
木粉配合樹脂成形体

【課題】肉厚差のある形状であっても成形することができ、種々の用途に使用される部材として様々な形状に柔軟に対応することができる、木粉配合製品を提供する。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された成形体であって、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、基材部を形成する木質系熱可塑性樹脂混合物の溶融滑性を、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下とする。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された成形体であって、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、基材部を形成する木質系熱可塑性樹脂混合物の溶融滑性を、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木粉配合樹脂成形体に関する。特に、天然木材と類似した外観を有する木粉配合樹脂成形体に関する。
【背景技術】
【0002】
木粉配合製品は、優れた木質感が得られ、また、充填材として使用する、木屑、建築廃材等の再利用を図ることができるため、注目を集めている。
【0003】
このような木粉配合製品として、特許文献1には、樹脂とセルロース系粉体とを含む表層部と、樹脂とセルロース系粉体および/または無機系粉体とを含む中心部とからなる成形体であって、表層部の成形加工時の粘度が、中心部のそれよりも低く設定されたものが記載されている。そして、この木粉配合製品は、容易に表層を被覆することができ、また表面にサンディング等の処理を施すことで容易に木目模様を作出することができると記載されている。
【特許文献1】特開2004−114356号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
木粉配合製品は、木粉を多量に配合することから環境に配慮した商品として注目されているため、近年、種々の用途に使用される部材として様々な形状に対応することが望まれている。しかし、特許文献1に記載のセルロース系粉体含有押出形材においては、肉厚差のある形状とする場合、成形金型内において、肉厚が大きい部分と肉厚が小さい部分とで流速差が発生し、成形が困難となる問題が発生していた。
【0005】
そこで、本発明はこのような従来の欠点を解消し、更なる品質の向上を行うために鑑みなされたものであり、肉厚差のある形状であっても成形することができ、種々の用途に使用される部材として様々な形状に柔軟に対応することができる、木粉配合製品を提供することを課題とする。
【課題を解決するための手段】
【0006】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、これにより本発明が図示の形態に限定されるものではない。
【0007】
第1の本発明は、基材部(20)と該基材部の周囲の少なくとも一部を被覆した表層部(10)とを備えて構成された成形体であって、基材部(20)が、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成され、表層部(10)が、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成され、基材部(20)を形成する木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である、石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体(100)である。
【0008】
第1の本発明においては、基材部(20)と表層部(10)に所定量の木粉が含まれているので、石油由来樹脂成分の使用量を低減することができる。また、基材部(20)を形成する木質系熱可塑性樹脂混合物が、所定の溶融滑性を有しているので、押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形品に柔軟に対応することができる。また、表層部(10)における木粉の配合量を所定量以下とすることによって、本発明の成形体に耐候性を付与することができる。
【0009】
第1の本発明において、表層部(10)の厚みは10μm以上1500μm以下であることが好ましい。また、表層部(10)の表面は、平均粗さ3μm以上550μm以下に不規則に研磨して、木質様表面状態にすることができる。本発明の成形体(100)においては、表層部(10)を設けることによって、耐候性を付与している。またその厚みを表面に形成する研磨処理に対応できる厚みとしている。また、表層部(10)の表面を研磨処理することによって、外観だけでなく触感においても、木質様感覚を与えることができる。
【0010】
第1の本発明において、基材部(20)の肉厚分布を不均一に形成することもできる。成形体(100)の形状としては、施工性の向上、製品価格の低減を図るため、肉厚分布が不均一なものが必要になる場合がある。本発明においては、上記のように基材部(20)を形成する木質系熱可塑性樹脂混合物が、所定の範囲の溶融滑性を有しているため、肉厚分布が不均一な成形体であっても、柔軟に対応して成形することができる。
【0011】
第1の本発明において、基材部(20)を内部に空洞を有する成形体とすることができる。この成形体は上記の肉厚分布を不均一に形成した例である。このような成形体とすることで、成形品の体積当たりの重量を減らすことができ、これにより施工性の向上、製品価格の低減を図ることができる。
【0012】
第1の本発明においては、表層部(10)には、添加剤を含有させることができる。表層部(10)に添加する添加剤としては、着色剤、酸化防止剤、紫外線吸収剤、光安定剤等を挙げることができ、これらは、単独で添加してもよいし、複数種添加してもよい。また、表層部(10)における木粉の含有量は20質量%以下に調整することが好ましい。表層部(10)における木粉の含有量を少なく調整することによって、成形体(100)の耐候性をより良好にして、変退色を防ぎ、屋外での使用を可能とする効果がある。
【0013】
第2の本発明は、以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた、基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成される石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体の製造方法である。第2の本発明において、基材部用木質系熱可塑性樹脂混合物は、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。また、表層部用熱可塑性樹脂混合物は、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【0014】
第2の本発明では、基材部(20)を形成する木質系熱可塑性樹脂混合物の押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形体に柔軟に対応することができる。
【0015】
第2の本発明において、共押出工程の後に、さらに、表面研磨工程を備えていることが好ましい。この表面研磨工程によって、上記の表面平均粗さに不規則に研磨して、木質様表面状態にすることができる。
【発明を実施するための最良の形態】
【0016】
以下本発明を図面に示す実施形態に基づき説明する。
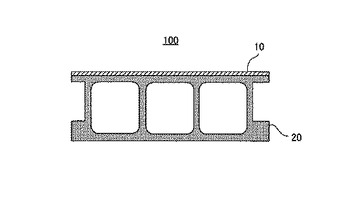
本発明の木粉配合樹脂成形体100は、基材部20と該基材部20の周囲の少なくとも一部を被覆した表層部10とを備えて構成される。本発明の木粉配合樹脂成形体100の一実施形態を図1に示す。
【0017】
<基材部20>
基材部20は、本発明の成形体100の大部分を構成するものである。また、該基材部20は、木粉を多く含み、石油由来樹脂の使用量を低減させているので、成形体100全体としての石油由来樹脂の使用量を低減できるという効果を有する。
