
端面検査方法および端面検査装置
【課題】積層体の端面に沿って上下向きのバリなどの欠陥部位を精度よく求める。
【解決手段】撮像画像データから積層体の領域を求め、積層体の領域の画像データを利用して最小二乗法により当該領域を矩形近似し、当該矩形と積層体の領域合わせ込み、積層体の領域からフィッティング後の領域の差分をとり、塗布物質の欠陥部位を求めるとともに、芯材の領域の画像データを利用して最小二乗法により当該領域を矩形近似して芯材の領域と合わせ込み、芯材の領域からフィッティング後の矩形領域の差分をとり、芯材の欠陥部位を求める。
【解決手段】撮像画像データから積層体の領域を求め、積層体の領域の画像データを利用して最小二乗法により当該領域を矩形近似し、当該矩形と積層体の領域合わせ込み、積層体の領域からフィッティング後の領域の差分をとり、塗布物質の欠陥部位を求めるとともに、芯材の領域の画像データを利用して最小二乗法により当該領域を矩形近似して芯材の領域と合わせ込み、芯材の領域からフィッティング後の矩形領域の差分をとり、芯材の欠陥部位を求める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属薄または金属板などの芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法および端面検査装置に関する。
【背景技術】
【0002】
従来、芯材に活物質を塗布した積層体として、二次電池の電極板が知られている。金属薄または金属板に活物質を塗布し、所定の枚葉状に切断した電極板を製造する過程で、電極板の端面で発生する欠けやバリを検査している。具体的には、光の照射により発光する背景色調板上に枚葉の電極板を載置し、照明装置によって電極板の表面に向けて光を照射しながら当該電極板の表面をカメラで撮影する。
【0003】
取得した画像データに微分フィルタをかけて背景色調板、芯材および活物質からの光の反射度合いの変化を微分処理し、画像データにおける濃淡レベルの変化によって電極板の輪郭を強調している。その後、ノイズ処理を行って当該輪郭抽出データと予め定めた既定値と比較する。当該既定値の範囲内に輪郭抽出データが収まっているかどうかによって、電極板の欠けやバリを検出している(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−40383号公報
【0005】
従来の検査方法を利用してバリの発生した電極板を除去して製造した二次電池であるにも関わらず、不良品が発生している。そこで、当該不良品の発生原因を鋭意検討したところ、次のような新たな知見を発明者等は得た。
【0006】
すなわち、従来の検査方法では電極板を平面視したときに、その幅方向からはみ出るバリを検出するのに有効に機能している。しかしながら、電極板を平面視したとき、バリは幅方向のみならなす、その先端が上側または下側に向いているものも含まれる。これら上下向きのバリを従来の検査では検出することができなかった。それ故に、絶縁物であるセパレータを介在させて複数枚の電極板を多層にしたとき、上下向きのバリがセパレータに突き刺さって貫通し、セパレータを介して交互に積層された正極と負極の電極板が短絡していることが分かった。
【0007】
さらに、電極板のみならず、活物質表面の凹凸差の大きい箇所では、芯材と同様に上向きのバリ状になっており、当該活物質が積層時に押しつぶされ、粉塵となって二次電池内を汚染していた。
【0008】
本発明はこのような事情に鑑みてなされたものであって、芯材または芯材に塗布物質が塗布された積層体の端面で発生しているバリを精度良く検出することのできる端面検査方法および端面検査装置を提供することを主たる目的としている。
【発明の概要】
【課題を解決するための手段】
【0009】
この発明は、このような目的を達成するために、次のような構成をとる。
すなわち、第1の発明は、芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記積層体の領域を求める第1領域抽出過程と、
前記第1領域算出過程で求めた積層体の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記積層体の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める第2欠陥部位算出過程と、
を備えたことを特徴とする。
【0010】
(作用・効果) この方法によれば、積層体の断面、端面の領域と当該領域を形成する画像データを利用して矩形を近似し、実際の積層体の領域と当該矩形の差分をとる。差分により余った領域と予め決めた基準値との比較から積層体および芯材で発生しているバリなどの欠陥部位を検出することができる。すなわち、積層体を構成する芯材および塗布物質の端面を正面視したとき、積層体の表裏面側に向かって発生している上向きおよび下向きのバリなどの欠陥部位を精度よく検出することができる。
【0011】
上記方法において、前記第1矩形近似過程で求めた矩形と積層体の領域と合わせ込む第1フィッティング過程と、
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記積層体の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求めることが好ましい。
【0012】
この方法によれば、実際の積層体および芯材のそれぞれの領域に矩形をフィッティングさせるので、バリを精度よく検出することができる。つまり、本来矩形内に収まっていなければならない、芯材および積層体の両端面形状からはみ出る部位が求められる。当該部位をバリなどの芯材および塗布物質の欠陥部位とみなすことができる。
【0013】
上記方法において、前記第1領域抽出過程で求めた積層体領域と第1矩形近似過程で求めた矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割過程を含み、
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して塗布物質の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求めることが好ましい。
【0014】
この方法によれば、積層体を長手方向に分割してから再度矩形近似をするので、矩形を長方形または正方形に近い形状として求めることができる。すなわち、積層体が長手方向に波打っている場合や湾曲している場合に発生しがちな誤差を無くすことができ、欠陥部位をより精度よく求めることができる。
【0015】
また、上記方法において、第1領域抽出過程の後に、芯材および積層体のうち少なくとも積層体の領域を強調する領域強調処理過程を備えることが好ましい。
【0016】
この方法によれば、正確に取得しきれていない画像データ部分を補完し、芯材および積層体の領域を強調することができる。
【0017】
また、上記方法において、第2領域抽出過程の後に、芯材以外のノイズを除去するノイズ除去過程を備えることが好ましい。
【0018】
つまり、ノイズを除去することにより、芯材の形状がより精度よく特定され、当該芯材から連続的に上向きまたは下向きに伸びるバリなどの欠陥部位をより精度よく求めることができる。
【0019】
