
Fターム[3D114BA13]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 対象物 (978) | 外部取付部品 (304) | 開閉機能部品 (183) | ドア (148)
Fターム[3D114BA13]の下位に属するFターム
ヒンジ部 (11)
Fターム[3D114BA13]に分類される特許
1 - 20 / 137
自動車組立てラインにおける車体搬送台車
【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
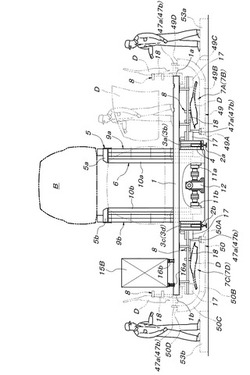
【解決手段】ドアDを、車体Bを搬送する搬送台車1の下側に設けられたドア収納部7Aから当該搬送台車1の横側部の起伏動作位置へ水平に搬送すると共に当該起伏動作位置で垂直に起立可能にするドア搬送手段8が、ドア収納部7Aと起伏動作位置との間で水平横動自在に支持された横動台17、この横動台17に水平姿勢と垂直起立姿勢との間で起伏揺動自在に軸支されたドア支持体18、及びこのドア支持体18に設けられたカム従動ローラー47aを備え、搬送台車1の走行経路側には、横動台17と共に起伏動作位置に位置するドア支持体18を、搬送台車1の走行に伴いカム従動ローラー47aを介して起伏動作させるカムレール49が敷設されている。
(もっと読む)
自動車組立てラインにおける車体搬送台車

【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
【解決手段】車体Bを搬送する搬送台車1の下側に設けられたドア収納部7Aに設けられたドア搬送手段8が、ドア収納部7Aと搬送台車1の横側部の起伏動作位置との間で水平横動自在な横動台17と、この横動台17に水平姿勢と垂直起立姿勢との間で起伏揺動自在に軸支されたドア支持体18を備え、このドア支持体18には、当該ドア支持体が垂直起立姿勢にあるときに上下垂直向きとなる支軸32の周りに回転自在に軸支されたドア支持具19が設けられ、このドア支持具19を、当該ドア支持具19が支持するドアDがドア支持体18と平行になる向きで当該ドア支持体18にロックするロック手段38が設けられた構成。
(もっと読む)
自動車組立てラインにおける車体搬送台車
【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
【解決手段】車体Bを搬送する搬送台車1の下側に、ドアDを水平姿勢で収納するドア収納部7Aが設けられ、ドアDをドア収納部7Aから当該搬送台車1の横側部の起伏動作位置へ水平に搬送すると共に当該起伏動作位置で垂直に起立可能にするドア搬送手段8が設けられた車体搬送台車であって、前記ドア搬送手段8は、搬送台車1の下側に水平横動自在に支持されたもので、水平姿勢と垂直起立姿勢とに切換え自在なドア支持体18とカム従動ローラー47aを備え、搬送台車1の走行経路側には、当該搬送台車1の走行に伴いカム従動ローラー47aを介してドア搬送手段8をドア収納部7Aと起伏動作位置との間で横動させるカムレール49が敷設された構成。
(もっと読む)
車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置
【課題】低コストで敷設スペースを必要としない車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置を提供する。
【解決手段】搬送コンベアC/Vの搬送パレット1に車体Wを載置して搬送することにより前記車体Wに部品を組み付ける車体組立ラインLにおけるドア搬送方法であって、前記搬送パレット1の基台2に配設したドア収納部4に、前記車体Wから取り外したドアDを載置して搬送する。
(もっと読む)
車体組立ライン及び車体組立方法
【課題】低コストかつ省スペースを図りつつ、車体からドアを取り外して当該ドアに部品を組み付けた後に当該ドアを車体に戻すことが可能な、車体組立ライン及び車体組立方法を提供する。
【解決手段】車体WからドアD(D1,D2の総称)が取り外されて、基台2から側方外側に出されたドア保持部4に前記ドアDが取り付けられ、ドア保持部4が基台2から側方外側に出されて前記ドアDを保持した状態を維持して搬送パレット1が上流から下流に向けて搬送される間に、前記ドアDに部品が組み付けられる。その後、部品が組み付けられたドアDは、ドア保持部4から取り外されて車体Wに取り付けられる。
(もっと読む)
塗装方法
【課題】塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる自動車ボデ−の塗装方法を提供すること。