【0018】
基材部20は、木質系熱可塑性樹脂混合物により形成されている。この木質系熱可塑性樹脂混合物は、該木質系熱可塑性樹脂混合物全体の質量を基準(100質量%)として、20質量%以上50質量%以下のポリオレフィン樹脂、および、50質量%以上80質量%以下の木粉を含有している。以下、木質系熱可塑性樹脂混合物を構成している、ポリオレフィン樹脂および木粉について説明する。
【0019】
(ポリオレフィン樹脂)
ポリオレフィン樹脂としては、好ましくはポリプロピレン、ポリエチレン等が性能およびコスト面等から好ましい。また、ポリプロピレンとポリエチレンは一方を単独で用いることもできるし、両者を併用することもできる。さらに、必要に応じてポリブテン、エチレンプロピレンゴム、ポリα−オレフィン等を適宜配合することもできる。
【0020】
(木粉)
また木粉としては、製造工場から排出される木粉、竹粉、パルプ、バガス、おが屑、木質繊維、古紙や廃木材チップ等任意のものを用いることができ、粒度が10〜200メッシュパス程度のもの、粒径にして20μm〜150μmのものを用いるのが好ましい。木粉の配合量は、木質系熱可塑性樹脂混合物全体の質量を基準(100質量%)として、50質量%以上80質量%以下であることが好ましく、50質量%以上60質量%以下とするのがさらに好ましい。
【0021】
木粉の配合量が50質量%未満(ポリオレフィン樹脂が50質量%超)では得られた成形体は物性面において性能は向上されるが、原料コスト面において高くなり、成形体付加価値が損なわれる。また、木粉の配合量が80質量%を超える場合(ポリオレフィン樹脂が20質量%未満)には物性面が著しく低下し、強度を必要とする成型品への利用が不可能となる。
【0022】
(相溶化剤)
ポリオレフィン樹脂と木粉とを配合し混練することにより木質系熱可塑性樹脂混合物を形成するのであるが、元来、熱可塑性樹脂と木粉とは混じり合わないものである。このため、分散性および機械的強度向上の観点から相溶化剤を配合することが望ましい。相溶化剤としては、酸変性ポリオレフィン樹脂が好ましく、さらに好ましくは無水マレイン酸ポリオレフィン樹脂が好ましい。相溶化剤の使用形態は特に限定されるものではないが、好ましい使用形態の一例を挙げると、木質系熱可塑性樹脂混合物を構成するポリオレフィン樹脂がポリプロピレンの場合、相溶化剤としては無水マレイン酸変性ポリプロピレンを用いることが好ましい。また、木質系熱可塑性樹脂混合物を構成するポリオレフィン樹脂がポリエチレンの場合、相溶化剤としては無水マレイン酸変性ポリエチレンを用いることが好ましい。
【0023】
この相溶化剤の配合量は、ポリオレフィン樹脂と木粉とを配合した木質系熱可塑性樹脂混合物100質量部に対して、0.1質量部から10質量部の範囲で添加することが好ましい。相溶化剤の配合量が、少なすぎると、木粉の分散性が悪く機械的強度が向上しない。また、相溶化剤の配合量が多すぎると、相溶化剤自体が低分子量であるため、成形時の加熱により酸化劣化を起こし物性の低下や成形品表面へのブリードアウトが発生する恐れがある。
【0024】
(滑剤)
また、木粉を配合することにより熱可塑性樹脂のせん断粘度が大幅に増加するため、木質系熱可塑性樹脂混合物には、滑剤を添加することが好ましい。滑剤としては、パラフィンワックスや金属石けん、エステルワックスなど一般的に金属壁面との滑りを付与することができるものを用いることができる。滑剤の添加量は、木質系熱可塑性樹脂混合物100質量部に対して、1質量部から20質量部添加することが好ましい。また、滑剤の中でも、例えば、金属石けんの一種であるステアリン酸亜鉛を用いた場合は、その添加量は、5質量部から15質量部とすることが好ましく、添加する滑剤の種類によって、適宜添加量を調整することが好ましい。滑剤の添加量が少なすぎる場合は、本発明の成形体100の成形時において、樹脂圧を低減させる効果が小さく、肉厚変化のある形状を有する成形体を得ることが難しくなる。また、滑剤の添加量が多すぎる場合は、押出機内で樹脂混練がされず成形体を得られなくなる恐れがある。
【0025】
(ポリテトラフルオロエチレン含有アクリルゴム)
上記したように、木質系熱可塑性樹脂混合物に、相溶化剤および滑剤を加え、基材部20を構成する材料とすることで、肉厚の不均一である成形体100を製造することは十分可能である。しかし、成形体の形状によっては流速差の影響から押出量の少ない所でしか成形できない場合がある。このような場合には、さらに、ポリテトラフルオロエチレン含有アクリルゴムを添加することが好ましい。添加量としては、木質系熱可塑性樹脂混合物100質量部に対して、0.1質量部から20質量部とすることが好ましい。この添加量が少なすぎると、十分な溶融張力が得られず高速成形時に成形品が得られない場合がある。また、添加量が多すぎると、成形時の樹脂圧が極端に上昇し、高押出量での成形が困難となってしまう場合がある。
【0026】
(溶融滑性)
本明細書において「溶融滑性」とは、成型加工温度(押出温度)における材料特性のことをいい、「滑り速度比」の値で規定している。滑り速度比の測定は、島津製作所製、フローテスターCFT−500Cを用い、クロムメッキノズルとブラストノズル(Ra 10μm)での同一荷重下での流量を測定し、以下の式(1)により滑り速度比を算出することにより行った。
(クロムメッキノズル流量−ブラストノズル流量)/クロムメッキノズル流量×100 式(1)
【0027】
本発明においては、基材部20を形成する木質系熱可塑性樹脂混合物は、成形加工温度である180℃、せん断応力:1×105MPa以上5×105MPa以下の測定条件で、滑り速度比が50%以上90%以下であることが好ましく、50%以上70%以下であることがより好ましい。
【0028】
基材部20を形成する木質系熱可塑性樹脂混合物が、このような溶融滑性を有することによって、基材部20の成形性を良好にすることができ、基材部20が肉厚差を有するものであっても、樹脂の流速差を均一化させて対応することができる。ここで、肉厚差を有する形状とは、例えば、図2に示したような内部に空洞を有する成形体形状であって、肉厚が最大となる最大肉厚部X1と、肉厚が最小となる最小肉厚部X2が存在するような形状をいう。そして、従来の木粉配合製品においては、このX1とX2の差が大きくなると、該部分における樹脂の流速の差も大きくなり、成形が困難なものとなっていた。本発明の木粉配合樹脂成形体100は、このような問題を解決したものである。
【0029】
<表層部10>
表層部10は、上記した基材部20の周囲の少なくとも一部に形成されており、本発明の木粉配合樹脂成形体100に耐候性を付与するものである。ここで、基材部20の周囲の少なくとも一部とは、木粉配合樹脂成形体100が実際に使用される形態において、外部に露出し、外部からの刺激を受ける可能性がある部分をいう。例えば、図1に示した成形体100は、屋外で使用するデッキ材の一例であり、成形体100の下方向は直接外部に露出することがないものである。よって、外部に露出する表面である、成形体100の上側表面に表層部10が形成されている。
【0030】
表層部10は、熱可塑性樹脂混合物により形成されている。この熱可塑性樹脂混合物は、該熱可塑性樹脂混合物を基準(100質量%)として、70質量%以上のポリオレフィン樹脂、および、30質量%以下の木粉を含有している。ポリオレフィン樹脂および木粉としては、上記した基材部20におけるものと同様のものを用いることができる。表層部10における木粉の配合量が30質量%超となると、得られた成形体100は耐候性の保持が難しく、屋外での使用が困難となる。このように、表層部10においては、木粉の配合量を減らすことによって、耐候性を付与しているのであるが、ある程度の木粉を含有させることによって、天然木調の外観を呈する効果を付与している。なお、表層部10において木粉は任意成分である。よって、表層部10を木粉を含まないようにして構成してもよい。
【0031】
(表層部10の厚み)
