着性試験およびブリスター試験を、次のように実施した。その結果を表1に示す。
【0258】
1.付着性試験
碁盤目付着試験(JIS K5600)に基づいて、それぞれ塗装がなされた各外板用試験板の付着性試験を実施した。
【0259】
なお、表1には、試験板の金属鋼板に形成された100マスに対する、塗膜の剥離が生じたマス数を示す。
【0260】
2.ブリスター試験
各外板用試験板のブリスター試験を下記のように実施した。
【0261】
各外板用試験板を、40℃の温水に10日間浸漬した後、引き上げて塗装面を目視により観察した。
【0262】
なお、下記の基準により評価した。
○:ブリスター発生なし。
×:ブリスター発生あり。
【0263】
【表1】
【特許請求の範囲】
【請求項1】
金属鋼板と、前記金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法であって、
電着塗装された前記金属鋼板に前記ポリプロピレン樹脂部材を組み付け、前記自動車ボデ−を組み立てる組付工程と、
前記金属鋼板に組み付けられた前記ポリプロピレン樹脂部材に導電性プライマーを塗布する塗布工程と、
前記塗布工程後、前記自動車ボデ−に、酸触媒を含有する中塗塗料を塗装する中塗工程と、
前記中塗工程後、前記自動車ボデ−に、触媒を含有する上塗塗料を塗装する上塗工程と、
前記上塗塗料が塗装された前記自動車ボデ−を、140℃以下で焼き付ける焼付工程とを備え、
前記ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であり、
前記導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有することを特徴とする、自動車ボデ−の塗装方法。
【請求項1】
金属鋼板と、前記金属鋼板に装着されるポリプロピレン樹脂部材とを備える自動車ボデ−の塗装方法であって、
電着塗装された前記金属鋼板に前記ポリプロピレン樹脂部材を組み付け、前記自動車ボデ−を組み立てる組付工程と、
前記金属鋼板に組み付けられた前記ポリプロピレン樹脂部材に導電性プライマーを塗布する塗布工程と、
前記塗布工程後、前記自動車ボデ−に、酸触媒を含有する中塗塗料を塗装する中塗工程と、
前記中塗工程後、前記自動車ボデ−に、触媒を含有する上塗塗料を塗装する上塗工程と、
前記上塗塗料が塗装された前記自動車ボデ−を、140℃以下で焼き付ける焼付工程とを備え、
前記ポリプロピレン樹脂部材の線膨張率が、4.0×10−5/℃m以下であり、
前記導電性プライマーが、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有することを特徴とする、自動車ボデ−の塗装方法。
【図1】


【公開番号】特開2012−213692(P2012−213692A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79720(P2011−79720)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
[ Back to top ]