
空気精紡法によって粗紡糸を製造するための練条機・粗紡機組み合わせ体
本発明は、練条機・粗紡機組み合わせ体(35)であって、同じ機械において、複数のスライバ(38)をまずダブリングおよびドラフトして、これから粗紡糸(9)を製造する形式のものに関する。粗紡糸(9)の製造は、ドラフトスライバ(3)に撚り(回転)を与えることにより行われ、この場合、この加撚は単数又は複数の空気噴流により行われる。このために本発明による装置(35)は、練条機(36)と、該練条機に後置された単数又は複数の加撚手段(4)とを有している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数のスライバをダブリングおよびドラフトしてドラフトスライバを形成し、次いでこのドラフトスライバから粗紡糸を製造するための練条機・粗紡機組み合わせ体と、請求項11の上位概念に記載の形式の粗紡糸を製造するための方法に関する。
【0002】
このような形式の組み合わされた装置はテキスタイル技術では公知ではない。しかし本発明による装置を成す個々の両構成群は、当業者では各部分的には、即ちこのような形式ではなく、かつ本発明による加撚法を用いるのではないが、よく知られている。複数のスライバをダブリングしてドラフトしドラフトスライバを製造するためのテキスタイル装置としての練条機はそのようなものとしては公知である。単数又は複数のドラフトスライバからいわゆる粗紡糸を製造するための粗紡機はそのようなものとしては公知であるが、本発明による加撚機構を有していない。本発明による粗紡機には例えばいわゆるフライヤが属している。粗紡糸は実際の紡績プロセスのための、即ち例えばリング精紡機で繊維を紡績して紡績糸とする紡績プロセスのための素材として用いられる。
【0003】
前置された機械(梳綿機)から来るスライバは先行技術によれば、最初に練条機によってダブリングされ同時にドラフトされて、次いでカンに収納される。これにより生じたドラフトスライバは次いでさらに加工するための粗紡機(フライヤ)へと送られる。このドラフトスライバは、もともとのスライバが粗紡糸として素材ボビンに巻き付けられる前に、この粗紡機で通常、最初に適当なドラフト装置においてさらにドラフトされ、次いで相応の加撚により軽く撚られる。
【0004】
これにより得られる粗紡糸(粗糸スライバ、フライヤ粗糸、一般的に粗糸とも言われる)は通常、リング精紡機のための素材として用いられる。粗紡機は上述したように通常、固有のドラフト装置を有しており、主として二重ベルトドラフト装置を有している。粗紡機のドラフト装置による延伸後は、粗紡糸は軽い撚り(いわゆる保護加撚)を有しており、これにより生じる粗紡糸は所定の強度を有していて、ばらばらになることはなく、ボビンに巻き付けることができる。かけられる撚りは、スライバの結束が、巻き付けたり再び繰り出すために、さらにはボビンの搬送のために十分堅固である程度の高さであればよく、これにより特に誤延伸(粗紡糸における細い個所)は生じない。この撚りは容易に解撚可能でなければならず、もしくは粗紡糸は、次いで行われる、例えばリング精紡機における精紡プロセスが実行可能であるようにドラフト可能でなければならない。
【0005】
粗紡機としては通常、相応に上記フライヤ粗糸を製造するいわゆるフライヤが使用される。このような粗紡機には、ドラフト装置と、スピンドル回転数に基づく遠心力に抗して粗糸を支持するための翼によってフライヤ粗糸を円筒ボビンに巻き付けるためのスピンドルとが設けられている。フライヤは特に複雑なワインダ機構のため、紡績プロセス全体において高価な機械である。フライヤの通常の出力は、1分間につき20〜25mの粗紡糸が形成されるものである。しかしこのような低い生産量は、フライヤ翼を備えたワインダシステムのため上昇しない。何故ならば、比較的高い速度は、翼と粗紡糸ボビンが受けなければならない遠心力によって制限されているからである。
【0006】
従って、リング精紡機に直接、素材としてドラフトスライバを供給することにより粗紡機を回避しようという試みが既にいわゆる直接紡績によって行われている。しかし、いわゆるスライバ直接紡績による高延伸では、リング精紡機においてフライヤ粗糸の素材を用いて得られる結果が限られたものしか得られない。これは特に、Nm50の微細な糸及びさらに微細なものが紡績される場合に特に当てはまる。さらに、ドラフトカンからの供給はリング精紡機において手間がかかり複雑である。
【0007】
フライヤを代替する1つの可能性が欧州特許公開第375242号明細書に開示されている。この明細書にはスライバから粗紡糸を製造するための装置が開示されていて、回転するロータを備えた加撚手段を有している。ロータは回転軸に、一貫した長手方向孔を有しており、この長手方向孔を通って、加撚すべきスライバが案内される。ロータは所定の高さで、回転対称的に配置された半径方向で延びる複数の孔を有している。この半径方向の孔は、スライバが案内されている長手方向孔を、ロータの外側の表面に接続している。ロータの外側の表面には、真空もしくは強い負圧がかけられている。スライバが長手方向孔を通って引き出されると、個々の自由な繊維端部がスライバの表面からこれらの半径方向の孔内に吸い込まれる。運転中は、スライバが長手方向孔を通って引き出される間にロータが回転する。これにより半径方向孔内に位置する繊維端部は、スライバの運動するコアに巻き付けられ、これによりスライバもしくはスライバの個々の繊維には撚り(実撚)を与えられる。
【0008】
上記明細書による装置は、機械的なエレメント(回転するロータ)と真空技術のため、製造と運転に比較的手間がかかる。
【0009】
糸を製造するために例えばドイツ連邦共和国特許第3237989号明細書により、繊維粗糸もしくはスライバを、ドラフト装置で延伸させ、次いで延伸されたスライバに撚りを与えることが公知である。この場合、加撚は空気噴流によって、互いに前後に配置された2つの渦流室で行われる。第1のニューマチック的な渦流室における加撚は、その後続いて行われる第2のニューマチック的な渦流室における加撚とは逆に行われる(第1の加撚は例えば左撚りであり、次いで行われる第2の渦流室での加撚は右撚りである)。このようにして糸はいわゆる仮撚り紡績法によって生じる。
【0010】
CH617465号特許明細書によれば、ステープルファイバを製造するための仮撚りノズルが使用される(同様に仮撚り精紡法)。
【0011】
糸の製造の際には、即ち紡績プロセスでは、個々の繊維が、加撚が殆ど解撚不能で、生じる糸がもはやドラフト不能であるように互いに強く紡績もしくは加撚されている。加撚により生ぜしめられたこのような強化は、所要の高い裂断力を受けるので、糸のために必要でもある。しかしながらこれにより、上記装置および紡績法は、粗紡糸を形成するためには適していない。粗紡糸は、後続の機械におけるさらなる紡績プロセス(例えばリング精紡機における延伸)を妨げないようないわゆる保護加撚しか有していない。即ち、粗紡糸はドラフト可能に維持されなければならない。従ってこの両明細書に示された装置は、糸の製造のためにしか適しておらず、ドラフト可能な粗紡糸の製造には適していない。
【0012】
本発明の課題は、プロセスを短縮すると同時に、上述したようなコンベンショナルな粗紡機の欠点を回避することができるような粗紡機および粗紡糸を製造するための方法を提供することである。特に、従来のフライヤ粗糸もしくは粗紡糸の特性、特に製造された粗紡糸のドラフト性に関して従来の粗紡糸の特性を有している粗紡糸を製造するのが望ましい。
【0013】
この課題は、独立請求項である請求項1または2または11記載された特徴により解決される。本発明による加撚手段を備えた粗紡機と練条機とを組み合わせることにより、先行技術の欠点を解消し、即ち特に、プロセスを短縮し、高い生産効率を有した粗紡機を提供することができる。
【0014】
本発明の有利な構成および実施例は従属請求項に記載されている。
【0015】
以下に図示した実施例につき、本発明および本発明の思想および本発明の作用形式を説明する。しかしながら、本発明および本発明の思想は例として示した実施例に制限されるものではない。
【0016】
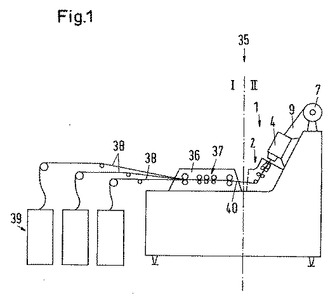
図1には、本発明による練条機・粗紡機組み合わせ体35が概略的に示されている。この装置は概略的に2つの領域I、IIに分けることができる。第1の領域Iは1つのドラフトユニット37を備えた練条機36を有している。ドラフトユニット37は有利には制御されている。複数のカン39から取り出されるスライバ38は練条機36の手前でダブリングされ、ドラフトユニット37で延伸される。これにより生じたドラフトスライバ3は次いで直接に、本発明による練条機・粗紡機組み合わせ体の領域IIに供給される。領域IIもしくは紡績個所1では、ドラフトスライバ3から粗紡糸9が製造される。ドラフトスライバ3はそのために加撚手段4と有利には、加撚手段4の手前に配置されたドラフト装置2とを貫流する。粗紡糸9は次いでワインダ7を介して巻き付けられる。加撚手段4の作用形式は以下に図面につき説明する。
【0017】
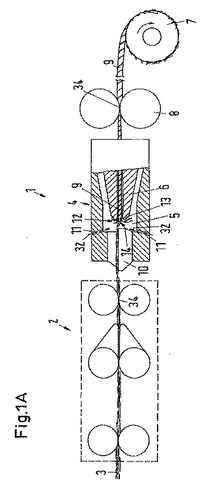
図1aには、本発明による練条機・粗紡機組み合わせ体(装置全体は示さない)により考えられる1つの紡績個所1(即ち、加撚個所)が概略的に示されている。この図面には、加撚手段4のために考えられ得る多数の構成のうちの1つだけが示されている。本発明による練条機・粗紡機組み合わせ体には、別の空気精紡法に従って作業する加撚手段が設けられていても良い。図示した構成の紡績個所1は、(同様に概略的に示した)ドラフト装置2を有している。このドラフト装置2にはドラフトスライバ3(例えばダブリングされたドラフトスライバ)が供給される。(延伸された)ドラフトスライバ3はドラフト装置2から次いで加撚手段4へと到る。加撚手段4ではスライバ3は粗紡糸9となるように加撚される。即ち、ドラフトスライバには少なくとも部分的に(即ちドラフトスライバの繊維の少なくとも一部に)実撚がかけられている。さらに図1aには、ニップ線34を有する引き出しローラ対8と、粗紡糸9のためのワインダ7とが(同様に概略的に)示されている。本発明による装置は必ずしも、図1aに示したようにドラフト装置2または引き出しローラ対8を有していなくて良い。
