
溶接方法
【課題】重ね合わされたすべての被溶接物をチリやスパッタを生じることなく互いにしっかりと機械的に固定し合うことができること。
【解決手段】複数の被溶接物の内の最終位置の被溶接物は、一つ以上の凹所又は貫通穴を有し、最終位置の被溶接物を除く被溶接物は一つ以上の貫通穴を有し、その貫通穴が最終位置の被溶接物の凹所又は貫通穴と同心状になるように、互いに重ね合わされており、最終位置の被溶接物の凹所又は貫通穴に比べて幾分大きな均一の直径を有する柱状溶接部材を被溶接物の最初の位置の被溶接物の貫通穴に押し当てた状態で、溶接電極は、柱状溶接部材と被溶接物とに加圧力をかけながらパルス状の電流を流して、柱状溶接部材と最初の位置の被溶接物との接触箇所を塑性流動化させて先ず溶接を行い、柱状溶接部材をさらに最終位置の被溶接物の凹所又は貫通穴まで押し込んで溶接を行うことを特徴とする溶接方法。
【解決手段】複数の被溶接物の内の最終位置の被溶接物は、一つ以上の凹所又は貫通穴を有し、最終位置の被溶接物を除く被溶接物は一つ以上の貫通穴を有し、その貫通穴が最終位置の被溶接物の凹所又は貫通穴と同心状になるように、互いに重ね合わされており、最終位置の被溶接物の凹所又は貫通穴に比べて幾分大きな均一の直径を有する柱状溶接部材を被溶接物の最初の位置の被溶接物の貫通穴に押し当てた状態で、溶接電極は、柱状溶接部材と被溶接物とに加圧力をかけながらパルス状の電流を流して、柱状溶接部材と最初の位置の被溶接物との接触箇所を塑性流動化させて先ず溶接を行い、柱状溶接部材をさらに最終位置の被溶接物の凹所又は貫通穴まで押し込んで溶接を行うことを特徴とする溶接方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、柱状溶接部材を複数の被溶接物の貫通穴又は凹所に押し込んで接合する溶接方法に関する。
【背景技術】
【0002】
鋼板と鋼板など同種の金属材料同士や、あるいは鉄系材料と銅材料などの異種金属同士を接合する方法が既に種々提案されている。その溶接方法の一つとして、コンデンサに充電した電荷を瞬時に放電して被溶接物にピーク値の大きな電流を流すことにより、短時間で抵抗溶接又は拡散接合するコンデンサ式溶接方法が広く知られている。特に、重ね合わせた二つの被溶接物を抵抗溶接するものであっても、二つの被溶接物の重ね合わせ面にプロジェクションを形成できない構造のもの、あるいは三つ以上の被溶接物を重ね合わされた構造のもの、又は異種金属材料からなる被溶接物同士を重ね合わされた構造のものなどを抵抗溶接するのは、前記コンデンサ式溶接方法などによっても難しいとされている。
【0003】
このような中で、前述した二つの被溶接物の重ね合わせ面にプロジェクションが形成できない構造のものを抵抗溶接する技術が既に開示されている(例えば、特許文献1参照)。この特許文献1に掲載された発明の実施例では、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材を用い、第1の被溶接物の貫通穴と第2の被溶接物の凹所に第3の部材を合わせて溶接するものである。この方法は、第1の被溶接物と第3の部材とを抵抗溶接すると同時に、第2の被溶接物と第3の部材とを抵抗溶接することによって、第3の部材を介して第1の被溶接物と第2の被溶接物とを結合している。
【0004】
この溶接方法は、従来のやり方では抵抗溶接できなかったものを抵抗溶接できるようにした点、さらに溶接用ワイヤやガスなどが不要であるのでアーク系の溶接に比べてランニングコストを低減できるなどの効果を有するという点で有意義な発明ではある。しかし、特許文献1に記載された実施例は、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材を用い、第1の被溶接物の貫通穴の角部分と第2の被溶接物の凹所の角部分を第3の部材に接触させて抵抗溶接している。したがって、それらの接触箇所の近傍では第3の部材と第1の被溶接物、第3の部材と第2の被溶接物との間に間隙が生じるために、一般的なプロジェクション溶接などに比べてチリ、スパッタなどの発生は少ないものの、チリやスパッタが許されない用途には適用し難いほどの量のチリ、スパッタなどが生じるという問題がある。
【0005】
また、特許文献1に記載された実施例は、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材に合わせて、第1の被溶接物の貫通穴の大きさ、及び第2の被溶接物の凹所の大きさを別々に調整しなければならず、また、第3の部材と前記貫通穴、前記凹所の双方と厳密に位置合わせしないと、第3の部材と第1の被溶接物との間、第3の部材と第2の被溶接物との間で所望の溶接強度を得ることができないという問題もあった。更に問題なのは、第1の被溶接物の貫通穴の大きさや、第2の被溶接物の凹所の大きさを厳密に調整、管理しても、実際の製造工程において、大きさの異なる貫通穴及び凹所の位置合わせを厳密に管理した状態で溶接を行うことは実用上で難しい面がある。
【0006】
また、通常のプロジェクション溶接が難しい構造の溶接、又は異種金属材料間の溶接を行う方法として、一方の被溶接物を他方の被溶接物に押し込んで溶接する技術が既に幾つか開示されている(例えば、特許文献2参照)。この特許文献2の発明によれば、貫通穴又は凹所を有する一方の被溶接物の貫通穴又は凹所の周囲にテーパー面(傾斜面)を設け、他方の被溶接物にもテーパー面を形成し、インサート材を介在させて双方のテーパー面同士を押し当て、加圧力をかけながら溶接電流を流し、他方の被溶接物を一方の被溶接物の貫通穴又は凹所に押し込んで抵抗溶接している。この溶接方法の場合、インサート材を介在させて被溶接物双方のテーパー面同士を押し当てた状態で溶接を開始するので、多くのチリ、スパッタ等が散乱すること、また、大きな加圧力及び大きな溶接電流が必要であり、溶接機構が大型化するなどの問題点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−227469号公報
【特許文献2】特開平9−122924号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする問題点は、実際の製造工程ではプロジェクションを形成するのが技術的に難しい被溶接物同士を拡散接合することである。また、鉄又は鉄合金とステンレスや銅材料などのような異種金属との溶接は技術的に難しいとされている点である。
【課題を解決するための手段】
【0009】
第1の発明は、重ね合わせた複数の被溶接物には同径の円筒状の穴が形成されており、その穴よりも所定の寸法だけ径の大きな柱状溶接部材をその円筒状の穴に押し当て、加圧力をかけながら溶接電流を流すことにより、柱状溶接部材と被溶接物の穴を囲む壁との接触部を塑性流動化させ、柱状溶接部材を円筒状の穴に押し込んで、柱状溶接部材と複数の被溶接物とを拡散接合する。
【0010】
したがって、第1の発明によれば、少なくとも柱状溶接部材と最初の位置の被溶接物、及び柱状溶接部材と最終位置の被溶接物とを確実に拡散接合できるので、重ね合わされた二つ以上の被溶接物を互いにしっかりと機械的に固定し合うことができる。しかも最初の位置の被溶接物と最終位置の被溶接物との間に異種金属などの被溶接物が挟まれていても、チリやスパッタを生じることなく拡散接合することができる。
【0011】
第2の発明は、第1の発明において、最初の位置の被溶接物と最終位置の被溶接物との間にはこれらと同系統又は異種の金属材料からなる中間部材が挟まれており、柱状溶接部材は、中間部材の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなり、中間部材と拡散接合されるので、中間部材を最初の位置の被溶接物と最終位置の被溶接物とにしっかり固定することができる。
【0012】
第3の発明は、第1の発明又は第2の発明において、柱状溶接部材の先端部と最初の位置の被溶接物の貫通穴との双方に、面取りした微小幅の傾斜部を備えるときには、最初の位置の被溶接物の形状にかかわらず、最初の位置の被溶接物の傾斜部が柱状溶接部材の先端部の傾斜部の傾斜角度と等しくなるように面取りしているので、柱状溶接部材を最初の位置の被溶接物の貫通穴に位置合わせするのが簡単であるのは勿論のこと、最初の位置の被溶接物の形状にかかわらず、最初の位置の被溶接物と柱状溶接部材とをチリやスパッタを生じることなく良好に拡散接合でき、望ましい溶接強度を得ることができる。
【発明の効果】
【0013】
本発明によれば、最初の位置の被溶接物の貫通穴が最終位置の被溶接物の同径の凹所又は貫通穴と一致するように重ね合わせ、柱状溶接部材を最初の位置の被溶接物の貫通穴、最終位置の被溶接物の凹所又は貫通穴に押し込んで拡散接合しているので、チリやスパッタを生じることなく確実に拡散接合することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施例1に係る拡散接合方法を説明するための図である。
【図2】本発明の実施例1に係る拡散接合方法で溶接される被溶接物の断面及び柱状溶接部材の一例を示す図である。
【図3】本発明の実施例1に係る拡散接合方法で溶接された溶接物の一例の断面を示す図である。
【図4】本発明の実施例1に係る拡散接合方法で溶接された溶接物の一例を説明するための部分的な断面を示す図である。
【図5】本発明の実施例2に係る拡散接合方法で溶接された溶接物の一例の断面を示す図である。
【図6】本発明の実施例3に係る拡散接合方法で溶接された溶接物の一例の一部分の断面を示す図である。
【図7】本発明の実施例4に係る拡散接合方法で溶接される被溶接物の具体例を示す図である。
【図8】本発明の実施例4に係る拡散接合方法で溶接される被溶接物の面取りを示す図である。
【図9】本発明の実施例4に係る拡散接合方法で溶接される被溶接物同士を押し当てた状態を説明するための図である。
【発明を実施するための形態】
【0015】
[実施例1]
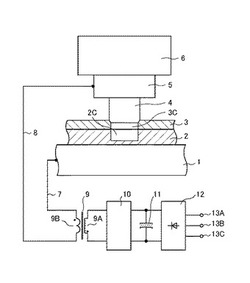
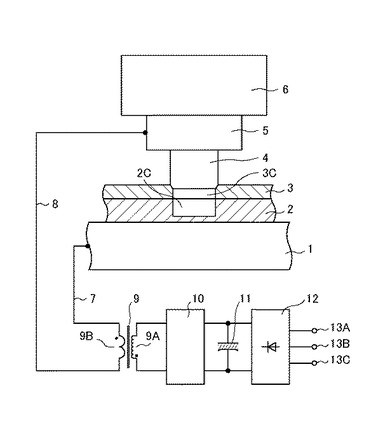
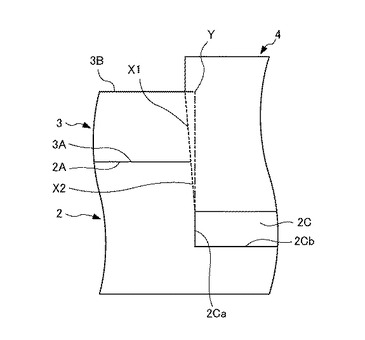
図1〜図4によって本発明に係る拡散接合の実施例1について説明する。第1の溶接電極1の上に、互いに重ね合わされた第1の被溶接物2及び第2の被溶接物3が配置される。第1の被溶接物2は鉄又は鉄合金などの任意の金属材料からなり、一方の面2A側に口が開いていて他方の面2B側は閉じている凹所2Cを有する。凹所2Cは好ましくは円筒状の壁面2Caと円状の底面2Cbとからなる。なお、凹所2Cは第1の被溶接物2の一方の面2Aから他方の面2Bに貫通する貫通穴であってもよい。
【0016】
