
濾材及びその製造方法

【課題】プリーツ形状を保持するための開孔部材や支持材を必要とせず、構成が簡単であるとともに、製造を容易に行うことができる濾材及びその製造方法を提供する。
【解決手段】第1メルトブロー装置17からコンベア16上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12を形成する。その後、第2メルトブロー装置18から第1不織布12上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13を積層形成することによって濾材11が得られる。第1不織布12を形成する繊維としては例えば低分子量のポリプロピレン樹脂が用いられ、第2不織布13を形成する繊維としては例えば高分子量のポリプロピレン樹脂が用いられる。
【解決手段】第1メルトブロー装置17からコンベア16上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12を形成する。その後、第2メルトブロー装置18から第1不織布12上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13を積層形成することによって濾材11が得られる。第1不織布12を形成する繊維としては例えば低分子量のポリプロピレン樹脂が用いられ、第2不織布13を形成する繊維としては例えば高分子量のポリプロピレン樹脂が用いられる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば自動車の空調装置内に装着され、車外から車室内に取り込まれる空気を浄化するためのフィルタ等に用いられる濾材、及びその濾材の製造方法に関するものである。
【背景技術】
【0002】
従来、この種の濾材としては、例えば特許文献1〜特許文献3に開示されるような構成が提案されている。
特許文献1に記載の従来構成においては、2層のメルトブロー不織布間に、プリーツ形状を保持するための開孔部材が介在されている。開孔部材は、メルトブロー不織布と同族構造に含まれる重合体を主成分としてなる。そして、一方の層のメルトブロー不織布の平均繊維径が0.5〜10μmの範囲内に設定され、他方の層のメルトブロー不織布の平均繊維径が1〜50μmの範囲内に設定されている。開孔部材の両側のメルトブロー不織布は開孔部材の開孔部を通して相互に固着されるとともに、開孔部材と各メルトブロー不織布とも固着されている。
【0003】
特許文献2に記載の従来構成においては、空気の上流側に位置する第1フィルタと、下流側に位置する第2フィルタとが熱加工により一体化されている。第1フィルタとして、平均繊維径が20〜60μmで、面密度が20〜100g/m2の不織布が使用されている。第2フィルタとして、平均繊維径が0.5〜10μmで、面密度が5〜70g/m2の不織布が使用されている。
【0004】
特許文献3に記載の従来構成においては、支持材上に2層以上のメルトブロー不織布を積層形成することにより濾材が構成されている。支持材としては、プリーツ形状を保持する機能を有するように、樹脂加工された不織布シート、熱接着性繊維を含む繊維で構成された不織布シート、あるいは開孔部材等が用いられている。メルトブロー不織布間のピーク繊維径の差は、0.2〜20μmの範囲に設定されている。上流側のメルトブロー不織布のピーク繊維径が0.4μm以上に設定され、下流側のメルトブロー不織布のピーク繊維径が0.2μm以上に設定されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−132206号公報
【特許文献2】特開2002−1027号公報
【特許文献3】特許第3191533号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、これらの従来構成においては、次のような問題があった。
特許文献1の従来構成では、メルトブロー不織布のみでは剛性が弱いので、2層のメルトブロー不織布間にプリーツ形状を保持するための開孔部材が介在されている。このため、開孔部材が余分に必要となって、濾材の構成が複雑になるとともに、開孔部材を製作するための工程が必要になって、濾材の製造が煩雑になるという問題があった。
【0007】
特許文献2の従来構成では、不織布よりなる2つのフィルタが熱加工により一体化されている。このため、2つのフィルタの熱加工によって、両フィルタ中の繊維同士が溶融して、濾材の濾過機能が低下するという問題があった。
【0008】
特許文献3の従来構成では、メルトブロー不織布のみでは剛性が弱いので、プリーツ形状を保持するための不織布シート等の支持材上に、2層以上のメルトブロー不織布が積層形成されている。このため、支持材が余分に必要となって、濾材の構成が複雑になるとともに、支持材を製作するための工程が必要になって、濾材の製造が煩雑になるという問題があった。
【0009】
この発明は、このような従来の技術に存在する問題点に着目してなされたものである。その目的とするところは、プリーツ形状を保持するための開孔部材や支持材を必要とせず、構成を簡略化することができる濾材を提供することにある。
【0010】
また、この発明のその他の目的は、開孔部材や支持材を製作するための工程を設ける必要がなく、製造を容易に行うことができる濾材の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、請求項1の濾材に係る発明では、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布と、その第1メルトブロー不織布上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布とを備えたことを特徴としている。
【0012】
従って、この発明の濾材においては、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を設けたことにより、濾材全体に高剛性を保有させることができる。よって、従来構成とは異なり、プリーツ形状を保持するための開孔部材や支持材を設ける必要がなく、濾材の構成を簡略化することができる。また、この発明の濾材においては、第1及び第2のメルトブロー不織布が熱加工により一体化されることなく、メルトブローで積層形成されているため、熱加工が不要になり、従って不織布の繊維の溶融は生じることがなく、濾材の濾過機能が低下するのを防止することができる。
【0013】
請求項2の濾材は、請求項1に係る発明において、前記第1メルトブロー不織布は低分子量のポリオレフィン系樹脂により形成されるとともに、第2メルトブロー不織布は高分子量のポリオレフィン系樹脂により形成されていることを特徴とする。