なお、上記方法において、所定幅にスリットされた帯状の積層体の端面を検査するのに適用させることができる。
【0020】
また、この発明は、このような目的を達成するために、次のような構成をとる。
【0021】
すなわち、芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査装置であって、
前記積層体の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および積層体の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記積層体および芯材の領域を求める領域抽出部と、
前記積層体および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および積層体の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする。
【0022】
この構成によれば、上記方法を好適に実施することができる。
【0023】
なお、当該構成において、前記画像処理ユニットは、矩形近似部で求めた各矩形を芯材および積層体の各領域に合わせ込むフィッティング部を備え、
前記欠陥部位算出部は、前記芯材および積層体の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求めることが好ましい。
【0024】
この構成によれば、積層体が湾曲または波打っている場合、近似した矩形も湾曲の傾きに応じて傾く。このとき、実際の積層体および芯材の画像領域の四隅に近似した矩形の四隅は重ならない。しかしながら、フィッティングした矩形は重なる。したがって、画像領域全体から欠陥部位をより精度よく検出することができる。
【0025】
なお、当該構成において、画像処理ユニットは、積層体領域と矩形領域の差分をとり、余った領域の面積に応じて応じて積層体の長手方向に沿って画像を所定数に分割する分割判定部を備えることが好ましい。
【0026】
この構成によれば、表示されている積層体を長手方向に沿って複数個に画像に分割することにより、当該積層体の領域にフィッティングさせる近似矩形を長方形または正方形に近づけることができる。したがって、積層体が湾曲または波打っている場合であっても、その端面に発生している欠陥部位をより精度よく検出することができる。
【0027】
また、この構成において、領域抽出部で求めた芯材および積層体の画像のうち少なくとも積層体の領域を強調する領域強調部を備えることが好ましい。
【0028】
この構成によれば、正確に取得しきれていない画像データ部分を補完し、芯材および積層体の領域を強調することができる。
【発明の効果】
【0029】
本発明の端面検査方法および端面検査装置によれば、積層体を構成する芯材と塗布物質の端面に沿って上向きおよび下向きのバリなどの欠陥部位を精度よく検出することができる。
【図面の簡単な説明】
【0030】
【図1】本実施例に係る端面検査装置の概略構成図である。
【図2】電極板の端面検査を示す図1のA−A矢視断面図である。
【図3】実施例装置の概略構成を示すブロック図である。
【図4】実施例装置による検査処理を示すフローチャートである。
【図5】塗布物質の欠陥部位を求めるフローチャートである。
【図6】芯材の欠陥部位を求めるフローチャートである。
【図7】電極板を撮像した画像である。
【図8】二値化処理後の塗布物質を強調した領域画像である。
【図9】塗布物質の矩形近似処理の模式図である。
【図10】塗布物質のフィッティング処理の模式図である。
【図11】分割後の塗布物質の矩形近似処理の模式図である。
【図12】分割後の塗布物質のフィッティング処理の模式図である。
【図13】分割画像の塗布物質から欠陥部位を求める模式図である。
【図14】芯材の領域画像である。
【図15】分割後の芯材の領域画像である。
【図16】分割後の芯材の矩形近似処理の模式図である。
【図17】分割後の芯材のフィッティング処理の模式図である。
【図18】分割画像の芯材から欠陥部位を求める模式図である。
【発明を実施するための形態】
【0031】
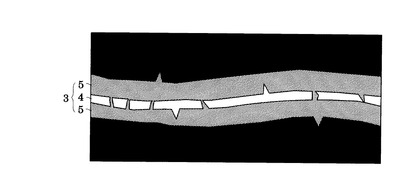
以下、図面を参照して本発明の一実施例を説明する。なお、本実施例では、図3に示すように、二次電池(例えば、リチウムイオン電池など)に利用する芯材4の両面に塗布物質5(例えば、活物質など)の塗布された正極または負極用の電極板3を利用している。ボビンに巻回された長尺の当該電極板3を長手方向に沿って所定幅に切断した当該端面に発生しているバリなどの欠陥部位を検査する装置を例に採って説明する。
【0032】
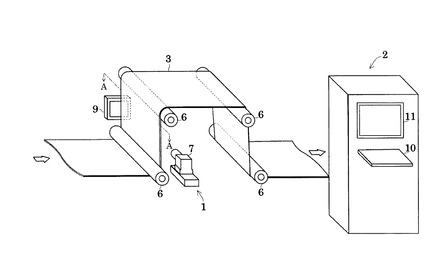
図1は、本発明の実施例に係る端面検査装置の概略構成を示す図である。
【0033】
この端面検査装置は、光学ユニット1と画像処理装置2などから構成されている。
【0034】
光学ユニット1は、ガイドローラ6によって所定のテンションの付与された電極板3の端面に向けて配備された光学カメラ7、電極板3の撮影領域に向けて光を照射する照射ユニット8および電極板3を挟んで光学カメラ7に対向配備された背景板9などから構成されている。
【0035】
背景板9としては、撮影対象物に応じて、反射用の白色板または光を吸収する黒色板などを適宜に変更する。なお、本実施例では黒色板を利用している。
【0036】
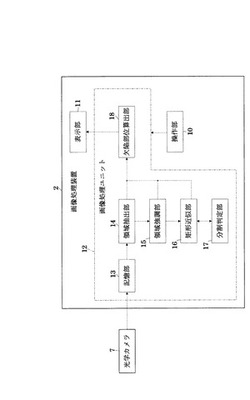
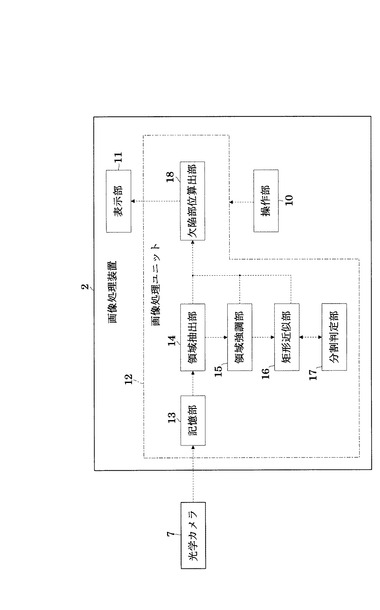
画像処理装置2は、図3に示すように、撮影条件などを設定入力する操作部10、設定入力画像や撮影した画像を表示する表示部11および電極板3の端面に発生している欠陥部位を求める画像処理ユニット12などを備えている。
【0037】
画像処理ユニット12は、記憶部13、領域抽出部14、領域強調部15、矩形近似部16、分割判定部17および欠陥部位算出部18を備えている。なお、当該画像処理ユニット12を構成する各部の機能については、図4から図6に示すフローチャートを利用し、以下の当該実施例装置の動作説明において詳述する。
【0038】
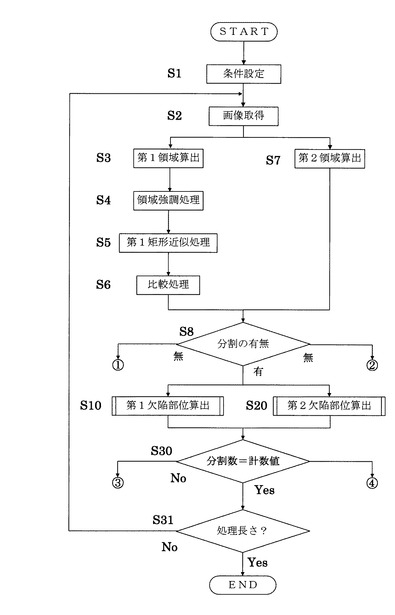
<ステップS1> 条件設定
検査対象の電極板3の全長、幅、芯材4および塗布物質5の厚みなどが、操作部10から入力または表示部11に表示されている情報から選択される。また、芯材4および塗布物質5の欠陥部位の判定に利用する基準値や設定値なども予め設定入力される。これら設定条件は、記憶部13に格納される。
【0039】
<ステップS2> 画像取得
条件設定が完了し、電極板3の搬送と同時に光学カメラ7が電極板3の端面の撮影を開始する。撮影された図7に示す画像の当該画像データは、リアルタイムに記憶部13に記憶されてゆく。記憶された画像データは、領域抽出部14によって読み出され、二値化処理される。その後、当該二値化処理された画像データに基づいて、第1領域抽出側と第2領域抽出側の2つの処理が並列で実行される。そこで、先ず、第1領域抽出の処理について説明する。なお、第1領域抽出側の処理系統では、電極板3の外形から塗布物質5に発生しているバリを検出している。