この実施例1では、第2の被溶接物3は第1の被溶接物2と同一系統の金属材料からなる。つまり、第2の被溶接物3は第1の被溶接物2の溶融温度(融点)とほぼ同じか、あるいは近い溶融温度の金属材料からなる。ここでは、金属材料の溶融温度が同程度であるということは、塑性流動化する温度も同程度であるので、以下では塑性流動化温度という。第2の被溶接物3は、第1の被溶接物2の一方の面2Aに押し当てられる面3Aと面3Bとを有する。第2の被溶接物3は一方の面3Aから他方の面3Bに貫通する貫通穴3Cを有する。
【0017】
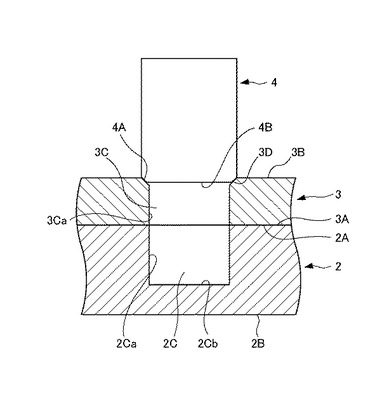
貫通穴3Cは第1の被溶接物2の凹所2Cと同一径の円筒状の穴を形成する円筒状の面3Caを有し、第1の被溶接物2の凹所2Cと同一径の貫通穴という。そして第2の被溶接物3は、その貫通穴3Cが第1の被溶接物2の凹所2Cと同心状に位置するように、第1の被溶接物2に重ね合わされるので、図2に示すように、凹所2Cと貫通穴3Cとの接触部、つまり面2Aと面3Aとの継目には段差が生じず、貫通穴の壁面はストレートである。ただし、貫通穴3Cは面3Bで面取りされており、面取りによる微小な幅の傾斜部3Dを有する。
【0018】
次に、柱状溶接部材4が第2の被溶接物3の貫通穴3Cに位置合わせして押し当てられる。この実施例1では、柱状溶接部材4は第1の被溶接物2、第2の被溶接物3と同一系統の金属材料からなる。つまり、柱状溶接部材4は第1の被溶接物2及び第2の被溶接物3が塑性流動化する温度とほぼ同じ塑性流動化温度の金属材料からなる。したがって、それら接触部の第1の被溶接物2と柱状溶接部材4、第2の被溶接物3と柱状溶接部材4はほぼ同じ温度でほぼ同時に塑性流動化する。柱状溶接部材4は、第1の被溶接物2の凹所2C及び第2の被溶接物3の貫通穴3Cの径よりも幾分大きな径の円柱状の真っ直ぐな金属部材からなる。柱状溶接部材4の径は貫通穴3C及び凹所2Cの径の大きさによって異なるので、貫通穴3C及び凹所2Cの径よりもどの程度大きければよいかは一概に決めることができないが、例えば0.1〜0.6mm程度の重なり代があれば、ある範囲の径の柱状溶接部材4の場合には望ましい拡散接合が可能である。
【0019】
この実施例1では、柱状溶接部材4の先端部も面取りによる微小な幅の円環状の傾斜部4Aが形成されている。第2の被溶接物3の貫通穴3Cに面取りによる円環状の傾斜部3Dが形成され、かつ柱状溶接部材4の先端部にも面取りにより形成された円環状の傾斜部4Aが形成されていると、貫通穴3Cに対する柱状溶接部材4の位置決めが容易になるが、いずれか一方が面取りされていれば拡散接合に支障はない。柱状溶接部材4の先端部に傾斜部4Aが形成され、かつ第2の被溶接物3の貫通穴3Cに傾斜部3Dが形成されている場合には、双方の傾斜部4Aと傾斜部3Dとは同じ傾斜であり、全周面で互いに隙間なく均一に接触することが良好な拡散結果を得る上で大切である。また、第1の被溶接物2と第2の被溶接物3を相互に組み合わせた後に、それらに貫通穴3C及び凹所2Cを不図示の穿孔装置を用いて後から形成してもよい。例えば、第1の被溶接物2及び第2の被溶接物3は機器の一部を構成する構造物であったとすると、その機器を組み立てた後に、1又は複数の所望の位置に貫通穴3C及び凹所2Cを簡単に形成することができる。このことは、第1の被溶接物2の凹所2Cに第2の被溶接物3の貫通穴3Cを厳密に位置合わせする必要性を無くすといった面から実際上の効果は大きい。
【0020】
第1の溶接電極1と対となる第2の溶接電極5は、昇降・加圧機構6に固定されており、図1では上下方向に移動し、柱状溶接部材4に押し当てられ、柱状溶接部材4を加圧する。昇降・加圧機構6は、例えば油圧式シリンダ又は空圧式シリンダ、あるいはそれらの組み合わせ、もしくはモータなどの一般的な電動機構でよい。昇降・加圧機構6は第2の溶接電極5を前進(降下)させて第2の被溶接物3にソフトに押し当て、急速に増大する所定の加圧力を加える。第1の溶接電極1には溶接電源の一方の出力導体である給電導体7の一端が接続され、上下方向に移動する第2の溶接電極5には溶接電源の他方の出力導体であるフレキシブル給電導体8の一端が接続されている。給電導体7の他端とフレキシブル給電導体8の他端とに溶接用トランス9の2次巻線9Bが接続され、これと磁気的に結合された1次巻線9Aにはインバータ回路又は半導体スイッチ回路のような放電回路10が接続されている。
【0021】
放電回路10にはエネルギー蓄積用コンデンサ11とそのコンデンサ11を充電する充電回路12とが接続されている。充電回路12は交流電源端子13A、13B、13Cからの三相交流電力を直流に変換してエネルギー蓄積用コンデンサ11を充電する。エネルギー蓄積用コンデンサ11は、必要な溶接電流の大きさに対応する個数の電解コンデンサが並列接続されたものである。電源部分は本件出願人が出願している公知のものでもよいので、特に詳しくは説明しない。なお、必要に応じて入力電源は三相交流電源に代えて単相交流電源などでも勿論よい。
【0022】
次に、この方法によって拡散接合を行う一例について説明する。先ず、図1、図2に示すように、貫通穴3Cが凹所2Cに一致するように重ね合わされている第1の被溶接物2と第2の被溶接物3とを第1の溶接電極1の上の所定位置に配置する。次に、第2の被溶接物3の貫通穴3Cに柱状溶接部材4を位置合わせして配置し、不図示の押さえ機構などにより柱状溶接部材4をその位置合わせした状態に保持し、昇降・加圧機構6を作動させて第2の溶接電極5を下降させる。このとき、第2の被溶接物3の貫通穴3Cの面取りされた傾斜部3Dと柱状溶接部材4の先端部の面取りされた傾斜部4Aとが接している。第2の溶接電極5が柱状溶接部材4に押し当てられると、昇降・加圧機構6は急速に増大する加圧力を第2の溶接電極5に与える。このとき同時に、放電回路10がオンしてエネルギー蓄積用コンデンサ11に蓄えられているエネルギー(電荷)を溶接用トランス9の1次巻線9Aと2次巻線9Bを通して短時間で放電し、第1の溶接電極1と第2の溶接電極5とにより加圧力を受けている第1の被溶接物2と第2の被溶接物3と柱状溶接部材4とを通してパルス状の溶接電流を流す。
【0023】
溶接用トランス9の2次巻線9Bは1次巻線9Aに比べて巻数が大幅に少ないので、2次巻線9Bには巻数比に対応する大きなピーク値の電流が流れる。このとき流れる溶接電流は、例えば、20〜30ms以下のパルス幅を持つピーク値の大きな電流、例えばピーク値が数千アンペアから数百万アンペアのパルス状電流である。この溶接電流は、前述したように、互いに接触している第2の被溶接物3の貫通穴3Cの面取りされた傾斜部3Dと柱状溶接部材4の先端部の面取りされた傾斜部4Aとの接触面を集中して流れる。傾斜部3D、傾斜部4Aは双方とも十分に微小な幅の環状の面であるので、その接触面を流れる電流密度は十分に高く、接触抵抗が小さくても大きな発熱が生じるから、第2の被溶接物3の貫通穴3Cの傾斜部3D近傍と柱状溶接部材4の先端部の面取りされた傾斜部4A近傍とが最初に瞬時に塑性流動化する。
【0024】
第2の被溶接物3の貫通穴3Cの傾斜部3D近傍と柱状溶接部材4の先端部の面取りされた傾斜部4A近傍とが塑性流動化すると、溶接電流による発熱及び熱伝導によって極めて短時間に、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部が塑性流動化して行く。このとき、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部が塑性流動化したときに、昇降・加圧機構6による加圧力によって柱状溶接部材4の先端部は第2の被溶接物3の貫通穴3Cを前進し、更に第2の被溶接物3の貫通穴3Cの奥に押し込まれ、溶接電流による発熱及び熱伝導によって極めて短時間に次々と塑性流動化しながら貫通穴3Cの奥に進む。
【0025】
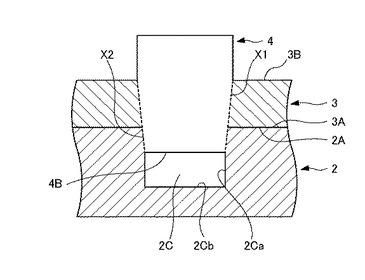
つまり、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部では、柱状溶接部材4と第2の被溶接物3との塑性流動化温度がほぼ同じなので、柱状溶接部材4と被溶接物3の貫通穴3Cの壁面部の双方が塑性流動化し、したがって、接触部では好ましい拡散接合が行われる。図3に示す破線X1は、柱状溶接部材4と第2の被溶接物3の拡散接合界面を示し、破線X1の近傍で柱状溶接部材4と第2の被溶接物3との拡散接合が行われている。また、図4に示す一点鎖線Yは拡散接合前の元の第2の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの壁面位置を示す。
【0026】
引き続き、溶接電流による発熱及び熱伝導によって柱状溶接部材4と第1の被溶接物2の凹所2Cの壁面との接触部でも双方が塑性流動化し、その接触部でも柱状溶接部材4と第1の被溶接物2の好ましい拡散接合が行われ、所望の溶接強度が得られる。破線X2は、柱状溶接部材4と第1の被溶接物2の拡散接合界面を示し、破線X2の近傍で柱状溶接部材4と第1の被溶接物2との拡散接合が行われている。昇降・加圧機構6は柱状溶接部材4を第1の被溶接物2の凹所2Cの所定位置まで押し込んだ段階で加圧するのを止める。この時点ではパルス状の溶接電流も停止する。なお、柱状溶接部材4が第2の被溶接物3の貫通穴3Cに押し込まれるとき、加圧力によって柱状溶接部材4と第2の被溶接物3の塑性流動化した金属が僅かに貫通穴3Cの外に押し出される。また、柱状溶接部材4が第1の被溶接物2の凹所2Cに押し込まれるとき、加圧力によって柱状溶接部材4と第1の被溶接物2の塑性流動化した金属が僅かに凹所2Cに押し出される。この僅かに押し出された金属は、これらの被溶接物と塑性流動化して一体となっており、冷えても剥がれ落ちることはなく、従来のようなチリやスパッタが発生することはない。
【0027】
以上述べたように、柱状溶接部材4は溶接時に第2の被溶接物3の貫通穴3Cとの接触部、及び第1の被溶接物2の凹所2Cとの接触部で塑性流動化しながら貫通穴3Cの全部及び凹所2Cの所定位置まで進むので、柱状溶接部材4の先端面4Bは凹所2Cの初期の径とほぼ同じ径となる。このことが、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの界面X1と、柱状溶接部材4と第1の被溶接物2の凹所2Cと界面X2とで、十分に拡散接合が行われたことを示す。このように、柱状溶接部材4と第2の被溶接物3、柱状溶接部材4と第1の被溶接物2との間で微小な隙間さえも形成されることなく、溶接されるそれら金属材料の双方が塑性流動化した状態で拡散接合が行われるので、前述のように塑性流動化した金属が僅か押し出されるものの、チリ及びスパッタが発生することはない。
【0028】