【0014】
請求項3に係る濾材の製造方法では、搬送体上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布を形成し、その後第1メルトブロー不織布上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を積層形成したことを特徴としている。
【0015】
従って、この発明の濾材の製造方法においては、第1メルトブロー不織布及び第2メルトブロー不織布を形成する工程のほかに、開孔部材や支持材を製作するための工程を設ける必要がない。よって、濾材の製造を容易に行うことができる。
【0016】
請求項4に係る濾材の製造方法では、請求項3に係る発明において、前記第2メルトブロー不織布の繊維の溶出温度が、第1メルトブロー不織布の繊維の溶出温度よりも5〜25℃高いことを特徴としている。
【0017】
請求項5に係る濾材の製造方法では、請求項3又は請求項4に係る発明において、前記第1メルトブロー不織布及び第2メルトブロー不織布の繊維は、ポリオレフィン系樹脂からなり、第2メルトブロー不織布の繊維のメルトマスフローレイト(MFR)が70〜200g/10分であることを特徴としている。
【発明の効果】
【0018】
以上のように、この発明の濾材及びその製造方法によれば、プリーツ形状を保持するための開孔部材や支持材を必要とせず、構成が簡単であるとともに、製造工程を簡単化して製造を容易に行うことができ、しかも高い濾過機能を得ることができるという効果を発揮する。
【図面の簡単な説明】
【0019】
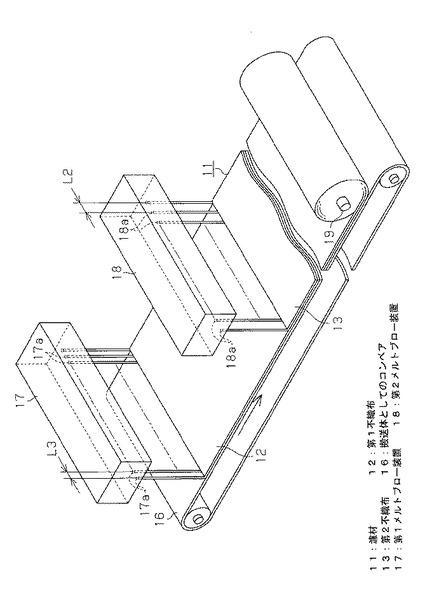
【図1】一実施形態の濾材を製造するための製造装置を示す斜視図。
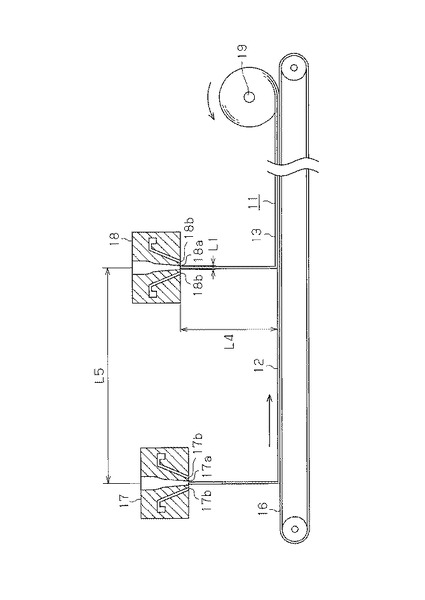
【図2】図1の製造装置の正面図。
【図3】実施形態の濾材を拡大して示す部分断面図。
【発明を実施するための形態】
【0020】
以下に、この発明を具体化した濾材の一実施形態を、図面に従って説明する。
図3に示すように、この実施形態の濾材11は、第1メルトブロー不織布としての第1不織布12と、その第1不織布12上に一体的に積層形成された第2不織布13とより構成されている。第1不織布12は、ポリプロピレン(PP)、ポリエチレン(PE)等のポリオレフィン系樹脂からなる繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2となるように形成されている。第2メルトブロー不織布としての第2不織布13は、ポリプロピレン、ポリエチレン等のポリオレフィン系樹脂からなる繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2となるように形成されている。
【0021】
そして、平均繊維径が太くて目付量が多い第2不織布13により、濾材11全体の高剛性が保有されている。このため、図3に示すように、濾材11にプリーツ加工を施した場合でも、そのプリーツ形状が第2不織布13によって保持されるようになっている。この濾材11を例えば自動車用空調装置のフィルタ等に用いる場合には、図3に示すように、プリーツ形状を保持する第2不織布13を空気流Eの上流側に配置し、空気中の微細なダストを捕捉する第1不織布12を空気流Eの下流側に配置することが望ましい。
【0022】
次に、前記のように構成された濾材11を製造するための製造装置について説明する。
図1及び図2に示すように、この実施形態の濾材11の製造装置においては、搬送体としてのコンベア16が敷設されている。コンベア16の始端部の上方には、第1メルトブロー装置17が配置されている。第1メルトブロー装置17の下面には、溶融樹脂を吐出するための複数のノズル17aがコンベア16の幅方向に所定ピッチで配列されている。ノズル17aの両側には、熱風を吹き出すための一対のスリット17bがコンベア16の幅方向に沿って平行に配置されている。そして、コンベア16が図2の矢印方向に周回移動されながら、第1メルトブロー装置17のノズル17aからポリプロピレン樹脂等のポリオレフィン系の溶融樹脂が吐出されるとともに、両スリット17bから熱風が吹き出されることにより、溶融樹脂が引き延ばされてファイバー化された状態で、コンベア16上に供給される。このため、コンベア16上に、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12が形成される。この場合、第1不織布12のポリオレフィン系樹脂としては、分子量が小さく、MFRが高い材料が用いられ、細い繊維によって濾材11を高密度にできて濾過性能を向上させることができる。
【0023】
前記第1メルトブロー装置17の下流位置においてコンベア16の上方には、第2メルトブロー装置18が配置されている。第2メルトブロー装置18の下面には、溶融樹脂を吐出するための複数のノズル18aがコンベア16の幅方向に所定ピッチで配列されている。ノズル18aの両側には、熱風を吹き出すための一対のスリット18bがコンベア16の幅方向に沿って平行に配置されている。そして、この第2メルトブロー装置18のノズル18aからポリプロピレン樹脂等のポリオレフィン系の溶融樹脂が吐出されるとともに、両スリット18bから熱風が吹き出されることにより、溶融樹脂が引き延ばされてファイバー化された状態で、第1不織布12上に融着状態で供給される。このため、第1不織布12上に、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13が一体的に積層形成されて、2層構造のシート状の濾材11が製造される。そして、この濾材11がコンベア16の終端部の上方に配置された巻き取りローラ19に巻き取られる。
【0024】
この場合、前記第2メルトブロー装置18で使用される合成樹脂としては、第1メルトブロー装置17で使用されるポリオレフィン系樹脂に比較して、分子量が大きくて、MFRの低いポリオレフィン系樹脂が選択されている。例えば、重量平均分子量約20万のホモポリプロピレン樹脂やランダム構造のポリプロピレン樹脂〔ポリエチレン(4〜5質量%)との共重合ポリプロピレン樹脂〕が用いられる。この場合、第1メルトブロー装置17で使用されるポリオレフィン系樹脂として、重量平均分子量10万未満のホモポリプロピレン樹脂が用いられる。
【0025】