【0018】
図1aに示された加撚手段4は、いわゆるボルテックス法、特別な空気精紡法により作業する。ボルテックスエアスピニング法は、糸(Garn)の精紡法として公知である。既に上述したように、糸形成のための装置は、ドラフト可能な粗紡糸(Vorgarn)の製造には適していない。驚いたことに思いがけず、適当に改良した空気精紡(エアスピニング)装置による試みにより、所定の空気精紡法が粗紡糸の製造にも適しているという結果が得られた。しかしこのために、コンベンショナルな糸空気精紡装置の設計と流れ特性を適合させる必要がある。本発明による加撚手段によってはスライバに、形成される粗紡糸または粗糸がドラフト可能なままであるように保護加撚しか与えてはならない。従来のコンベンショナルな空気精紡装置によってはドラフトスライバは、撚りが解撚不能で、特にもはやドラフト不能となるほど強く加撚されている紡績糸もしくは糸が形成されるように加撚される。空気精紡装置を相応の大きさに設計し、流れ特性を適合させ、とりわけ送り速度を適当な高さにすることにより、空気精紡装置によってドラフト可能な粗紡糸もしくは粗糸も製造できる。適当な特性は経験により最良に算出される。
【0019】
第1の試みによれば、粗糸のための空気精紡装置は有利には、以下の特性のいくつかを有している。
【0020】
・有利には、加撚室もしくは渦流室の直径は少なくとも5mmである(以下に記載する図面の渦流室5参照)、
・有利には、(ドラフト装置の送り出しローラからの)ドラフトスライバの送り速度は少なくとも200m/分である、
・有利には、ノズル孔またはノズルを通って渦流室へと流入する前の空気流の圧力は最大で5barである(以下に記載する図面の空気流32,16,16.1,16.2、20並びにノズル孔もしくはノズル11参照)、
・有利には、この空気精紡装置は粗糸もしくは粗紡糸に深い巻き付け撚りを与え、有利には巻き付け撚りもしくは撚り係数αmは70よりも小さい。
【0021】
粗糸を形成するための本発明による装置の作用形式は、糸を形成するためのコンベンショナルな空気精紡法の作用形式と似ている。このような理由からここでは、本発明による装置のために使用される空気精紡法については詳しく述べない。従来の空気精紡装置とは異なり本発明よる装置と方法では、ドラフトスライバもしくは粗糸には保護加撚しか与えない。このような保護加撚は、粗紡糸が続く加工プロセスのためにドラフト可能なままであるように行われるものである。粗糸を形成するために、ドラフトスライバには、全てではないが、少なくとも部分的に実撚が与えられ、即ちドラフトスライバの繊維の少なくとも一部に実撚(撚り)が空気流によって与えられる。このような実撚もしくは撚りは、上述したように保護加撚でしかない。従って本発明により製造される粗糸もしくは粗紡糸は、コンベンショナルなフライヤによって製造される粗紡糸と同じ特性を有している。
【0022】
このような構成は勿論、以下で図面につきさらに説明するこの明細書に記載した本発明による加撚手段全てに当てはまる。従ってこのような構成は、図1aの加撚手段4だけではなく、符号15,17,18,31で示した全ての加撚手段にも当てはまる。
【0023】
粗糸を形成するための本発明による加撚手段の1つは、上述したようにいわゆるボルテックスエアスピニング法によって作業する上述した図1aのもの4である。装置4はそのために繊維ガイドエレメント10を有しており、この繊維ガイドエレメント10によってドラフトスライバ3を加撚手段4の渦流室5へと供給する。渦流室5では、詳しく示されていない流体装置が、単数又は複数のノズル孔11によって空気流32もしくは渦流を発生させる。これにより生じた渦流室5の内側の渦流により、ドラフトスライバ3の表面の個々の自由繊維端部12が粗紡糸形成エレメント6の導入開口13の周りに位置し、渦流室内の回転する渦流によって捕捉され、ドラフトスライバ3のコア14を中心として回転する。これによりドラフトスライバ3には渦流室5内で少なくとも部分的に空気流32によって実撚がかけられる。即ち、ドラフトスライバの少なくとも一部、即ち個々の繊維に、大部分は平行のままの繊維のコアを中心として実撚もしくは本撚りがかけられる。これにより導入開口13で生じた粗紡糸9は例えば引き出しローラ対8を介して引き出され、ワインダ7に巻き付けられる。このために粗紡糸形成エレメント6は1つの孔を有している(図1a参照)。図1aのワインダ7は概略的にしか示されていない。例えばワインダ7は、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダ、パラレルワインダであって良い。
【0024】
図2には図1aの加撚手段4を別の方向から見た図が示されている。この図面では、ドラフトスライバ3が繊維ガイドエレメント10によって渦流室5へと案内され、ここでノズル孔11によって生ぜしめられる渦空気流によってドラフトスライバ3の自由な繊維端部12が捕捉され、粗紡糸形成エレメント6の導入開口13の周りに位置することがわかる。導入開口13の周りに位置する自由な繊維端部12は、ドラフトスライバのコア14を中心として回転する「サン(Sonne)」を形成する。従って自由な繊維端部12はドラフトスライバのコア14の周りを回転し、これによりドラフトスライバ3には渦流室5内で空気流によって少なくとも部分的に実撚(撚り)がかけられる。これにより導入開口13で生じた粗紡糸9は粗紡糸形成エレメント6(例えばここではスピンドルが示されている)を通って引き出される(矢印参照)。
【0025】
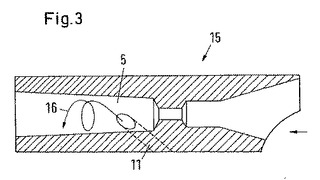
図3には本発明による別の加撚手段15が示されている。この加撚手段15はいわゆるノズル仮撚り法によって作業し、粗紡糸形成エレメントを有していない。加撚手段15(概略的に図示する)は、同様に1つだけの渦流室5を有しており、この渦流室5内では単数又は複数のノズル孔11によって空気流16(渦流)が生ぜしめられる。このような空気流16によってドラフトスライバには少なくとも部分的に渦流室5内で実撚がかけられる。
【0026】
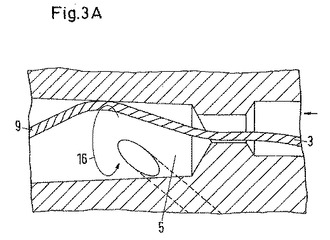
実撚(ドラフトスライバにおける本当の撚り)は図3aに示されている。即ち、渦流室5の内側で空気流16によってスライバ3に撚りがかけられ、即ち、ドラフトスライバ3の繊維の少なくとも一部が加撚され、これにより粗紡糸9が生じる。
【0027】
図3bには図3aの加撚手段の変化実施例が示されている。加撚手段17は2つの渦流室5を有しており、それぞれ粗糸形成エレメントは有していない。実撚は、1つのもしくはこの実施例では2つの空気流16.1,16.2によって行われる。スライバ3の繊維の少なくとも一部には実撚(回転)がかけられている。この実施例でも粗糸9もしくは粗紡糸は図示されていない装置によって引き出され巻き付けられる。有利には加撚手段17は複数のノズル孔11を有している。これらのノズル孔11は空気流16.1および16.2を発生させるために働く。これらのノズル孔11は、生じる空気噴流が共通かつ一緒にそれぞれ空気流16.1もしくは16.2を形成するように調整されている。このためにノズル孔11の進入角度は、それぞれ渦流室5の内側で有利には同じである。空気流16.1,16.2はさらに同じ方向に向けられる。即ち、両空気流16.1,16.2は、別個の渦流室5であるが同じ回転方向を有している(右回転または左回転の空気流)。
【0028】
図3cには図3bの加撚手段の変化実施例が示されている。この加撚手段40は、前記装置とは、渦流室5.1,5.2内の空気流41,42が同じ方向に向けられているのではなく、反対方向に向けられている(即ち一方の空気流41が右撚り、他方の空気流42が左撚り)点で異なっている。これによりドラフトスライバ3にはいわゆる仮撚り法によって撚りが与えられる。
【0029】
有利には個々のノズルもしくはノズル孔は、本発明の全ての構成で互いに回転対称的に配置されている。
【0030】
有利には本発明による加撚手段は、単数又は複数の撚り堰き止め部材を有している。撚り堰き止め部材は種々異なる構成が可能である。例えば撚り堰き止め部材は、エッジ、ピン、ねじれ面、円錐または複数の変向手段として形成することができる。
【0031】
図4には、ピン19として形成された撚り堰き止め部材を備えた加撚手段18が示されている。図4のその他の部分は、上記実施例とほぼ相応しており、同じ符号が付与されている。図4のピン19は撚り堰き止め部材として働き、仮の糸コアとしても用いられる。撚り堰き止め部材は、ドラフトスライバにおける撚りが後方に伝わることを防止するために働く。これにより特に、仮撚りが生じ、ひいては実撚がドラフトスライバに与えられないようなことが防止される。撚り堰き止め部材を本発明による装置および方法に使用することは必ずしも必然ではなく、推奨である。これにより特に実撚が空気流により改善される。撚り堰き止め部材は特に、仮撚り法によって加撚が行われる本発明の装置では必ずしも必要ではない。
【0032】
図4aおよび図4bに示したように、ピン19は、空気流によって生ぜしめられる回転が、さらに後方に向かって、繊維ガイドエレメントの入口でドラフトスライバ3において伝えられることを防止している。このことは特に図4a、図4b、図4cに良好に示されている。粗紡糸形成エレメント(図示せず)の開口の周りの空気流20は、回転もしくは撚りをドラフトスライバ3の内側で生ぜしめる。撚り堰き止め部材としてのピン19を設けることにより、繊維の撚りが、繊維ガイドエレメント10もしくは21上に位置するドラフトスライバ3に伝えられることが防止される(図示した繊維ガイドエレメント10もしくは21に沿った撚りをかけられていない平行な繊維、参照)。