【解決手段】電着塗装された金属鋼板に、線膨張率が4.0×10−5/℃m以下ポリプロピレン樹脂部材を組み付け(組み付け工程)、金属鋼板に組み付けられたポリプロピレン樹脂部材に、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する導電性プライマーを塗布し(塗布工程)、その後、酸触媒を含有する中塗塗料を塗装して(中塗工程)、さらに、触媒を含有する上塗塗料を塗装して(上塗工程)、140℃以下で焼き付ける(焼付工程)。
(もっと読む)
ワーク加工用固定治具の交換装置
【課題】加工用ワークをクランパーで固定するワーク加工用固定治具を小型軽量化することができ、ワーク加工用固定治具の格納スペースの拡大と、タクトタイムが長くなることを防ぐことができ、而もパレットの格納スペースを大きくすることなく多車種に対応するワーク加工用固定治具を簡易な構成にできるワーク加工用固定治具の交換装置を提供する。
【解決手段】ワーク加工用固定治具20A、30Aをクランプするクランパーを、相反する方向に形成される垂直面それぞれに設置していると共に、前記各垂直面を垂直回転軸によって垂直回転させる回転機構をそれぞれ備る2つの固定治具固定ユニット2、3と対になるワーク加工用固定治具20A、30Aが格納される治具ストッカ4と、ワーク加工用固定治具20A、30Aを、治具ストッカ4の治具格納位置及び前記クランパーのクランプ位置間で移動させる産業用搬送ロボット5を備える。
(もっと読む)
複合体及びその製造方法
【課題】デフォームが発生することが回避されて外観品質が良好な複合体を効率よく得る。
【解決手段】複合体10は、金属からなるワーク12に対して樹脂材14が接合させることで構成される。ここで、樹脂材14は、複数箇所がワーク12に対してスポット的に接合される。すなわち、樹脂材14には、複数個の点接合部位24が形成される。樹脂材14の好適な例としては、ポリアミド樹脂(ナイロン)等の熱可塑性樹脂が挙げられる。この種の複合体は、例えば、ドアパネル等の車両用部品として好適に採用される。
(もっと読む)
シーリング剤の塗布方法、及び塗布装置
【課題】生産性を低下させることなく、シーリング剤の接着強度を高める。
【解決手段】ドアパネル13の継ぎ目16に対するシーリング剤14の塗布方法であって、アームロボット30のアーム先端39に取り付けられたヘッド装着部50に装着された2本のヘッド61、71のうち、一方側の大気圧プラズマヘッド61を用いて、前記ドアパネル13の継ぎ目16に対してプラズマを吹きかけるプラズマ処理を行い、前記ヘッド装着部50に装着された2本のヘッドのうち、他方側の塗布ヘッド71を用いて、前記プラズマ処理後の前記ドアパネル13の継ぎ目16に対して前記シーリング剤14を塗布する塗布処理を行う。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
車体のドア開け方法及び装置
【課題】ロボットの設置箇所を小さくすると共に、サイクルタイムの短縮を図ることが可能な、ドア開け方法及び装置を提供すること。
【解決手段】双腕ロボットにおいては、2つのアームがS1軸及びS2軸の各々によって回動される。その結果、S1軸を用いた回動により、ドア開き動作(ステップST2)が実現される。そして、S1軸とS2軸とを用いた回動により、ボルト緩め動作を行うための、ドア91のインナ側に入り込む移動(ステップST3)が実現される。この場合の移動は、ドア91の方向を向くような移動である。その結果、ドア把持位置まで移動したとき(ステップS26)、双腕ロボットは、ボルト緩め動作を行い易い姿勢となっている。
(もっと読む)
ドア把持装置及び方法
【課題】小型化されたツールを用いる双腕ロボット単体のみで、ドアを傷つけないように把持することが可能な、ドア把持装置及び方法を提供すること。
【解決手段】双腕ロボット11は、ドア91等の重力方向の力を受ける荷重受けとしてのドアH受け部材(その構成要素であるウレタンパッド42)と、ドアを把持する第1把持治具23R1と、を備えている。第1把持治具23R1は、2点PA,PBの相対距離が可変な、ドア91の開口部120等に当接する2つのドア把持パッド53,54を有している。一方のドア把持パッド53は、ドアの荷重方向の力を受ける方向に開口部の点PAに当接し、他方のドア把持パッド54は、荷重受け(ウレタンパッド42)とドア把持パッド53とにより発生するモーメントを受ける方向に開口部の点PBに当接する。
(もっと読む)
ドア取り外し装置及び方法
【課題】ロボットの台数を削減して設備のレイアウト性を向上させることが可能な、ドア取り外し装置及び方法を提供すること。
【解決手段】双腕ロボット11は、自動車のボディにボルトで固定されたドアを、当該ボディから取り外すドア取り外し装置として機能する。双腕ロボット11は、ドアを把持する第1把持治具23R1を有する第1アーム22R1と、ボルト外し機構の一例のボルト緩めツール74とドア把持パッド72とを共に含む第2把持治具23R2を有する第2アーム22R2と、ドアの重力方向の荷重を受ける荷重受けとしてのドアH受け部材24と、を備える。