また、第2メルトブロー装置18のノズル18aから太い繊維を効率よく溶出するように、第2メルトブロー装置18からの繊維のメルトマスフローレイト(MFR)が70〜200g/10分の範囲に設定されるとともに、ノズル18aの孔径L1が0.3〜0.5mmとなるように設定されている。ここで、メルトマスフローレイト(MFR)は、シリンダーの中で190℃に加熱した樹脂に、2.16kgの荷重をかけて細孔(オリフィス)から10分間に流れ出る樹脂の量(g/10分)を示す〔JIS K 7210(1999)〕。なお、メルトマスフローレイトはメルトインデックスともいう。
【0026】
さらに、第2メルトブロー装置18の各ノズル18aから溶出される太い繊維が第1不織布12上への積層前に互いに融着されることなく均一な分布で積層されるように、ノズル18aの配列ピッチL2が、第1メルトブロー装置17のノズル17aの配列ピッチL3の1mmよりも大きな2.8mm程度に設定されている。
【0027】
また、前記第1不織布12上への第2不織布13の積層形成時には、第2メルトブロー装置18のノズル18aからのポリオレフィン系樹脂の溶出温度が、第1メルトブロー装置17のノズル17aからのポリオレフィン系樹脂の溶出温度よりも5〜25℃高くなるように設定されている。そして、この温度差が積層まで維持され、この温度差を利用して、つまり第2不織布13の熱を利用して第1不織布12の繊維が融解されることなく第1不織布12と第2不織布13とが融着される。この温度差が5℃よりも低くなると、第1不織布12の繊維と第2不織布13の繊維との融着性が低くなって、両不織布12,13間の剥離強度が低下する。これに対して、温度差が25℃よりも高くなると、第2不織布13の繊維の熱により、第1不織布12の繊維が溶解して、濾材11の濾過性能が低下する。
【0028】
さらに、前記第1不織布12と第2不織布13との剥離強度は、第2メルトブロー装置18のノズル18aからコンベア16の上面までの距離L4を変化させることにより調整することができる。つまり、第2不織布13の繊維の第1不織布12上に対する着地の際の温度を調整できる。この実施形態においては、ノズル18aからコンベア16の上面までの距離L4が200〜400mmとなるように設定されている。前記第1メルトブロー装置17のノズル17aと第2メルトブロー装置18のノズル18aとの距離L5は、近付けすぎると、第2不織布13が高温であるため、第2不織布13の積層によって第1不織布12の繊維が融解して繊維積層状態の悪化を招くおそれがある。このため、実施形態においては、両メルトブロー装置17,18のノズル17a,18a間の距離L5が1m以上、好ましくは2mに設定されている。
【0029】
従って、この実施形態によれば、以下のような効果を得ることができる。
(1)この実施形態の濾材11においては、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12と、その第1不織布12上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13とから構成されている。
【0030】
このため、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13により、濾材11全体に高剛性を保有させることができる。よって、従来構成とは異なり、プリーツ形状を保持するための開孔部材や支持材を設ける必要がなく、濾材11の構成を簡略化することができる。また、この実施形態の濾材11においては、第1及び第2不織布12,13が熱加工により一体化されることなく、メルトブローで積層形成されているため、熱加工に伴う不織布の繊維間の溶融を回避できて、濾材11の濾過性能が低下することを抑制することができる。
【0031】
また、第1不織布12と第2不織布13との一体化に接着剤を用いていないので、通気抵抗の悪化を防止できて、前記と同様に、濾過性能が低下することを抑制できる。
この実施形態の濾材11は、第2不織布13によって形状保持される。そして、この濾材11を第2不織布13が上流側になるようにダストエア経路に設置すれば、大きめのダストが第2不織布13によって、細かなダストが第1不織布12によって捕捉される。従って、この濾材11は、良好な濾過作用を発揮することができる。
(2)前記第1不織布12を低分子量のポリオレフィン系樹脂により形成するとともに、第2不織布13を高分子量の同じくポリオレフィン系樹脂により形成することにより、濾材11の濾過性能を維持しつつ、高剛性と剥離強度の向上を図ることができる。また、第2不織布13として、重量平均分子量が10万〜25万のポリプロピレン樹脂による太い繊維の不織布を用いることにより、重量平均分子量が10万未満のポリプロピレン樹脂による太い繊維の不織布の場合に非常に脆く、剛性が得られないという欠点を克服することができて十分な剛性を発揮することができる。
(3)この実施形態の濾材11の製造方法においては、第1メルトブロー装置17からコンベア16上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12を形成する。その後、第2メルトブロー装置18から第1不織布12上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13を積層形成している。
【0032】
以上のように、細い繊維よりなる第1不織布12上に太い繊維よりなる第2不織布13が融着されるため、第2不織布13の繊維が、第1不織布12の繊維を包み込むようにして両不織布12,13の繊維が一体化される。従って、両不織布12,13間の剥離強度を高めることができる。
【0033】
さらに、第2不織布13の繊維が太いために、メルトブロー装置18のノズル18aの開口径が大きくなる。このため、第2不織布13として硬化しやすい高分子量の樹脂を用いても、ノズル18aの詰まりを抑制できる。
【0034】
加えて、第2不織布13の繊維を紡出するためのノズル18aの配列ピッチが広く形成されて、コンベア16への積層前に繊維同士が融着することが防止されるため、繊維が塊状になることを防いで、均一な密度で、濾過機能に優れた第2不織布13を得ることができる。
【0035】
このため、第1不織布12及び第2不織布13を形成する工程のほかに、プリーツ形状を保持するための開孔部材や支持材を製作する工程を設ける必要がない。よって、濾材11の製造を簡単な工程によって容易に行うことができる。
(4)この実施形態の濾材11の製造方法においては、前記第2不織布13の繊維の溶出温度が、第1不織布12の繊維の溶出温度よりも5〜25℃高くなるように設定され、その状態が維持されて第1、第2不織布12,13が積層される。このため、温度差が5℃未満で両不織布12,13間の融着が十分ではなく、第1、第2不織布12,13間の剥離強度の低下を招いたり、温度差が25℃を超えるために第1不織布12の繊維の溶解により濾材11の濾過機能の低下を招いたりするおそれを抑制することができ、第1、第2不織布12,13を十分な剥離強度で積層できる。