【0033】
撚り堰き止め部材としてねじれた繊維ガイド面21を使用することもできる。図4bには、付加的にピン19を有したねじれた繊維ガイド面21が示されている。これにより加撚堰き止め機能は特に効果的である。ピンを備えたねじれた繊維ガイド面21は図4cにも示されている。図4cの部材は図4bの部材にほぼ相応しており、図4cのピン19が鋭くない点で相違している。
【0034】
図5にはいわゆる撚り停止円錐24を備えた繊維ガイド部材10が示されている。撚り停止円錐24は撚り堰き止め部材の機能を有している。作用形式はピン19と同じである。円錐またはピンはさらに、いわゆる仮の糸コアとして働く。繊維もしくはドラフトスライバは、仮の糸コアの周りに螺旋状に位置する。これにより粗糸もしくはドラフトスライバの引き出し方向に反して撚りが伝わることが阻止される。
【0035】
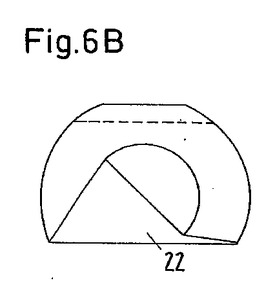
撚り堰き止め部材としてピンを有さない1つだけのねじれた繊維ガイド部材22を使用することもできる。これは例えば図6に示されている(図4cと比較できる)。ねじれた繊維ガイド面はそれ自体撚り堰き止め部材として十分である。ピンの付加的な使用は必ずしも必要ではない。ピン22を有さないねじれた繊維ガイド部材の種々異なる図面は図6aおよび図6bに示されている。撚り堰き止め部材として1つだけのエッジ33を用いることもできるが、これは必ずしもねじれた繊維ガイド面の前方に置かれる必要はなく、扁平な繊維ガイド面でも十分である。
【0036】
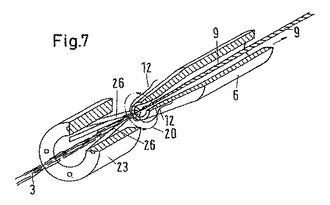
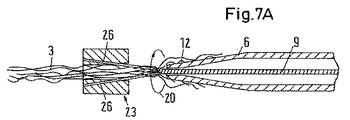
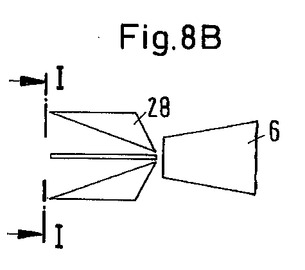
図7には、本発明による装置で使用することができる別の撚り堰き止め部材が示されている。この図面には複数の変向手段を備えた繊維ガイドエレメント23が示されている。変向手段26は、ドラフトスライバ3を変向させる機能の他に加撚停止の機能も有する。図面から、撚り堰き止め機能を備えた変向手段26がどのように機能するかが明らかである。ドラフトスライバ3は加撚されていない状態で、粗紡糸形成エレメント6の方向に引っ張られる。粗紡糸形成エレメント6の開口部では、自由な繊維端部12が渦流室の空気流20によって実撚手段によって加撚される。自由な繊維端部12の加撚により、粗糸の引き出し方向(矢印)とは反対方向でドラフトスライバ3に伝えられるトーションモーメントが生じる。撚り堰き止め機能を有する変向手段26を設けることにより、ドラフトスライバにおいてトーションモーメントを生ぜしめるこのようなトーションモーメントもしくは撚りが堰き止められる、もしくは停止される。即ち、ドラフトスライバ3には撚りが伝えられない(図7参照、ドラフトスライバ3は加撚されていない)。このようにしてドラフトスライバ3には実撚(撚り)が空気流20によってかけられ、これにより粗糸9が生じる。撚り堰き止め機能を有さない変向手段26が設けられていなければ、撚りはスライバ3に伝えられ、これにより、場合によってはドラフトスライバもしくは粗糸の実撚を妨げるいわゆる仮撚りが生じる。このように説明した特性のさらなる態様は図7aにより明らかである。この場合も、ドラフトスライバ3が変向手段26のおかげで加撚されないままであることが明らかである。
【0037】
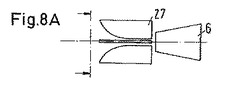
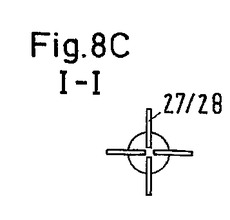
図8aおよび図8bには、加撚堰き止め機能を有した変向手段の種々異なる構成が示されている。図8cには変向手段27もしくは28を粗糸もしくはドラフトスライバの引き出し方向から見た図が示されている。加撚堰き止め機能を有した変向手段の種々様々な構成を考えることができる。図示した変向手段26,27,28は単にいくつかの考えられ得る構成である。
【0038】
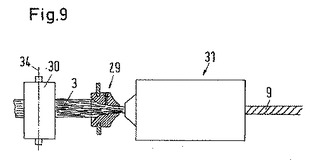
本発明による粗紡機は有利には、ドラフトスライバの幅を加撚手段への導入前に検出する手段を有している。この手段は例えば漏斗または別の形状のコンデンサであって良い。このような手段29は図9に示されている。この図面には、ドラフトスライバ3の幅を制限し、加撚手段31へ供給する漏斗29が示されている。このような漏斗29またはその他のコンデンサは例えば排出ローラ対30の後方に配置されていて良い。このような排出ローラ対30は平面図で示されている。符号34は排出ローラ対30のニップ線を示している。
【0039】
実施例につきさらに上述したように、本発明によるドラフトスライバから粗糸を製造するための練条機・粗紡機組み合わせ体は特別な加撚手段を有している。本発明による装置の特別な加撚手段はスライバを加撚して粗糸を形成する。そのために本発明による加撚手段は、内部に粗紡糸形成エレメントを備えた渦流室を有している。有利には粗紡糸形成エレメントはスピンドルである。加撚手段の渦流室では本発明によりドラフトスライバに少なくとも部分的に(即ち少なくとも繊維の一部に)実撚(撚り)が空気流によって与えられる。
【0040】
ドラフトスライバから粗糸を形成するための本発明による粗紡機は、別の構成の加撚手段を有していても良い。同様に本発明による別の加撚手段は、粗紡糸形成エレメント(例えばスピンドル)を有さない渦流室を有する。しかしこの渦流室は、渦流室内に空気流を生ぜしめる手段を有している。このような空気流によりドラフトスライバに少なくとも部分的に(即ち少なくとも繊維の一部)に実撚(撚り)が与えられる。このような本発明による加撚手段の別の構成は、空気流を形成するための相応の複数の手段を備えた複数の渦流室を有していても良い(図3bまたは3c参照)。
【0041】
本発明による粗紡機もしくは本発明による加撚手段の手前には、練条機の他に、それぞれ付加的なドラフト装置を設けることもできる。
【0042】
有利には本発明による加撚手段はそれぞれ1つのまたは複数の撚り堰き止め部材を有している。この撚り堰き止め部材は例えばエッジ、ピン、ねじれ面、円錐、複数の変向手段として形成することができる。本発明による加撚手段は、例えば、ピンを備えたねじれ面、またはピンを備えた円錐、ピンを備えたエッジ、またはピンを備えたねじれ面といった上記の撚り堰き止め部材の組み合わせを有していても良い。本発明による加撚手段は、複数のこのような撚り堰き止め部材もしくはその組み合わせを有していて良い。
【0043】
有利には本発明による加撚手段は空気流を生ぜしめるための複数のノズルを有している。この場合、これらのノズルは、同じ渦流室内で同じ方向に向けられた空気流を一緒に生ぜしめるために、そこから生じる空気噴流が同じ方向に向けられるように調整されている。このことは、複数の渦流室が設けられている場合には必然ではない。複数の渦流室が設けられている場合には空気流は逆の回転方向を有することができる。有利にはノズル孔は渦流室の内側で渦流室の軸線を中心として回転対称的に配置されている(従ってノズル孔の流入角度が同じである)。複数の渦流室が設けられている場合、ノズルを有利には、それぞれ1つの渦流室のノズルが回転対称的に配置されてはいるが、各渦流室は各ノズルのために異なる流入角度を有しているように配置することができる。従って、各渦流室へと流出する空気噴流は、左回転または右回転の意味で異なる回転方向を有しているだけではなく、異なる「リード角」も有している。ノズルの回転対称的な配置は例えば図2に示されている。ノズルの回転対称的かつずらされた配置は図3bに示されている(両渦流室のノズル孔11は図2と同様に回転対称的に配置されている)。
【0044】
有利には本発明による粗紡機および加撚手段は、スライバの幅を加撚手段への進入前に検出する機能を有する漏斗状部材または空気動力学的または機械的なコンデンサを有している。
【0045】
有利には、粗紡糸形成エレメント(例えばスピンドル)の流入開口と(例えば排出ローラ対の)最後のニップ線との間の間隔は、スライバで生じる最大の繊維長さよりも大きくない、またはスライバの平均的なパイル繊維長さよりも大きい。
【0046】
有利には、加撚手段の入口と(例えばドラフト装置の排出ローラ対の)最後のニップ線との間の間隔は、スライバで生じる最大の繊維長さよりも大きくない。
【0047】
有利には本発明による粗紡機にはワインダが設けられている。ワインダは、加撚手段に沿って生じる粗紡糸を巻き付ける。有利にはワインダは、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダまたはパラレルワインダである。
【0048】
有利には糸形成エレメントはスピンドルである。
【0049】
本発明にはさらに、ドラフトスライバから粗糸を製造するための方法も含まれる。このような本発明による方法では、複数のスライバからダブリングおよびドラフトによりドラフトスライバが製造される。この場合、ドラフトスライバは続いて有利には再度ドラフトされ、次いで少なくとも部分的に(即ち、スライバの繊維の少なくとも一部が)加撚される(回転される)。
【0050】
本発明による方法のためには、有利には、空気流を生ぜしめるための複数のノズルが設けられている。これらのノズルは、1つの軸線を中心として回転対称的である、または1つの軸線を中心として回転対称的にずらされて配置されている(図2及び図3b、図3cにつき示した上記構成参照)。
【0051】
更に上記本発明の粗紡機、特にフライヤおよび本発明による加撚手段の使用法または本発明による粗糸を製造するための方法では、粗糸に保護加撚しか与えない。即ち、空気流によって生ぜしめられた粗糸はドラフト可能である。