この発明では前述したように、柱状溶接部材4と第2の被溶接物3との界面X1及び柱状溶接部材4と第1の被溶接物2との界面X2で、塑性流動化した段階で柱状溶接部材4を更に第2の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの奥に押し込む大きさの加圧力を、少なくともパルス状の溶接電流が増大している過程で第1の溶接電極1と第2の溶接電極5との間に加えることが大切である。なお、第2の被溶接物3を一つで説明したが、同一径の貫通穴を有し、かつ同程度の塑性流動化温度である金属材料からなる2枚以上の金属板からなっても前述と同様にして拡散接合できる。また、実施例1では第2の被溶接物3、第1の被溶接物2がそれぞれ請求項1に記載の最初の位置の被溶接物、最終位置の被溶接物に相当する。
【0029】
[実施例2]
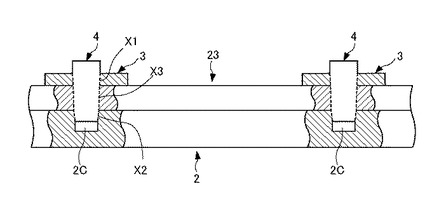
図5に示す溶接物は、塑性流動化温度が高い金属材料からなる第1の被溶接物2の上にその塑性流動化温度と同程度の塑性流動化温度をもつ同系統の金属材料からなる中間部材23を積み重ね、更にその上に第1の被溶接物2と塑性流動化温度が同程度の塑性流動化温度の金属材料からなる第2の被溶接物3を重ね、第1の被溶接物2と第2の被溶接物3と塑性流動化温度が同程度の塑性流動化温度の金属材料からなる円柱状の柱状溶接部材4を用いて拡散接合したものである。拡散接合前には実施例1と同様に、第2の被溶接物3は第1の被溶接物2の浅い凹所2Cと同一の径の短円筒状の貫通穴を有し、中間部材23も第1の被溶接物2の凹所2Cと第2の被溶接物3の前記貫通穴と同一の径の円筒状の貫通穴を有する。
【0030】
この拡散接合方法の原理は実施例1と同様であり、拡散接合時に柱状溶接部材4と第2の被溶接物3、及び柱状溶接部材4と第1の被溶接物2は実施例1と同様にして拡散接合が行われる。柱状溶接部材4と中間部材23との接触部では、柱状溶接部材4と中間部材23の塑性流動化温度がほぼ同じであるので、中間部材23の貫通穴の壁と柱状溶接部材4とがほぼ同時に塑性流動化し、発熱と熱伝導とによって柱状溶接部材4と中間部材23との接触部でも順次拡散接合が行われる。破線X3は、柱状溶接部材4と中間部材23の拡散接合界面を示し、破線X3の近傍で拡散接合が行われている。
【0031】
この実施例2でも、柱状溶接部材4と第2の被溶接物3との接触部及び柱状溶接部材4と第1の被溶接物2との接触部が塑性流動化した段階で、図1に示した昇降・加圧機構6が柱状溶接部材4を第2の被溶接物3の貫通穴3Cから第1の被溶接物2の凹所2Cの奥に押し込む大きさの加圧力を、少なくともパルス状の溶接電流が増大している過程で第1の溶接電極1と第2の溶接電極5との間に加えることが大切である。なお、この実施例2でも中間部材23が複数からなってもよい。
【0032】
実施例2では、第2の被溶接物3と中間部材23との厚みが実施例1に比べて厚くなる場合には、次のように溶接電流の波形を制御してもよい。図1において、放電回路10としてインバータ回路を用い、溶接用トランス9の2次巻線9Bに一般的な出力整流回路(不図示)を接続する。前記インバータ回路は好ましくは可聴周波数以上の高周波(20kHz以上)でスイッチングし、エネルギー蓄積用コンデンサ11に蓄えられたエネルギーを高周波で断続して放電する。前記出力整流回路は溶接用トランス9の2次巻線9Bに流れる高周波交流電流を整流して、脈動するパルス状の直流電流に変換し、溶接電流とする。
【0033】
第2の被溶接物3と中間部材23との厚みが薄い場合に比べて、拡散接合が進むにつれて柱状溶接部材4と第2の被溶接物3、柱状溶接部材4と中間部材23との接触面積が当然に増えるので、溶接電流は分散する割合が高くなり、柱状溶接部材4の先端部から第2の被溶接物3、中間部材23に流れる電流は減少する。したがって、前記インバータ回路を高周波でパルス幅制御し、拡散接合が進むにつれてその高周波の各周期(20kHzでスイッチングすると、0.05msの時間幅)でパルス幅を広くして行くことによって、高周波の電流の大きさ(ピーク値)を大きくして、柱状溶接部材4の先端部から第2の被溶接物3、中間部材23に流れる溶接電流を所望の大きさにすることができる。このようなパルス幅制御を行えば、第1の溶接電極1と第2の溶接電極5との間を流れる溶接電流は、図示しないが、所定のパルス幅(例えば、数十msの時間幅)の期間で高周波で脈動しながら大きくなる直流電流となり、また、エネルギー蓄積用コンデンサ11に蓄えられたエネルギーを高周波で断続させながら放出するので、放出する時間を長くすること、つまり溶接電流の前記パルス幅を広くすることができる。このことは、拡散接合時に発生する熱伝導が、第2の被溶接物3と中間部材23との厚みが増えるほど時間がかかるという面からも、確実な拡散接合を行う上で好ましい。
【0034】
[実施例3]
図6に示す溶接物は、大きな面積の又は長い帯状の塑性流動化温度が比較的高い金属板からなる第1の被溶接物2、同様な大きな面積の又は長い帯状の比較的塑性流動化温度が低い高導電性金属板からなる中間部材23を重ね合わせたものを、小面積の金属板からなる第2の被溶接物3と前述したような柱状溶接部材4とを用いて拡散接合したものである。実施例3では、第2の被溶接物3は本来の溶接部材ではなく、溶接補助部材として働く。この第2の被溶接物3は、柱状溶接部材4を中間部材23と第1の被溶接物2とにしっかり拡散接合できる場合には不要である。第1の被溶接物2は前述したような凹所2Cを有し、中間部材23は前述したように第1の被溶接物2の凹所2Cと同程度の径の貫通穴を有する。これら貫通穴及び凹所2Cは、第1の被溶接物2と中間部材23とを重ね合わせた状態で穿孔したものであってもよい。
【0035】
第2の被溶接部材3は、第1の被溶接物2と同程度の塑性流動化温度の金属材料からなり、小面積の円形又は多角形状の金属板であって、前述と同様に第1の被溶接物2の凹所2C及び中間部材23の貫通穴と同程度の径の貫通穴を有し、厚みは望ましい溶接強度が得られる程度であればよい。柱状溶接部材4は第1の被溶接物2及び第2の被溶接物3と同程度、又はこれよりも高い塑性流動化温度をもつ金属材料からなる。柱状溶接部材4は、第1の被溶接物2の凹所2C及び中間部材23の貫通穴、第2の被溶接物3の貫通穴の径よりも大きな直径を有する円柱状のものである。
【0036】
この特徴は、第1の被溶接物2の上に積み重ねられた中間部材23の前記貫通穴のそれぞれに第2の被溶接物3の前記貫通穴に一致するように第1の被溶接物3を位置合わせしてそれぞれ配置する。次に、第2の被溶接物3の前記貫通穴に柱状溶接部材4を位置合わせして押し当て、その状態で図1に示した第2の溶接電極5を降下させて柱状溶接部材4に加圧力を与え、前述したようにパルス状の溶接電流を流す。この溶接電流が第2の被溶接物3の前記貫通穴の壁面部と柱状溶接部材4との接触部を流れることによって、その接触部が接触抵抗により発熱して塑性流動化し、前述したように加圧力によって柱状溶接部材4が第2の被溶接物3の前記貫通穴を前進し、拡散接合が行われる。このとき、第2の被溶接物3は小面積であるので、拡散接合時に発生する熱は図面で横方向には逃げ難く、柱状溶接部材4が押し込まれる方向へ伝達される熱の量が増え、拡散接合が良好に進む。
【0037】
次に、柱状溶接部材4は中間部材23の前記貫通穴に前進する。このとき、当然に柱状溶接部材4の先端部分は第2の被溶接物3との塑性流動化した状態で温度が上昇しており、また、中間部材23の前記貫通穴の壁も界面X1近傍での熱伝導によって温度が上昇している。したがって、柱状溶接部材4と中間部材23の前記貫通穴の壁面との接触部においても、溶接電流がその接触部を流れるときの発熱および熱伝導によって双方が瞬時に塑性流動化し、柱状溶接部材4は中間部材23の前記貫通穴に前進して第1の被溶接物2の凹所2Cに至る。柱状溶接部材4と第1の被溶接物2の凹所2Cの壁面との界面X2における拡散接合は前述したとおりである。なお、破線X3は、柱状溶接部材4と中間部材23の拡散接合界面を示し、破線X3の近傍で拡散接合が行われている。中間部材23における拡散接合前の元の貫通穴の壁面は、図4の一点鎖線Yで示したように、拡散接合前の元の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの壁面を結んだ位置にある。
【0038】
このようにして、柱状溶接部材4は第2の被溶接物3、中間部材23、第1の被溶接物2と順次、極めて短時間で拡散接合される。しかし、中間部材23の材質などによって、柱状溶接部材4又は中間部材23の塑性流動化が不完全になる場合には、柱状溶接部材4と中間部材23の前記貫通穴の壁面との界面X3で満足の行く拡散接合が行われない場合が生じる。このような場合でも、この実施例では柱状溶接部材4と第2の被溶接物3及び第1の被溶接物2との間では拡散接合が確実に行われ、所望の溶接強度が得られる。
【0039】
[実施例4]
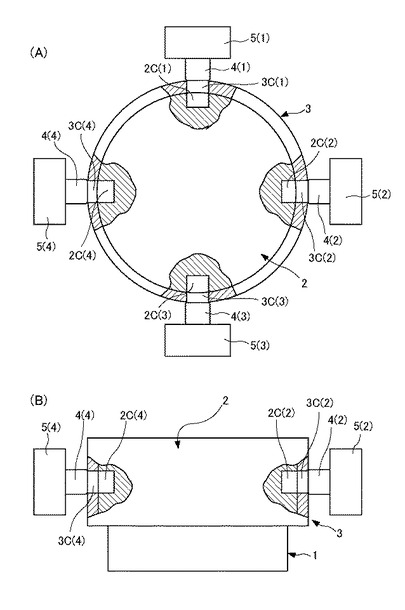
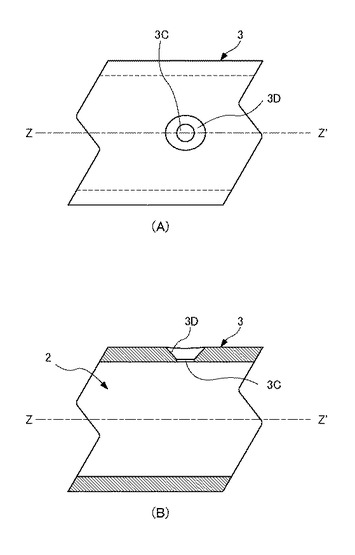
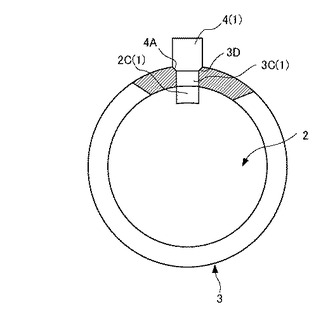
次に、本発明に係る具体的な実施例4を図7(A)、(B)、図8(A)、(B)及び図9によって説明する。図7(A)は第1の被溶接物2や第2の被溶接物3の一部断面及び第2の溶接電極5などを示し、図7(B)はそれらを側面から見て第1の被溶接物2や第2の被溶接物3の一部断面及び溶接電極などを示す。図8(A)はパイプ状の第2の被溶接物3の貫通穴3Cの面取りした傾斜部3Dを正面から見た図であり、図8(B)はパイプ状の第2の被溶接物の貫通穴3Cの面取りした傾斜部3Dを側面から見た断面を示す図である。なお、第1の被溶接物2は、不図示のクランプ機構により第1の溶接電極1に固くクランプされている。
【0040】
第1の被溶接物2は比較的肉厚が薄いパイプ状の第2の被溶接物3に囲まれている。例えば、第1の被溶接物2は鋳鉄鋳物である。第2の被溶接物3を第1の被溶接物2に巻き付けた状態で、不図示の穿孔装置により4個の凹所2C(1)〜2C(4)及び貫通穴3C(1)〜3C(4)が一緒に等間隔で形成される。別の方法として、貫通穴3C(1)〜3C(4)が形成されている第2の被溶接物3を、凹所2C(1)〜2C(4)が形成されている第1の被溶接物3に、貫通穴3C(1)〜3C(4)が凹所2C(1)〜2C(4)に一致するように巻き付けても良い。このような構造物にあっては、第1の被溶接物2と第2の被溶接物3とが隙間なく接触していても、それらの間に振動あるいは回転力が加わる場合には互いにずれてしまうことがあるので、機械的にしっかりと固定することが必要である。前述したように、パイプ状の第2の被溶接物3は第1の被溶接物2と同系統の金属材料からなり、塑性流動化温度は第1の被溶接物2とほぼ同じである。