【0040】
<ステップS3> 第1領域抽出
領域抽出部14は、先ず、電極板3の領域、すなわち、塗布物質5の領域を求める。例えば、画像に表示される撮影対象物は、背景板9および電極板3である。また、電極板3は、芯材4と塗布物質5から構成されている。これら3つの物質は、反射率が異なる。つまり、金属薄である芯材4の輝度が最も高く、塗布物質5、背景板9の順に輝度が低くなってゆく。そこで、二値化処理の画像データにおいて、0から255階調の範囲で各物質の濃淡レベルに応じたものを実験などのよって予め基準値を求めておき、取得した実画像データと基準値を比較し、図8に示すように、塗布物質5の領域のみを求める。
【0041】
<ステップS4> 領域強調処理
領域強調部15は、求めた塗布物質5の領域画素に対して膨張および収縮させるクロージング処理を少なく1回行う。このとき、塗布物質5の端面に凹凸または切断時の粉塵の付着による光の拡散によって生じる輝度ムラなどの影響で欠損する画素が補完される。したがって、図8に示すように、連続的に繋がった塗布物質5の領域が強調される。なお、当該領域強調処理は、クロージング処理以外にフィルタリング処理を利用してもよい。
【0042】
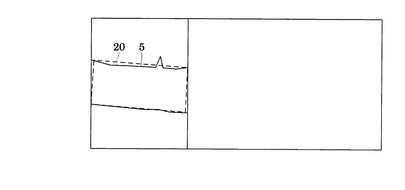
<ステップS5> 第1矩形近似処理
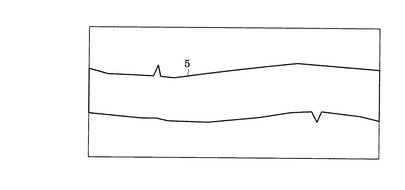
矩形近似部16は、抽出した塗布物質5の領域の輪郭座標を利用して最小二乗法により、図9に示すように、実際の塗布物質5の領域に近似させた矩形領域20を求める。
【0043】
<ステップS6> 比較処理
ステップS4で求めた塗布物質5の領域とステップS5で求めた矩形領域の差分をとる。
【0044】
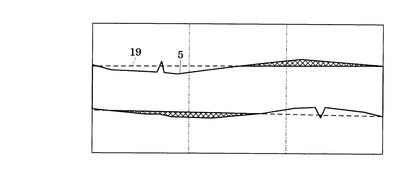
<ステップS8> 分割判定
分割判定部17は、ステップS6で差分し、余った領域、すなわち、図10に示す近似矩形からはみ出るハッチング部分の面積を算出する。当該面積に応じて電極板3の画像を長手方向に最適となる分割数を求める。例えば、実験などにより予め決めた設定値で当該面積を除算し、その値を四捨五入したときの値が2以上であれば、分割有りと判定し、2未満であれば分割不要と判定する。なお、当該判定は設定条件などによって適宜変更される。例えば、分割演算結果が“0”または“1”となるように設定し、“0”の場合には分割無とし、“1”の場合は分割有と判定していもよい。
【0045】
すなわち、余った領域の面積が大きい場合ほど、電極板3が湾曲している。したがって、後の矩形近似処理の際に、求める矩形と実際の塗布部材5の輪郭とが略一致するような値を設定値とする。
【0046】
判定の結果、分割が必要な場合はステップS10内のステップS11にすすむ。分割が不要な場合はステップS12にすすむ。
【0047】
<ステップS10> 第1欠陥部位算出
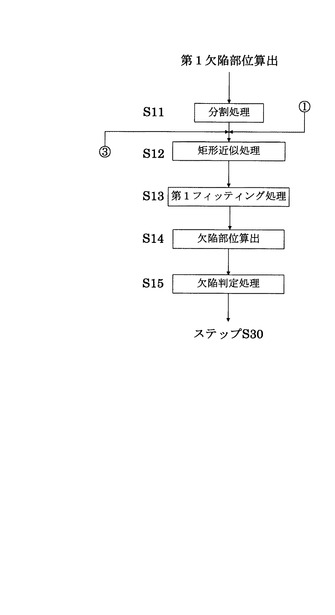
当該ステップS10では、塗布物質5の欠陥部位を求める。当該欠陥部位を求めるために、図5に示すように、以下のステップS11からステップS15の処理が繰り返し実行される。
【0048】
<ステップS11> 分割処理
ステップS8で求めた分割数に応じて、画像データを分割する。
【0049】
<ステップS12> 矩形近似処理
矩形近似処理部16は、分割画像ごとに矩形近似処理を実行する。本実施例では3分割され、図11に示すように、その左側の画像から塗布物質5の領域に近似する矩形領域20を求める。例えば、塗布物質5の領域の輪郭座標を利用して最小二乗法により実際の塗布物質5の領域に近似させた矩形領域20を求める。
【0050】
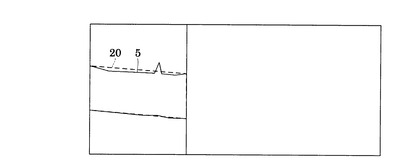
<ステップS13> 第1フィッティング処理
矩形近似処理が完了すると、図12に示すように、分割画像内の塗布物質5の領域の四隅と近似矩形の四隅とが一致するようにフィッティング処理を行う。
【0051】
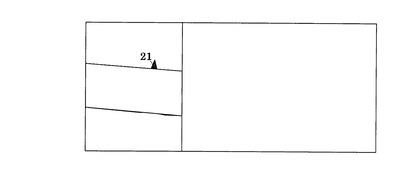
<ステップS14> 欠陥部位算出
欠陥部位算出部18は、図13に示すように、分割された塗布物質5の領域とフィッティング後の矩形領域の差分をとり、矩形領域からはみ出る部分を塗布物質5の欠陥部位候補として求める。
<ステップS15> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位21のみを算出する。ここで、致命的な欠陥部位21とは、電極板3をセパレータを介して積層したとき、セパレータを貫通しきる恐れのある高さに設定される。したがって、セパレータの厚みなどのよって適宜に変更される。
【0052】
<ステップS30> 分割数=計数値
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS12からの処理が繰り返される。
【0053】
次に、第2輪郭算出の処理について説明する。なお、第2輪郭算出側の処理系統では、芯材4に発生しているバリなどを検出している。
【0054】
<ステップS7> 第2領域抽出
領域抽出部14は、取得した画像データと予め決めた芯材4の基準値を比較し、図15に示すように、芯材4の領域を求める。その後、ステップS8における分割判定の結果が、ステップS20内のステップS21またはステップS22に送られる。
【0055】
<ステップS20> 第2欠陥部位算出
当該ステップS20では、分割判定部17の判定結果に応じて芯材4の欠陥部位を、図6に示すように、以下のステップS21からステップS25の処理が繰り返し実行される。
【0056】
<ステップS21> 分割処理
ステップS8で求めた分割数に応じて、画像データを分割する。
【0057】
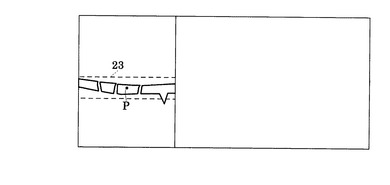
<ステップS22> 矩形近似処理
矩形近似部16は、図15に示すように、分割処理により分割された芯材4の領域から、図16に示す、外乱などの影響で途切れて映っている芯材の各々に対し、外接または近似させた複数個の矩形領域22を求める。この求めた各矩形領域22より重心位置の座標pおよび芯材厚み方向の長さを求める。
【0058】
次に、求めた各矩形領域の重心位置の芯材厚み方向の座標値の総和からの平均値を求める。そして、分割した画像の長手方向の中心と当該の平均値を中心の位置をPとし、長手方向は分割した画像の長さ、短手方向は求めた各矩形領域22の芯材厚み方向の長さの平均値に芯材厚み許容量を加算した長さの矩形領域23を求める。
【0059】
<ステップS23> 第2フィッティング処理
図17に示すように、求めた矩形領域23に対し、画面に映り込んでいる芯材4の左右両端の座標と求めた近似矩形の四隅の座標とが、同じ垂線直線上に位置するようにフィッティング処理を行う。なお、このとき、近似した矩形23の四隅の座標が、画面上で左右両端の芯材4の座標と一致するようにフィッティング処理してもよいし、上下の辺が画面上で左右両端の芯材4の上下座標を通るよう、幅方向に拡大した矩形を用いてフィッティング処理してもよい。
【0060】
<ステップS24> 欠陥部位算出