(もっと読む)
ドアフレーム及びその製造方法
【課題】溶接による熱歪みの影響が小さく、溶接工程で要する時間が短いドアフレーム及びその製造方法を得る。
【解決手段】車両のドアフレーム本体を形成するサッシュフレームと、このサッシュフレームに接合されたブラケットとを有するドアフレームにおいて、上記サッシュフレームとブラケットが、その一方の上に他方のエッジ部を位置させた位置関係で重ね合わせられ、該エッジ部において溶接され、重ね合わせられた対向面間において接着剤が充填されていることを特徴とするドアフレーム。
(もっと読む)
車両用ドアフレーム及び車両用ドアフレームの製造方法
【課題】部品点数を増大させることなくドアフレームの曲げ部の設計自由度を大きくすることのできる車両用ドアフレームを提供する。
【解決手段】車両用ドアフレームは、一枚の板材により形成されて中空本体部31A,31B,31Cと同中空本体部31A,31B,31Cから延びるフランジ部32A,32B,32Cとを有する長尺状の部材であって長手方向に対して曲げられた曲げ部30Cを有するフレーム部材30を備える。また、曲げ部30Cには中空本体部31Cとフランジ部32Cとを分断する貫通孔P2が形成され、貫通孔P2は長手方向(矢印D3方向)において曲げ部30Cの中心に近づくほど中空本体部31Cに対してフランジ部32Cが離間する態様にて形成される。
(もっと読む)
蓋物部材の組付治具及び組付方法
【課題】ストライカを有する蓋物部材を車体に組み付ける際の作業性を高め、生産性を向上させる。
【解決手段】車幅方向間隔を調整可能な一対の係止部20,20と、一対の係止部20,20の車幅方向中央部Pを設定するセンタリング機構70と、車幅方向中央部Pを基準とした車幅方向所定位置に設けられ、該車幅方向所定位置にストライカ7を位置決めするストライカ位置決め部30と、ストライカ位置決め部30と同じ車幅方向所定位置に設けられ、該車幅方向所定位置にロック部材8を位置決めするロック位置決め部40とを備える。
(もっと読む)
ワークの位置決め装置
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
板金部品製造装置
【課題】コンパクトな装置によって、ワークをブレージングする前の位置決めを精度よく行い、ブレージング治具の動きの自由度も大きい板金部品製造装置を提供する。
【解決手段】トランクリッド製造装置100は、アッパパネル120およびロアパネル130(ワーク)の一方の側180、190をそれぞれ加圧するハンド治具140と、ワークの他方の側200、210をそれぞれ支持してワークの動きを規制する、ハンド治具140と別体の2つのロケータ192、194と、加圧の方向と直交する方向へロケータを移動させてワークを溶接位置に位置決めする位置決め手段220と、ハンド治具140を、2つのロケータに対向する加圧用ポジションと、加圧用ポジションを外れた退避ポジションとに搬送する搬送ロボット225と、を備えることを特徴とする。
(もっと読む)
ドア固定治具
【課題】 簡易な構成で車体に対してドアを所定の開放状態に保持することができるドア固定治具を提供する。
【解決手段】 車体Wに対してドアDを所定の開放状態に保持するドア固定治具10であって、ドアチェッカー1のためにドアDに形成された四角形状の開口孔3に係合する第1取付部20と、この第1取付部20と第1アーム11で連結され、車体Wに形成されたドアチェッカー1のブラケット固定用のねじ孔5に係合する第2取付部30と、第1アーム11に連結された第2アーム12の先端に設けられ、車体Wのドア開口部周縁のフランジ部13に係合する第3取付部40からなる。
(もっと読む)
塗装システム
【課題】本体と、該本体に対して揺動可能に連結された部材とを有する被塗装物に対して、効率よく塗装を施す。
【解決手段】塗装システムは、下流側の自動車車体14のボンネット22及びトランク26に対して塗装を施す第1塗装ロボット16a、16bと、ボンネット22及びトランク26を開閉するためのオープナーロボット18と、上流側の自動車車体14aの乗員室ドア24a〜24dに対して塗装を施す第2塗装ロボット16c、16dとを有する。第1塗装ロボット16a、16bによる自動車車体14のボンネット22の内側への塗装作業が終了した後、オープナーロボット18が自動車車体14のボンネット22を閉止する。この閉止の間、第1塗装ロボット16a、16bは、自動車車体14のBピラー40a、40bに対して塗装を施す。
(もっと読む)
1 - 20 / 137
[ Back to top ]