【0052】
本発明は、上記の手段および構成に制限されるものではない。このような構成はむしろ、当業者にとって本発明の思想をできるだけ有効に使用するヒントとして考えられる。従って明細書および図面に示した構成により、容易に別の有利な使用例および組み合わせを導き出すことができ、これは同様に本発明による思想に加えられ、本願により保護されるべきものである。本発明による開示された特徴のいくつかは明細書で組み合わせて記載され、以下の請求項で組み合わせたかたちで請求されている。しかしながらこの明細書に記載した本発明の個々の特徴はそれ自体単独で、または別の組み合わせた形で本発明の思想の利用において請求される。従って出願人は、本発明の思想を利用して別の組み合わせがあり得ることを明確にしておく。
【図面の簡単な説明】
【0053】
【図1】図1は本発明による練条機・粗紡機組み合わせ体を示す図であって、図1aは、練条機・粗紡機組み合わせ体の1つの紡績個所を概略的に示した図である。
【図2】図1の加撚手段を示した図である。
【図3】図3は本発明による別の加撚手段を示した図であって、図3Aは実撚の様子が示されていて、図3Bには図3Aの加撚手段の変化実施例が示されていて、図3Cには図3Bの変化実施例が示されている。
【図4】図4にはピンとして形成された撚り堰き止め部材を備えた加撚手段を示した図であって、図4A及び図4B及び図4Cには、ピンが撚りを堰き止めている様子が示されている。
【図5】撚り停止円錐を備えた繊維ガイド部材10を示した図である。
【図6】図6はピンを有さないねじれた繊維ガイド部材を示した図であって、図6A、図6Bはピンを有さないねじれた繊維ガイド部材を種々異なる角度から見た図である。
【図7】図7には別の撚り堰き止め部材が示されていて、図7Aには側方から見た図が示されている。
【図8】図8Aと図8Bは種々異なる形状の撚り堰き止め機能を有した変向部材を示す図であって、図8Cはそれらを正面から見た図である。
【図9】スライバの幅を加撚手段への導入前に検出する手段を示した図である。
【符号の説明】
【0054】
1 粗紡機の紡績個所、 2 ドラフト装置、 3 ドラフトスライバ、 4 加撚手段、 5,5.1,5.2 渦流室、 6 粗紡糸形成エレメント(スピンドル)、 7 ワインダ、 8 引き出しローラ対、 9 粗紡糸、 10 繊維ガイド部材、 11 ノズル孔またはノズル、 12 自由繊維端部、 13 導入開口、 14 コア、 15 粗紡糸形成エレメントを有さない加撚手段、 16,16.1,16.2 空気流、 17 2つの渦流室を備えた加撚手段、 18 撚り堰き止め部材を備えた加撚手段、 19 ピン、 20 空気流、 21 ピンを備えたねじれた繊維ガイド部材、 22 ピンを備えていないねじれた繊維ガイド部材、 23 複数の変向手段を有した繊維ガイド部材、 24 撚り停止円錐、 25 繊維ガイド部材、 26,27,28 撚り停止機能を有する変向手段、 29 漏斗状部材、 30 排出ローラ対、 31 加撚手段、 32 空気流、 33 エッジ、 34 ニップ線、 35 練条機・粗紡機組み合わせ体、 36 練条機、 37 ドラフトユニット、 38 スライバ、 40 加撚手段、 41 右撚り空気流、 42 左撚り空気流
【技術分野】
【0001】
本発明は、複数のスライバをダブリングおよびドラフトしてドラフトスライバを形成し、次いでこのドラフトスライバから粗紡糸を製造するための練条機・粗紡機組み合わせ体と、請求項11の上位概念に記載の形式の粗紡糸を製造するための方法に関する。
【0002】
このような形式の組み合わされた装置はテキスタイル技術では公知ではない。しかし本発明による装置を成す個々の両構成群は、当業者では各部分的には、即ちこのような形式ではなく、かつ本発明による加撚法を用いるのではないが、よく知られている。複数のスライバをダブリングしてドラフトしドラフトスライバを製造するためのテキスタイル装置としての練条機はそのようなものとしては公知である。単数又は複数のドラフトスライバからいわゆる粗紡糸を製造するための粗紡機はそのようなものとしては公知であるが、本発明による加撚機構を有していない。本発明による粗紡機には例えばいわゆるフライヤが属している。粗紡糸は実際の紡績プロセスのための、即ち例えばリング精紡機で繊維を紡績して紡績糸とする紡績プロセスのための素材として用いられる。
【0003】
前置された機械(梳綿機)から来るスライバは先行技術によれば、最初に練条機によってダブリングされ同時にドラフトされて、次いでカンに収納される。これにより生じたドラフトスライバは次いでさらに加工するための粗紡機(フライヤ)へと送られる。このドラフトスライバは、もともとのスライバが粗紡糸として素材ボビンに巻き付けられる前に、この粗紡機で通常、最初に適当なドラフト装置においてさらにドラフトされ、次いで相応の加撚により軽く撚られる。
【0004】
これにより得られる粗紡糸(粗糸スライバ、フライヤ粗糸、一般的に粗糸とも言われる)は通常、リング精紡機のための素材として用いられる。粗紡機は上述したように通常、固有のドラフト装置を有しており、主として二重ベルトドラフト装置を有している。粗紡機のドラフト装置による延伸後は、粗紡糸は軽い撚り(いわゆる保護加撚)を有しており、これにより生じる粗紡糸は所定の強度を有していて、ばらばらになることはなく、ボビンに巻き付けることができる。かけられる撚りは、スライバの結束が、巻き付けたり再び繰り出すために、さらにはボビンの搬送のために十分堅固である程度の高さであればよく、これにより特に誤延伸(粗紡糸における細い個所)は生じない。この撚りは容易に解撚可能でなければならず、もしくは粗紡糸は、次いで行われる、例えばリング精紡機における精紡プロセスが実行可能であるようにドラフト可能でなければならない。
【0005】
粗紡機としては通常、相応に上記フライヤ粗糸を製造するいわゆるフライヤが使用される。このような粗紡機には、ドラフト装置と、スピンドル回転数に基づく遠心力に抗して粗糸を支持するための翼によってフライヤ粗糸を円筒ボビンに巻き付けるためのスピンドルとが設けられている。フライヤは特に複雑なワインダ機構のため、紡績プロセス全体において高価な機械である。フライヤの通常の出力は、1分間につき20〜25mの粗紡糸が形成されるものである。しかしこのような低い生産量は、フライヤ翼を備えたワインダシステムのため上昇しない。何故ならば、比較的高い速度は、翼と粗紡糸ボビンが受けなければならない遠心力によって制限されているからである。
【0006】
従って、リング精紡機に直接、素材としてドラフトスライバを供給することにより粗紡機を回避しようという試みが既にいわゆる直接紡績によって行われている。しかし、いわゆるスライバ直接紡績による高延伸では、リング精紡機においてフライヤ粗糸の素材を用いて得られる結果が限られたものしか得られない。これは特に、Nm50の微細な糸及びさらに微細なものが紡績される場合に特に当てはまる。さらに、ドラフトカンからの供給はリング精紡機において手間がかかり複雑である。
【0007】
フライヤを代替する1つの可能性が欧州特許公開第375242号明細書に開示されている。この明細書にはスライバから粗紡糸を製造するための装置が開示されていて、回転するロータを備えた加撚手段を有している。ロータは回転軸に、一貫した長手方向孔を有しており、この長手方向孔を通って、加撚すべきスライバが案内される。ロータは所定の高さで、回転対称的に配置された半径方向で延びる複数の孔を有している。この半径方向の孔は、スライバが案内されている長手方向孔を、ロータの外側の表面に接続している。ロータの外側の表面には、真空もしくは強い負圧がかけられている。スライバが長手方向孔を通って引き出されると、個々の自由な繊維端部がスライバの表面からこれらの半径方向の孔内に吸い込まれる。運転中は、スライバが長手方向孔を通って引き出される間にロータが回転する。これにより半径方向孔内に位置する繊維端部は、スライバの運動するコアに巻き付けられ、これによりスライバもしくはスライバの個々の繊維には撚り(実撚)を与えられる。
【0008】
上記明細書による装置は、機械的なエレメント(回転するロータ)と真空技術のため、製造と運転に比較的手間がかかる。
【0009】
糸を製造するために例えばドイツ連邦共和国特許第3237989号明細書により、繊維粗糸もしくはスライバを、ドラフト装置で延伸させ、次いで延伸されたスライバに撚りを与えることが公知である。この場合、加撚は空気噴流によって、互いに前後に配置された2つの渦流室で行われる。第1のニューマチック的な渦流室における加撚は、その後続いて行われる第2のニューマチック的な渦流室における加撚とは逆に行われる(第1の加撚は例えば左撚りであり、次いで行われる第2の渦流室での加撚は右撚りである)。このようにして糸はいわゆる仮撚り紡績法によって生じる。
【0010】
CH617465号特許明細書によれば、ステープルファイバを製造するための仮撚りノズルが使用される(同様に仮撚り精紡法)。
【0011】
糸の製造の際には、即ち紡績プロセスでは、個々の繊維が、加撚が殆ど解撚不能で、生じる糸がもはやドラフト不能であるように互いに強く紡績もしくは加撚されている。加撚により生ぜしめられたこのような強化は、所要の高い裂断力を受けるので、糸のために必要でもある。しかしながらこれにより、上記装置および紡績法は、粗紡糸を形成するためには適していない。粗紡糸は、後続の機械におけるさらなる紡績プロセス(例えばリング精紡機における延伸)を妨げないようないわゆる保護加撚しか有していない。即ち、粗紡糸はドラフト可能に維持されなければならない。従ってこの両明細書に示された装置は、糸の製造のためにしか適しておらず、ドラフト可能な粗紡糸の製造には適していない。
【0012】
本発明の課題は、プロセスを短縮すると同時に、上述したようなコンベンショナルな粗紡機の欠点を回避することができるような粗紡機および粗紡糸を製造するための方法を提供することである。特に、従来のフライヤ粗糸もしくは粗紡糸の特性、特に製造された粗紡糸のドラフト性に関して従来の粗紡糸の特性を有している粗紡糸を製造するのが望ましい。