欠陥部位算出部18は、図18に示すように、分割された芯材4の領域とフィッティング後の矩形領域の差分をとり、矩形面先からはみ出る部分を芯材4の欠陥部位候補として求める。
<ステップS25> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位24のみを算出する。ここで、致命的な欠陥部位24とは、電極板3をセパレータを介して積層したとき、塗布物質5の厚み分を超えてセパレータを貫通しきる恐れのある高さに設定される。したがって、塗布物質5の厚みおよびセパレータの厚みなどのよって適宜に変更される。
【0061】
<ステップS30> 分割数=計数値
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS22からの処理が繰り返される。
【0062】
<ステップS31> 処理長さの判定
ステップS1からステップS31までの一巡の処理が完了すると、予め設定した電極板5の処理長さに達したどうかを判定する。所定長さに達すれば、処理を完了する。所定長さに達していなければステップS2からの処理が繰り返される。
【0063】
上述のように、二次電池の端面の領域と当該領域を形成する輪郭座標から矩形を近似し、実際の二次電池の領域と当該矩形をフィッティングさせることにより、本来矩形内に収まっていなければならない、芯材4および塗布物質5の両断面形状からはみ出る上向きおよび下向きの部位をバリなどの欠陥部位として検出することができる。
【0064】
また、テンション不足などにより二次電池が長手方向(搬送方向)に湾曲または波打っている場合であっても、撮影した画像データを所定数に分割してから矩形近似をするので、湾曲などによる誤差を抑えることができ、欠陥部位をより精度よく求めることができる。
【0065】
本発明は上述した実施例のものに限らず、次のように変形実施することもできる。
【0066】
(1)上記実施例において、芯材4の欠陥部位を求める前に、ノイズ除去処理を行ってもよい。ノイズ除去の方法としては、芯材4の領域画像データから芯材4の重心座標を求め、当該重心座標が芯材4の厚み相当する閾値を超える部位の画像をノイズとみなして除去する。
【0067】
また、別の方法として、画像データを画素単位で収縮、膨張の順で処理するオープン処理によってノイズ除去を行ってもよい。
【0068】
(2)上記実施例装置は、領域強調部15を利用していたが、撮像対象の領域が二値化処理で精度よく求めることができる場合、当該機能を利用しなくてもよい。
【0069】
(3)上記実施例装置では、領域抽出部14によって読み出された画像データを二値化処理し、領域抽出を行っているが、読み出された画像データに対し、フィルタ処理などを用いてエッジ強度画像を求め、当該エッジ強度画像を二値化処理を行い領域抽出を行ってもよい。
【0070】
(4)上記実施例装置では、芯材4および塗布物質5の各領域内と矩形の差分によって欠陥部位を求めているが、座標ごとに偏差を求め、当該偏差の絶対値と予め決めた基準値との比較によって求めてもよい。この場合、基準値は、芯材4および塗布物質5の厚み+許容誤差に設定することができる。
【0071】
(5)上記実施例装置において、ステップS3の第1領域抽出とステップS7の第2領域抽出を並列処理せずにステップS3の後にステップS7を挿入し、シリアル処理してもよい。同様に、ステップS10の第1欠陥部位算出とステップS20の第2欠陥部位算出を並列処理せずに図4のステップS10の後にステップS20を挿入し、シリアル処理してもよい。
【0072】
(6)上記実施例装置は、枚葉に切断した二次電池にも利用することができる。
【符号の説明】
【0073】
1 … 光学ユニット
2 … 画像処理装置
3 … 電極板
4 … 芯材
5 … 塗布物質
12 … 画像処理ユニット
13 … 記憶部
14 … 領域抽出部
15 … 領域強調部
16 … 分割判定部
17 … 矩形近似部
18 … 欠陥部位算出部
19,20,22,23…矩形領域
21,24…欠陥部位
【技術分野】
【0001】
本発明は、金属薄または金属板などの芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法および端面検査装置に関する。
【背景技術】
【0002】
従来、芯材に活物質を塗布した積層体として、二次電池の電極板が知られている。金属薄または金属板に活物質を塗布し、所定の枚葉状に切断した電極板を製造する過程で、電極板の端面で発生する欠けやバリを検査している。具体的には、光の照射により発光する背景色調板上に枚葉の電極板を載置し、照明装置によって電極板の表面に向けて光を照射しながら当該電極板の表面をカメラで撮影する。
【0003】
取得した画像データに微分フィルタをかけて背景色調板、芯材および活物質からの光の反射度合いの変化を微分処理し、画像データにおける濃淡レベルの変化によって電極板の輪郭を強調している。その後、ノイズ処理を行って当該輪郭抽出データと予め定めた既定値と比較する。当該既定値の範囲内に輪郭抽出データが収まっているかどうかによって、電極板の欠けやバリを検出している(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−40383号公報
【0005】
従来の検査方法を利用してバリの発生した電極板を除去して製造した二次電池であるにも関わらず、不良品が発生している。そこで、当該不良品の発生原因を鋭意検討したところ、次のような新たな知見を発明者等は得た。
【0006】
すなわち、従来の検査方法では電極板を平面視したときに、その幅方向からはみ出るバリを検出するのに有効に機能している。しかしながら、電極板を平面視したとき、バリは幅方向のみならなす、その先端が上側または下側に向いているものも含まれる。これら上下向きのバリを従来の検査では検出することができなかった。それ故に、絶縁物であるセパレータを介在させて複数枚の電極板を多層にしたとき、上下向きのバリがセパレータに突き刺さって貫通し、セパレータを介して交互に積層された正極と負極の電極板が短絡していることが分かった。
【0007】
さらに、電極板のみならず、活物質表面の凹凸差の大きい箇所では、芯材と同様に上向きのバリ状になっており、当該活物質が積層時に押しつぶされ、粉塵となって二次電池内を汚染していた。
【0008】
本発明はこのような事情に鑑みてなされたものであって、芯材または芯材に塗布物質が塗布された積層体の端面で発生しているバリを精度良く検出することのできる端面検査方法および端面検査装置を提供することを主たる目的としている。
【発明の概要】
【課題を解決するための手段】
【0009】
この発明は、このような目的を達成するために、次のような構成をとる。
すなわち、第1の発明は、芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記積層体の領域を求める第1領域抽出過程と、
前記第1領域算出過程で求めた積層体の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記積層体の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める第2欠陥部位算出過程と、
を備えたことを特徴とする。