(5)この実施形態の濾材11の製造方法においては、前記第1不織布12及び第2不織布13の繊維がポリオレフィン系樹脂からなり、第2不織布13の繊維のMFRが70〜200g/10分となるように設定されている。このため、第2不織布13の形成時に、太い繊維を効率良く溶出することができる。
【実施例】
【0036】
以下に、実施例を挙げて、前記実施形態をさらに具体的に説明する。
(実施例1〜13)
実施例1〜13では、前記実施形態で説明したメルトブロー装置17,18を使用し、前述の方法に従って濾材11を製作した。第1不織布12を形成する繊維として重量平均分子量が95000程度のポリプロピレン樹脂を使用し、第2不織布13を形成する繊維として重量平均分子量が225000程度のポリプロピレン樹脂(エチレンを5質量%共重合させたポリプロピレン樹脂)を使用した。さらに、第1不織布12としては、平均繊維径が5μm、10μm又は18μmで、目付量が10g/m2、20g/m2、30g/m2又は40g/m2のものを用いた。第2不織布13としては、平均繊維径が50μm、60μm又は70μmで、目付量が70g/m2、80g/m2、90g/m2又は100g/m2のものを用いた。そして、第1不織布12上に第2不織布13を表1に示すような組合せで積層形成して2層構造の濾材11を製作した。
【0037】
この場合、第2メルトブロー装置18のノズル18aの孔径L1は、第1メルトブロー装置17のノズル17aの孔径よりも大きくなるように0.3mm以上に設定した。また、第1メルトブロー装置17のノズル17aの配列ピッチL3を1mm、第2メルトブロー装置18のノズル18aの配列ピッチL2を2.8mmに設定した。さらに、第1メルトブロー装置17のノズル17aと第2メルトブロー装置18のノズル18aとの距離L5を2mとした。また、第2不織布13の繊維の溶出温度が、第1不織布12の繊維の溶出温度よりも10℃高くなるように設定した。
【0038】
得られた濾材11につき濾材特性として、厚さ、圧損、ダスト捕集効率、ダスト供給量及び総合評価を下記に示す方法で測定した。それらの結果を表1に示した。
厚さ(mm):直径50mm、荷重2.9Nの測定子を用いてダイヤルシックネスゲージで測定した。そして、厚さが0.7mm以上の場合を良好(○)と評価した。
【0039】
圧損(Pa):風速0.5m/sでの濾材の上下流側の圧力差をマノメータで測定した。そして、圧損が30Pa以下の場合を良好(○)と評価した。
ダスト捕集効率(%):JIS D 1612に準じて測定した。そして、ダスト捕集効率が75%以上の場合を良好(○)と評価した。
【0040】
ダスト供給量(g/m2):JIS D 1612に準じて測定した。そして、ダスト供給量が45g/m2以上の場合を良好(○)と評価した。
総合評価:厚さ、圧損、ダスト捕集効率及びダスト供給量の全てが良好である場合に合格(○)と判断した。
【0041】
なお、第1不織布12及び第2不織布13の平均繊維径は、キーエンス社製のデジタル顕微鏡を使用し、任意に選んだ25本の繊維の径を平均して算出した。
【0042】
【表1】

表1に示したように、第1不織布12の平均繊維径が5〜18μm、目付量が10〜40g/m2の範囲で、第2不織布13の平均繊維径が50〜70μm、目付量が70〜100g/m2の範囲の場合に、濾材特性(厚さ、圧損、ダスト捕集効率及びダスト供給量)が良好であるという結果が得られた。
【0043】
なお、実施例1〜13の濾材11について、引張強度及び剥離強度を常法に従って測定した結果、引張強度が0.8N/mm以上であるとともに、2層間の剥離強度が0.01N/mm以上であって、十分な剛性及び剥離強度を有することが示された。さらに、これらの濾材11における繊維の積層バラツキ(目付量のバラツキ)を、測定面積0.01/m2(0.1m平方)のシート材で幅方向及び加工方向の両方で測定したところ、いずれも10%以下の良い結果が得られた。
(比較例1〜8)
比較例1〜8では、第1不織布12の平均繊維径又は目付量、第2不織布13の平均繊維径又は目付量を表2に示したように変更した以外は実施例1と同様にして濾材11を製作した。得られた濾材11について濾材特性を実施例1と同様にして測定し、それらの結果を表2に示した。
【0044】
【表2】
表2に示したように、比較例1〜8では第1不織布12又は第2不織布13の平均繊維径又は目付量が本発明の範囲を外れていることから、厚さ、圧損、ダスト捕集効率及びダスト供給量のうち少なくとも1つの濾材特性が悪化し、総合評価が不良となる結果を招いた。
(変更例)
なお、この実施形態は、次のように変更して具体化することも可能である。
【0045】
・ 前記第1不織布12の繊維を例えば低分子量の高密度ポリエチレン樹脂(密度が0.94〜0.97g/cm3)で形成し、第2不織布13の繊維を例えば高分子量の低密度ポリエチレン樹脂(密度が0.91〜0.93g/cm3)で形成することも可能である。
【0046】
・ 第1不織布12及び第2不織布13を形成する繊維として、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂等のポリエステル樹脂のほか、ポリアミド樹脂等を用いることも可能である。
【0047】
・ 第2不織布13を形成する繊維として、熱接着性を有する合成樹脂、例えば水酸基を導入したポリプロピレン樹脂等を使用して、第1不織布12と第2不織布13との密着性を高めるように構成することもできる。
【符号の説明】
【0048】
11…濾材、12…第1不織布、13…第2不織布、16…搬送体としてのコンベア、17…第1メルトブロー装置、18…第2メルトブロー装置。
【技術分野】
【0001】
この発明は、例えば自動車の空調装置内に装着され、車外から車室内に取り込まれる空気を浄化するためのフィルタ等に用いられる濾材、及びその濾材の製造方法に関するものである。
【背景技術】
【0002】
従来、この種の濾材としては、例えば特許文献1〜特許文献3に開示されるような構成が提案されている。
特許文献1に記載の従来構成においては、2層のメルトブロー不織布間に、プリーツ形状を保持するための開孔部材が介在されている。開孔部材は、メルトブロー不織布と同族構造に含まれる重合体を主成分としてなる。そして、一方の層のメルトブロー不織布の平均繊維径が0.5〜10μmの範囲内に設定され、他方の層のメルトブロー不織布の平均繊維径が1〜50μmの範囲内に設定されている。開孔部材の両側のメルトブロー不織布は開孔部材の開孔部を通して相互に固着されるとともに、開孔部材と各メルトブロー不織布とも固着されている。
【0003】