【0013】
この課題は、独立請求項である請求項1または2または11記載された特徴により解決される。本発明による加撚手段を備えた粗紡機と練条機とを組み合わせることにより、先行技術の欠点を解消し、即ち特に、プロセスを短縮し、高い生産効率を有した粗紡機を提供することができる。
【0014】
本発明の有利な構成および実施例は従属請求項に記載されている。
【0015】
以下に図示した実施例につき、本発明および本発明の思想および本発明の作用形式を説明する。しかしながら、本発明および本発明の思想は例として示した実施例に制限されるものではない。
【0016】
図1には、本発明による練条機・粗紡機組み合わせ体35が概略的に示されている。この装置は概略的に2つの領域I、IIに分けることができる。第1の領域Iは1つのドラフトユニット37を備えた練条機36を有している。ドラフトユニット37は有利には制御されている。複数のカン39から取り出されるスライバ38は練条機36の手前でダブリングされ、ドラフトユニット37で延伸される。これにより生じたドラフトスライバ3は次いで直接に、本発明による練条機・粗紡機組み合わせ体の領域IIに供給される。領域IIもしくは紡績個所1では、ドラフトスライバ3から粗紡糸9が製造される。ドラフトスライバ3はそのために加撚手段4と有利には、加撚手段4の手前に配置されたドラフト装置2とを貫流する。粗紡糸9は次いでワインダ7を介して巻き付けられる。加撚手段4の作用形式は以下に図面につき説明する。
【0017】
図1aには、本発明による練条機・粗紡機組み合わせ体(装置全体は示さない)により考えられる1つの紡績個所1(即ち、加撚個所)が概略的に示されている。この図面には、加撚手段4のために考えられ得る多数の構成のうちの1つだけが示されている。本発明による練条機・粗紡機組み合わせ体には、別の空気精紡法に従って作業する加撚手段が設けられていても良い。図示した構成の紡績個所1は、(同様に概略的に示した)ドラフト装置2を有している。このドラフト装置2にはドラフトスライバ3(例えばダブリングされたドラフトスライバ)が供給される。(延伸された)ドラフトスライバ3はドラフト装置2から次いで加撚手段4へと到る。加撚手段4ではスライバ3は粗紡糸9となるように加撚される。即ち、ドラフトスライバには少なくとも部分的に(即ちドラフトスライバの繊維の少なくとも一部に)実撚がかけられている。さらに図1aには、ニップ線34を有する引き出しローラ対8と、粗紡糸9のためのワインダ7とが(同様に概略的に)示されている。本発明による装置は必ずしも、図1aに示したようにドラフト装置2または引き出しローラ対8を有していなくて良い。
【0018】
図1aに示された加撚手段4は、いわゆるボルテックス法、特別な空気精紡法により作業する。ボルテックスエアスピニング法は、糸(Garn)の精紡法として公知である。既に上述したように、糸形成のための装置は、ドラフト可能な粗紡糸(Vorgarn)の製造には適していない。驚いたことに思いがけず、適当に改良した空気精紡(エアスピニング)装置による試みにより、所定の空気精紡法が粗紡糸の製造にも適しているという結果が得られた。しかしこのために、コンベンショナルな糸空気精紡装置の設計と流れ特性を適合させる必要がある。本発明による加撚手段によってはスライバに、形成される粗紡糸または粗糸がドラフト可能なままであるように保護加撚しか与えてはならない。従来のコンベンショナルな空気精紡装置によってはドラフトスライバは、撚りが解撚不能で、特にもはやドラフト不能となるほど強く加撚されている紡績糸もしくは糸が形成されるように加撚される。空気精紡装置を相応の大きさに設計し、流れ特性を適合させ、とりわけ送り速度を適当な高さにすることにより、空気精紡装置によってドラフト可能な粗紡糸もしくは粗糸も製造できる。適当な特性は経験により最良に算出される。
【0019】
第1の試みによれば、粗糸のための空気精紡装置は有利には、以下の特性のいくつかを有している。
【0020】
・有利には、加撚室もしくは渦流室の直径は少なくとも5mmである(以下に記載する図面の渦流室5参照)、
・有利には、(ドラフト装置の送り出しローラからの)ドラフトスライバの送り速度は少なくとも200m/分である、
・有利には、ノズル孔またはノズルを通って渦流室へと流入する前の空気流の圧力は最大で5barである(以下に記載する図面の空気流32,16,16.1,16.2、20並びにノズル孔もしくはノズル11参照)、
・有利には、この空気精紡装置は粗糸もしくは粗紡糸に深い巻き付け撚りを与え、有利には巻き付け撚りもしくは撚り係数αmは70よりも小さい。
【0021】
粗糸を形成するための本発明による装置の作用形式は、糸を形成するためのコンベンショナルな空気精紡法の作用形式と似ている。このような理由からここでは、本発明による装置のために使用される空気精紡法については詳しく述べない。従来の空気精紡装置とは異なり本発明よる装置と方法では、ドラフトスライバもしくは粗糸には保護加撚しか与えない。このような保護加撚は、粗紡糸が続く加工プロセスのためにドラフト可能なままであるように行われるものである。粗糸を形成するために、ドラフトスライバには、全てではないが、少なくとも部分的に実撚が与えられ、即ちドラフトスライバの繊維の少なくとも一部に実撚(撚り)が空気流によって与えられる。このような実撚もしくは撚りは、上述したように保護加撚でしかない。従って本発明により製造される粗糸もしくは粗紡糸は、コンベンショナルなフライヤによって製造される粗紡糸と同じ特性を有している。
【0022】
このような構成は勿論、以下で図面につきさらに説明するこの明細書に記載した本発明による加撚手段全てに当てはまる。従ってこのような構成は、図1aの加撚手段4だけではなく、符号15,17,18,31で示した全ての加撚手段にも当てはまる。
【0023】
粗糸を形成するための本発明による加撚手段の1つは、上述したようにいわゆるボルテックスエアスピニング法によって作業する上述した図1aのもの4である。装置4はそのために繊維ガイドエレメント10を有しており、この繊維ガイドエレメント10によってドラフトスライバ3を加撚手段4の渦流室5へと供給する。渦流室5では、詳しく示されていない流体装置が、単数又は複数のノズル孔11によって空気流32もしくは渦流を発生させる。これにより生じた渦流室5の内側の渦流により、ドラフトスライバ3の表面の個々の自由繊維端部12が粗紡糸形成エレメント6の導入開口13の周りに位置し、渦流室内の回転する渦流によって捕捉され、ドラフトスライバ3のコア14を中心として回転する。これによりドラフトスライバ3には渦流室5内で少なくとも部分的に空気流32によって実撚がかけられる。即ち、ドラフトスライバの少なくとも一部、即ち個々の繊維に、大部分は平行のままの繊維のコアを中心として実撚もしくは本撚りがかけられる。これにより導入開口13で生じた粗紡糸9は例えば引き出しローラ対8を介して引き出され、ワインダ7に巻き付けられる。このために粗紡糸形成エレメント6は1つの孔を有している(図1a参照)。図1aのワインダ7は概略的にしか示されていない。例えばワインダ7は、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダ、パラレルワインダであって良い。
【0024】
図2には図1aの加撚手段4を別の方向から見た図が示されている。この図面では、ドラフトスライバ3が繊維ガイドエレメント10によって渦流室5へと案内され、ここでノズル孔11によって生ぜしめられる渦空気流によってドラフトスライバ3の自由な繊維端部12が捕捉され、粗紡糸形成エレメント6の導入開口13の周りに位置することがわかる。導入開口13の周りに位置する自由な繊維端部12は、ドラフトスライバのコア14を中心として回転する「サン(Sonne)」を形成する。従って自由な繊維端部12はドラフトスライバのコア14の周りを回転し、これによりドラフトスライバ3には渦流室5内で空気流によって少なくとも部分的に実撚(撚り)がかけられる。これにより導入開口13で生じた粗紡糸9は粗紡糸形成エレメント6(例えばここではスピンドルが示されている)を通って引き出される(矢印参照)。
【0025】
図3には本発明による別の加撚手段15が示されている。この加撚手段15はいわゆるノズル仮撚り法によって作業し、粗紡糸形成エレメントを有していない。加撚手段15(概略的に図示する)は、同様に1つだけの渦流室5を有しており、この渦流室5内では単数又は複数のノズル孔11によって空気流16(渦流)が生ぜしめられる。このような空気流16によってドラフトスライバには少なくとも部分的に渦流室5内で実撚がかけられる。
【0026】
実撚(ドラフトスライバにおける本当の撚り)は図3aに示されている。即ち、渦流室5の内側で空気流16によってスライバ3に撚りがかけられ、即ち、ドラフトスライバ3の繊維の少なくとも一部が加撚され、これにより粗紡糸9が生じる。
【0027】
図3bには図3aの加撚手段の変化実施例が示されている。加撚手段17は2つの渦流室5を有しており、それぞれ粗糸形成エレメントは有していない。実撚は、1つのもしくはこの実施例では2つの空気流16.1,16.2によって行われる。スライバ3の繊維の少なくとも一部には実撚(回転)がかけられている。この実施例でも粗糸9もしくは粗紡糸は図示されていない装置によって引き出され巻き付けられる。有利には加撚手段17は複数のノズル孔11を有している。これらのノズル孔11は空気流16.1および16.2を発生させるために働く。これらのノズル孔11は、生じる空気噴流が共通かつ一緒にそれぞれ空気流16.1もしくは16.2を形成するように調整されている。このためにノズル孔11の進入角度は、それぞれ渦流室5の内側で有利には同じである。空気流16.1,16.2はさらに同じ方向に向けられる。即ち、両空気流16.1,16.2は、別個の渦流室5であるが同じ回転方向を有している(右回転または左回転の空気流)。