【0010】
(作用・効果) この方法によれば、積層体の断面、端面の領域と当該領域を形成する画像データを利用して矩形を近似し、実際の積層体の領域と当該矩形の差分をとる。差分により余った領域と予め決めた基準値との比較から積層体および芯材で発生しているバリなどの欠陥部位を検出することができる。すなわち、積層体を構成する芯材および塗布物質の端面を正面視したとき、積層体の表裏面側に向かって発生している上向きおよび下向きのバリなどの欠陥部位を精度よく検出することができる。
【0011】
上記方法において、前記第1矩形近似過程で求めた矩形と積層体の領域と合わせ込む第1フィッティング過程と、
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記積層体の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求めることが好ましい。
【0012】
この方法によれば、実際の積層体および芯材のそれぞれの領域に矩形をフィッティングさせるので、バリを精度よく検出することができる。つまり、本来矩形内に収まっていなければならない、芯材および積層体の両端面形状からはみ出る部位が求められる。当該部位をバリなどの芯材および塗布物質の欠陥部位とみなすことができる。
【0013】
上記方法において、前記第1領域抽出過程で求めた積層体領域と第1矩形近似過程で求めた矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割過程を含み、
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して塗布物質の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求めることが好ましい。
【0014】
この方法によれば、積層体を長手方向に分割してから再度矩形近似をするので、矩形を長方形または正方形に近い形状として求めることができる。すなわち、積層体が長手方向に波打っている場合や湾曲している場合に発生しがちな誤差を無くすことができ、欠陥部位をより精度よく求めることができる。
【0015】
また、上記方法において、第1領域抽出過程の後に、芯材および積層体のうち少なくとも積層体の領域を強調する領域強調処理過程を備えることが好ましい。
【0016】
この方法によれば、正確に取得しきれていない画像データ部分を補完し、芯材および積層体の領域を強調することができる。
【0017】
また、上記方法において、第2領域抽出過程の後に、芯材以外のノイズを除去するノイズ除去過程を備えることが好ましい。
【0018】
つまり、ノイズを除去することにより、芯材の形状がより精度よく特定され、当該芯材から連続的に上向きまたは下向きに伸びるバリなどの欠陥部位をより精度よく求めることができる。
【0019】
なお、上記方法において、所定幅にスリットされた帯状の積層体の端面を検査するのに適用させることができる。
【0020】
また、この発明は、このような目的を達成するために、次のような構成をとる。
【0021】
すなわち、芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査装置であって、
前記積層体の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および積層体の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記積層体および芯材の領域を求める領域抽出部と、
前記積層体および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および積層体の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする。
【0022】
この構成によれば、上記方法を好適に実施することができる。
【0023】
なお、当該構成において、前記画像処理ユニットは、矩形近似部で求めた各矩形を芯材および積層体の各領域に合わせ込むフィッティング部を備え、
前記欠陥部位算出部は、前記芯材および積層体の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求めることが好ましい。
【0024】
この構成によれば、積層体が湾曲または波打っている場合、近似した矩形も湾曲の傾きに応じて傾く。このとき、実際の積層体および芯材の画像領域の四隅に近似した矩形の四隅は重ならない。しかしながら、フィッティングした矩形は重なる。したがって、画像領域全体から欠陥部位をより精度よく検出することができる。
【0025】
なお、当該構成において、画像処理ユニットは、積層体領域と矩形領域の差分をとり、余った領域の面積に応じて応じて積層体の長手方向に沿って画像を所定数に分割する分割判定部を備えることが好ましい。
【0026】
この構成によれば、表示されている積層体を長手方向に沿って複数個に画像に分割することにより、当該積層体の領域にフィッティングさせる近似矩形を長方形または正方形に近づけることができる。したがって、積層体が湾曲または波打っている場合であっても、その端面に発生している欠陥部位をより精度よく検出することができる。
【0027】
また、この構成において、領域抽出部で求めた芯材および積層体の画像のうち少なくとも積層体の領域を強調する領域強調部を備えることが好ましい。
【0028】
この構成によれば、正確に取得しきれていない画像データ部分を補完し、芯材および積層体の領域を強調することができる。
【発明の効果】
【0029】
本発明の端面検査方法および端面検査装置によれば、積層体を構成する芯材と塗布物質の端面に沿って上向きおよび下向きのバリなどの欠陥部位を精度よく検出することができる。
【図面の簡単な説明】
【0030】
【図1】本実施例に係る端面検査装置の概略構成図である。
【図2】電極板の端面検査を示す図1のA−A矢視断面図である。
【図3】実施例装置の概略構成を示すブロック図である。
【図4】実施例装置による検査処理を示すフローチャートである。
【図5】塗布物質の欠陥部位を求めるフローチャートである。
【図6】芯材の欠陥部位を求めるフローチャートである。
【図7】電極板を撮像した画像である。
【図8】二値化処理後の塗布物質を強調した領域画像である。
【図9】塗布物質の矩形近似処理の模式図である。
【図10】塗布物質のフィッティング処理の模式図である。
【図11】分割後の塗布物質の矩形近似処理の模式図である。
【図12】分割後の塗布物質のフィッティング処理の模式図である。
【図13】分割画像の塗布物質から欠陥部位を求める模式図である。
【図14】芯材の領域画像である。
【図15】分割後の芯材の領域画像である。
【図16】分割後の芯材の矩形近似処理の模式図である。
【図17】分割後の芯材のフィッティング処理の模式図である。
【図18】分割画像の芯材から欠陥部位を求める模式図である。
【発明を実施するための形態】
【0031】
以下、図面を参照して本発明の一実施例を説明する。なお、本実施例では、図3に示すように、二次電池(例えば、リチウムイオン電池など)に利用する芯材4の両面に塗布物質5(例えば、活物質など)の塗布された正極または負極用の電極板3を利用している。ボビンに巻回された長尺の当該電極板3を長手方向に沿って所定幅に切断した当該端面に発生しているバリなどの欠陥部位を検査する装置を例に採って説明する。
