
粒子を含んだ繊維ウェブ
約重量1%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸収剤粒子のウェブ中への捕捉を示し、前記吸収剤粒子が前記ウェブ内に十分均等に分配され、かつその繊維ポリマーは前記ウェブが少なくとも1.6×104mm水柱の吸収係数Aを有する、20重量%未満の高分子繊維の自己支持性のある不織布ウェブからなる多孔質シート状物品。前記物品は、圧力低下が少なく、長い耐用期間及び充填床の吸収係数に近いかつ場合によってはこれを超える吸着係数を有する、フィルタ要素及びその他の個人用又は集団用保護装置を提供可能である。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願に対する相互参照)
本出願は、2004年11月8日に出願された係属中の出願番号第10/983,770号の一部継続出願であり、その全体の開示は参考として、本願に組み込まれている。
【0002】
(発明の分野)
本発明は、粒子を含む繊維ウェブ及び濾過に関するものである。
【背景技術】
【0003】
溶媒及びその他の有害な空気中の浮遊物質が存在下で使用される呼吸用装置には、しばしば吸着剤粒子を含んだ濾過要素が使用される。濾過要素は、吸着剤粒子の床、又は吸着剤粒子の層、若しくは吸着剤粒子を浸透又はコーティングしたインサートを含有する、カートリッジであってもよい。濾過要素の設計は、圧力低下、サージ耐力、総耐用期間、重量、厚さ、全体寸法、振動若しくは磨耗などのような潜在的な損傷を与える力に対する耐力、及びサンプル間の個体差などのような、しばしば競合する要因のバランスに関与する場合がある。
【0004】
吸着剤粒子の充填床は、一般的に最小全体体積の中で最も長い耐用期間を提供する。充填層は一般的に吸着剤粒子を剛体のハウジング内の薄いスクリム層の間に設置し、結果として得られるアセンブリを圧縮することによって形成され、吸着剤粒子が十分充填された床を形成する。圧縮工程は、目的とする気体構成成分又は蒸気構成成分が床をバイパスすること(「チャネリング」)を妨げるのを助けるが、剛体のハウジングは濾過要素の重量を増加させ、かつ一部の吸着剤(例えば炭素粒子)の粉になりやすい性質は、製造中、保管中、若しくは使用中の床からの望ましくない漏れを生ずる可能性がある、細かい粒子を形成する場合がある。剛体のハウジング、スクリム層、及び圧縮工程により、さらに床を通過する圧力低下が増加し、その結果呼吸の抵抗が増加する。吸着剤粒子を充填した繊維ウェブは、多くの場合充填層より低い圧力低下を有するが、より短い耐用期間、より大きい嵩、又はより大きいサンプル間の個体差もまた有する。
【0005】
粒子を含む繊維ウェブに関する参考には、米国特許番号第2,988,469号(ワトソン(Watson))、第3,971,373号(ブラウン(Braun))第4,429,001号(コルピン(Kolpin)ら)、第4,681,801号(エイアン(Eian)ら)、第4,741,949号(モルマン(Morman)ら)、第4,797,318号(ブルッカー(Brooker)ら’318)、第4,948,639号((Brooker)ら’639)、第5,035,240号(ブラウン(Braun)ら’240)、第5,328,758号(マーケル(Markell)ら)、第5,720,832号(ミント(Minto)ら)、第5,972,427号(ミュールフェルト(Muehlfeld)ら)、第5,885,696号(グレーガー(Groeger))、第5,952,092号(グレーガー(Groeger)ら’092)、第5,972,808号(グレーガー(Groeger)ら’808)、第6,024,782号(フロイント(Freund)ら)、第6,024,813号(グレーガー(Groeger)ら’813)、第6,077,588号(コスロウ(Koslow)ら’588)、第6,102,039号(スプリンゲット(Springett)ら)、並びにPCT公開出願番号第WO00/39379号、及び第WO00/39380号が含まれる。