特許文献2に記載の従来構成においては、空気の上流側に位置する第1フィルタと、下流側に位置する第2フィルタとが熱加工により一体化されている。第1フィルタとして、平均繊維径が20〜60μmで、面密度が20〜100g/m2の不織布が使用されている。第2フィルタとして、平均繊維径が0.5〜10μmで、面密度が5〜70g/m2の不織布が使用されている。
【0004】
特許文献3に記載の従来構成においては、支持材上に2層以上のメルトブロー不織布を積層形成することにより濾材が構成されている。支持材としては、プリーツ形状を保持する機能を有するように、樹脂加工された不織布シート、熱接着性繊維を含む繊維で構成された不織布シート、あるいは開孔部材等が用いられている。メルトブロー不織布間のピーク繊維径の差は、0.2〜20μmの範囲に設定されている。上流側のメルトブロー不織布のピーク繊維径が0.4μm以上に設定され、下流側のメルトブロー不織布のピーク繊維径が0.2μm以上に設定されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−132206号公報
【特許文献2】特開2002−1027号公報
【特許文献3】特許第3191533号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、これらの従来構成においては、次のような問題があった。
特許文献1の従来構成では、メルトブロー不織布のみでは剛性が弱いので、2層のメルトブロー不織布間にプリーツ形状を保持するための開孔部材が介在されている。このため、開孔部材が余分に必要となって、濾材の構成が複雑になるとともに、開孔部材を製作するための工程が必要になって、濾材の製造が煩雑になるという問題があった。
【0007】
特許文献2の従来構成では、不織布よりなる2つのフィルタが熱加工により一体化されている。このため、2つのフィルタの熱加工によって、両フィルタ中の繊維同士が溶融して、濾材の濾過機能が低下するという問題があった。
【0008】
特許文献3の従来構成では、メルトブロー不織布のみでは剛性が弱いので、プリーツ形状を保持するための不織布シート等の支持材上に、2層以上のメルトブロー不織布が積層形成されている。このため、支持材が余分に必要となって、濾材の構成が複雑になるとともに、支持材を製作するための工程が必要になって、濾材の製造が煩雑になるという問題があった。
【0009】
この発明は、このような従来の技術に存在する問題点に着目してなされたものである。その目的とするところは、プリーツ形状を保持するための開孔部材や支持材を必要とせず、構成を簡略化することができる濾材を提供することにある。
【0010】
また、この発明のその他の目的は、開孔部材や支持材を製作するための工程を設ける必要がなく、製造を容易に行うことができる濾材の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、請求項1の濾材に係る発明では、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布と、その第1メルトブロー不織布上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布とを備えたことを特徴としている。
【0012】
従って、この発明の濾材においては、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を設けたことにより、濾材全体に高剛性を保有させることができる。よって、従来構成とは異なり、プリーツ形状を保持するための開孔部材や支持材を設ける必要がなく、濾材の構成を簡略化することができる。また、この発明の濾材においては、第1及び第2のメルトブロー不織布が熱加工により一体化されることなく、メルトブローで積層形成されているため、熱加工が不要になり、従って不織布の繊維の溶融は生じることがなく、濾材の濾過機能が低下するのを防止することができる。
【0013】
請求項2の濾材は、請求項1に係る発明において、前記第1メルトブロー不織布は低分子量のポリオレフィン系樹脂により形成されるとともに、第2メルトブロー不織布は高分子量のポリオレフィン系樹脂により形成されていることを特徴とする。
【0014】
請求項3に係る濾材の製造方法では、搬送体上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布を形成し、その後第1メルトブロー不織布上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を積層形成したことを特徴としている。
【0015】
従って、この発明の濾材の製造方法においては、第1メルトブロー不織布及び第2メルトブロー不織布を形成する工程のほかに、開孔部材や支持材を製作するための工程を設ける必要がない。よって、濾材の製造を容易に行うことができる。
【0016】
請求項4に係る濾材の製造方法では、請求項3に係る発明において、前記第2メルトブロー不織布の繊維の溶出温度が、第1メルトブロー不織布の繊維の溶出温度よりも5〜25℃高いことを特徴としている。
【0017】
請求項5に係る濾材の製造方法では、請求項3又は請求項4に係る発明において、前記第1メルトブロー不織布及び第2メルトブロー不織布の繊維は、ポリオレフィン系樹脂からなり、第2メルトブロー不織布の繊維のメルトマスフローレイト(MFR)が70〜200g/10分であることを特徴としている。
【発明の効果】
【0018】
以上のように、この発明の濾材及びその製造方法によれば、プリーツ形状を保持するための開孔部材や支持材を必要とせず、構成が簡単であるとともに、製造工程を簡単化して製造を容易に行うことができ、しかも高い濾過機能を得ることができるという効果を発揮する。
【図面の簡単な説明】
【0019】
【図1】一実施形態の濾材を製造するための製造装置を示す斜視図。
【図2】図1の製造装置の正面図。
【図3】実施形態の濾材を拡大して示す部分断面図。
【発明を実施するための形態】
【0020】
以下に、この発明を具体化した濾材の一実施形態を、図面に従って説明する。
図3に示すように、この実施形態の濾材11は、第1メルトブロー不織布としての第1不織布12と、その第1不織布12上に一体的に積層形成された第2不織布13とより構成されている。第1不織布12は、ポリプロピレン(PP)、ポリエチレン(PE)等のポリオレフィン系樹脂からなる繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2となるように形成されている。第2メルトブロー不織布としての第2不織布13は、ポリプロピレン、ポリエチレン等のポリオレフィン系樹脂からなる繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2となるように形成されている。