【0041】
第1の被溶接物2と第2の被溶接物3との接触抵抗を利用して溶接する場合、第1の被溶接物2と第2の被溶接物3との間にプロジェクションを形成できないので、プロジェクション溶接を行うことは不可能である。このような構造物の第1の被溶接物2と第2の被溶接物3との溶接を実現したのは前掲の特許文献1に記載された溶接方法であり、第3の部材を用いて、第3の部材と第1の被溶接物2を抵抗溶接し、併せて第3の部材と第2の被溶接物3とを抵抗溶接することによって、第3の部材を介して第1の被溶接物2と第2の被溶接物3とを固定している。この実施例4はその溶接方法を改善したものである。
【0042】
この実施例4が特許文献1に記載された溶接方法と異なる点は、前記実施例1〜3からも明らかなように、実施例4の発明では第1の被溶接物2の凹所2Cの径と第2の被溶接物3の貫通穴3Cの径とが同一であること、柱状溶接部材4(1)〜4(4)が第1の被溶接物2や第2の被溶接物3の塑性流動化温度に近い塑性流動化温度をもつ金属材料からなること、柱状溶接部材4(1)〜4(4)が球面や傾斜部をもつ部材ではなく、真っ直ぐな円柱状の金属であって、第1の被溶接物2の貫通穴2C(1)〜2C(4)の径、第2の被溶接物3の貫通穴3C(1)〜3C(4)の径よりも幾分大きな径を有すること、及び比較的肉厚が薄いパイプ状の第2の被溶接物3の貫通穴3Cの入り口を特別な面取りをしていることである。
【0043】
このような特徴を有することによって、第2の被溶接物3が比較的肉厚が薄いパイプ状のものであっても、円柱状の柱状溶接部材4(1)〜4(4)を用いることにより、後述するように、柱状溶接部材4(1)〜4(4)と第2の被溶接物3との間で好ましい拡散接合が行われ、また、柱状溶接部材4(1)〜4(4)と第2の被溶接物3、第1の被溶接物2との間に小さな隙間さえも形成されず、したがって、チリやスパッタを発生することなく良好な拡散接合を行うことができる。
【0044】
前述した実施例1〜3と同様にして、柱状溶接部材4(1)〜4(4)は第2の被溶接物3の対応する貫通穴3C(1)〜3C(4)の入り口を面取りした微小な幅の傾斜部3Dに押し当てられる。貫通穴3C(1)〜3C(4)のそれぞれ面取りされた微小な幅の傾斜部3Dは、柱状溶接部材4の面取りされた微小な幅の円環状の傾斜部4Aと全周にわたり均一に接触し、傾斜部3Dの内径は当然に各貫通穴3C(1)〜3C(4)の径に等しい。その外郭は図8において、パイプ状の第2の被溶接物3の円筒状外面に対応して、パイプ状の第2の被溶接物3の長さ方向(一点鎖線Z−Z’の方向)に幾分大きく、円周方向には幾分小さくなる楕円形状になっている。つまり、は第2の被溶接物3の面取りによる傾斜部3Dは、一点鎖線Z−Z’方向で幾分長く、円周方向で幾分短くなっていて、傾斜部3Dの傾斜角度は全周で均一になっており、柱状溶接部材4の傾斜部4Aと等しい傾斜角度になっている。したがって、図9に示すように、柱状溶接部材4の面取りされた微小な幅の傾斜部4Aは面取りされた微小な幅の傾斜部3Dに押し当てられる全周面で均一に接触し、このことが良好な拡散接合結果を得ることができる一因になっている。
【0045】
柱状溶接部材4の面取りされた傾斜部4Aが面取りされた傾斜部3Dと全周で均一に接触した状態で、それぞれの第2の溶接電極5(1)〜5(4)によって柱状溶接部材4は第2の被溶接物3の貫通穴3C(1)〜3C(4)の延びる方向に加圧される。この状態では、柱状溶接部材4(1)と4(3)、柱状溶接部材4(2)と4(4)は互いに逆方向となる加圧力を受ける。第1の被溶接物2は第1の溶接電極1に固くクランプされており、第1の溶接電極1は4個の第2の溶接電極5(1)〜5(4)に対して共通の溶接電極として働く。
【0046】
拡散接合方法の原理については前述した実施例1〜実施例4と同様であるが、第1の溶接電極1と第2の溶接電極5(1)〜5(4)との間に同時に溶接電流を流して同時に4箇所を拡散接合しても良いし、個別に順次溶接電流を流して1箇所ずつ拡散接合しても良い。個別に順次溶接電流を流して1箇所ずつ拡散接合する場合は、一例として第2の溶接電極は5(1)だけであっても拡散接合が可能であり、この場合には、第1の被溶接物2と第2の被溶接物3とは90度ずつ回転し、第2の溶接電極5(1)の位置で柱状溶接部材が第2の被溶接物3の貫通穴に順次供給され、第2の溶接電極は5(1)が下降して前述のように拡散接合を行えばよい。
【0047】
前述したように拡散接合を行うことにより、当然に実施例4でも、柱状溶接部材4(1)〜4(4)は第2の被溶接物3の貫通穴3C(1)〜3C(4)の壁との接触部で先ず塑性流動が起こり、続いて柱状溶接部材4(1)〜4(4)は第1の被溶接物2の凹所2C(1)〜2C(4)の壁との接触部で塑性流動が連続して起こって拡散接合される。したがって、第1の被溶接物2と第2の被溶接物3とは柱状溶接部材4(1)〜4(4)を介して所望の溶接強度で拡散接合されているので、第1の被溶接物2と第2の被溶接物3との間に大きな回転力がかかったとしても全く動くことはない。なお、第1の被溶接物2の凹所及び第2の被溶接物3の貫通穴は4個に限ることはなく、任意の個数でよい。
【0048】
なお、以上の実施例では、好ましい例としてコンデンサ式の拡散接合方法について説明したが、柱状溶接部材4が直径の小さなものであって被溶接箇所が小面積であるために、必要とされる溶接電流が小さな場合には、コンデンサ式の拡散接合方法でなく、交流入力を不図示の入力整流回路で直流に変換し、インバータ回路によって所望の電流波形の溶接電流を出力するインバータ方式の拡散接合方法によって、溶接用トランス及び出力側整流回路を通して所望のパルス幅の小電流、例えば、数百アンペア程度のパルス状の電流を流すようにしても勿論よい。
【0049】
また、以上述べた実施例では被溶接物及び柱状溶接部材として鉄系材料、それと同系統の材料などを例に挙げたが、特定の金属材料に限定されるものではない。しかし、第1の被溶接物2と第2の被溶接物3とは、塑性流動化温度が同じか、又は比較的近い金属材料からなるのが、良好な溶接強度が得られるという面から好ましい。また、柱状溶接部材4は溶接の中央に位置し、被溶接物2と第2の被溶接物3などに比べて放熱が低いので、柱状溶接部材4は第1の被溶接物2と第2の被溶接物3と塑性流動化温度が同じか、又はこれら被溶接物よりも塑性流動化温度が幾分高い金属材料からなっていれば、良好な溶接強度を得ることができる。
【0050】
また、前述したように本発明の一例では、前記柱状溶接部材が前記最初の位置の被溶接物と前記最終位置の被溶接物の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなるので、前記柱状溶接部材によってすべての被溶接物を相互に確実に固定することができる。
【0051】
また、本前述したように発明の一例では、前記最初の位置の被溶接物は単一の金属部材、又は他の前記複数の被溶接物よりも小さな面積の複数の金属部材からなり、前記最初の位置の被溶接物が前記複数の金属部材からなるとき、それぞれの前記複数の金属部材は前記貫通穴を一つ以上有し、前記貫通穴ごとに前記柱状溶接部材それぞれを拡散接合しているので、溶接補助部材として働く小面積の前記最初の位置の被溶接物と前記柱状溶接部材でもって前記中間部材を前記最終位置の被溶接物に固定することができる。
【0052】
また、前述したように本発明の一例では、前記最初の位置の被溶接物が複数の前記貫通穴を有するときには、前記溶接電極と前記被溶接物とを相対的に移動可能な構成として拡散接合を順次行うか、又は前記被溶接物の複数の貫通穴に位置あわせした前記柱状溶接部材それぞれに前記溶接電極を押し当てて同時に拡散接合を行うので、製造工程に合わせて都合の良い溶接方法を選定できる。複数の前記柱状溶接部材を同時に拡散接合するときには、溶接時間を短縮できる。
【産業上の利用可能性】
【0053】
圧力容器などの一部分、又は積み重ねられた2層以上の構造物など各種金属材料からなる被溶接物の溶接に適用できる。
【符号の説明】
【0054】
1・・・第1の溶接電極
2・・・第1の被溶接物
2A・・・第1の被溶接物1の一方の面
2B・・・第1の被溶接物1の他方の面
2C、2C(1)〜2C(4)・・・第1の被溶接物1の凹所
2Ca・・・凹所の壁面
2Cb・・・凹所の底面
3・・・第2の被溶接物
3A・・・第2の被溶接物3の一方の面
3B・・・第2の被溶接物3の他方の面
3C、3C(1)〜3C(4)・・・第2の被溶接物3の貫通穴
3Ca・・・貫通穴の壁面
3D・・・第2の被溶接物3の面取りによる微小な幅の傾斜部
4、4(1)〜4(4)・・・柱状溶接部材
4A・・・柱状溶接部材4の面取りした微小な幅の傾斜部
4B・・・柱状溶接部材4の先端面
5、5(1)〜5(4)・・・第2の溶接電極
6・・・昇降・加圧機構
7・・・給電導体
8・・・フレキシブル給電導体
9・・・溶接用トランス
10・・・放電回路
11・・・エネルギー蓄積用コンデンサ
12・・・充電回路
13A、13B、13C・・・交流電源端子
23・・・中間部材
X1・・・第2の被溶接物3と柱状溶接部材4との接触部
X2・・・第1の被溶接物2と柱状溶接部材4との接触部
X3・・・柱状溶接部材4と中間部材23との接触部
Y・・・拡散接合前の貫通穴3Cと凹所2Cの壁面位置を示す一点鎖線
【技術分野】
【0001】
この発明は、柱状溶接部材を複数の被溶接物の貫通穴又は凹所に押し込んで接合する溶接方法に関する。
【背景技術】
【0002】
鋼板と鋼板など同種の金属材料同士や、あるいは鉄系材料と銅材料などの異種金属同士を接合する方法が既に種々提案されている。その溶接方法の一つとして、コンデンサに充電した電荷を瞬時に放電して被溶接物にピーク値の大きな電流を流すことにより、短時間で抵抗溶接又は拡散接合するコンデンサ式溶接方法が広く知られている。特に、重ね合わせた二つの被溶接物を抵抗溶接するものであっても、二つの被溶接物の重ね合わせ面にプロジェクションを形成できない構造のもの、あるいは三つ以上の被溶接物を重ね合わされた構造のもの、又は異種金属材料からなる被溶接物同士を重ね合わされた構造のものなどを抵抗溶接するのは、前記コンデンサ式溶接方法などによっても難しいとされている。
【0003】
このような中で、前述した二つの被溶接物の重ね合わせ面にプロジェクションが形成できない構造のものを抵抗溶接する技術が既に開示されている(例えば、特許文献1参照)。この特許文献1に掲載された発明の実施例では、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材を用い、第1の被溶接物の貫通穴と第2の被溶接物の凹所に第3の部材を合わせて溶接するものである。この方法は、第1の被溶接物と第3の部材とを抵抗溶接すると同時に、第2の被溶接物と第3の部材とを抵抗溶接することによって、第3の部材を介して第1の被溶接物と第2の被溶接物とを結合している。