その他の粒子を含むフィルタ構造物に関する参考には、米国特許番号第3,217,715号(バーガー(Berger)ら)、第3,474,600号(トビアス(Tobias))、第3,538,020号(ハケット(Heskett)ら)、第3,919,369号(ホールデン(Holden)ら)、第4,665,050号(デゲン(Degen)ら)、第4,790,306号(ブラウン(Braun)ら’306)、第5,033,465号(ブラウン(Braun)ら’465)、第5,078,132号(ブラウン(Braun)ら’132)、第5,147,722号(コスロウ(Koslow))、第5,332,426号(タング(Tang)ら)、第5,665,148号(ミュールフェルト(Muehlfeld)ら)、第6,391,429号(センカス(Senkus)ら)、及び第6,840,986B1号(コスロウ(Koslow))が含まれる。繊維ウェブに関するその他の参照には、米国特許番号第4,657,802号(モーマン(Morman))が挙げられる。
【発明の開示】
【発明が解決しようとする課題】
【0006】
活性炭粒子を含むメルトブロー不織布ウェブは、空気から気体及び蒸気を取り除くのために使用することができるが、このようなウェブを気体及び蒸気レスピレータの交換可能なフィルタカートリッジに使用するのは困難である。例えば、ウェブがメルトブローポリプロピレン及び活性炭粒子から形成された場合、直ちに達成可能な通常の炭素充填量濃度は約100〜200g/m2である。もしこのようなウェブが適切な形状に切断され交換可能なカートリッジハウジングに差し込まれた場合、カートリッジが、適用規格決定機関により定められた能力所要量を十分に満たす活性炭を含有できない場合がある。より高い炭素充填量濃度を試してもよいが、炭素粒子がウェブから抜け落ち、これにより生産環境におけるウェブの取り扱いが困難になり、目標とする最終的な能力を確実に達成するのが難しくなる。真空成形のような成形後の操作を使用し、ウェブを稠密化することも可能だが、これにより追加の製造設備及び余分なウェブの取り扱いを必要とする。
【課題を解決するための手段】
【0007】
上述の我々の出願番号10/983,770号は、粒子が高密度に充填され、繊維に十分な弾性があり、又は十分縮みやすいポリマーと、ウェブの吸着係数Aが少なくとも1.6×104/mm水柱(すなわち、少なくとも1.6×104(mm水柱)−1)で、ウェブ内に十分均等に分布している吸着剤粒子と、から作られた不織布ウェブについて示す。開示されているウェブは、長い耐用期間、低い圧力低下、及び炭素が抜け出す傾向が比較的低いというとても望ましい組合せを有する、多孔質のシート物品(例えば、気体及び蒸気用のレスピレータの交換可能なフィルタ要素)にすることができる。開示されたフィルタ要素は、自動機器を使用した大量生産の交換可能なフィルタカートリッジに特に有用である。
【0008】
吸着係数Aは、以下にさらに詳細に述べるように、いくつかの要因に影響される。広くは、ある蒸気吸着濾材について、高い吸着係数Aは、好ましいシクロヘキサン蒸気吸着動力学、好ましくない蒸気濃度を打開する以前の長い耐用期間、及び少ない圧力低下といった望ましい組合せと一致する。我々は、熱可塑性ポリウレタン及び約86重量%以上炭素粒子から作製されたウェブの特に高い吸着係数Aの値を観測した。こうしたウェブのいくつかは、意外なことに、高品質炭素充填床の吸着係数Aより高い吸着係数Aを示した(すなわち約3.16×104/mm水柱より高い)。
【0009】
我々の吸着係数A測定はシクロヘキサンを用いて行なわれた。我々は、熱可塑性ポリウレタン繊維及び約86〜91重量%の炭素粒子から作製された吸着剤濾過ウェブもまた調製し、これらを数多くのその他の有機材料に暴露し、ほぼ好ましい結果を得た。このような有機材料の1つ、すなわちジメチルメチルホスホネート(「DMMP」)もまた、効果的に吸着された。しかし、DMMPは炭素粒子のみにより吸着されるのではなく、ポリウレタンウェブ繊維によってもまた同様に吸着された。このような繊維吸着は、ウェブ構造の弱体化又はその他の劣化を引き起こす可能性がある。
【0010】