【0021】
そして、平均繊維径が太くて目付量が多い第2不織布13により、濾材11全体の高剛性が保有されている。このため、図3に示すように、濾材11にプリーツ加工を施した場合でも、そのプリーツ形状が第2不織布13によって保持されるようになっている。この濾材11を例えば自動車用空調装置のフィルタ等に用いる場合には、図3に示すように、プリーツ形状を保持する第2不織布13を空気流Eの上流側に配置し、空気中の微細なダストを捕捉する第1不織布12を空気流Eの下流側に配置することが望ましい。
【0022】
次に、前記のように構成された濾材11を製造するための製造装置について説明する。
図1及び図2に示すように、この実施形態の濾材11の製造装置においては、搬送体としてのコンベア16が敷設されている。コンベア16の始端部の上方には、第1メルトブロー装置17が配置されている。第1メルトブロー装置17の下面には、溶融樹脂を吐出するための複数のノズル17aがコンベア16の幅方向に所定ピッチで配列されている。ノズル17aの両側には、熱風を吹き出すための一対のスリット17bがコンベア16の幅方向に沿って平行に配置されている。そして、コンベア16が図2の矢印方向に周回移動されながら、第1メルトブロー装置17のノズル17aからポリプロピレン樹脂等のポリオレフィン系の溶融樹脂が吐出されるとともに、両スリット17bから熱風が吹き出されることにより、溶融樹脂が引き延ばされてファイバー化された状態で、コンベア16上に供給される。このため、コンベア16上に、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12が形成される。この場合、第1不織布12のポリオレフィン系樹脂としては、分子量が小さく、MFRが高い材料が用いられ、細い繊維によって濾材11を高密度にできて濾過性能を向上させることができる。
【0023】
前記第1メルトブロー装置17の下流位置においてコンベア16の上方には、第2メルトブロー装置18が配置されている。第2メルトブロー装置18の下面には、溶融樹脂を吐出するための複数のノズル18aがコンベア16の幅方向に所定ピッチで配列されている。ノズル18aの両側には、熱風を吹き出すための一対のスリット18bがコンベア16の幅方向に沿って平行に配置されている。そして、この第2メルトブロー装置18のノズル18aからポリプロピレン樹脂等のポリオレフィン系の溶融樹脂が吐出されるとともに、両スリット18bから熱風が吹き出されることにより、溶融樹脂が引き延ばされてファイバー化された状態で、第1不織布12上に融着状態で供給される。このため、第1不織布12上に、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13が一体的に積層形成されて、2層構造のシート状の濾材11が製造される。そして、この濾材11がコンベア16の終端部の上方に配置された巻き取りローラ19に巻き取られる。
【0024】
この場合、前記第2メルトブロー装置18で使用される合成樹脂としては、第1メルトブロー装置17で使用されるポリオレフィン系樹脂に比較して、分子量が大きくて、MFRの低いポリオレフィン系樹脂が選択されている。例えば、重量平均分子量約20万のホモポリプロピレン樹脂やランダム構造のポリプロピレン樹脂〔ポリエチレン(4〜5質量%)との共重合ポリプロピレン樹脂〕が用いられる。この場合、第1メルトブロー装置17で使用されるポリオレフィン系樹脂として、重量平均分子量10万未満のホモポリプロピレン樹脂が用いられる。
【0025】
また、第2メルトブロー装置18のノズル18aから太い繊維を効率よく溶出するように、第2メルトブロー装置18からの繊維のメルトマスフローレイト(MFR)が70〜200g/10分の範囲に設定されるとともに、ノズル18aの孔径L1が0.3〜0.5mmとなるように設定されている。ここで、メルトマスフローレイト(MFR)は、シリンダーの中で190℃に加熱した樹脂に、2.16kgの荷重をかけて細孔(オリフィス)から10分間に流れ出る樹脂の量(g/10分)を示す〔JIS K 7210(1999)〕。なお、メルトマスフローレイトはメルトインデックスともいう。
【0026】
さらに、第2メルトブロー装置18の各ノズル18aから溶出される太い繊維が第1不織布12上への積層前に互いに融着されることなく均一な分布で積層されるように、ノズル18aの配列ピッチL2が、第1メルトブロー装置17のノズル17aの配列ピッチL3の1mmよりも大きな2.8mm程度に設定されている。
【0027】
また、前記第1不織布12上への第2不織布13の積層形成時には、第2メルトブロー装置18のノズル18aからのポリオレフィン系樹脂の溶出温度が、第1メルトブロー装置17のノズル17aからのポリオレフィン系樹脂の溶出温度よりも5〜25℃高くなるように設定されている。そして、この温度差が積層まで維持され、この温度差を利用して、つまり第2不織布13の熱を利用して第1不織布12の繊維が融解されることなく第1不織布12と第2不織布13とが融着される。この温度差が5℃よりも低くなると、第1不織布12の繊維と第2不織布13の繊維との融着性が低くなって、両不織布12,13間の剥離強度が低下する。これに対して、温度差が25℃よりも高くなると、第2不織布13の繊維の熱により、第1不織布12の繊維が溶解して、濾材11の濾過性能が低下する。
【0028】
さらに、前記第1不織布12と第2不織布13との剥離強度は、第2メルトブロー装置18のノズル18aからコンベア16の上面までの距離L4を変化させることにより調整することができる。つまり、第2不織布13の繊維の第1不織布12上に対する着地の際の温度を調整できる。この実施形態においては、ノズル18aからコンベア16の上面までの距離L4が200〜400mmとなるように設定されている。前記第1メルトブロー装置17のノズル17aと第2メルトブロー装置18のノズル18aとの距離L5は、近付けすぎると、第2不織布13が高温であるため、第2不織布13の積層によって第1不織布12の繊維が融解して繊維積層状態の悪化を招くおそれがある。このため、実施形態においては、両メルトブロー装置17,18のノズル17a,18a間の距離L5が1m以上、好ましくは2mに設定されている。
【0029】
従って、この実施形態によれば、以下のような効果を得ることができる。