表層部10の厚みは、10μm以上1500μm以下であることが好ましい。表層部10の厚みが薄すぎると、耐候性を付与する効果が小さくなってしまう。また、以下において説明する研磨処理を行った場合に、表層部10を越えて、基材部20にまで研磨処理が及んでしまうおそれがある。また、表層部10の厚みが厚すぎると、ポリオレフィン樹脂を比較的多く含んでいるため、石油由来樹脂使用量を低減させるという効果が薄れてしまい、また、表層部10では基材部に比べ木粉量が少ないことから、コストが高く、厚すぎることで、製品コストが上昇してしまう。
【0032】
(表面研磨処理)
表層部10の表面は、平均粗さ3μm以上550μm以下に不規則に研磨し、木質様表面状態とすることが好ましい。ここで、不規則に研磨とは、削り深さ、削り幅が一定ではなく、不規則な状態になっていることをいう。表面を不規則に研磨することで、木質様を視覚のみではなく、触感でも認知することが可能となり、木の暖かみを感じることができる。この際、表面を研磨する厚みとして、平均粗さが3μm未満では、触感で認知することができない。また、平均粗さが550μm超では、視覚・触感において木材代替としての認識させる効果が低下してしまう。
【0033】
(添加剤)
表層部10を形成する熱可塑性樹脂混合物には、基材部20の欄に記載した、相溶化剤、ポリテトラフルオロエチレン含有アクリルゴムを添加することができる。添加量は、上記の基材部20における場合と同様である。また、滑剤を添加することもできる。また、表層部10には、成形体100の使用用途にもよるが、屋外使用する場合には木粉劣化による変色が発生するため、耐候性保持のレベルに合わせて、木粉含有量の調整を行うと共に、さらに着色剤、酸化防止剤、紫外線吸収剤、光安定剤より選ばれた少なくとも1種の添加剤を含有することにより耐候性を付与することが好ましい。
【0034】
着色剤としては二酸化チタン、酸化コバルト、群青、紺青、弁柄、カーボンブラック、モリブデン等が挙げられる。また、酸化防止剤としては有機リン系、紫外線吸収剤としてはベンゾトリアゾール系、光安定剤としてはヒンダードアミン系等が挙げられる。
【0035】
木粉含有量を調整するとは、表層部10に含まれる木粉含有量をより少なくすることをいい、例えば、表層部10を形成する熱可塑性樹脂混合物全体を基準(100質量%)として、木粉を好ましくは20質量%以下、より好ましくは10質量%未満、さらに好ましくは8質量%未満とすることをいう。これにより、成形体100の耐候性を向上させることができる。
【0036】
なお、表層部10および基材部20を構成する樹脂混合物の溶融粘度比(見かけ粘度比)は、180℃、せん断速度10(1/s)以上100(1/s)以下の測定条件で、1/10以上1/1.1以下(表層部10/基材部20)とすることが好ましい。本明細書において、「溶融粘度比」とは、成形加工温度(押出温度)における材料特性のことをいう。溶融粘度比の評価は、レオロジ社製のMF−300を用い、φ18mmのパラレルプレート(上下二分割)に試料φ18mm、厚み1mmを挟み込み、下部パラレルプレートを周波数0.02Hz〜9.6Hzで振動させ、上部パラレルプレートに伝達される応力を検出し、その際の粘度を測定することにより行った(いわゆる動的粘弾性の周波数分散測定法。)。
【0037】
表層部10および基材部20を構成する樹脂混合物の溶融粘度比(見かけ粘度比)を所定の範囲とすることによって、基材部20の一部に表層部10を被覆した肉厚差のある二層成形品を成形する場合において、表層部10と基材部20において発生する流速差を低減する効果が大きくなり、様々な形状の成形品に柔軟に対応することができる。
【0038】
<製造方法>
本発明の木粉配合樹脂成形体の製造方法は、以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた方法である。
【0039】
ここで、基材部用木質系熱可塑性樹脂混合物とは、上記した基材部を構成する木質系熱可塑性樹脂混合物であり、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。また、表層部用木質系熱可塑性樹脂混合物とは、上記した表層部を構成する熱可塑性樹脂混合物であり、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【0040】
この製法により、基材部20を形成する木質系熱可塑性樹脂混合物の押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形体に柔軟に対応することができる。
【0041】
また、上記本発明の方法においては、共押出工程の後に、さらに、表面研磨工程を備えていることが好ましい。この表面研磨工程によって、上記の表面平均粗さに不規則に研磨して、木質様表面状態にすることができる。
【0042】
なお、本発明の木粉配合樹脂成形体の製造に当たっては、使用する成形機にもよるが、必要に応じ木質系熱可塑性樹脂混合物を乾燥工程等の予備工程を通すこともやぶさかではなく、この樹脂混合物を成形機内に直接もしくは、予備混練させた形で投入し、金型内部で表層樹脂を展開し、基材部と融着し、二層共押出することで製造することが可能となる。
【実施例】
【0043】
以下、本発明の実施例を示すが、本発明はこれに限定されるものではない。
<実施例1>
ポリオレフィン系樹脂としてポリプロピレン樹脂(プライムポリマー社製、B−780)48質量%、および、木粉(カジノ社製、セルロシンNo100)52質量%からなる混合物100質量部に対し、相溶化剤として無水マレイン酸変性ポリエチレン(三洋化成工業社製、ユーメックス2000)2質量部、滑剤としてステアリン酸亜鉛(日東化成社製、Zn−St)8質量部、溶融張力付与剤としてポリテトラフルオロエチレン含有アクリルゴム(三菱レイヨン社製、メタブレンA3000)3質量部を添加して、これらをヘンシェルミキサー(三井三池社製)にて撹拌混合した配合物を、コニカル異方向2軸押出機(シンシナティエクストルージョン社製、タイタン68)にて溶融混練して、基材部を構成する木質系熱可塑性樹脂混合物を形成した。なお、基材部の成形時における、180℃、せん断応力3×105MPaにおける、溶融滑性(滑り速度比)は60%であった。
【0044】
ポリオレフィン系樹脂としてポリプロピレン樹脂(プライムポリマー社製、B780)94質量%、および、木粉(カジノ社製、セルロシンNo100)6質量%からなる混合物100質量部に対し、相溶化剤として無水マレイン酸変性ポリエチレン(三洋化成工業社製、ユーメックス2000)2質量部、溶融張力付与剤としてポリテトラフルオロエチレン含有アクリルゴム(三菱レイヨン社製、メタブレンA3000)2質量部、着色剤4質量部、耐候助剤5質量部を添加して、これらをヘンシェルミキサー(三井三池社製)にて撹拌混合した配合物を、同方向二軸押出機(GTR−110、池貝社製)にてペレット化し、シングル押出機(大阪精機社製、50mm)にて溶融混練して、表層部を構成する熱可塑性樹脂混合物を形成した。
【0045】
金型内部で基材部表面に表層部材料を展開・融着させ、肉厚差のある二層デッキ材用金型にて押出、冷却し、製品表面を研磨ブラシ(ブラシ径0.35mm)で研磨を行い、所定のデッキ材を得た。表面研磨の平均粗さは250μmであった。また、表層の厚みは、1000μmであった。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0046】
<実施例2>
基材部の木粉を50質量%、ポリプロピレン樹脂を50質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0047】
<実施例3>
基材部の木粉を80質量%、ポリプロピレン樹脂を20質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/2.7であった。
【0048】
<実施例4>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂社製)100質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.5であった。
【0049】
<実施例5>
表層部の木粉を0質量%、ポリプロピレン樹脂100質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.8であった。
【0050】
<実施例6>