ポリプロピレンは、以前は炭素を充填したウェブを作るのに特によい材料とされてきた。DMMPはポリプロピレンウェブ繊維に感知できるほどは吸収されず、こうしたウェブでは高い炭素充填濃度でも以前は問題ではなかった。
【0011】
本発明は、1つの態様で、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、前記吸着剤粒子が前記ウェブ内に十分均等に分配され、かつその繊維ポリマーは前記ウェブが少なくとも1.6×104mm水柱の吸収係数Aを有する、20重量%未満の高分子繊維の自己支持性のある不織布ウェブからなる多孔質シート状物品を提供する。
【0012】
他の態様では、本発明は、高分子繊維及び吸着剤粒子の自己支持性のある不織布ウェブを含む多孔質シート状物品を作る方法を提供する。この方法は、
a)複数のオリフィスを通して溶融ポリマーを流し、長繊維を形成する工程と、
b)前記長繊維を繊維になるように細くする工程と、
c)吸着剤粒子の流れを長繊維又は繊維の中に方向付ける工程と、
d)約1重量%を超えないジメチルメチルホスホネート摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維を含む不織布ウェブとして繊維及び吸着剤粒子を捕集する工程と、を含み、
吸着剤粒子はウェブ内に十分均等に分配され、かつポリマーはウェブが少なくとも1.6×104mm水柱の吸収係数Aを有する。
【0013】
他の態様では、本発明は、少なくとも着用者の鼻及び口とをほぼ囲む内部と、周囲空気を前記内部に供給する空気取り入れ経路と、空気取り入れ経路に渡って配置され供給空気を濾過する多孔質シート状物品とを有する呼吸用装置であって、多孔質シート状物品が、約1重量%を超えないジメチルメチルホスホネートの摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、吸着剤粒子がウェブ内に十分に均等に分配され、繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する物品である、自己支持性のある20重量%未満の高分子繊維の不織布ウェブからなる、呼吸用装置を提供する。
【0014】
さらに他の態様では、本発明は、その要素を装置に取り付ける支持構造物と、ハウジング及び通過して装置に入る空気を要素が濾過できるようにハウジングに配置された多孔質シート状物品と、物品が、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、繊維ポリマーは前記要素が少なくとも1.6×104mm水柱の吸収係数Aを有し、かつ吸着剤粒子がウェブ内に十分均等に分配された、20重量%未満の高分子繊維の自立した不織布ウェブとからなる、呼吸用装置の交換可能なフィルタ要素を提供する。
【0015】
本発明のこれら及び他の態様は、以下の「発明を実施するための最良の形態」から明らかになるであろう。しかし、上記要約は、請求された主題に関する限定として決して解釈されるべきでなく、主題は添付の特許請求の範囲によってのみ規定され、実行の間補正されてもよい。
【発明を実施するための最良の形態】
【0016】
シート状物品に関するこの明細書で使用されるとき、「多孔質」という言葉は、個人用の呼吸装置のフィルタ要素に使用できるだけ気体を十分透過させる物品に言及する。
【0017】
「不織布ウェブ」という語句は、繊維のもつれ又は点固着を特徴とする繊維ウェブに言及する。
【0018】
「自己支持性がある」という用語は、実質的に破けたり破損することなく。かけることができ、かつ取り扱うことができるような、十分な干渉性及び強度を有する、ウェブに言及する。
【0019】
「長繊維を繊維に細くする工程」という語句は、長繊維の断片を長さがより長く、かつ半径がより小さい断片に変換することに言及する。
【0020】
「メルトブロー工程」という言葉は、空気又はその他の細くするための流体と接触させながら長繊維を繊維にまで細くし、さらにその後細くした繊維層を捕集しながら、長繊維を形成するために、繊維形成材料を複数のオリフィスを通して押し出すことにより、不織布ウェブを形成する方法を意味する。