【0028】
図3cには図3bの加撚手段の変化実施例が示されている。この加撚手段40は、前記装置とは、渦流室5.1,5.2内の空気流41,42が同じ方向に向けられているのではなく、反対方向に向けられている(即ち一方の空気流41が右撚り、他方の空気流42が左撚り)点で異なっている。これによりドラフトスライバ3にはいわゆる仮撚り法によって撚りが与えられる。
【0029】
有利には個々のノズルもしくはノズル孔は、本発明の全ての構成で互いに回転対称的に配置されている。
【0030】
有利には本発明による加撚手段は、単数又は複数の撚り堰き止め部材を有している。撚り堰き止め部材は種々異なる構成が可能である。例えば撚り堰き止め部材は、エッジ、ピン、ねじれ面、円錐または複数の変向手段として形成することができる。
【0031】
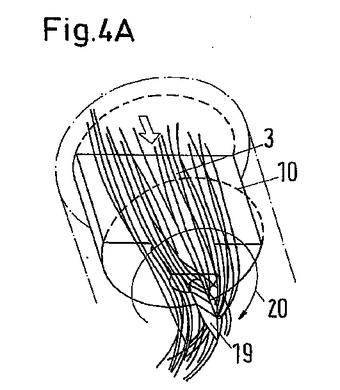
図4には、ピン19として形成された撚り堰き止め部材を備えた加撚手段18が示されている。図4のその他の部分は、上記実施例とほぼ相応しており、同じ符号が付与されている。図4のピン19は撚り堰き止め部材として働き、仮の糸コアとしても用いられる。撚り堰き止め部材は、ドラフトスライバにおける撚りが後方に伝わることを防止するために働く。これにより特に、仮撚りが生じ、ひいては実撚がドラフトスライバに与えられないようなことが防止される。撚り堰き止め部材を本発明による装置および方法に使用することは必ずしも必然ではなく、推奨である。これにより特に実撚が空気流により改善される。撚り堰き止め部材は特に、仮撚り法によって加撚が行われる本発明の装置では必ずしも必要ではない。
【0032】
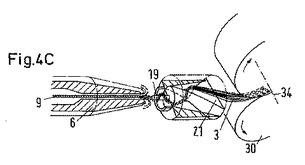
図4aおよび図4bに示したように、ピン19は、空気流によって生ぜしめられる回転が、さらに後方に向かって、繊維ガイドエレメントの入口でドラフトスライバ3において伝えられることを防止している。このことは特に図4a、図4b、図4cに良好に示されている。粗紡糸形成エレメント(図示せず)の開口の周りの空気流20は、回転もしくは撚りをドラフトスライバ3の内側で生ぜしめる。撚り堰き止め部材としてのピン19を設けることにより、繊維の撚りが、繊維ガイドエレメント10もしくは21上に位置するドラフトスライバ3に伝えられることが防止される(図示した繊維ガイドエレメント10もしくは21に沿った撚りをかけられていない平行な繊維、参照)。
【0033】
撚り堰き止め部材としてねじれた繊維ガイド面21を使用することもできる。図4bには、付加的にピン19を有したねじれた繊維ガイド面21が示されている。これにより加撚堰き止め機能は特に効果的である。ピンを備えたねじれた繊維ガイド面21は図4cにも示されている。図4cの部材は図4bの部材にほぼ相応しており、図4cのピン19が鋭くない点で相違している。
【0034】
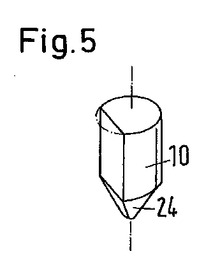
図5にはいわゆる撚り停止円錐24を備えた繊維ガイド部材10が示されている。撚り停止円錐24は撚り堰き止め部材の機能を有している。作用形式はピン19と同じである。円錐またはピンはさらに、いわゆる仮の糸コアとして働く。繊維もしくはドラフトスライバは、仮の糸コアの周りに螺旋状に位置する。これにより粗糸もしくはドラフトスライバの引き出し方向に反して撚りが伝わることが阻止される。
【0035】
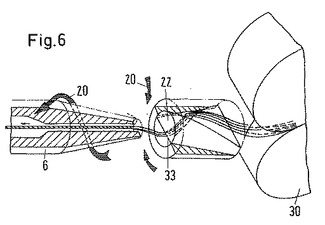
撚り堰き止め部材としてピンを有さない1つだけのねじれた繊維ガイド部材22を使用することもできる。これは例えば図6に示されている(図4cと比較できる)。ねじれた繊維ガイド面はそれ自体撚り堰き止め部材として十分である。ピンの付加的な使用は必ずしも必要ではない。ピン22を有さないねじれた繊維ガイド部材の種々異なる図面は図6aおよび図6bに示されている。撚り堰き止め部材として1つだけのエッジ33を用いることもできるが、これは必ずしもねじれた繊維ガイド面の前方に置かれる必要はなく、扁平な繊維ガイド面でも十分である。
【0036】
図7には、本発明による装置で使用することができる別の撚り堰き止め部材が示されている。この図面には複数の変向手段を備えた繊維ガイドエレメント23が示されている。変向手段26は、ドラフトスライバ3を変向させる機能の他に加撚停止の機能も有する。図面から、撚り堰き止め機能を備えた変向手段26がどのように機能するかが明らかである。ドラフトスライバ3は加撚されていない状態で、粗紡糸形成エレメント6の方向に引っ張られる。粗紡糸形成エレメント6の開口部では、自由な繊維端部12が渦流室の空気流20によって実撚手段によって加撚される。自由な繊維端部12の加撚により、粗糸の引き出し方向(矢印)とは反対方向でドラフトスライバ3に伝えられるトーションモーメントが生じる。撚り堰き止め機能を有する変向手段26を設けることにより、ドラフトスライバにおいてトーションモーメントを生ぜしめるこのようなトーションモーメントもしくは撚りが堰き止められる、もしくは停止される。即ち、ドラフトスライバ3には撚りが伝えられない(図7参照、ドラフトスライバ3は加撚されていない)。このようにしてドラフトスライバ3には実撚(撚り)が空気流20によってかけられ、これにより粗糸9が生じる。撚り堰き止め機能を有さない変向手段26が設けられていなければ、撚りはスライバ3に伝えられ、これにより、場合によってはドラフトスライバもしくは粗糸の実撚を妨げるいわゆる仮撚りが生じる。このように説明した特性のさらなる態様は図7aにより明らかである。この場合も、ドラフトスライバ3が変向手段26のおかげで加撚されないままであることが明らかである。
【0037】
図8aおよび図8bには、加撚堰き止め機能を有した変向手段の種々異なる構成が示されている。図8cには変向手段27もしくは28を粗糸もしくはドラフトスライバの引き出し方向から見た図が示されている。加撚堰き止め機能を有した変向手段の種々様々な構成を考えることができる。図示した変向手段26,27,28は単にいくつかの考えられ得る構成である。
【0038】
本発明による粗紡機は有利には、ドラフトスライバの幅を加撚手段への導入前に検出する手段を有している。この手段は例えば漏斗または別の形状のコンデンサであって良い。このような手段29は図9に示されている。この図面には、ドラフトスライバ3の幅を制限し、加撚手段31へ供給する漏斗29が示されている。このような漏斗29またはその他のコンデンサは例えば排出ローラ対30の後方に配置されていて良い。このような排出ローラ対30は平面図で示されている。符号34は排出ローラ対30のニップ線を示している。
【0039】
実施例につきさらに上述したように、本発明によるドラフトスライバから粗糸を製造するための練条機・粗紡機組み合わせ体は特別な加撚手段を有している。本発明による装置の特別な加撚手段はスライバを加撚して粗糸を形成する。そのために本発明による加撚手段は、内部に粗紡糸形成エレメントを備えた渦流室を有している。有利には粗紡糸形成エレメントはスピンドルである。加撚手段の渦流室では本発明によりドラフトスライバに少なくとも部分的に(即ち少なくとも繊維の一部に)実撚(撚り)が空気流によって与えられる。
【0040】
ドラフトスライバから粗糸を形成するための本発明による粗紡機は、別の構成の加撚手段を有していても良い。同様に本発明による別の加撚手段は、粗紡糸形成エレメント(例えばスピンドル)を有さない渦流室を有する。しかしこの渦流室は、渦流室内に空気流を生ぜしめる手段を有している。このような空気流によりドラフトスライバに少なくとも部分的に(即ち少なくとも繊維の一部)に実撚(撚り)が与えられる。このような本発明による加撚手段の別の構成は、空気流を形成するための相応の複数の手段を備えた複数の渦流室を有していても良い(図3bまたは3c参照)。
【0041】
本発明による粗紡機もしくは本発明による加撚手段の手前には、練条機の他に、それぞれ付加的なドラフト装置を設けることもできる。
【0042】
有利には本発明による加撚手段はそれぞれ1つのまたは複数の撚り堰き止め部材を有している。この撚り堰き止め部材は例えばエッジ、ピン、ねじれ面、円錐、複数の変向手段として形成することができる。本発明による加撚手段は、例えば、ピンを備えたねじれ面、またはピンを備えた円錐、ピンを備えたエッジ、またはピンを備えたねじれ面といった上記の撚り堰き止め部材の組み合わせを有していても良い。本発明による加撚手段は、複数のこのような撚り堰き止め部材もしくはその組み合わせを有していて良い。
【0043】
有利には本発明による加撚手段は空気流を生ぜしめるための複数のノズルを有している。この場合、これらのノズルは、同じ渦流室内で同じ方向に向けられた空気流を一緒に生ぜしめるために、そこから生じる空気噴流が同じ方向に向けられるように調整されている。このことは、複数の渦流室が設けられている場合には必然ではない。複数の渦流室が設けられている場合には空気流は逆の回転方向を有することができる。有利にはノズル孔は渦流室の内側で渦流室の軸線を中心として回転対称的に配置されている(従ってノズル孔の流入角度が同じである)。複数の渦流室が設けられている場合、ノズルを有利には、それぞれ1つの渦流室のノズルが回転対称的に配置されてはいるが、各渦流室は各ノズルのために異なる流入角度を有しているように配置することができる。従って、各渦流室へと流出する空気噴流は、左回転または右回転の意味で異なる回転方向を有しているだけではなく、異なる「リード角」も有している。ノズルの回転対称的な配置は例えば図2に示されている。ノズルの回転対称的かつずらされた配置は図3bに示されている(両渦流室のノズル孔11は図2と同様に回転対称的に配置されている)。
【0044】