成形時の押出量を変更し、せん断応力を5×105MPa、溶融滑性(滑り速度比)を50%とした以外は、実施例1と同様にして成形体を得た。
【0051】
<実施例7>
成形時の押出量を変更し、せん断応力を1×105MPa、溶融滑性(滑り速度比)を90%とした以外は、実施例1と同様にして成形体を得た。
【0052】
<実施例8>
表面研磨時の平均粗さを5μmとし、表層の厚みを10μmとした以外は、実施例1と同様にして成形体を得た。
【0053】
<実施例9>
表面研磨の平均粗さを500μmとした以外は、実施例1と同様にして成形体を得た。
【0054】
<比較例1>
基材部の木粉を40質量%、ポリプロピレン樹脂を60質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.5であった。
【0055】
<比較例2>
基材部の木粉を90質量%、ポリプロピレン樹脂を10質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0056】
<比較例3>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂製)100質量%として、さらに木粉を10質量%追加した以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/3であった。
【0057】
<比較例4>
滑剤であるステアリン酸亜鉛(日東化成社製、Zn−St)の添加量を20質量%とし、基材部を構成する木質系熱可塑性樹脂混合物のせん断応力を1×105MPa、溶融滑性(滑り速度比)を100%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0058】
<比較例5>
滑剤であるステアリン酸亜鉛(日東化成社製、Zn−St)の添加量を3質量%とし、基材部を構成する木質系熱可塑性樹脂混合物のせん断応力を5×105MPa、溶融滑性(滑り速度比)を40%以下とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0059】
<参考例1>
表層厚みを5μm、表面研磨粗さを1μmとした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0060】
<参考例2>
表面研磨の平均粗さを600μmとした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0061】
<比較例6>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂製)100質量%として、さらに木粉を50質量%追加した以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1.5/1であった。
【0062】
<評価方法>
上記の実施例および比較例において得られた成形体に対して、質感、物性、成形性、コストについての評価を行った。
【0063】
(1)質感の評価
(光沢度)
光沢度は、成形体表面に入射角60°で光源を照射し、その反射量(%)により以下の基準で評価した。
○:反射量0.5%以上
×:反射量0.5%以下
【0064】
(滑り開始荷重)
滑り開始荷重は、JIS A 5721に準じ、23℃時に測定した滑り開始荷重値により以下の基準で評価した。
○:200N以上
×:200N以下
【0065】
(2)物性の評価
(耐候性)
耐候性は、サンシャインウエザーメーター500時間後の色差を測定して、以下の基準で評価した。
○:ΔE=5以下
△:ΔE=5〜10
×:ΔE=10以上
【0066】
(耐衝撃性)
耐衝撃性は、JIS K 7111に準じ、23℃時に測定したシャルピー衝撃値により、以下の基準で評価した。
○:シャルピー衝撃値が3kJ/mm2以上
△:シャルピー衝撃値 2〜3kJ/mm2
×:シャルピー衝撃値 2kJ/mm2以下
【0067】
(3)成形性の評価
(樹脂圧力)
樹脂圧力は、中空形状成形体の押出量80kg/hでの樹脂圧力を測定して、以下の基準で評価した。
○:樹脂圧力100MPa以下
△:樹脂圧力100〜200MPa
×:樹脂圧力200MPa以上
【0068】
(流速差比率)
流速差比率は、中空形状成形体の成形時、最大流速部と最小流速部の比率により、以下の基準で評価した。
○:流速比3/1以下
×:流速比3/1以上
【0069】
(4)コストの評価
コストは、基材部において木粉量52質量%を使用した場合を基準として、原料単価増加率により、以下の基準で評価した。
○:増加率 5%以下
×:増加率 5%以上
【0070】
【表1】

【0071】
上記、評価項目で評価したところ、比較例1では、基材部の木粉量を低下させたことから製品コストが上昇し、比較例2では、基材部の木粉を90質量%添加したことで、耐衝撃性の低下が見られた。比較例3では、表層部の木粉を36質量%としたことから変色が発生し、白色化が見られた。比較例4では、低せん断応力下で溶融滑性が強いことから押出機内での混練・分散が向上せず、成形体の強度の低下が見られた。比較例5では、高せん断応力化で溶融滑性が低いことから押出時の樹指圧上昇および肉厚差のある形状では、流速差が発生し、成型が困難である傾向が見られた。参考例1では、質感に乏しく、参考例2では、質感が強調され、天然木代替と認識することは困難であった。比較例6では、表層部の木樹脂粘度が高いため、二層成形時において表層部と基材部での流速差が発生し、成形が困難となる傾向が見られた。
【0072】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う木粉配合樹脂成形体もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0073】
【図1】本発明の木粉配合樹脂成形体の層構成を模式的に示した、横断面図である。
【図2】本発明の木粉配合樹脂成形体における、最大肉厚部と最小肉厚部の例を示した図である。
【符号の説明】
【0074】
10 表層部
20 基材部
【技術分野】
【0001】
本発明は、木粉配合樹脂成形体に関する。特に、天然木材と類似した外観を有する木粉配合樹脂成形体に関する。
【背景技術】
【0002】
木粉配合製品は、優れた木質感が得られ、また、充填材として使用する、木屑、建築廃材等の再利用を図ることができるため、注目を集めている。
【0003】
このような木粉配合製品として、特許文献1には、樹脂とセルロース系粉体とを含む表層部と、樹脂とセルロース系粉体および/または無機系粉体とを含む中心部とからなる成形体であって、表層部の成形加工時の粘度が、中心部のそれよりも低く設定されたものが記載されている。そして、この木粉配合製品は、容易に表層を被覆することができ、また表面にサンディング等の処理を施すことで容易に木目模様を作出することができると記載されている。
【特許文献1】特開2004−114356号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
木粉配合製品は、木粉を多量に配合することから環境に配慮した商品として注目されているため、近年、種々の用途に使用される部材として様々な形状に対応することが望まれている。しかし、特許文献1に記載のセルロース系粉体含有押出形材においては、肉厚差のある形状とする場合、成形金型内において、肉厚が大きい部分と肉厚が小さい部分とで流速差が発生し、成形が困難となる問題が発生していた。
【0005】
そこで、本発明はこのような従来の欠点を解消し、更なる品質の向上を行うために鑑みなされたものであり、肉厚差のある形状であっても成形することができ、種々の用途に使用される部材として様々な形状に柔軟に対応することができる、木粉配合製品を提供することを課題とする。
【課題を解決するための手段】
【0006】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、これにより本発明が図示の形態に限定されるものではない。
【0007】