【0004】
この溶接方法は、従来のやり方では抵抗溶接できなかったものを抵抗溶接できるようにした点、さらに溶接用ワイヤやガスなどが不要であるのでアーク系の溶接に比べてランニングコストを低減できるなどの効果を有するという点で有意義な発明ではある。しかし、特許文献1に記載された実施例は、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材を用い、第1の被溶接物の貫通穴の角部分と第2の被溶接物の凹所の角部分を第3の部材に接触させて抵抗溶接している。したがって、それらの接触箇所の近傍では第3の部材と第1の被溶接物、第3の部材と第2の被溶接物との間に間隙が生じるために、一般的なプロジェクション溶接などに比べてチリ、スパッタなどの発生は少ないものの、チリやスパッタが許されない用途には適用し難いほどの量のチリ、スパッタなどが生じるという問題がある。
【0005】
また、特許文献1に記載された実施例は、ボールのような湾曲状の面を有する第3の部材、又は一方側から他方側に向けて直径が小さくなる傾斜面を有する第3の部材に合わせて、第1の被溶接物の貫通穴の大きさ、及び第2の被溶接物の凹所の大きさを別々に調整しなければならず、また、第3の部材と前記貫通穴、前記凹所の双方と厳密に位置合わせしないと、第3の部材と第1の被溶接物との間、第3の部材と第2の被溶接物との間で所望の溶接強度を得ることができないという問題もあった。更に問題なのは、第1の被溶接物の貫通穴の大きさや、第2の被溶接物の凹所の大きさを厳密に調整、管理しても、実際の製造工程において、大きさの異なる貫通穴及び凹所の位置合わせを厳密に管理した状態で溶接を行うことは実用上で難しい面がある。
【0006】
また、通常のプロジェクション溶接が難しい構造の溶接、又は異種金属材料間の溶接を行う方法として、一方の被溶接物を他方の被溶接物に押し込んで溶接する技術が既に幾つか開示されている(例えば、特許文献2参照)。この特許文献2の発明によれば、貫通穴又は凹所を有する一方の被溶接物の貫通穴又は凹所の周囲にテーパー面(傾斜面)を設け、他方の被溶接物にもテーパー面を形成し、インサート材を介在させて双方のテーパー面同士を押し当て、加圧力をかけながら溶接電流を流し、他方の被溶接物を一方の被溶接物の貫通穴又は凹所に押し込んで抵抗溶接している。この溶接方法の場合、インサート材を介在させて被溶接物双方のテーパー面同士を押し当てた状態で溶接を開始するので、多くのチリ、スパッタ等が散乱すること、また、大きな加圧力及び大きな溶接電流が必要であり、溶接機構が大型化するなどの問題点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−227469号公報
【特許文献2】特開平9−122924号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする問題点は、実際の製造工程ではプロジェクションを形成するのが技術的に難しい被溶接物同士を拡散接合することである。また、鉄又は鉄合金とステンレスや銅材料などのような異種金属との溶接は技術的に難しいとされている点である。
【課題を解決するための手段】
【0009】
第1の発明は、重ね合わせた複数の被溶接物には同径の円筒状の穴が形成されており、その穴よりも所定の寸法だけ径の大きな柱状溶接部材をその円筒状の穴に押し当て、加圧力をかけながら溶接電流を流すことにより、柱状溶接部材と被溶接物の穴を囲む壁との接触部を塑性流動化させ、柱状溶接部材を円筒状の穴に押し込んで、柱状溶接部材と複数の被溶接物とを拡散接合する。
【0010】
したがって、第1の発明によれば、少なくとも柱状溶接部材と最初の位置の被溶接物、及び柱状溶接部材と最終位置の被溶接物とを確実に拡散接合できるので、重ね合わされた二つ以上の被溶接物を互いにしっかりと機械的に固定し合うことができる。しかも最初の位置の被溶接物と最終位置の被溶接物との間に異種金属などの被溶接物が挟まれていても、チリやスパッタを生じることなく拡散接合することができる。
【0011】
第2の発明は、第1の発明において、最初の位置の被溶接物と最終位置の被溶接物との間にはこれらと同系統又は異種の金属材料からなる中間部材が挟まれており、柱状溶接部材は、中間部材の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなり、中間部材と拡散接合されるので、中間部材を最初の位置の被溶接物と最終位置の被溶接物とにしっかり固定することができる。
【0012】
第3の発明は、第1の発明又は第2の発明において、柱状溶接部材の先端部と最初の位置の被溶接物の貫通穴との双方に、面取りした微小幅の傾斜部を備えるときには、最初の位置の被溶接物の形状にかかわらず、最初の位置の被溶接物の傾斜部が柱状溶接部材の先端部の傾斜部の傾斜角度と等しくなるように面取りしているので、柱状溶接部材を最初の位置の被溶接物の貫通穴に位置合わせするのが簡単であるのは勿論のこと、最初の位置の被溶接物の形状にかかわらず、最初の位置の被溶接物と柱状溶接部材とをチリやスパッタを生じることなく良好に拡散接合でき、望ましい溶接強度を得ることができる。
【発明の効果】
【0013】
本発明によれば、最初の位置の被溶接物の貫通穴が最終位置の被溶接物の同径の凹所又は貫通穴と一致するように重ね合わせ、柱状溶接部材を最初の位置の被溶接物の貫通穴、最終位置の被溶接物の凹所又は貫通穴に押し込んで拡散接合しているので、チリやスパッタを生じることなく確実に拡散接合することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施例1に係る拡散接合方法を説明するための図である。
【図2】本発明の実施例1に係る拡散接合方法で溶接される被溶接物の断面及び柱状溶接部材の一例を示す図である。
【図3】本発明の実施例1に係る拡散接合方法で溶接された溶接物の一例の断面を示す図である。
【図4】本発明の実施例1に係る拡散接合方法で溶接された溶接物の一例を説明するための部分的な断面を示す図である。
【図5】本発明の実施例2に係る拡散接合方法で溶接された溶接物の一例の断面を示す図である。
【図6】本発明の実施例3に係る拡散接合方法で溶接された溶接物の一例の一部分の断面を示す図である。
【図7】本発明の実施例4に係る拡散接合方法で溶接される被溶接物の具体例を示す図である。
【図8】本発明の実施例4に係る拡散接合方法で溶接される被溶接物の面取りを示す図である。
【図9】本発明の実施例4に係る拡散接合方法で溶接される被溶接物同士を押し当てた状態を説明するための図である。
【発明を実施するための形態】
【0015】
[実施例1]
図1〜図4によって本発明に係る拡散接合の実施例1について説明する。第1の溶接電極1の上に、互いに重ね合わされた第1の被溶接物2及び第2の被溶接物3が配置される。第1の被溶接物2は鉄又は鉄合金などの任意の金属材料からなり、一方の面2A側に口が開いていて他方の面2B側は閉じている凹所2Cを有する。凹所2Cは好ましくは円筒状の壁面2Caと円状の底面2Cbとからなる。なお、凹所2Cは第1の被溶接物2の一方の面2Aから他方の面2Bに貫通する貫通穴であってもよい。
【0016】
この実施例1では、第2の被溶接物3は第1の被溶接物2と同一系統の金属材料からなる。つまり、第2の被溶接物3は第1の被溶接物2の溶融温度(融点)とほぼ同じか、あるいは近い溶融温度の金属材料からなる。ここでは、金属材料の溶融温度が同程度であるということは、塑性流動化する温度も同程度であるので、以下では塑性流動化温度という。第2の被溶接物3は、第1の被溶接物2の一方の面2Aに押し当てられる面3Aと面3Bとを有する。第2の被溶接物3は一方の面3Aから他方の面3Bに貫通する貫通穴3Cを有する。
【0017】
貫通穴3Cは第1の被溶接物2の凹所2Cと同一径の円筒状の穴を形成する円筒状の面3Caを有し、第1の被溶接物2の凹所2Cと同一径の貫通穴という。そして第2の被溶接物3は、その貫通穴3Cが第1の被溶接物2の凹所2Cと同心状に位置するように、第1の被溶接物2に重ね合わされるので、図2に示すように、凹所2Cと貫通穴3Cとの接触部、つまり面2Aと面3Aとの継目には段差が生じず、貫通穴の壁面はストレートである。ただし、貫通穴3Cは面3Bで面取りされており、面取りによる微小な幅の傾斜部3Dを有する。
【0018】
次に、柱状溶接部材4が第2の被溶接物3の貫通穴3Cに位置合わせして押し当てられる。この実施例1では、柱状溶接部材4は第1の被溶接物2、第2の被溶接物3と同一系統の金属材料からなる。つまり、柱状溶接部材4は第1の被溶接物2及び第2の被溶接物3が塑性流動化する温度とほぼ同じ塑性流動化温度の金属材料からなる。したがって、それら接触部の第1の被溶接物2と柱状溶接部材4、第2の被溶接物3と柱状溶接部材4はほぼ同じ温度でほぼ同時に塑性流動化する。柱状溶接部材4は、第1の被溶接物2の凹所2C及び第2の被溶接物3の貫通穴3Cの径よりも幾分大きな径の円柱状の真っ直ぐな金属部材からなる。柱状溶接部材4の径は貫通穴3C及び凹所2Cの径の大きさによって異なるので、貫通穴3C及び凹所2Cの径よりもどの程度大きければよいかは一概に決めることができないが、例えば0.1〜0.6mm程度の重なり代があれば、ある範囲の径の柱状溶接部材4の場合には望ましい拡散接合が可能である。
【0019】
この実施例1では、柱状溶接部材4の先端部も面取りによる微小な幅の円環状の傾斜部4Aが形成されている。第2の被溶接物3の貫通穴3Cに面取りによる円環状の傾斜部3Dが形成され、かつ柱状溶接部材4の先端部にも面取りにより形成された円環状の傾斜部4Aが形成されていると、貫通穴3Cに対する柱状溶接部材4の位置決めが容易になるが、いずれか一方が面取りされていれば拡散接合に支障はない。柱状溶接部材4の先端部に傾斜部4Aが形成され、かつ第2の被溶接物3の貫通穴3Cに傾斜部3Dが形成されている場合には、双方の傾斜部4Aと傾斜部3Dとは同じ傾斜であり、全周面で互いに隙間なく均一に接触することが良好な拡散結果を得る上で大切である。また、第1の被溶接物2と第2の被溶接物3を相互に組み合わせた後に、それらに貫通穴3C及び凹所2Cを不図示の穿孔装置を用いて後から形成してもよい。例えば、第1の被溶接物2及び第2の被溶接物3は機器の一部を構成する構造物であったとすると、その機器を組み立てた後に、1又は複数の所望の位置に貫通穴3C及び凹所2Cを簡単に形成することができる。このことは、第1の被溶接物2の凹所2Cに第2の被溶接物3の貫通穴3Cを厳密に位置合わせする必要性を無くすといった面から実際上の効果は大きい。
【0020】