有利には本発明による粗紡機および加撚手段は、スライバの幅を加撚手段への進入前に検出する機能を有する漏斗状部材または空気動力学的または機械的なコンデンサを有している。
【0045】
有利には、粗紡糸形成エレメント(例えばスピンドル)の流入開口と(例えば排出ローラ対の)最後のニップ線との間の間隔は、スライバで生じる最大の繊維長さよりも大きくない、またはスライバの平均的なパイル繊維長さよりも大きい。
【0046】
有利には、加撚手段の入口と(例えばドラフト装置の排出ローラ対の)最後のニップ線との間の間隔は、スライバで生じる最大の繊維長さよりも大きくない。
【0047】
有利には本発明による粗紡機にはワインダが設けられている。ワインダは、加撚手段に沿って生じる粗紡糸を巻き付ける。有利にはワインダは、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダまたはパラレルワインダである。
【0048】
有利には糸形成エレメントはスピンドルである。
【0049】
本発明にはさらに、ドラフトスライバから粗糸を製造するための方法も含まれる。このような本発明による方法では、複数のスライバからダブリングおよびドラフトによりドラフトスライバが製造される。この場合、ドラフトスライバは続いて有利には再度ドラフトされ、次いで少なくとも部分的に(即ち、スライバの繊維の少なくとも一部が)加撚される(回転される)。
【0050】
本発明による方法のためには、有利には、空気流を生ぜしめるための複数のノズルが設けられている。これらのノズルは、1つの軸線を中心として回転対称的である、または1つの軸線を中心として回転対称的にずらされて配置されている(図2及び図3b、図3cにつき示した上記構成参照)。
【0051】
更に上記本発明の粗紡機、特にフライヤおよび本発明による加撚手段の使用法または本発明による粗糸を製造するための方法では、粗糸に保護加撚しか与えない。即ち、空気流によって生ぜしめられた粗糸はドラフト可能である。
【0052】
本発明は、上記の手段および構成に制限されるものではない。このような構成はむしろ、当業者にとって本発明の思想をできるだけ有効に使用するヒントとして考えられる。従って明細書および図面に示した構成により、容易に別の有利な使用例および組み合わせを導き出すことができ、これは同様に本発明による思想に加えられ、本願により保護されるべきものである。本発明による開示された特徴のいくつかは明細書で組み合わせて記載され、以下の請求項で組み合わせたかたちで請求されている。しかしながらこの明細書に記載した本発明の個々の特徴はそれ自体単独で、または別の組み合わせた形で本発明の思想の利用において請求される。従って出願人は、本発明の思想を利用して別の組み合わせがあり得ることを明確にしておく。
【図面の簡単な説明】
【0053】
【図1】図1は本発明による練条機・粗紡機組み合わせ体を示す図であって、図1aは、練条機・粗紡機組み合わせ体の1つの紡績個所を概略的に示した図である。
【図2】図1の加撚手段を示した図である。
【図3】図3は本発明による別の加撚手段を示した図であって、図3Aは実撚の様子が示されていて、図3Bには図3Aの加撚手段の変化実施例が示されていて、図3Cには図3Bの変化実施例が示されている。
【図4】図4にはピンとして形成された撚り堰き止め部材を備えた加撚手段を示した図であって、図4A及び図4B及び図4Cには、ピンが撚りを堰き止めている様子が示されている。
【図5】撚り停止円錐を備えた繊維ガイド部材10を示した図である。
【図6】図6はピンを有さないねじれた繊維ガイド部材を示した図であって、図6A、図6Bはピンを有さないねじれた繊維ガイド部材を種々異なる角度から見た図である。
【図7】図7には別の撚り堰き止め部材が示されていて、図7Aには側方から見た図が示されている。
【図8】図8Aと図8Bは種々異なる形状の撚り堰き止め機能を有した変向部材を示す図であって、図8Cはそれらを正面から見た図である。
【図9】スライバの幅を加撚手段への導入前に検出する手段を示した図である。
【符号の説明】
【0054】
1 粗紡機の紡績個所、 2 ドラフト装置、 3 ドラフトスライバ、 4 加撚手段、 5,5.1,5.2 渦流室、 6 粗紡糸形成エレメント(スピンドル)、 7 ワインダ、 8 引き出しローラ対、 9 粗紡糸、 10 繊維ガイド部材、 11 ノズル孔またはノズル、 12 自由繊維端部、 13 導入開口、 14 コア、 15 粗紡糸形成エレメントを有さない加撚手段、 16,16.1,16.2 空気流、 17 2つの渦流室を備えた加撚手段、 18 撚り堰き止め部材を備えた加撚手段、 19 ピン、 20 空気流、 21 ピンを備えたねじれた繊維ガイド部材、 22 ピンを備えていないねじれた繊維ガイド部材、 23 複数の変向手段を有した繊維ガイド部材、 24 撚り停止円錐、 25 繊維ガイド部材、 26,27,28 撚り停止機能を有する変向手段、 29 漏斗状部材、 30 排出ローラ対、 31 加撚手段、 32 空気流、 33 エッジ、 34 ニップ線、 35 練条機・粗紡機組み合わせ体、 36 練条機、 37 ドラフトユニット、 38 スライバ、 40 加撚手段、 41 右撚り空気流、 42 左撚り空気流
【特許請求の範囲】
【請求項1】
複数のスライバ(38)をダブリングおよびドラフトしてドラフトスライバ(3)を形成し、次いでこのドラフトスライバ(3)から粗紡糸(9)を製造するための練条機・粗紡機組み合わせ体(35)であって、単数又は複数の、有利には制御された練条機(36)と、これに後置された相応に単数又は複数の紡績個所(1)とを有しており、該紡績個所はそれぞれ1つの加撚手段(4)と、該加撚手段(4)の手前に配置された有利には1つのドラフト装置(2)とを有している形式のものにおいて、
加撚手段(4)が、内部に粗紡糸形成エレメント(6)を備えた1つの渦流室(5)を有しており、ドラフトスライバ(3)に渦流室(5)内で実撚が、または少なくとも部分的に実撚が空気流(32)によって与えられることを特徴とする、練条機・粗紡機組み合わせ体。
【請求項2】
複数のスライバ(38)をダブリングおよびドラフトしてドラフトスライバ(3)を形成し、次いでこのドラフトスライバ(3)から粗紡糸(9)を製造するための練条機・粗紡機組み合わせ体(35)であって、単数又は複数の、有利には制御された練条機(36)と、これに後置された相応に単数又は複数の紡績個所(1)とを有しており、該紡績個所はそれぞれ1つの加撚手段(4)と、該加撚手段(4)の手前に配置された有利には1つのドラフト装置(2)とを有している形式のものにおいて、
加撚手段(15,17)が、粗紡糸形成エレメント(6)を有していない単数又は複数の渦流室(5,5.1,5.2)を有しており、ドラフトスライバ(3)に単数又は複数の渦流室(5,5.1,5.2)内で実撚が、または少なくとも部分的に実撚が単数又は複数の空気流(16,16.1,16.2,41,42)によって有利には仮撚り法で与えられることを特徴とする、練条機・粗紡機組み合わせ体。
【請求項3】
加撚手段(4,18)が少なくとも1つの撚り堰き止め部材(19,21,22,26,27,28,33)を有しており、有利には前記撚り堰き止め部材が、エッジ(33)、ピン(19)、ねじれ面(21,22)、円錐体(24)、複数の変向手段(26,27,28)またはこれらのエレメントの組み合わせとして形成されている、請求項1または2記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項4】
加撚手段(4,17,18)が、空気流(16,16.1,16.2,20)を発生させるための複数のノズル(11)を有しており、該ノズル(11)は、生じる空気噴流(32)が、一緒に1つの同じ方向に向けられた空気流(16.1,16.2,20)と加撚とを生ぜしめるよう同じ方向に向けられるように調整されており、有利にはノズルは回転対称的に、または回転対称的かつずらされて配置されている、請求項1から3までのいずれか1項記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項5】
加撚手段(4,17,18)が、第1の渦流室(5.1)と、これに続く少なくとも1つの別の渦流室(5.1)とを有しており、各渦流室(5.1,5.2)が、加撚のために空気流(16,16.1,16.2,20)を製造するためのノズル(11)を有しており、第1の渦流室(5.1)に続く少なくとも1つの渦流室(5.2)のノズル(11)が、第1の渦流室(5.1)の回転する空気流(41)とは逆に回転する空気流(42)、ひいては第1の渦流室(5.1)の加撚とは逆に向けられた加撚を形成するように調整されている、請求項2又は3記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項6】
加撚手段(4,15,17,18,31)へと進入する前のスライバ(3)の幅を検出する手段(29)、特に漏斗状部材(29)もしくはエアロダイナミック的または機械的なコンデンサが設けられている、請求項1から5までのいずれか1項記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項7】
粗紡糸形成エレメントの導入開口(13)と最後のニップ線(34)との間の間隔が、ドラフトスライバ(3)に含まれる最大の繊維長さよりも大きくない、請求項1又は3又は6記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項8】
加撚手段(4,15,17,18,31)の入口と最後のニップ線(34)との間の間隔が、ドラフトスライバ(3)に含まれる最大の繊維長さよりも大きくない、請求項2又は4又は6記載の粗紡糸を製造するための粗紡機。
【請求項9】