第1の本発明は、基材部(20)と該基材部の周囲の少なくとも一部を被覆した表層部(10)とを備えて構成された成形体であって、基材部(20)が、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成され、表層部(10)が、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成され、基材部(20)を形成する木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である、石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体(100)である。
【0008】
第1の本発明においては、基材部(20)と表層部(10)に所定量の木粉が含まれているので、石油由来樹脂成分の使用量を低減することができる。また、基材部(20)を形成する木質系熱可塑性樹脂混合物が、所定の溶融滑性を有しているので、押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形品に柔軟に対応することができる。また、表層部(10)における木粉の配合量を所定量以下とすることによって、本発明の成形体に耐候性を付与することができる。
【0009】
第1の本発明において、表層部(10)の厚みは10μm以上1500μm以下であることが好ましい。また、表層部(10)の表面は、平均粗さ3μm以上550μm以下に不規則に研磨して、木質様表面状態にすることができる。本発明の成形体(100)においては、表層部(10)を設けることによって、耐候性を付与している。またその厚みを表面に形成する研磨処理に対応できる厚みとしている。また、表層部(10)の表面を研磨処理することによって、外観だけでなく触感においても、木質様感覚を与えることができる。
【0010】
第1の本発明において、基材部(20)の肉厚分布を不均一に形成することもできる。成形体(100)の形状としては、施工性の向上、製品価格の低減を図るため、肉厚分布が不均一なものが必要になる場合がある。本発明においては、上記のように基材部(20)を形成する木質系熱可塑性樹脂混合物が、所定の範囲の溶融滑性を有しているため、肉厚分布が不均一な成形体であっても、柔軟に対応して成形することができる。
【0011】
第1の本発明において、基材部(20)を内部に空洞を有する成形体とすることができる。この成形体は上記の肉厚分布を不均一に形成した例である。このような成形体とすることで、成形品の体積当たりの重量を減らすことができ、これにより施工性の向上、製品価格の低減を図ることができる。
【0012】
第1の本発明においては、表層部(10)には、添加剤を含有させることができる。表層部(10)に添加する添加剤としては、着色剤、酸化防止剤、紫外線吸収剤、光安定剤等を挙げることができ、これらは、単独で添加してもよいし、複数種添加してもよい。また、表層部(10)における木粉の含有量は20質量%以下に調整することが好ましい。表層部(10)における木粉の含有量を少なく調整することによって、成形体(100)の耐候性をより良好にして、変退色を防ぎ、屋外での使用を可能とする効果がある。
【0013】
第2の本発明は、以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた、基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成される石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体の製造方法である。第2の本発明において、基材部用木質系熱可塑性樹脂混合物は、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。また、表層部用熱可塑性樹脂混合物は、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【0014】
第2の本発明では、基材部(20)を形成する木質系熱可塑性樹脂混合物の押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形体に柔軟に対応することができる。
【0015】
第2の本発明において、共押出工程の後に、さらに、表面研磨工程を備えていることが好ましい。この表面研磨工程によって、上記の表面平均粗さに不規則に研磨して、木質様表面状態にすることができる。
【発明を実施するための最良の形態】
【0016】
以下本発明を図面に示す実施形態に基づき説明する。
本発明の木粉配合樹脂成形体100は、基材部20と該基材部20の周囲の少なくとも一部を被覆した表層部10とを備えて構成される。本発明の木粉配合樹脂成形体100の一実施形態を図1に示す。
【0017】
<基材部20>
基材部20は、本発明の成形体100の大部分を構成するものである。また、該基材部20は、木粉を多く含み、石油由来樹脂の使用量を低減させているので、成形体100全体としての石油由来樹脂の使用量を低減できるという効果を有する。
【0018】
基材部20は、木質系熱可塑性樹脂混合物により形成されている。この木質系熱可塑性樹脂混合物は、該木質系熱可塑性樹脂混合物全体の質量を基準(100質量%)として、20質量%以上50質量%以下のポリオレフィン樹脂、および、50質量%以上80質量%以下の木粉を含有している。以下、木質系熱可塑性樹脂混合物を構成している、ポリオレフィン樹脂および木粉について説明する。
【0019】
(ポリオレフィン樹脂)
ポリオレフィン樹脂としては、好ましくはポリプロピレン、ポリエチレン等が性能およびコスト面等から好ましい。また、ポリプロピレンとポリエチレンは一方を単独で用いることもできるし、両者を併用することもできる。さらに、必要に応じてポリブテン、エチレンプロピレンゴム、ポリα−オレフィン等を適宜配合することもできる。
【0020】
(木粉)
また木粉としては、製造工場から排出される木粉、竹粉、パルプ、バガス、おが屑、木質繊維、古紙や廃木材チップ等任意のものを用いることができ、粒度が10〜200メッシュパス程度のもの、粒径にして20μm〜150μmのものを用いるのが好ましい。木粉の配合量は、木質系熱可塑性樹脂混合物全体の質量を基準(100質量%)として、50質量%以上80質量%以下であることが好ましく、50質量%以上60質量%以下とするのがさらに好ましい。
【0021】
木粉の配合量が50質量%未満(ポリオレフィン樹脂が50質量%超)では得られた成形体は物性面において性能は向上されるが、原料コスト面において高くなり、成形体付加価値が損なわれる。また、木粉の配合量が80質量%を超える場合(ポリオレフィン樹脂が20質量%未満)には物性面が著しく低下し、強度を必要とする成型品への利用が不可能となる。
【0022】
(相溶化剤)
ポリオレフィン樹脂と木粉とを配合し混練することにより木質系熱可塑性樹脂混合物を形成するのであるが、元来、熱可塑性樹脂と木粉とは混じり合わないものである。このため、分散性および機械的強度向上の観点から相溶化剤を配合することが望ましい。相溶化剤としては、酸変性ポリオレフィン樹脂が好ましく、さらに好ましくは無水マレイン酸ポリオレフィン樹脂が好ましい。相溶化剤の使用形態は特に限定されるものではないが、好ましい使用形態の一例を挙げると、木質系熱可塑性樹脂混合物を構成するポリオレフィン樹脂がポリプロピレンの場合、相溶化剤としては無水マレイン酸変性ポリプロピレンを用いることが好ましい。また、木質系熱可塑性樹脂混合物を構成するポリオレフィン樹脂がポリエチレンの場合、相溶化剤としては無水マレイン酸変性ポリエチレンを用いることが好ましい。
【0023】
この相溶化剤の配合量は、ポリオレフィン樹脂と木粉とを配合した木質系熱可塑性樹脂混合物100質量部に対して、0.1質量部から10質量部の範囲で添加することが好ましい。相溶化剤の配合量が、少なすぎると、木粉の分散性が悪く機械的強度が向上しない。また、相溶化剤の配合量が多すぎると、相溶化剤自体が低分子量であるため、成形時の加熱により酸化劣化を起こし物性の低下や成形品表面へのブリードアウトが発生する恐れがある。
【0024】
(滑剤)