【0032】
図1は、本発明の実施例に係る端面検査装置の概略構成を示す図である。
【0033】
この端面検査装置は、光学ユニット1と画像処理装置2などから構成されている。
【0034】
光学ユニット1は、ガイドローラ6によって所定のテンションの付与された電極板3の端面に向けて配備された光学カメラ7、電極板3の撮影領域に向けて光を照射する照射ユニット8および電極板3を挟んで光学カメラ7に対向配備された背景板9などから構成されている。
【0035】
背景板9としては、撮影対象物に応じて、反射用の白色板または光を吸収する黒色板などを適宜に変更する。なお、本実施例では黒色板を利用している。
【0036】
画像処理装置2は、図3に示すように、撮影条件などを設定入力する操作部10、設定入力画像や撮影した画像を表示する表示部11および電極板3の端面に発生している欠陥部位を求める画像処理ユニット12などを備えている。
【0037】
画像処理ユニット12は、記憶部13、領域抽出部14、領域強調部15、矩形近似部16、分割判定部17および欠陥部位算出部18を備えている。なお、当該画像処理ユニット12を構成する各部の機能については、図4から図6に示すフローチャートを利用し、以下の当該実施例装置の動作説明において詳述する。
【0038】
<ステップS1> 条件設定
検査対象の電極板3の全長、幅、芯材4および塗布物質5の厚みなどが、操作部10から入力または表示部11に表示されている情報から選択される。また、芯材4および塗布物質5の欠陥部位の判定に利用する基準値や設定値なども予め設定入力される。これら設定条件は、記憶部13に格納される。
【0039】
<ステップS2> 画像取得
条件設定が完了し、電極板3の搬送と同時に光学カメラ7が電極板3の端面の撮影を開始する。撮影された図7に示す画像の当該画像データは、リアルタイムに記憶部13に記憶されてゆく。記憶された画像データは、領域抽出部14によって読み出され、二値化処理される。その後、当該二値化処理された画像データに基づいて、第1領域抽出側と第2領域抽出側の2つの処理が並列で実行される。そこで、先ず、第1領域抽出の処理について説明する。なお、第1領域抽出側の処理系統では、電極板3の外形から塗布物質5に発生しているバリを検出している。
【0040】
<ステップS3> 第1領域抽出
領域抽出部14は、先ず、電極板3の領域、すなわち、塗布物質5の領域を求める。例えば、画像に表示される撮影対象物は、背景板9および電極板3である。また、電極板3は、芯材4と塗布物質5から構成されている。これら3つの物質は、反射率が異なる。つまり、金属薄である芯材4の輝度が最も高く、塗布物質5、背景板9の順に輝度が低くなってゆく。そこで、二値化処理の画像データにおいて、0から255階調の範囲で各物質の濃淡レベルに応じたものを実験などのよって予め基準値を求めておき、取得した実画像データと基準値を比較し、図8に示すように、塗布物質5の領域のみを求める。
【0041】
<ステップS4> 領域強調処理
領域強調部15は、求めた塗布物質5の領域画素に対して膨張および収縮させるクロージング処理を少なく1回行う。このとき、塗布物質5の端面に凹凸または切断時の粉塵の付着による光の拡散によって生じる輝度ムラなどの影響で欠損する画素が補完される。したがって、図8に示すように、連続的に繋がった塗布物質5の領域が強調される。なお、当該領域強調処理は、クロージング処理以外にフィルタリング処理を利用してもよい。
【0042】
<ステップS5> 第1矩形近似処理
矩形近似部16は、抽出した塗布物質5の領域の輪郭座標を利用して最小二乗法により、図9に示すように、実際の塗布物質5の領域に近似させた矩形領域20を求める。
【0043】
<ステップS6> 比較処理
ステップS4で求めた塗布物質5の領域とステップS5で求めた矩形領域の差分をとる。
【0044】
<ステップS8> 分割判定
分割判定部17は、ステップS6で差分し、余った領域、すなわち、図10に示す近似矩形からはみ出るハッチング部分の面積を算出する。当該面積に応じて電極板3の画像を長手方向に最適となる分割数を求める。例えば、実験などにより予め決めた設定値で当該面積を除算し、その値を四捨五入したときの値が2以上であれば、分割有りと判定し、2未満であれば分割不要と判定する。なお、当該判定は設定条件などによって適宜変更される。例えば、分割演算結果が“0”または“1”となるように設定し、“0”の場合には分割無とし、“1”の場合は分割有と判定していもよい。
【0045】
すなわち、余った領域の面積が大きい場合ほど、電極板3が湾曲している。したがって、後の矩形近似処理の際に、求める矩形と実際の塗布部材5の輪郭とが略一致するような値を設定値とする。
【0046】
判定の結果、分割が必要な場合はステップS10内のステップS11にすすむ。分割が不要な場合はステップS12にすすむ。
【0047】
<ステップS10> 第1欠陥部位算出
当該ステップS10では、塗布物質5の欠陥部位を求める。当該欠陥部位を求めるために、図5に示すように、以下のステップS11からステップS15の処理が繰り返し実行される。
【0048】
<ステップS11> 分割処理
ステップS8で求めた分割数に応じて、画像データを分割する。
【0049】
<ステップS12> 矩形近似処理
矩形近似処理部16は、分割画像ごとに矩形近似処理を実行する。本実施例では3分割され、図11に示すように、その左側の画像から塗布物質5の領域に近似する矩形領域20を求める。例えば、塗布物質5の領域の輪郭座標を利用して最小二乗法により実際の塗布物質5の領域に近似させた矩形領域20を求める。
【0050】
<ステップS13> 第1フィッティング処理
矩形近似処理が完了すると、図12に示すように、分割画像内の塗布物質5の領域の四隅と近似矩形の四隅とが一致するようにフィッティング処理を行う。
【0051】
<ステップS14> 欠陥部位算出
欠陥部位算出部18は、図13に示すように、分割された塗布物質5の領域とフィッティング後の矩形領域の差分をとり、矩形領域からはみ出る部分を塗布物質5の欠陥部位候補として求める。
<ステップS15> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位21のみを算出する。ここで、致命的な欠陥部位21とは、電極板3をセパレータを介して積層したとき、セパレータを貫通しきる恐れのある高さに設定される。したがって、セパレータの厚みなどのよって適宜に変更される。
【0052】
<ステップS30> 分割数=計数値
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS12からの処理が繰り返される。
【0053】
次に、第2輪郭算出の処理について説明する。なお、第2輪郭算出側の処理系統では、芯材4に発生しているバリなどを検出している。
【0054】
<ステップS7> 第2領域抽出
領域抽出部14は、取得した画像データと予め決めた芯材4の基準値を比較し、図15に示すように、芯材4の領域を求める。その後、ステップS8における分割判定の結果が、ステップS20内のステップS21またはステップS22に送られる。