(1)この実施形態の濾材11においては、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12と、その第1不織布12上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13とから構成されている。
【0030】
このため、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13により、濾材11全体に高剛性を保有させることができる。よって、従来構成とは異なり、プリーツ形状を保持するための開孔部材や支持材を設ける必要がなく、濾材11の構成を簡略化することができる。また、この実施形態の濾材11においては、第1及び第2不織布12,13が熱加工により一体化されることなく、メルトブローで積層形成されているため、熱加工に伴う不織布の繊維間の溶融を回避できて、濾材11の濾過性能が低下することを抑制することができる。
【0031】
また、第1不織布12と第2不織布13との一体化に接着剤を用いていないので、通気抵抗の悪化を防止できて、前記と同様に、濾過性能が低下することを抑制できる。
この実施形態の濾材11は、第2不織布13によって形状保持される。そして、この濾材11を第2不織布13が上流側になるようにダストエア経路に設置すれば、大きめのダストが第2不織布13によって、細かなダストが第1不織布12によって捕捉される。従って、この濾材11は、良好な濾過作用を発揮することができる。
(2)前記第1不織布12を低分子量のポリオレフィン系樹脂により形成するとともに、第2不織布13を高分子量の同じくポリオレフィン系樹脂により形成することにより、濾材11の濾過性能を維持しつつ、高剛性と剥離強度の向上を図ることができる。また、第2不織布13として、重量平均分子量が10万〜25万のポリプロピレン樹脂による太い繊維の不織布を用いることにより、重量平均分子量が10万未満のポリプロピレン樹脂による太い繊維の不織布の場合に非常に脆く、剛性が得られないという欠点を克服することができて十分な剛性を発揮することができる。
(3)この実施形態の濾材11の製造方法においては、第1メルトブロー装置17からコンベア16上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1不織布12を形成する。その後、第2メルトブロー装置18から第1不織布12上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2不織布13を積層形成している。
【0032】
以上のように、細い繊維よりなる第1不織布12上に太い繊維よりなる第2不織布13が融着されるため、第2不織布13の繊維が、第1不織布12の繊維を包み込むようにして両不織布12,13の繊維が一体化される。従って、両不織布12,13間の剥離強度を高めることができる。
【0033】
さらに、第2不織布13の繊維が太いために、メルトブロー装置18のノズル18aの開口径が大きくなる。このため、第2不織布13として硬化しやすい高分子量の樹脂を用いても、ノズル18aの詰まりを抑制できる。
【0034】
加えて、第2不織布13の繊維を紡出するためのノズル18aの配列ピッチが広く形成されて、コンベア16への積層前に繊維同士が融着することが防止されるため、繊維が塊状になることを防いで、均一な密度で、濾過機能に優れた第2不織布13を得ることができる。
【0035】
このため、第1不織布12及び第2不織布13を形成する工程のほかに、プリーツ形状を保持するための開孔部材や支持材を製作する工程を設ける必要がない。よって、濾材11の製造を簡単な工程によって容易に行うことができる。
(4)この実施形態の濾材11の製造方法においては、前記第2不織布13の繊維の溶出温度が、第1不織布12の繊維の溶出温度よりも5〜25℃高くなるように設定され、その状態が維持されて第1、第2不織布12,13が積層される。このため、温度差が5℃未満で両不織布12,13間の融着が十分ではなく、第1、第2不織布12,13間の剥離強度の低下を招いたり、温度差が25℃を超えるために第1不織布12の繊維の溶解により濾材11の濾過機能の低下を招いたりするおそれを抑制することができ、第1、第2不織布12,13を十分な剥離強度で積層できる。
(5)この実施形態の濾材11の製造方法においては、前記第1不織布12及び第2不織布13の繊維がポリオレフィン系樹脂からなり、第2不織布13の繊維のMFRが70〜200g/10分となるように設定されている。このため、第2不織布13の形成時に、太い繊維を効率良く溶出することができる。
【実施例】
【0036】
以下に、実施例を挙げて、前記実施形態をさらに具体的に説明する。
(実施例1〜13)
実施例1〜13では、前記実施形態で説明したメルトブロー装置17,18を使用し、前述の方法に従って濾材11を製作した。第1不織布12を形成する繊維として重量平均分子量が95000程度のポリプロピレン樹脂を使用し、第2不織布13を形成する繊維として重量平均分子量が225000程度のポリプロピレン樹脂(エチレンを5質量%共重合させたポリプロピレン樹脂)を使用した。さらに、第1不織布12としては、平均繊維径が5μm、10μm又は18μmで、目付量が10g/m2、20g/m2、30g/m2又は40g/m2のものを用いた。第2不織布13としては、平均繊維径が50μm、60μm又は70μmで、目付量が70g/m2、80g/m2、90g/m2又は100g/m2のものを用いた。そして、第1不織布12上に第2不織布13を表1に示すような組合せで積層形成して2層構造の濾材11を製作した。
【0037】
この場合、第2メルトブロー装置18のノズル18aの孔径L1は、第1メルトブロー装置17のノズル17aの孔径よりも大きくなるように0.3mm以上に設定した。また、第1メルトブロー装置17のノズル17aの配列ピッチL3を1mm、第2メルトブロー装置18のノズル18aの配列ピッチL2を2.8mmに設定した。さらに、第1メルトブロー装置17のノズル17aと第2メルトブロー装置18のノズル18aとの距離L5を2mとした。また、第2不織布13の繊維の溶出温度が、第1不織布12の繊維の溶出温度よりも10℃高くなるように設定した。
【0038】
得られた濾材11につき濾材特性として、厚さ、圧損、ダスト捕集効率、ダスト供給量及び総合評価を下記に示す方法で測定した。それらの結果を表1に示した。
厚さ(mm):直径50mm、荷重2.9Nの測定子を用いてダイヤルシックネスゲージで測定した。そして、厚さが0.7mm以上の場合を良好(○)と評価した。
【0039】
圧損(Pa):風速0.5m/sでの濾材の上下流側の圧力差をマノメータで測定した。そして、圧損が30Pa以下の場合を良好(○)と評価した。
ダスト捕集効率(%):JIS D 1612に準じて測定した。そして、ダスト捕集効率が75%以上の場合を良好(○)と評価した。