第1の溶接電極1と対となる第2の溶接電極5は、昇降・加圧機構6に固定されており、図1では上下方向に移動し、柱状溶接部材4に押し当てられ、柱状溶接部材4を加圧する。昇降・加圧機構6は、例えば油圧式シリンダ又は空圧式シリンダ、あるいはそれらの組み合わせ、もしくはモータなどの一般的な電動機構でよい。昇降・加圧機構6は第2の溶接電極5を前進(降下)させて第2の被溶接物3にソフトに押し当て、急速に増大する所定の加圧力を加える。第1の溶接電極1には溶接電源の一方の出力導体である給電導体7の一端が接続され、上下方向に移動する第2の溶接電極5には溶接電源の他方の出力導体であるフレキシブル給電導体8の一端が接続されている。給電導体7の他端とフレキシブル給電導体8の他端とに溶接用トランス9の2次巻線9Bが接続され、これと磁気的に結合された1次巻線9Aにはインバータ回路又は半導体スイッチ回路のような放電回路10が接続されている。
【0021】
放電回路10にはエネルギー蓄積用コンデンサ11とそのコンデンサ11を充電する充電回路12とが接続されている。充電回路12は交流電源端子13A、13B、13Cからの三相交流電力を直流に変換してエネルギー蓄積用コンデンサ11を充電する。エネルギー蓄積用コンデンサ11は、必要な溶接電流の大きさに対応する個数の電解コンデンサが並列接続されたものである。電源部分は本件出願人が出願している公知のものでもよいので、特に詳しくは説明しない。なお、必要に応じて入力電源は三相交流電源に代えて単相交流電源などでも勿論よい。
【0022】
次に、この方法によって拡散接合を行う一例について説明する。先ず、図1、図2に示すように、貫通穴3Cが凹所2Cに一致するように重ね合わされている第1の被溶接物2と第2の被溶接物3とを第1の溶接電極1の上の所定位置に配置する。次に、第2の被溶接物3の貫通穴3Cに柱状溶接部材4を位置合わせして配置し、不図示の押さえ機構などにより柱状溶接部材4をその位置合わせした状態に保持し、昇降・加圧機構6を作動させて第2の溶接電極5を下降させる。このとき、第2の被溶接物3の貫通穴3Cの面取りされた傾斜部3Dと柱状溶接部材4の先端部の面取りされた傾斜部4Aとが接している。第2の溶接電極5が柱状溶接部材4に押し当てられると、昇降・加圧機構6は急速に増大する加圧力を第2の溶接電極5に与える。このとき同時に、放電回路10がオンしてエネルギー蓄積用コンデンサ11に蓄えられているエネルギー(電荷)を溶接用トランス9の1次巻線9Aと2次巻線9Bを通して短時間で放電し、第1の溶接電極1と第2の溶接電極5とにより加圧力を受けている第1の被溶接物2と第2の被溶接物3と柱状溶接部材4とを通してパルス状の溶接電流を流す。
【0023】
溶接用トランス9の2次巻線9Bは1次巻線9Aに比べて巻数が大幅に少ないので、2次巻線9Bには巻数比に対応する大きなピーク値の電流が流れる。このとき流れる溶接電流は、例えば、20〜30ms以下のパルス幅を持つピーク値の大きな電流、例えばピーク値が数千アンペアから数百万アンペアのパルス状電流である。この溶接電流は、前述したように、互いに接触している第2の被溶接物3の貫通穴3Cの面取りされた傾斜部3Dと柱状溶接部材4の先端部の面取りされた傾斜部4Aとの接触面を集中して流れる。傾斜部3D、傾斜部4Aは双方とも十分に微小な幅の環状の面であるので、その接触面を流れる電流密度は十分に高く、接触抵抗が小さくても大きな発熱が生じるから、第2の被溶接物3の貫通穴3Cの傾斜部3D近傍と柱状溶接部材4の先端部の面取りされた傾斜部4A近傍とが最初に瞬時に塑性流動化する。
【0024】
第2の被溶接物3の貫通穴3Cの傾斜部3D近傍と柱状溶接部材4の先端部の面取りされた傾斜部4A近傍とが塑性流動化すると、溶接電流による発熱及び熱伝導によって極めて短時間に、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部が塑性流動化して行く。このとき、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部が塑性流動化したときに、昇降・加圧機構6による加圧力によって柱状溶接部材4の先端部は第2の被溶接物3の貫通穴3Cを前進し、更に第2の被溶接物3の貫通穴3Cの奥に押し込まれ、溶接電流による発熱及び熱伝導によって極めて短時間に次々と塑性流動化しながら貫通穴3Cの奥に進む。
【0025】
つまり、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの接触部では、柱状溶接部材4と第2の被溶接物3との塑性流動化温度がほぼ同じなので、柱状溶接部材4と被溶接物3の貫通穴3Cの壁面部の双方が塑性流動化し、したがって、接触部では好ましい拡散接合が行われる。図3に示す破線X1は、柱状溶接部材4と第2の被溶接物3の拡散接合界面を示し、破線X1の近傍で柱状溶接部材4と第2の被溶接物3との拡散接合が行われている。また、図4に示す一点鎖線Yは拡散接合前の元の第2の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの壁面位置を示す。
【0026】
引き続き、溶接電流による発熱及び熱伝導によって柱状溶接部材4と第1の被溶接物2の凹所2Cの壁面との接触部でも双方が塑性流動化し、その接触部でも柱状溶接部材4と第1の被溶接物2の好ましい拡散接合が行われ、所望の溶接強度が得られる。破線X2は、柱状溶接部材4と第1の被溶接物2の拡散接合界面を示し、破線X2の近傍で柱状溶接部材4と第1の被溶接物2との拡散接合が行われている。昇降・加圧機構6は柱状溶接部材4を第1の被溶接物2の凹所2Cの所定位置まで押し込んだ段階で加圧するのを止める。この時点ではパルス状の溶接電流も停止する。なお、柱状溶接部材4が第2の被溶接物3の貫通穴3Cに押し込まれるとき、加圧力によって柱状溶接部材4と第2の被溶接物3の塑性流動化した金属が僅かに貫通穴3Cの外に押し出される。また、柱状溶接部材4が第1の被溶接物2の凹所2Cに押し込まれるとき、加圧力によって柱状溶接部材4と第1の被溶接物2の塑性流動化した金属が僅かに凹所2Cに押し出される。この僅かに押し出された金属は、これらの被溶接物と塑性流動化して一体となっており、冷えても剥がれ落ちることはなく、従来のようなチリやスパッタが発生することはない。
【0027】
以上述べたように、柱状溶接部材4は溶接時に第2の被溶接物3の貫通穴3Cとの接触部、及び第1の被溶接物2の凹所2Cとの接触部で塑性流動化しながら貫通穴3Cの全部及び凹所2Cの所定位置まで進むので、柱状溶接部材4の先端面4Bは凹所2Cの初期の径とほぼ同じ径となる。このことが、柱状溶接部材4と第2の被溶接物3の貫通穴3Cとの界面X1と、柱状溶接部材4と第1の被溶接物2の凹所2Cと界面X2とで、十分に拡散接合が行われたことを示す。このように、柱状溶接部材4と第2の被溶接物3、柱状溶接部材4と第1の被溶接物2との間で微小な隙間さえも形成されることなく、溶接されるそれら金属材料の双方が塑性流動化した状態で拡散接合が行われるので、前述のように塑性流動化した金属が僅か押し出されるものの、チリ及びスパッタが発生することはない。
【0028】
この発明では前述したように、柱状溶接部材4と第2の被溶接物3との界面X1及び柱状溶接部材4と第1の被溶接物2との界面X2で、塑性流動化した段階で柱状溶接部材4を更に第2の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの奥に押し込む大きさの加圧力を、少なくともパルス状の溶接電流が増大している過程で第1の溶接電極1と第2の溶接電極5との間に加えることが大切である。なお、第2の被溶接物3を一つで説明したが、同一径の貫通穴を有し、かつ同程度の塑性流動化温度である金属材料からなる2枚以上の金属板からなっても前述と同様にして拡散接合できる。また、実施例1では第2の被溶接物3、第1の被溶接物2がそれぞれ請求項1に記載の最初の位置の被溶接物、最終位置の被溶接物に相当する。
【0029】
[実施例2]
図5に示す溶接物は、塑性流動化温度が高い金属材料からなる第1の被溶接物2の上にその塑性流動化温度と同程度の塑性流動化温度をもつ同系統の金属材料からなる中間部材23を積み重ね、更にその上に第1の被溶接物2と塑性流動化温度が同程度の塑性流動化温度の金属材料からなる第2の被溶接物3を重ね、第1の被溶接物2と第2の被溶接物3と塑性流動化温度が同程度の塑性流動化温度の金属材料からなる円柱状の柱状溶接部材4を用いて拡散接合したものである。拡散接合前には実施例1と同様に、第2の被溶接物3は第1の被溶接物2の浅い凹所2Cと同一の径の短円筒状の貫通穴を有し、中間部材23も第1の被溶接物2の凹所2Cと第2の被溶接物3の前記貫通穴と同一の径の円筒状の貫通穴を有する。
【0030】
この拡散接合方法の原理は実施例1と同様であり、拡散接合時に柱状溶接部材4と第2の被溶接物3、及び柱状溶接部材4と第1の被溶接物2は実施例1と同様にして拡散接合が行われる。柱状溶接部材4と中間部材23との接触部では、柱状溶接部材4と中間部材23の塑性流動化温度がほぼ同じであるので、中間部材23の貫通穴の壁と柱状溶接部材4とがほぼ同時に塑性流動化し、発熱と熱伝導とによって柱状溶接部材4と中間部材23との接触部でも順次拡散接合が行われる。破線X3は、柱状溶接部材4と中間部材23の拡散接合界面を示し、破線X3の近傍で拡散接合が行われている。
【0031】
この実施例2でも、柱状溶接部材4と第2の被溶接物3との接触部及び柱状溶接部材4と第1の被溶接物2との接触部が塑性流動化した段階で、図1に示した昇降・加圧機構6が柱状溶接部材4を第2の被溶接物3の貫通穴3Cから第1の被溶接物2の凹所2Cの奥に押し込む大きさの加圧力を、少なくともパルス状の溶接電流が増大している過程で第1の溶接電極1と第2の溶接電極5との間に加えることが大切である。なお、この実施例2でも中間部材23が複数からなってもよい。
【0032】
実施例2では、第2の被溶接物3と中間部材23との厚みが実施例1に比べて厚くなる場合には、次のように溶接電流の波形を制御してもよい。図1において、放電回路10としてインバータ回路を用い、溶接用トランス9の2次巻線9Bに一般的な出力整流回路(不図示)を接続する。前記インバータ回路は好ましくは可聴周波数以上の高周波(20kHz以上)でスイッチングし、エネルギー蓄積用コンデンサ11に蓄えられたエネルギーを高周波で断続して放電する。前記出力整流回路は溶接用トランス9の2次巻線9Bに流れる高周波交流電流を整流して、脈動するパルス状の直流電流に変換し、溶接電流とする。
【0033】