【0021】
「メルトブロー繊維」という語句はメルトブロー工程を使用して作られる繊維に言及する。メルトブロー繊維は不連続であると報告されているが、メルトブロー繊維のアスペクト比(長さ対直径の比)は本質的に無限である(例えば、通常は少なくとも約10,000以上)。この繊維は長く、かつ十分絡み合っていて、通常当該繊維の塊から1つの完全なメルトブロー繊維を取り出す、若しくは1つのメルトブロー繊維を始めから終わりまで追うことができない。
【0022】
「スパンボンドプロセス」という語句は、粘度が低い溶融物を複数のオリフィスを通して押し出すことにより長繊維を形成し、少なくともその長繊維の表面を凝固するために長繊維を空気又はその他の流体で急冷して、少なくとも部分的に凝固した長繊維を空気又はその他の流体と接触させ長繊維を繊維までに細くし、かつ所望により細くした繊維の層をカレンダー処理することにより不織布ウェブを形成する方法を意味する。
【0023】
「スパンボンド繊維」という語句はスパンボンドプロセスを使用して作られる繊維に言及する。このような繊維は一般的に連続であり、かつ十分に絡んでいる又は点固着しているので、1つの完全なスパンボンド繊維をこのような繊維の塊から取り除くことは通常可能ではない。
【0024】
「不織布ダイ」という語句はメルトブロー工程又はスパンボンドプロセスにて使用するダイに言及する。
【0025】
「捕捉された」という言葉は、不織布ウェブ内の粒子に関して使用された場合、ウェブを水平な棒に掛けることなどのようにウェブが優しい取り扱いを受ける場合、ウェブ内又はウェブ上に留まるように、ウェブ内に十分に固着された、若しくは封入された粒子に言及する。
【0026】
「約1重量%を超えないDMMPの摂取を示す」という語句は、高分子繊維に関して使用された場合、このような繊維を充填していないウェブ(すなわち吸着剤を充填しない、それ以外は同様な高分子繊維から作られたウェブ)の、DMMP蒸気が飽和した空気の中に室温で6日間定置された後の重量変化に言及する。これは、充填していないウェブを液体DMMPを含有する、密閉されたデシケータに定置して実行してもよい。このウェブは液体DMMPに接触してはならない。
【0027】
「弾性限界」という語句は、ポリマーに関して使用される場合、そのポリマーで形成されたある物体が、応力が取り除かれたときに、持ちこたえかつ元の形状に戻ることが可能な最大の変形に言及する。
【0028】
「弾性的」若しくは「弾性」という言葉は、ポリマーに関して使用される場合、プラスチックの引張特性の標準試験方法ASTMD638−03を使用して測定された弾性限界より約10%高い状態において伸びを有する材料に言及する。
【0029】
「結晶化収縮」という語句は、繊維が、より規則的でなく、より結晶性が低い状態からより規則的であり、より結晶性が高い状態へと経路をとるときに、例えば重合鎖の折り畳み又は重合鎖の再配列によるなどの、拘束されない繊維の長さの不可逆な変化に言及する。
【0030】
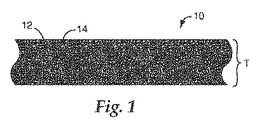
図1を参照すると、開示された多孔質のシート状物品10の断面が、図式的に示されている。物品10は任意の寸法の厚さT及び長さ及び幅を有する。物品10は絡まった高分子繊維12、及びウェブの中に捕捉された吸着剤炭素粒子14を含む、不織布ウェブである。物品10の中の小さい接続した孔(図1では識別できない)によって、物品10の厚さの寸法を通して周囲空気又はその他の流体は通り抜けること(例えば、流れること)できる。粒子14はこのような液体に存在する溶媒及びその他の潜在的な有害な物質を吸着する。繊維12は、望ましくは溶媒和物を吸着しない、ないしはその他の方法でこのような物質の摂取を示さない。
【0031】
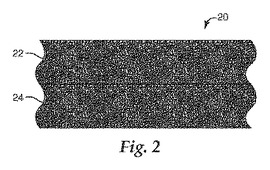