また、木粉を配合することにより熱可塑性樹脂のせん断粘度が大幅に増加するため、木質系熱可塑性樹脂混合物には、滑剤を添加することが好ましい。滑剤としては、パラフィンワックスや金属石けん、エステルワックスなど一般的に金属壁面との滑りを付与することができるものを用いることができる。滑剤の添加量は、木質系熱可塑性樹脂混合物100質量部に対して、1質量部から20質量部添加することが好ましい。また、滑剤の中でも、例えば、金属石けんの一種であるステアリン酸亜鉛を用いた場合は、その添加量は、5質量部から15質量部とすることが好ましく、添加する滑剤の種類によって、適宜添加量を調整することが好ましい。滑剤の添加量が少なすぎる場合は、本発明の成形体100の成形時において、樹脂圧を低減させる効果が小さく、肉厚変化のある形状を有する成形体を得ることが難しくなる。また、滑剤の添加量が多すぎる場合は、押出機内で樹脂混練がされず成形体を得られなくなる恐れがある。
【0025】
(ポリテトラフルオロエチレン含有アクリルゴム)
上記したように、木質系熱可塑性樹脂混合物に、相溶化剤および滑剤を加え、基材部20を構成する材料とすることで、肉厚の不均一である成形体100を製造することは十分可能である。しかし、成形体の形状によっては流速差の影響から押出量の少ない所でしか成形できない場合がある。このような場合には、さらに、ポリテトラフルオロエチレン含有アクリルゴムを添加することが好ましい。添加量としては、木質系熱可塑性樹脂混合物100質量部に対して、0.1質量部から20質量部とすることが好ましい。この添加量が少なすぎると、十分な溶融張力が得られず高速成形時に成形品が得られない場合がある。また、添加量が多すぎると、成形時の樹脂圧が極端に上昇し、高押出量での成形が困難となってしまう場合がある。
【0026】
(溶融滑性)
本明細書において「溶融滑性」とは、成型加工温度(押出温度)における材料特性のことをいい、「滑り速度比」の値で規定している。滑り速度比の測定は、島津製作所製、フローテスターCFT−500Cを用い、クロムメッキノズルとブラストノズル(Ra 10μm)での同一荷重下での流量を測定し、以下の式(1)により滑り速度比を算出することにより行った。
(クロムメッキノズル流量−ブラストノズル流量)/クロムメッキノズル流量×100 式(1)
【0027】
本発明においては、基材部20を形成する木質系熱可塑性樹脂混合物は、成形加工温度である180℃、せん断応力:1×105MPa以上5×105MPa以下の測定条件で、滑り速度比が50%以上90%以下であることが好ましく、50%以上70%以下であることがより好ましい。
【0028】
基材部20を形成する木質系熱可塑性樹脂混合物が、このような溶融滑性を有することによって、基材部20の成形性を良好にすることができ、基材部20が肉厚差を有するものであっても、樹脂の流速差を均一化させて対応することができる。ここで、肉厚差を有する形状とは、例えば、図2に示したような内部に空洞を有する成形体形状であって、肉厚が最大となる最大肉厚部X1と、肉厚が最小となる最小肉厚部X2が存在するような形状をいう。そして、従来の木粉配合製品においては、このX1とX2の差が大きくなると、該部分における樹脂の流速の差も大きくなり、成形が困難なものとなっていた。本発明の木粉配合樹脂成形体100は、このような問題を解決したものである。
【0029】
<表層部10>
表層部10は、上記した基材部20の周囲の少なくとも一部に形成されており、本発明の木粉配合樹脂成形体100に耐候性を付与するものである。ここで、基材部20の周囲の少なくとも一部とは、木粉配合樹脂成形体100が実際に使用される形態において、外部に露出し、外部からの刺激を受ける可能性がある部分をいう。例えば、図1に示した成形体100は、屋外で使用するデッキ材の一例であり、成形体100の下方向は直接外部に露出することがないものである。よって、外部に露出する表面である、成形体100の上側表面に表層部10が形成されている。
【0030】
表層部10は、熱可塑性樹脂混合物により形成されている。この熱可塑性樹脂混合物は、該熱可塑性樹脂混合物を基準(100質量%)として、70質量%以上のポリオレフィン樹脂、および、30質量%以下の木粉を含有している。ポリオレフィン樹脂および木粉としては、上記した基材部20におけるものと同様のものを用いることができる。表層部10における木粉の配合量が30質量%超となると、得られた成形体100は耐候性の保持が難しく、屋外での使用が困難となる。このように、表層部10においては、木粉の配合量を減らすことによって、耐候性を付与しているのであるが、ある程度の木粉を含有させることによって、天然木調の外観を呈する効果を付与している。なお、表層部10において木粉は任意成分である。よって、表層部10を木粉を含まないようにして構成してもよい。
【0031】
(表層部10の厚み)
表層部10の厚みは、10μm以上1500μm以下であることが好ましい。表層部10の厚みが薄すぎると、耐候性を付与する効果が小さくなってしまう。また、以下において説明する研磨処理を行った場合に、表層部10を越えて、基材部20にまで研磨処理が及んでしまうおそれがある。また、表層部10の厚みが厚すぎると、ポリオレフィン樹脂を比較的多く含んでいるため、石油由来樹脂使用量を低減させるという効果が薄れてしまい、また、表層部10では基材部に比べ木粉量が少ないことから、コストが高く、厚すぎることで、製品コストが上昇してしまう。
【0032】
(表面研磨処理)
表層部10の表面は、平均粗さ3μm以上550μm以下に不規則に研磨し、木質様表面状態とすることが好ましい。ここで、不規則に研磨とは、削り深さ、削り幅が一定ではなく、不規則な状態になっていることをいう。表面を不規則に研磨することで、木質様を視覚のみではなく、触感でも認知することが可能となり、木の暖かみを感じることができる。この際、表面を研磨する厚みとして、平均粗さが3μm未満では、触感で認知することができない。また、平均粗さが550μm超では、視覚・触感において木材代替としての認識させる効果が低下してしまう。
【0033】
(添加剤)
表層部10を形成する熱可塑性樹脂混合物には、基材部20の欄に記載した、相溶化剤、ポリテトラフルオロエチレン含有アクリルゴムを添加することができる。添加量は、上記の基材部20における場合と同様である。また、滑剤を添加することもできる。また、表層部10には、成形体100の使用用途にもよるが、屋外使用する場合には木粉劣化による変色が発生するため、耐候性保持のレベルに合わせて、木粉含有量の調整を行うと共に、さらに着色剤、酸化防止剤、紫外線吸収剤、光安定剤より選ばれた少なくとも1種の添加剤を含有することにより耐候性を付与することが好ましい。
【0034】
着色剤としては二酸化チタン、酸化コバルト、群青、紺青、弁柄、カーボンブラック、モリブデン等が挙げられる。また、酸化防止剤としては有機リン系、紫外線吸収剤としてはベンゾトリアゾール系、光安定剤としてはヒンダードアミン系等が挙げられる。
【0035】
木粉含有量を調整するとは、表層部10に含まれる木粉含有量をより少なくすることをいい、例えば、表層部10を形成する熱可塑性樹脂混合物全体を基準(100質量%)として、木粉を好ましくは20質量%以下、より好ましくは10質量%未満、さらに好ましくは8質量%未満とすることをいう。これにより、成形体100の耐候性を向上させることができる。
【0036】
なお、表層部10および基材部20を構成する樹脂混合物の溶融粘度比(見かけ粘度比)は、180℃、せん断速度10(1/s)以上100(1/s)以下の測定条件で、1/10以上1/1.1以下(表層部10/基材部20)とすることが好ましい。本明細書において、「溶融粘度比」とは、成形加工温度(押出温度)における材料特性のことをいう。溶融粘度比の評価は、レオロジ社製のMF−300を用い、φ18mmのパラレルプレート(上下二分割)に試料φ18mm、厚み1mmを挟み込み、下部パラレルプレートを周波数0.02Hz〜9.6Hzで振動させ、上部パラレルプレートに伝達される応力を検出し、その際の粘度を測定することにより行った(いわゆる動的粘弾性の周波数分散測定法。)。
【0037】
表層部10および基材部20を構成する樹脂混合物の溶融粘度比(見かけ粘度比)を所定の範囲とすることによって、基材部20の一部に表層部10を被覆した肉厚差のある二層成形品を成形する場合において、表層部10と基材部20において発生する流速差を低減する効果が大きくなり、様々な形状の成形品に柔軟に対応することができる。