第2の被溶接物3と中間部材23との厚みが薄い場合に比べて、拡散接合が進むにつれて柱状溶接部材4と第2の被溶接物3、柱状溶接部材4と中間部材23との接触面積が当然に増えるので、溶接電流は分散する割合が高くなり、柱状溶接部材4の先端部から第2の被溶接物3、中間部材23に流れる電流は減少する。したがって、前記インバータ回路を高周波でパルス幅制御し、拡散接合が進むにつれてその高周波の各周期(20kHzでスイッチングすると、0.05msの時間幅)でパルス幅を広くして行くことによって、高周波の電流の大きさ(ピーク値)を大きくして、柱状溶接部材4の先端部から第2の被溶接物3、中間部材23に流れる溶接電流を所望の大きさにすることができる。このようなパルス幅制御を行えば、第1の溶接電極1と第2の溶接電極5との間を流れる溶接電流は、図示しないが、所定のパルス幅(例えば、数十msの時間幅)の期間で高周波で脈動しながら大きくなる直流電流となり、また、エネルギー蓄積用コンデンサ11に蓄えられたエネルギーを高周波で断続させながら放出するので、放出する時間を長くすること、つまり溶接電流の前記パルス幅を広くすることができる。このことは、拡散接合時に発生する熱伝導が、第2の被溶接物3と中間部材23との厚みが増えるほど時間がかかるという面からも、確実な拡散接合を行う上で好ましい。
【0034】
[実施例3]
図6に示す溶接物は、大きな面積の又は長い帯状の塑性流動化温度が比較的高い金属板からなる第1の被溶接物2、同様な大きな面積の又は長い帯状の比較的塑性流動化温度が低い高導電性金属板からなる中間部材23を重ね合わせたものを、小面積の金属板からなる第2の被溶接物3と前述したような柱状溶接部材4とを用いて拡散接合したものである。実施例3では、第2の被溶接物3は本来の溶接部材ではなく、溶接補助部材として働く。この第2の被溶接物3は、柱状溶接部材4を中間部材23と第1の被溶接物2とにしっかり拡散接合できる場合には不要である。第1の被溶接物2は前述したような凹所2Cを有し、中間部材23は前述したように第1の被溶接物2の凹所2Cと同程度の径の貫通穴を有する。これら貫通穴及び凹所2Cは、第1の被溶接物2と中間部材23とを重ね合わせた状態で穿孔したものであってもよい。
【0035】
第2の被溶接部材3は、第1の被溶接物2と同程度の塑性流動化温度の金属材料からなり、小面積の円形又は多角形状の金属板であって、前述と同様に第1の被溶接物2の凹所2C及び中間部材23の貫通穴と同程度の径の貫通穴を有し、厚みは望ましい溶接強度が得られる程度であればよい。柱状溶接部材4は第1の被溶接物2及び第2の被溶接物3と同程度、又はこれよりも高い塑性流動化温度をもつ金属材料からなる。柱状溶接部材4は、第1の被溶接物2の凹所2C及び中間部材23の貫通穴、第2の被溶接物3の貫通穴の径よりも大きな直径を有する円柱状のものである。
【0036】
この特徴は、第1の被溶接物2の上に積み重ねられた中間部材23の前記貫通穴のそれぞれに第2の被溶接物3の前記貫通穴に一致するように第1の被溶接物3を位置合わせしてそれぞれ配置する。次に、第2の被溶接物3の前記貫通穴に柱状溶接部材4を位置合わせして押し当て、その状態で図1に示した第2の溶接電極5を降下させて柱状溶接部材4に加圧力を与え、前述したようにパルス状の溶接電流を流す。この溶接電流が第2の被溶接物3の前記貫通穴の壁面部と柱状溶接部材4との接触部を流れることによって、その接触部が接触抵抗により発熱して塑性流動化し、前述したように加圧力によって柱状溶接部材4が第2の被溶接物3の前記貫通穴を前進し、拡散接合が行われる。このとき、第2の被溶接物3は小面積であるので、拡散接合時に発生する熱は図面で横方向には逃げ難く、柱状溶接部材4が押し込まれる方向へ伝達される熱の量が増え、拡散接合が良好に進む。
【0037】
次に、柱状溶接部材4は中間部材23の前記貫通穴に前進する。このとき、当然に柱状溶接部材4の先端部分は第2の被溶接物3との塑性流動化した状態で温度が上昇しており、また、中間部材23の前記貫通穴の壁も界面X1近傍での熱伝導によって温度が上昇している。したがって、柱状溶接部材4と中間部材23の前記貫通穴の壁面との接触部においても、溶接電流がその接触部を流れるときの発熱および熱伝導によって双方が瞬時に塑性流動化し、柱状溶接部材4は中間部材23の前記貫通穴に前進して第1の被溶接物2の凹所2Cに至る。柱状溶接部材4と第1の被溶接物2の凹所2Cの壁面との界面X2における拡散接合は前述したとおりである。なお、破線X3は、柱状溶接部材4と中間部材23の拡散接合界面を示し、破線X3の近傍で拡散接合が行われている。中間部材23における拡散接合前の元の貫通穴の壁面は、図4の一点鎖線Yで示したように、拡散接合前の元の被溶接物3の貫通穴3C及び第1の被溶接物2の凹所2Cの壁面を結んだ位置にある。
【0038】
このようにして、柱状溶接部材4は第2の被溶接物3、中間部材23、第1の被溶接物2と順次、極めて短時間で拡散接合される。しかし、中間部材23の材質などによって、柱状溶接部材4又は中間部材23の塑性流動化が不完全になる場合には、柱状溶接部材4と中間部材23の前記貫通穴の壁面との界面X3で満足の行く拡散接合が行われない場合が生じる。このような場合でも、この実施例では柱状溶接部材4と第2の被溶接物3及び第1の被溶接物2との間では拡散接合が確実に行われ、所望の溶接強度が得られる。
【0039】
[実施例4]
次に、本発明に係る具体的な実施例4を図7(A)、(B)、図8(A)、(B)及び図9によって説明する。図7(A)は第1の被溶接物2や第2の被溶接物3の一部断面及び第2の溶接電極5などを示し、図7(B)はそれらを側面から見て第1の被溶接物2や第2の被溶接物3の一部断面及び溶接電極などを示す。図8(A)はパイプ状の第2の被溶接物3の貫通穴3Cの面取りした傾斜部3Dを正面から見た図であり、図8(B)はパイプ状の第2の被溶接物の貫通穴3Cの面取りした傾斜部3Dを側面から見た断面を示す図である。なお、第1の被溶接物2は、不図示のクランプ機構により第1の溶接電極1に固くクランプされている。
【0040】
第1の被溶接物2は比較的肉厚が薄いパイプ状の第2の被溶接物3に囲まれている。例えば、第1の被溶接物2は鋳鉄鋳物である。第2の被溶接物3を第1の被溶接物2に巻き付けた状態で、不図示の穿孔装置により4個の凹所2C(1)〜2C(4)及び貫通穴3C(1)〜3C(4)が一緒に等間隔で形成される。別の方法として、貫通穴3C(1)〜3C(4)が形成されている第2の被溶接物3を、凹所2C(1)〜2C(4)が形成されている第1の被溶接物3に、貫通穴3C(1)〜3C(4)が凹所2C(1)〜2C(4)に一致するように巻き付けても良い。このような構造物にあっては、第1の被溶接物2と第2の被溶接物3とが隙間なく接触していても、それらの間に振動あるいは回転力が加わる場合には互いにずれてしまうことがあるので、機械的にしっかりと固定することが必要である。前述したように、パイプ状の第2の被溶接物3は第1の被溶接物2と同系統の金属材料からなり、塑性流動化温度は第1の被溶接物2とほぼ同じである。
【0041】
第1の被溶接物2と第2の被溶接物3との接触抵抗を利用して溶接する場合、第1の被溶接物2と第2の被溶接物3との間にプロジェクションを形成できないので、プロジェクション溶接を行うことは不可能である。このような構造物の第1の被溶接物2と第2の被溶接物3との溶接を実現したのは前掲の特許文献1に記載された溶接方法であり、第3の部材を用いて、第3の部材と第1の被溶接物2を抵抗溶接し、併せて第3の部材と第2の被溶接物3とを抵抗溶接することによって、第3の部材を介して第1の被溶接物2と第2の被溶接物3とを固定している。この実施例4はその溶接方法を改善したものである。
【0042】
この実施例4が特許文献1に記載された溶接方法と異なる点は、前記実施例1〜3からも明らかなように、実施例4の発明では第1の被溶接物2の凹所2Cの径と第2の被溶接物3の貫通穴3Cの径とが同一であること、柱状溶接部材4(1)〜4(4)が第1の被溶接物2や第2の被溶接物3の塑性流動化温度に近い塑性流動化温度をもつ金属材料からなること、柱状溶接部材4(1)〜4(4)が球面や傾斜部をもつ部材ではなく、真っ直ぐな円柱状の金属であって、第1の被溶接物2の貫通穴2C(1)〜2C(4)の径、第2の被溶接物3の貫通穴3C(1)〜3C(4)の径よりも幾分大きな径を有すること、及び比較的肉厚が薄いパイプ状の第2の被溶接物3の貫通穴3Cの入り口を特別な面取りをしていることである。
【0043】
このような特徴を有することによって、第2の被溶接物3が比較的肉厚が薄いパイプ状のものであっても、円柱状の柱状溶接部材4(1)〜4(4)を用いることにより、後述するように、柱状溶接部材4(1)〜4(4)と第2の被溶接物3との間で好ましい拡散接合が行われ、また、柱状溶接部材4(1)〜4(4)と第2の被溶接物3、第1の被溶接物2との間に小さな隙間さえも形成されず、したがって、チリやスパッタを発生することなく良好な拡散接合を行うことができる。
【0044】
前述した実施例1〜3と同様にして、柱状溶接部材4(1)〜4(4)は第2の被溶接物3の対応する貫通穴3C(1)〜3C(4)の入り口を面取りした微小な幅の傾斜部3Dに押し当てられる。貫通穴3C(1)〜3C(4)のそれぞれ面取りされた微小な幅の傾斜部3Dは、柱状溶接部材4の面取りされた微小な幅の円環状の傾斜部4Aと全周にわたり均一に接触し、傾斜部3Dの内径は当然に各貫通穴3C(1)〜3C(4)の径に等しい。その外郭は図8において、パイプ状の第2の被溶接物3の円筒状外面に対応して、パイプ状の第2の被溶接物3の長さ方向(一点鎖線Z−Z’の方向)に幾分大きく、円周方向には幾分小さくなる楕円形状になっている。つまり、は第2の被溶接物3の面取りによる傾斜部3Dは、一点鎖線Z−Z’方向で幾分長く、円周方向で幾分短くなっていて、傾斜部3Dの傾斜角度は全周で均一になっており、柱状溶接部材4の傾斜部4Aと等しい傾斜角度になっている。したがって、図9に示すように、柱状溶接部材4の面取りされた微小な幅の傾斜部4Aは面取りされた微小な幅の傾斜部3Dに押し当てられる全周面で均一に接触し、このことが良好な拡散接合結果を得ることができる一因になっている。
【0045】
柱状溶接部材4の面取りされた傾斜部4Aが面取りされた傾斜部3Dと全周で均一に接触した状態で、それぞれの第2の溶接電極5(1)〜5(4)によって柱状溶接部材4は第2の被溶接物3の貫通穴3C(1)〜3C(4)の延びる方向に加圧される。この状態では、柱状溶接部材4(1)と4(3)、柱状溶接部材4(2)と4(4)は互いに逆方向となる加圧力を受ける。第1の被溶接物2は第1の溶接電極1に固くクランプされており、第1の溶接電極1は4個の第2の溶接電極5(1)〜5(4)に対して共通の溶接電極として働く。
【0046】