粗紡機の単数又は複数の精紡個所(1)にワインダ(7)が対応配置されており、このワインダは、加撚手段(4,15,17,18,31)から出た粗紡糸(9)を巻き付け、有利にはワインダ(7)は、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダ、パラレルワインダである、請求項1から8までのいずれか1項記載の練条機・粗紡機組み合わせ体。
【請求項10】
粗紡糸形成エレメント(6)がスピンドルである、請求項1から9までのいずれか1項記載の練条機・粗紡機組み合わせ体。
【請求項11】
スライバ(38)から粗紡糸(9)を製造するための方法であって、複数のスライバ(38)からダブリング及びドラフトによってドラフトスライバ(3)を製造し、ドラフトスライバ(3)を次いで有利には再度ドラフトし、次いで少なくとも部分的に加撚する形式のものにおいて、
加撚を単数又は複数の空気流(16,16.1,16.2,20、41,42)によって単数又は複数の渦流室(5,5.1,5.2)内で行う、スライバから粗紡糸を製造するための方法。
【請求項12】
空気流(16,16.1,16.2,20)を発生させるための複数のノズル(11)が設けられており、これらのノズル(11)を、そこから生じる空気噴流(32)が、同じ方向に向けられた1つの空気流(16,16.1,16.2,20)を一緒に発生させるために、同じ方向に向けられるように配置する、請求項11記載の方法。
【請求項13】
粗紡糸に与えられる撚りが保護加撚であって、従って粗紡糸(9)はドラフト可能に保たれていることを特徴とする、請求項1から12までのいずれか1項記載の、スライバ(38)から粗紡糸を製造するための練条機・粗紡機組み合わせ体または方法。
【請求項14】
粗紡糸(9)の製造が仮撚り法によって行われない、請求項1から13までのいずれか1項記載の、スライバ(38)から粗紡糸を製造するための練条機・粗紡機組み合わせ体または方法。
【請求項1】
複数のスライバ(38)をダブリングおよびドラフトしてドラフトスライバ(3)を形成し、次いでこのドラフトスライバ(3)から粗紡糸(9)を製造するための練条機・粗紡機組み合わせ体(35)であって、単数又は複数の、有利には制御された練条機(36)と、これに後置された相応に単数又は複数の紡績個所(1)とを有しており、該紡績個所はそれぞれ1つの加撚手段(4)と、該加撚手段(4)の手前に配置された有利には1つのドラフト装置(2)とを有している形式のものにおいて、
加撚手段(4)が、内部に粗紡糸形成エレメント(6)を備えた1つの渦流室(5)を有しており、ドラフトスライバ(3)に渦流室(5)内で実撚が、または少なくとも部分的に実撚が空気流(32)によって与えられることを特徴とする、練条機・粗紡機組み合わせ体。
【請求項2】
複数のスライバ(38)をダブリングおよびドラフトしてドラフトスライバ(3)を形成し、次いでこのドラフトスライバ(3)から粗紡糸(9)を製造するための練条機・粗紡機組み合わせ体(35)であって、単数又は複数の、有利には制御された練条機(36)と、これに後置された相応に単数又は複数の紡績個所(1)とを有しており、該紡績個所はそれぞれ1つの加撚手段(4)と、該加撚手段(4)の手前に配置された有利には1つのドラフト装置(2)とを有している形式のものにおいて、
加撚手段(15,17)が、粗紡糸形成エレメント(6)を有していない単数又は複数の渦流室(5,5.1,5.2)を有しており、ドラフトスライバ(3)に単数又は複数の渦流室(5,5.1,5.2)内で実撚が、または少なくとも部分的に実撚が単数又は複数の空気流(16,16.1,16.2,41,42)によって有利には仮撚り法で与えられることを特徴とする、練条機・粗紡機組み合わせ体。
【請求項3】
加撚手段(4,18)が少なくとも1つの撚り堰き止め部材(19,21,22,26,27,28,33)を有しており、有利には前記撚り堰き止め部材が、エッジ(33)、ピン(19)、ねじれ面(21,22)、円錐体(24)、複数の変向手段(26,27,28)またはこれらのエレメントの組み合わせとして形成されている、請求項1または2記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項4】
加撚手段(4,17,18)が、空気流(16,16.1,16.2,20)を発生させるための複数のノズル(11)を有しており、該ノズル(11)は、生じる空気噴流(32)が、一緒に1つの同じ方向に向けられた空気流(16.1,16.2,20)と加撚とを生ぜしめるよう同じ方向に向けられるように調整されており、有利にはノズルは回転対称的に、または回転対称的かつずらされて配置されている、請求項1から3までのいずれか1項記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項5】
加撚手段(4,17,18)が、第1の渦流室(5.1)と、これに続く少なくとも1つの別の渦流室(5.1)とを有しており、各渦流室(5.1,5.2)が、加撚のために空気流(16,16.1,16.2,20)を製造するためのノズル(11)を有しており、第1の渦流室(5.1)に続く少なくとも1つの渦流室(5.2)のノズル(11)が、第1の渦流室(5.1)の回転する空気流(41)とは逆に回転する空気流(42)、ひいては第1の渦流室(5.1)の加撚とは逆に向けられた加撚を形成するように調整されている、請求項2又は3記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項6】
加撚手段(4,15,17,18,31)へと進入する前のスライバ(3)の幅を検出する手段(29)、特に漏斗状部材(29)もしくはエアロダイナミック的または機械的なコンデンサが設けられている、請求項1から5までのいずれか1項記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項7】
粗紡糸形成エレメントの導入開口(13)と最後のニップ線(34)との間の間隔が、ドラフトスライバ(3)に含まれる最大の繊維長さよりも大きくない、請求項1又は3又は6記載の粗紡糸を製造するための練条機・粗紡機組み合わせ体。
【請求項8】
加撚手段(4,15,17,18,31)の入口と最後のニップ線(34)との間の間隔が、ドラフトスライバ(3)に含まれる最大の繊維長さよりも大きくない、請求項2又は4又は6記載の粗紡糸を製造するための粗紡機。
【請求項9】
粗紡機の単数又は複数の精紡個所(1)にワインダ(7)が対応配置されており、このワインダは、加撚手段(4,15,17,18,31)から出た粗紡糸(9)を巻き付け、有利にはワインダ(7)は、チーズワインダ、精密チーズワインダ、粗チーズワインダ、段状精密ワインダ、パラレルワインダである、請求項1から8までのいずれか1項記載の練条機・粗紡機組み合わせ体。
【請求項10】
粗紡糸形成エレメント(6)がスピンドルである、請求項1から9までのいずれか1項記載の練条機・粗紡機組み合わせ体。
【請求項11】
スライバ(38)から粗紡糸(9)を製造するための方法であって、複数のスライバ(38)からダブリング及びドラフトによってドラフトスライバ(3)を製造し、ドラフトスライバ(3)を次いで有利には再度ドラフトし、次いで少なくとも部分的に加撚する形式のものにおいて、
加撚を単数又は複数の空気流(16,16.1,16.2,20、41,42)によって単数又は複数の渦流室(5,5.1,5.2)内で行う、スライバから粗紡糸を製造するための方法。
【請求項12】
空気流(16,16.1,16.2,20)を発生させるための複数のノズル(11)が設けられており、これらのノズル(11)を、そこから生じる空気噴流(32)が、同じ方向に向けられた1つの空気流(16,16.1,16.2,20)を一緒に発生させるために、同じ方向に向けられるように配置する、請求項11記載の方法。
【請求項13】
粗紡糸に与えられる撚りが保護加撚であって、従って粗紡糸(9)はドラフト可能に保たれていることを特徴とする、請求項1から12までのいずれか1項記載の、スライバ(38)から粗紡糸を製造するための練条機・粗紡機組み合わせ体または方法。
【請求項14】
粗紡糸(9)の製造が仮撚り法によって行われない、請求項1から13までのいずれか1項記載の、スライバ(38)から粗紡糸を製造するための練条機・粗紡機組み合わせ体または方法。
【図1】

【図1A】
【図2】

【図3】
【図3A】
【図3B】

【図3C】

【図4】

【図4A】
【図4B】

【図4C】
【図5】
【図6】
【図6A】

【図6B】
【図7】
【図7A】
【図8A】
【図8B】
【図8C】
【図9】
【図1A】
【図2】
【図3】
【図3A】
【図3B】
【図3C】
【図4】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図6A】
【図6B】
【図7】
【図7A】
【図8A】
【図8B】
【図8C】
【図9】
【公表番号】特表2007−505226(P2007−505226A)
【公表日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2006−525592(P2006−525592)
【出願日】平成16年7月6日(2004.7.6)
【国際出願番号】PCT/CH2004/000424
【国際公開番号】WO2005/026420
【国際公開日】平成17年3月24日(2005.3.24)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
【公表日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成16年7月6日(2004.7.6)
【国際出願番号】PCT/CH2004/000424
【国際公開番号】WO2005/026420
【国際公開日】平成17年3月24日(2005.3.24)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
[ Back to top ]