【0038】
<製造方法>
本発明の木粉配合樹脂成形体の製造方法は、以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた方法である。
【0039】
ここで、基材部用木質系熱可塑性樹脂混合物とは、上記した基材部を構成する木質系熱可塑性樹脂混合物であり、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。また、表層部用木質系熱可塑性樹脂混合物とは、上記した表層部を構成する熱可塑性樹脂混合物であり、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【0040】
この製法により、基材部20を形成する木質系熱可塑性樹脂混合物の押出時に金型面との摩擦力を低減し、これにより樹脂圧力を低下させることができ、高押出量下での成形が可能となる。また、肉厚差のある形状とする場合において、厚肉部と薄肉部の流速を均一化することが可能となり、様々な形状の成形体に柔軟に対応することができる。
【0041】
また、上記本発明の方法においては、共押出工程の後に、さらに、表面研磨工程を備えていることが好ましい。この表面研磨工程によって、上記の表面平均粗さに不規則に研磨して、木質様表面状態にすることができる。
【0042】
なお、本発明の木粉配合樹脂成形体の製造に当たっては、使用する成形機にもよるが、必要に応じ木質系熱可塑性樹脂混合物を乾燥工程等の予備工程を通すこともやぶさかではなく、この樹脂混合物を成形機内に直接もしくは、予備混練させた形で投入し、金型内部で表層樹脂を展開し、基材部と融着し、二層共押出することで製造することが可能となる。
【実施例】
【0043】
以下、本発明の実施例を示すが、本発明はこれに限定されるものではない。
<実施例1>
ポリオレフィン系樹脂としてポリプロピレン樹脂(プライムポリマー社製、B−780)48質量%、および、木粉(カジノ社製、セルロシンNo100)52質量%からなる混合物100質量部に対し、相溶化剤として無水マレイン酸変性ポリエチレン(三洋化成工業社製、ユーメックス2000)2質量部、滑剤としてステアリン酸亜鉛(日東化成社製、Zn−St)8質量部、溶融張力付与剤としてポリテトラフルオロエチレン含有アクリルゴム(三菱レイヨン社製、メタブレンA3000)3質量部を添加して、これらをヘンシェルミキサー(三井三池社製)にて撹拌混合した配合物を、コニカル異方向2軸押出機(シンシナティエクストルージョン社製、タイタン68)にて溶融混練して、基材部を構成する木質系熱可塑性樹脂混合物を形成した。なお、基材部の成形時における、180℃、せん断応力3×105MPaにおける、溶融滑性(滑り速度比)は60%であった。
【0044】
ポリオレフィン系樹脂としてポリプロピレン樹脂(プライムポリマー社製、B780)94質量%、および、木粉(カジノ社製、セルロシンNo100)6質量%からなる混合物100質量部に対し、相溶化剤として無水マレイン酸変性ポリエチレン(三洋化成工業社製、ユーメックス2000)2質量部、溶融張力付与剤としてポリテトラフルオロエチレン含有アクリルゴム(三菱レイヨン社製、メタブレンA3000)2質量部、着色剤4質量部、耐候助剤5質量部を添加して、これらをヘンシェルミキサー(三井三池社製)にて撹拌混合した配合物を、同方向二軸押出機(GTR−110、池貝社製)にてペレット化し、シングル押出機(大阪精機社製、50mm)にて溶融混練して、表層部を構成する熱可塑性樹脂混合物を形成した。
【0045】
金型内部で基材部表面に表層部材料を展開・融着させ、肉厚差のある二層デッキ材用金型にて押出、冷却し、製品表面を研磨ブラシ(ブラシ径0.35mm)で研磨を行い、所定のデッキ材を得た。表面研磨の平均粗さは250μmであった。また、表層の厚みは、1000μmであった。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0046】
<実施例2>
基材部の木粉を50質量%、ポリプロピレン樹脂を50質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0047】
<実施例3>
基材部の木粉を80質量%、ポリプロピレン樹脂を20質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/2.7であった。
【0048】
<実施例4>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂社製)100質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.5であった。
【0049】
<実施例5>
表層部の木粉を0質量%、ポリプロピレン樹脂100質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.8であった。
【0050】
<実施例6>
成形時の押出量を変更し、せん断応力を5×105MPa、溶融滑性(滑り速度比)を50%とした以外は、実施例1と同様にして成形体を得た。
【0051】
<実施例7>
成形時の押出量を変更し、せん断応力を1×105MPa、溶融滑性(滑り速度比)を90%とした以外は、実施例1と同様にして成形体を得た。
【0052】
<実施例8>
表面研磨時の平均粗さを5μmとし、表層の厚みを10μmとした以外は、実施例1と同様にして成形体を得た。
【0053】
<実施例9>
表面研磨の平均粗さを500μmとした以外は、実施例1と同様にして成形体を得た。
【0054】
<比較例1>
基材部の木粉を40質量%、ポリプロピレン樹脂を60質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.5であった。
【0055】
<比較例2>
基材部の木粉を90質量%、ポリプロピレン樹脂を10質量%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0056】
<比較例3>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂製)100質量%として、さらに木粉を10質量%追加した以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/3であった。
【0057】
<比較例4>
滑剤であるステアリン酸亜鉛(日東化成社製、Zn−St)の添加量を20質量%とし、基材部を構成する木質系熱可塑性樹脂混合物のせん断応力を1×105MPa、溶融滑性(滑り速度比)を100%とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0058】
<比較例5>
滑剤であるステアリン酸亜鉛(日東化成社製、Zn−St)の添加量を3質量%とし、基材部を構成する木質系熱可塑性樹脂混合物のせん断応力を5×105MPa、溶融滑性(滑り速度比)を40%以下とした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0059】
<参考例1>
表層厚みを5μm、表面研磨粗さを1μmとした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0060】
<参考例2>
表面研磨の平均粗さを600μmとした以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1/1.1であった。
【0061】
<比較例6>
表層部の木粉およびポリプロピレン樹脂を、木粉30質量%含有ポリプロピレン樹脂(日本油脂製)100質量%として、さらに木粉を50質量%追加した以外は、実施例1と同様にして成形体を得た。なお、表層部および基材部の樹脂混合物の溶融粘度比は、180℃、せん断速度100(1/s)で、1.5/1であった。
【0062】
<評価方法>
上記の実施例および比較例において得られた成形体に対して、質感、物性、成形性、コストについての評価を行った。
【0063】
(1)質感の評価
(光沢度)
光沢度は、成形体表面に入射角60°で光源を照射し、その反射量(%)により以下の基準で評価した。
○:反射量0.5%以上