【0055】
<ステップS20> 第2欠陥部位算出
当該ステップS20では、分割判定部17の判定結果に応じて芯材4の欠陥部位を、図6に示すように、以下のステップS21からステップS25の処理が繰り返し実行される。
【0056】
<ステップS21> 分割処理
ステップS8で求めた分割数に応じて、画像データを分割する。
【0057】
<ステップS22> 矩形近似処理
矩形近似部16は、図15に示すように、分割処理により分割された芯材4の領域から、図16に示す、外乱などの影響で途切れて映っている芯材の各々に対し、外接または近似させた複数個の矩形領域22を求める。この求めた各矩形領域22より重心位置の座標pおよび芯材厚み方向の長さを求める。
【0058】
次に、求めた各矩形領域の重心位置の芯材厚み方向の座標値の総和からの平均値を求める。そして、分割した画像の長手方向の中心と当該の平均値を中心の位置をPとし、長手方向は分割した画像の長さ、短手方向は求めた各矩形領域22の芯材厚み方向の長さの平均値に芯材厚み許容量を加算した長さの矩形領域23を求める。
【0059】
<ステップS23> 第2フィッティング処理
図17に示すように、求めた矩形領域23に対し、画面に映り込んでいる芯材4の左右両端の座標と求めた近似矩形の四隅の座標とが、同じ垂線直線上に位置するようにフィッティング処理を行う。なお、このとき、近似した矩形23の四隅の座標が、画面上で左右両端の芯材4の座標と一致するようにフィッティング処理してもよいし、上下の辺が画面上で左右両端の芯材4の上下座標を通るよう、幅方向に拡大した矩形を用いてフィッティング処理してもよい。
【0060】
<ステップS24> 欠陥部位算出
欠陥部位算出部18は、図18に示すように、分割された芯材4の領域とフィッティング後の矩形領域の差分をとり、矩形面先からはみ出る部分を芯材4の欠陥部位候補として求める。
<ステップS25> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位24のみを算出する。ここで、致命的な欠陥部位24とは、電極板3をセパレータを介して積層したとき、塗布物質5の厚み分を超えてセパレータを貫通しきる恐れのある高さに設定される。したがって、塗布物質5の厚みおよびセパレータの厚みなどのよって適宜に変更される。
【0061】
<ステップS30> 分割数=計数値
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS22からの処理が繰り返される。
【0062】
<ステップS31> 処理長さの判定
ステップS1からステップS31までの一巡の処理が完了すると、予め設定した電極板5の処理長さに達したどうかを判定する。所定長さに達すれば、処理を完了する。所定長さに達していなければステップS2からの処理が繰り返される。
【0063】
上述のように、二次電池の端面の領域と当該領域を形成する輪郭座標から矩形を近似し、実際の二次電池の領域と当該矩形をフィッティングさせることにより、本来矩形内に収まっていなければならない、芯材4および塗布物質5の両断面形状からはみ出る上向きおよび下向きの部位をバリなどの欠陥部位として検出することができる。
【0064】
また、テンション不足などにより二次電池が長手方向(搬送方向)に湾曲または波打っている場合であっても、撮影した画像データを所定数に分割してから矩形近似をするので、湾曲などによる誤差を抑えることができ、欠陥部位をより精度よく求めることができる。
【0065】
本発明は上述した実施例のものに限らず、次のように変形実施することもできる。
【0066】
(1)上記実施例において、芯材4の欠陥部位を求める前に、ノイズ除去処理を行ってもよい。ノイズ除去の方法としては、芯材4の領域画像データから芯材4の重心座標を求め、当該重心座標が芯材4の厚み相当する閾値を超える部位の画像をノイズとみなして除去する。
【0067】
また、別の方法として、画像データを画素単位で収縮、膨張の順で処理するオープン処理によってノイズ除去を行ってもよい。
【0068】
(2)上記実施例装置は、領域強調部15を利用していたが、撮像対象の領域が二値化処理で精度よく求めることができる場合、当該機能を利用しなくてもよい。
【0069】
(3)上記実施例装置では、領域抽出部14によって読み出された画像データを二値化処理し、領域抽出を行っているが、読み出された画像データに対し、フィルタ処理などを用いてエッジ強度画像を求め、当該エッジ強度画像を二値化処理を行い領域抽出を行ってもよい。
【0070】
(4)上記実施例装置では、芯材4および塗布物質5の各領域内と矩形の差分によって欠陥部位を求めているが、座標ごとに偏差を求め、当該偏差の絶対値と予め決めた基準値との比較によって求めてもよい。この場合、基準値は、芯材4および塗布物質5の厚み+許容誤差に設定することができる。
【0071】
(5)上記実施例装置において、ステップS3の第1領域抽出とステップS7の第2領域抽出を並列処理せずにステップS3の後にステップS7を挿入し、シリアル処理してもよい。同様に、ステップS10の第1欠陥部位算出とステップS20の第2欠陥部位算出を並列処理せずに図4のステップS10の後にステップS20を挿入し、シリアル処理してもよい。
【0072】
(6)上記実施例装置は、枚葉に切断した二次電池にも利用することができる。
【符号の説明】
【0073】
1 … 光学ユニット
2 … 画像処理装置
3 … 電極板
4 … 芯材
5 … 塗布物質
12 … 画像処理ユニット
13 … 記憶部
14 … 領域抽出部
15 … 領域強調部
16 … 分割判定部
17 … 矩形近似部
18 … 欠陥部位算出部
19,20,22,23…矩形領域
21,24…欠陥部位
【特許請求の範囲】
【請求項1】
芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記積層体の領域を求める第1領域抽出過程と、
前記第1領域抽出過程で求めた積層体の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記積層体の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める第2欠陥部位算出過程と、
を備えたことを特徴とする端面検査方法。
【請求項2】
請求項1に記載の端面検査方法において、
前記第1矩形近似過程で求めた矩形と積層体の領域と合わせ込む第1フィッティング過程と、
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記積層体の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項3】
請求項1または請求項2に記載の端面検査方法において、
前記第1領域抽出過程で求めた積層体領域と第1矩形近似過程で求めた矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割過程を含み、
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して積層体の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項4】