拡散接合方法の原理については前述した実施例1〜実施例4と同様であるが、第1の溶接電極1と第2の溶接電極5(1)〜5(4)との間に同時に溶接電流を流して同時に4箇所を拡散接合しても良いし、個別に順次溶接電流を流して1箇所ずつ拡散接合しても良い。個別に順次溶接電流を流して1箇所ずつ拡散接合する場合は、一例として第2の溶接電極は5(1)だけであっても拡散接合が可能であり、この場合には、第1の被溶接物2と第2の被溶接物3とは90度ずつ回転し、第2の溶接電極5(1)の位置で柱状溶接部材が第2の被溶接物3の貫通穴に順次供給され、第2の溶接電極は5(1)が下降して前述のように拡散接合を行えばよい。
【0047】
前述したように拡散接合を行うことにより、当然に実施例4でも、柱状溶接部材4(1)〜4(4)は第2の被溶接物3の貫通穴3C(1)〜3C(4)の壁との接触部で先ず塑性流動が起こり、続いて柱状溶接部材4(1)〜4(4)は第1の被溶接物2の凹所2C(1)〜2C(4)の壁との接触部で塑性流動が連続して起こって拡散接合される。したがって、第1の被溶接物2と第2の被溶接物3とは柱状溶接部材4(1)〜4(4)を介して所望の溶接強度で拡散接合されているので、第1の被溶接物2と第2の被溶接物3との間に大きな回転力がかかったとしても全く動くことはない。なお、第1の被溶接物2の凹所及び第2の被溶接物3の貫通穴は4個に限ることはなく、任意の個数でよい。
【0048】
なお、以上の実施例では、好ましい例としてコンデンサ式の拡散接合方法について説明したが、柱状溶接部材4が直径の小さなものであって被溶接箇所が小面積であるために、必要とされる溶接電流が小さな場合には、コンデンサ式の拡散接合方法でなく、交流入力を不図示の入力整流回路で直流に変換し、インバータ回路によって所望の電流波形の溶接電流を出力するインバータ方式の拡散接合方法によって、溶接用トランス及び出力側整流回路を通して所望のパルス幅の小電流、例えば、数百アンペア程度のパルス状の電流を流すようにしても勿論よい。
【0049】
また、以上述べた実施例では被溶接物及び柱状溶接部材として鉄系材料、それと同系統の材料などを例に挙げたが、特定の金属材料に限定されるものではない。しかし、第1の被溶接物2と第2の被溶接物3とは、塑性流動化温度が同じか、又は比較的近い金属材料からなるのが、良好な溶接強度が得られるという面から好ましい。また、柱状溶接部材4は溶接の中央に位置し、被溶接物2と第2の被溶接物3などに比べて放熱が低いので、柱状溶接部材4は第1の被溶接物2と第2の被溶接物3と塑性流動化温度が同じか、又はこれら被溶接物よりも塑性流動化温度が幾分高い金属材料からなっていれば、良好な溶接強度を得ることができる。
【0050】
また、前述したように本発明の一例では、前記柱状溶接部材が前記最初の位置の被溶接物と前記最終位置の被溶接物の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなるので、前記柱状溶接部材によってすべての被溶接物を相互に確実に固定することができる。
【0051】
また、本前述したように発明の一例では、前記最初の位置の被溶接物は単一の金属部材、又は他の前記複数の被溶接物よりも小さな面積の複数の金属部材からなり、前記最初の位置の被溶接物が前記複数の金属部材からなるとき、それぞれの前記複数の金属部材は前記貫通穴を一つ以上有し、前記貫通穴ごとに前記柱状溶接部材それぞれを拡散接合しているので、溶接補助部材として働く小面積の前記最初の位置の被溶接物と前記柱状溶接部材でもって前記中間部材を前記最終位置の被溶接物に固定することができる。
【0052】
また、前述したように本発明の一例では、前記最初の位置の被溶接物が複数の前記貫通穴を有するときには、前記溶接電極と前記被溶接物とを相対的に移動可能な構成として拡散接合を順次行うか、又は前記被溶接物の複数の貫通穴に位置あわせした前記柱状溶接部材それぞれに前記溶接電極を押し当てて同時に拡散接合を行うので、製造工程に合わせて都合の良い溶接方法を選定できる。複数の前記柱状溶接部材を同時に拡散接合するときには、溶接時間を短縮できる。
【産業上の利用可能性】
【0053】
圧力容器などの一部分、又は積み重ねられた2層以上の構造物など各種金属材料からなる被溶接物の溶接に適用できる。
【符号の説明】
【0054】
1・・・第1の溶接電極
2・・・第1の被溶接物
2A・・・第1の被溶接物1の一方の面
2B・・・第1の被溶接物1の他方の面
2C、2C(1)〜2C(4)・・・第1の被溶接物1の凹所
2Ca・・・凹所の壁面
2Cb・・・凹所の底面
3・・・第2の被溶接物
3A・・・第2の被溶接物3の一方の面
3B・・・第2の被溶接物3の他方の面
3C、3C(1)〜3C(4)・・・第2の被溶接物3の貫通穴
3Ca・・・貫通穴の壁面
3D・・・第2の被溶接物3の面取りによる微小な幅の傾斜部
4、4(1)〜4(4)・・・柱状溶接部材
4A・・・柱状溶接部材4の面取りした微小な幅の傾斜部
4B・・・柱状溶接部材4の先端面
5、5(1)〜5(4)・・・第2の溶接電極
6・・・昇降・加圧機構
7・・・給電導体
8・・・フレキシブル給電導体
9・・・溶接用トランス
10・・・放電回路
11・・・エネルギー蓄積用コンデンサ
12・・・充電回路
13A、13B、13C・・・交流電源端子
23・・・中間部材
X1・・・第2の被溶接物3と柱状溶接部材4との接触部
X2・・・第1の被溶接物2と柱状溶接部材4との接触部
X3・・・柱状溶接部材4と中間部材23との接触部
Y・・・拡散接合前の貫通穴3Cと凹所2Cの壁面位置を示す一点鎖線
【特許請求の範囲】
【請求項1】
溶接電極間に重ね合わされた複数の被溶接物を柱状溶接部材を介して前記被溶接物及び前記柱状溶接部材に通電して溶接する溶接方法であって、
前記複数の被溶接物の内の最後に前記柱状溶接部材が拡散接合される最終位置の被溶接物は、一つ以上の凹所又は貫通穴を有し、
前記最終位置の被溶接物を除く前記被溶接物は一つ以上の貫通穴を有し、該貫通穴が前記最終位置の被溶接物の前記凹所又は前記貫通穴と同心状になるように、互いに重ね合わされており、
前記柱状溶接部材の先端部並びに最初に前記柱状溶接部材が拡散接合される最初の位置の被溶接物の前記貫通穴の双方又はいずれか一方に、面取りした微小幅の傾斜部を備え、
前記凹所、又は前記貫通穴はいずれも、円筒状の壁面によって形成されており、
前記柱状溶接部材は、前記被溶接物の前記凹所又は貫通穴に比べて大きな直径を有する円柱状のものであり、
前記柱状溶接部材を前記最初の位置の被溶接物の前記貫通穴に押し当てた状態で、前記溶接電極は、前記柱状溶接部材と複数の前記被溶接物とに加圧力をかけながらパルス状の電流を流して、前記柱状溶接部材と前記最初の位置の被溶接物との接触箇所を塑性流動化させ、前記柱状溶接部材を前記最初の位置の被溶接物の前記貫通穴に押し込んで先ず前記柱状溶接部材と前記最初の位置の被溶接物とを拡散接合し、
続けて前記柱状溶接部材を前記最終位置の被溶接物の前記凹所又は貫通穴まで押し込んで接触箇所を塑性流動化させて前記柱状溶接部材と前記最終位置の被溶接物とを拡散接合し、
前記柱状溶接部材と前記最初の位置の被溶接物、及び前記柱状溶接部材と前記最終位置の被溶接物を拡散接合することを特徴とする溶接方法。
【請求項2】
請求項1において、
前記最初の位置の被溶接物と前記最終位置の被溶接物との間にはこれらと同系統又は異種の金属材料からなる中間部材が挟まれており、
前記柱状溶接部材は、前記中間部材の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなることを特徴とする溶接方法。
【請求項3】
請求項1又は請求項2において、
前記柱状溶接部材の先端部と前記最初の位置の被溶接物の前記貫通穴との双方に、面取りした微小幅の前記傾斜部を備えるときには、前記最初の位置の被溶接物の形状にかかわらず、前記最初の位置の被溶接物の前記傾斜部が前記柱状溶接部材の先端部の前記傾斜部の傾斜角度と等しくなるように面取りされていることを特徴とする溶接方法。
【請求項1】
溶接電極間に重ね合わされた複数の被溶接物を柱状溶接部材を介して前記被溶接物及び前記柱状溶接部材に通電して溶接する溶接方法であって、
前記複数の被溶接物の内の最後に前記柱状溶接部材が拡散接合される最終位置の被溶接物は、一つ以上の凹所又は貫通穴を有し、
前記最終位置の被溶接物を除く前記被溶接物は一つ以上の貫通穴を有し、該貫通穴が前記最終位置の被溶接物の前記凹所又は前記貫通穴と同心状になるように、互いに重ね合わされており、
前記柱状溶接部材の先端部並びに最初に前記柱状溶接部材が拡散接合される最初の位置の被溶接物の前記貫通穴の双方又はいずれか一方に、面取りした微小幅の傾斜部を備え、
前記凹所、又は前記貫通穴はいずれも、円筒状の壁面によって形成されており、
前記柱状溶接部材は、前記被溶接物の前記凹所又は貫通穴に比べて大きな直径を有する円柱状のものであり、
前記柱状溶接部材を前記最初の位置の被溶接物の前記貫通穴に押し当てた状態で、前記溶接電極は、前記柱状溶接部材と複数の前記被溶接物とに加圧力をかけながらパルス状の電流を流して、前記柱状溶接部材と前記最初の位置の被溶接物との接触箇所を塑性流動化させ、前記柱状溶接部材を前記最初の位置の被溶接物の前記貫通穴に押し込んで先ず前記柱状溶接部材と前記最初の位置の被溶接物とを拡散接合し、
続けて前記柱状溶接部材を前記最終位置の被溶接物の前記凹所又は貫通穴まで押し込んで接触箇所を塑性流動化させて前記柱状溶接部材と前記最終位置の被溶接物とを拡散接合し、
前記柱状溶接部材と前記最初の位置の被溶接物、及び前記柱状溶接部材と前記最終位置の被溶接物を拡散接合することを特徴とする溶接方法。
【請求項2】
請求項1において、
前記最初の位置の被溶接物と前記最終位置の被溶接物との間にはこれらと同系統又は異種の金属材料からなる中間部材が挟まれており、
前記柱状溶接部材は、前記中間部材の塑性流動化温度と同程度か、又はそれよりも高い塑性流動化温度の金属材料からなることを特徴とする溶接方法。
【請求項3】
請求項1又は請求項2において、
前記柱状溶接部材の先端部と前記最初の位置の被溶接物の前記貫通穴との双方に、面取りした微小幅の前記傾斜部を備えるときには、前記最初の位置の被溶接物の形状にかかわらず、前記最初の位置の被溶接物の前記傾斜部が前記柱状溶接部材の先端部の前記傾斜部の傾斜角度と等しくなるように面取りされていることを特徴とする溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−227956(P2010−227956A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−76484(P2009−76484)
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000103976)オリジン電気株式会社 (223)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000103976)オリジン電気株式会社 (223)
【Fターム(参考)】
[ Back to top ]