×:反射量0.5%以下
【0064】
(滑り開始荷重)
滑り開始荷重は、JIS A 5721に準じ、23℃時に測定した滑り開始荷重値により以下の基準で評価した。
○:200N以上
×:200N以下
【0065】
(2)物性の評価
(耐候性)
耐候性は、サンシャインウエザーメーター500時間後の色差を測定して、以下の基準で評価した。
○:ΔE=5以下
△:ΔE=5〜10
×:ΔE=10以上
【0066】
(耐衝撃性)
耐衝撃性は、JIS K 7111に準じ、23℃時に測定したシャルピー衝撃値により、以下の基準で評価した。
○:シャルピー衝撃値が3kJ/mm2以上
△:シャルピー衝撃値 2〜3kJ/mm2
×:シャルピー衝撃値 2kJ/mm2以下
【0067】
(3)成形性の評価
(樹脂圧力)
樹脂圧力は、中空形状成形体の押出量80kg/hでの樹脂圧力を測定して、以下の基準で評価した。
○:樹脂圧力100MPa以下
△:樹脂圧力100〜200MPa
×:樹脂圧力200MPa以上
【0068】
(流速差比率)
流速差比率は、中空形状成形体の成形時、最大流速部と最小流速部の比率により、以下の基準で評価した。
○:流速比3/1以下
×:流速比3/1以上
【0069】
(4)コストの評価
コストは、基材部において木粉量52質量%を使用した場合を基準として、原料単価増加率により、以下の基準で評価した。
○:増加率 5%以下
×:増加率 5%以上
【0070】
【表1】
【0071】
上記、評価項目で評価したところ、比較例1では、基材部の木粉量を低下させたことから製品コストが上昇し、比較例2では、基材部の木粉を90質量%添加したことで、耐衝撃性の低下が見られた。比較例3では、表層部の木粉を36質量%としたことから変色が発生し、白色化が見られた。比較例4では、低せん断応力下で溶融滑性が強いことから押出機内での混練・分散が向上せず、成形体の強度の低下が見られた。比較例5では、高せん断応力化で溶融滑性が低いことから押出時の樹指圧上昇および肉厚差のある形状では、流速差が発生し、成型が困難である傾向が見られた。参考例1では、質感に乏しく、参考例2では、質感が強調され、天然木代替と認識することは困難であった。比較例6では、表層部の木樹脂粘度が高いため、二層成形時において表層部と基材部での流速差が発生し、成形が困難となる傾向が見られた。
【0072】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う木粉配合樹脂成形体もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0073】
【図1】本発明の木粉配合樹脂成形体の層構成を模式的に示した、横断面図である。
【図2】本発明の木粉配合樹脂成形体における、最大肉厚部と最小肉厚部の例を示した図である。
【符号の説明】
【0074】
10 表層部
20 基材部
【特許請求の範囲】
【請求項1】
基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された成形体であって、
前記基材部が、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成され、
前記表層部が、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成され、
前記基材部を形成する木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である、石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体。
【請求項2】
前記表層部の厚みが10μm以上1500μm以下であり、前記表層部の表面を平均粗さ3μm以上550μm以下に不規則に研磨し木質様表面状態とした、請求項1に記載の木粉配合樹脂成形体。
【請求項3】
前記基材部の肉厚分布が不均一である、請求項1または請求項2に記載の木粉配合樹脂成形体。
【請求項4】
基材部が、内部に空洞を有する成形体である、請求項1から3のいずれかに記載の木粉配合樹脂成形体。
【請求項5】
前記表層部が、添加剤を含有しており、木粉の含有量が20質量%以下である、請求項1から4のいずれかに記載の木粉配合樹脂成形体。
【請求項6】
以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた、基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成される石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体の製造方法。
前記基材部用木質系熱可塑性樹脂混合物は、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。
前記表層部用熱可塑性樹脂混合物は、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【請求項7】
前記共押出工程の後に、さらに、表面研磨工程を備えた、請求項6に記載の木粉配合樹脂成形体の製造方法。
【請求項1】
基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された成形体であって、
前記基材部が、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成され、
前記表層部が、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成され、
前記基材部を形成する木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である、石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体。
【請求項2】
前記表層部の厚みが10μm以上1500μm以下であり、前記表層部の表面を平均粗さ3μm以上550μm以下に不規則に研磨し木質様表面状態とした、請求項1に記載の木粉配合樹脂成形体。
【請求項3】
前記基材部の肉厚分布が不均一である、請求項1または請求項2に記載の木粉配合樹脂成形体。
【請求項4】
基材部が、内部に空洞を有する成形体である、請求項1から3のいずれかに記載の木粉配合樹脂成形体。
【請求項5】
前記表層部が、添加剤を含有しており、木粉の含有量が20質量%以下である、請求項1から4のいずれかに記載の木粉配合樹脂成形体。
【請求項6】
以下の基材部用木質系熱可塑性樹脂混合物および表層部用熱可塑性樹脂混合物を共押出成形する工程を備えた、基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成される石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体の製造方法。
前記基材部用木質系熱可塑性樹脂混合物は、20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなり、該基材部用木質系熱可塑性樹脂混合物の溶融滑性が、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下である。
前記表層部用熱可塑性樹脂混合物は、70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる。
【請求項7】
前記共押出工程の後に、さらに、表面研磨工程を備えた、請求項6に記載の木粉配合樹脂成形体の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2008−143008(P2008−143008A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−332311(P2006−332311)
【出願日】平成18年12月8日(2006.12.8)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月8日(2006.12.8)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]