請求項1ないし請求項3のいずれかに記載の端面検査方法において、
前記第1領域抽出過程の後に、芯材および積層体のうち少なくとも積層体の領域を強調する領域強調処理過程を備える
ことを特徴とする端面検査方法。
【請求項5】
請求項1ないし請求項4のいずれかに記載の端面検査方法において、
第2領域抽出過程の後に、芯材以外のノイズを除去するノイズ除去過程を備えた
ことを特徴とする端面検査方法。
【請求項6】
請求項1ないし請求項5のいずれかに記載の端面検査方法において、
前記積層体は、所定幅にスリットされた帯状であって、当該積層体を搬送しつつ端面を連続的に撮影し、塗布物質および芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項7】
芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査装置であって、
前記積層体の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および積層体の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記積層体および芯材の領域を求める領域抽出部と、
前記積層体および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および積層体の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする端面検査装置。
【請求項8】
請求項7に記載の端面検査装置において、
前記画像処理ユニットは、矩形近似部で求めた各矩形を芯材および積層体の各領域に合わせ込むフィッティング部を備え、
前記欠陥部位算出部は、前記芯材および積層体の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める
ことを特徴とする端面検査装置。
【請求項9】
請求項7または請求項8に記載の端面検査装置において、
前記画像処理ユニットは、積層体領域と矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割判定部を備えた
ことを特徴とする端面検査装置。
【請求項10】
請求項7ないし請求項9のいずれかに記載の端面検査装置において、
前記領域抽出部で求めた芯材および積層体の画像のうち少なくとも積層体の領域を強調する領域強調部を備える
ことを特徴とする端面検査装置。
【請求項1】
芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記積層体の領域を求める第1領域抽出過程と、
前記第1領域抽出過程で求めた積層体の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記積層体の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める第2欠陥部位算出過程と、
を備えたことを特徴とする端面検査方法。
【請求項2】
請求項1に記載の端面検査方法において、
前記第1矩形近似過程で求めた矩形と積層体の領域と合わせ込む第1フィッティング過程と、
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記積層体の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から塗布物質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項3】
請求項1または請求項2に記載の端面検査方法において、
前記第1領域抽出過程で求めた積層体領域と第1矩形近似過程で求めた矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割過程を含み、
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して積層体の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項4】
請求項1ないし請求項3のいずれかに記載の端面検査方法において、
前記第1領域抽出過程の後に、芯材および積層体のうち少なくとも積層体の領域を強調する領域強調処理過程を備える
ことを特徴とする端面検査方法。
【請求項5】
請求項1ないし請求項4のいずれかに記載の端面検査方法において、
第2領域抽出過程の後に、芯材以外のノイズを除去するノイズ除去過程を備えた
ことを特徴とする端面検査方法。
【請求項6】
請求項1ないし請求項5のいずれかに記載の端面検査方法において、
前記積層体は、所定幅にスリットされた帯状であって、当該積層体を搬送しつつ端面を連続的に撮影し、塗布物質および芯材の欠陥部位を求める
ことを特徴とする端面検査方法。
【請求項7】
芯材に塗布物質を塗布して形成した積層体の端面を検査する端面検査装置であって、
前記積層体の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および積層体の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記積層体および芯材の領域を求める領域抽出部と、
前記積層体および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および積層体の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする端面検査装置。
【請求項8】
請求項7に記載の端面検査装置において、
前記画像処理ユニットは、矩形近似部で求めた各矩形を芯材および積層体の各領域に合わせ込むフィッティング部を備え、
前記欠陥部位算出部は、前記芯材および積層体の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および塗布物質の欠陥部位を求める
ことを特徴とする端面検査装置。
【請求項9】
請求項7または請求項8に記載の端面検査装置において、
前記画像処理ユニットは、積層体領域と矩形領域の差分をとり、余った領域の面積に応じて積層体の長手方向に沿って画像を所定数に分割する分割判定部を備えた
ことを特徴とする端面検査装置。
【請求項10】
請求項7ないし請求項9のいずれかに記載の端面検査装置において、
前記領域抽出部で求めた芯材および積層体の画像のうち少なくとも積層体の領域を強調する領域強調部を備える
ことを特徴とする端面検査装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】

【図15】

【図16】

【図17】
【図18】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2012−181031(P2012−181031A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−42372(P2011−42372)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
[ Back to top ]