【0040】
ダスト供給量(g/m2):JIS D 1612に準じて測定した。そして、ダスト供給量が45g/m2以上の場合を良好(○)と評価した。
総合評価:厚さ、圧損、ダスト捕集効率及びダスト供給量の全てが良好である場合に合格(○)と判断した。
【0041】
なお、第1不織布12及び第2不織布13の平均繊維径は、キーエンス社製のデジタル顕微鏡を使用し、任意に選んだ25本の繊維の径を平均して算出した。
【0042】
【表1】
表1に示したように、第1不織布12の平均繊維径が5〜18μm、目付量が10〜40g/m2の範囲で、第2不織布13の平均繊維径が50〜70μm、目付量が70〜100g/m2の範囲の場合に、濾材特性(厚さ、圧損、ダスト捕集効率及びダスト供給量)が良好であるという結果が得られた。
【0043】
なお、実施例1〜13の濾材11について、引張強度及び剥離強度を常法に従って測定した結果、引張強度が0.8N/mm以上であるとともに、2層間の剥離強度が0.01N/mm以上であって、十分な剛性及び剥離強度を有することが示された。さらに、これらの濾材11における繊維の積層バラツキ(目付量のバラツキ)を、測定面積0.01/m2(0.1m平方)のシート材で幅方向及び加工方向の両方で測定したところ、いずれも10%以下の良い結果が得られた。
(比較例1〜8)
比較例1〜8では、第1不織布12の平均繊維径又は目付量、第2不織布13の平均繊維径又は目付量を表2に示したように変更した以外は実施例1と同様にして濾材11を製作した。得られた濾材11について濾材特性を実施例1と同様にして測定し、それらの結果を表2に示した。
【0044】
【表2】
表2に示したように、比較例1〜8では第1不織布12又は第2不織布13の平均繊維径又は目付量が本発明の範囲を外れていることから、厚さ、圧損、ダスト捕集効率及びダスト供給量のうち少なくとも1つの濾材特性が悪化し、総合評価が不良となる結果を招いた。
(変更例)
なお、この実施形態は、次のように変更して具体化することも可能である。
【0045】
・ 前記第1不織布12の繊維を例えば低分子量の高密度ポリエチレン樹脂(密度が0.94〜0.97g/cm3)で形成し、第2不織布13の繊維を例えば高分子量の低密度ポリエチレン樹脂(密度が0.91〜0.93g/cm3)で形成することも可能である。
【0046】
・ 第1不織布12及び第2不織布13を形成する繊維として、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂等のポリエステル樹脂のほか、ポリアミド樹脂等を用いることも可能である。
【0047】
・ 第2不織布13を形成する繊維として、熱接着性を有する合成樹脂、例えば水酸基を導入したポリプロピレン樹脂等を使用して、第1不織布12と第2不織布13との密着性を高めるように構成することもできる。
【符号の説明】
【0048】
11…濾材、12…第1不織布、13…第2不織布、16…搬送体としてのコンベア、17…第1メルトブロー装置、18…第2メルトブロー装置。
【特許請求の範囲】
【請求項1】
平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布と、その第1メルトブロー不織布上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布とを備えたことを特徴とする濾材。
【請求項2】
前記第1メルトブロー不織布は低分子量のポリオレフィン系樹脂により形成されるとともに、第2メルトブロー不織布は高分子量のポリオレフィン系樹脂により形成されていることを特徴とする請求項1に記載の濾材。
【請求項3】
搬送体上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布を形成し、その後第1メルトブロー不織布上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を積層形成したことを特徴とする濾材の製造方法。
【請求項4】
前記第2メルトブロー不織布の繊維の溶出温度が、第1メルトブロー不織布の繊維の溶出温度よりも5〜25℃高いことを特徴とする請求項3に記載の濾材の製造方法。
【請求項5】
前記第1メルトブロー不織布及び第2メルトブロー不織布の繊維は、ポリオレフィン系樹脂からなり、第2メルトブロー不織布の繊維のメルトマスフローレイト(MFR)が70〜200g/10分であることを特徴とする請求項3又は請求項4に記載の濾材の製造方法。
【請求項1】
平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布と、その第1メルトブロー不織布上への繊維の溶出により積層形成され、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布とを備えたことを特徴とする濾材。
【請求項2】
前記第1メルトブロー不織布は低分子量のポリオレフィン系樹脂により形成されるとともに、第2メルトブロー不織布は高分子量のポリオレフィン系樹脂により形成されていることを特徴とする請求項1に記載の濾材。
【請求項3】
搬送体上への繊維の溶出により、平均繊維径が5〜20μmで、目付量が10〜50g/m2の第1メルトブロー不織布を形成し、その後第1メルトブロー不織布上への繊維の溶出により、平均繊維径が40〜100μmで、目付量が60〜120g/m2の第2メルトブロー不織布を積層形成したことを特徴とする濾材の製造方法。
【請求項4】
前記第2メルトブロー不織布の繊維の溶出温度が、第1メルトブロー不織布の繊維の溶出温度よりも5〜25℃高いことを特徴とする請求項3に記載の濾材の製造方法。
【請求項5】
前記第1メルトブロー不織布及び第2メルトブロー不織布の繊維は、ポリオレフィン系樹脂からなり、第2メルトブロー不織布の繊維のメルトマスフローレイト(MFR)が70〜200g/10分であることを特徴とする請求項3又は請求項4に記載の濾材の製造方法。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−152706(P2012−152706A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−15189(P2011−15189)
【出願日】平成23年1月27日(2011.1.27)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月27日(2011.1.27)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]