図2は、2つの不織布層22及び24を有する、開示された多層物品20の断面図を示す。層22及び24はそれぞれ、繊維及び吸着剤粒子を含有する(図2では識別できない)。層22及び24はお互いに同じ或いは異なるものであってもよく、図1の物品10と同じ或いは異なるものでもよい。例えば、層22及び24の吸着剤粒子が異なる物質からできている場合、物品20を貫通する流体から異なる潜在的に有害な物質を取り除ける可能性がある。層22及び24内の吸着剤粒子が同じ物質からできている場合、物品20の厚さの寸法を貫通する流体から、同等の組成物及び厚さの単層の物品よりも潜在的に有害な物質をより効果的に、若しくはより長い耐用期間にわたり取り除くことができる場合がある。物品20のような多層物品は、所望により、2つより多い不織布層、例えば3層以上、4層以上、5層以上、若しくは10層以上もの層、を含むことができる。
【0032】
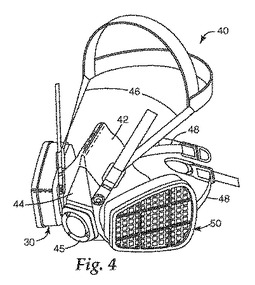
図3は開示されたフィルタ要素30の断面図を示す。要素30の内部は、図1又は図2に示すように、多孔質のシート物品31で満たすことができる。ハウジング32及び穿孔されたカバーがシート物品31を取り囲む。周囲空気は、開口36を通してフィルタ要素30に入り、シート物品31を貫通し(ここですぐにこのような周囲空気中の潜在的に有害な物質はシート物品31内の粒子により吸着される)、かつ支持体37に取り付けられた空気取入弁35を通過して要素30から出る。差込部38及び差込フランジ39はフィルタ要素30を、図4に開示された装置のような呼吸用装置に交換可能に取り付けることを可能にする。装置40は、米国特許番号第5,062,421号(バーンズ(Burns)ら)に示されるような、いわゆるハーフマスクである。装置40は柔らかい、比較的薄く堅い構造部材、すなわちインサート44に挿入成形することができる、柔軟顔面部分42を含む。インサート44は、フィルタ要素30を装置40の頬の部位に取り外し可能に取り付けるために、呼気弁45及び埋め込まれた差込ネジ付き開口(図4では示されない)を備える。調節可能なヘッドバンド46及びネックストラップ48は装置40が着用者の鼻及び口の上に確実に着用することを可能にする。当該装置の構造のさらなる詳細は、当業者にはよく分かるであろう。
【0033】
図5は開示された呼吸用装置50の部分断面を示すものである。装置50は、米国特許番号第6,234,171B1号(スプリンゲット(Springett)ら)に示されるような、使い捨てマスクである。装置50は、外カバーウェブ52、図1又は図2に示すような吸着剤粒子を含む不織布ウェブ53、及び内カバーウェブ54から作られる、ほぼカップ型のシェル、すなわちレスピレータ本体51を有する。溶接された端55はこれらの層を一体で保持し、かつ装置50の端のそばを通る漏れを減らすために顔面密封部を提供する。装置50は、タブ57によって装置50に固定された調整可能なヘッド及びネックストラップ56、アルミニウムなどのような金属製の柔軟な極軟金属鼻バンド58、及び呼気弁59からなる。当該装置の構造のさらなる詳細は、当業者にはよく分かるであろう。
【0034】
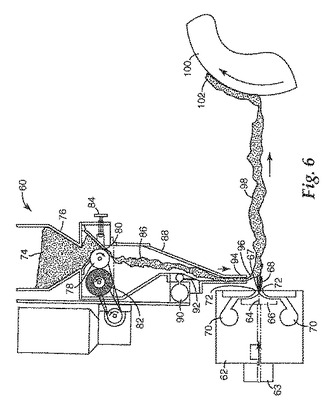
図6は、メルトブローを使用して粒子を充填した不織布ウェブを製作するための開示された装置60を示す。溶融した繊維形成高分子材料は、不織布ダイ62に入口63を通して入り、ダイキャビティ66のダイスロット64(すべて二点鎖線で示される)を通して流れ、ダイキャビティ66からオリフィス67のようなオリフィスを通って一連の長繊維68として出る。空気マニフォールド70を通して導かれた減衰化流体(一般的には空気)が、長繊維68を繊維98に減衰化する。その一方で、ホッパー76を通った吸着剤粒子74は、フィードロール78、及びドクターブレード80を通過する。電動ブラシロール82はフィードロール78を回転する。ネジ付きアジャスター84は、ウェブを横断する均一性、及びフィードロール78を通過する粒子の漏れ量の割合を改善するために、動かすことができる。総合的な粒子流量は、フィードロール78の回転速度を変更することにより調節できる。フィードロール78の表面は、異なる粒子に対する供給特性を最適化するために変えられる場合がある。吸着剤粒子74の滝状の流れ86が、フィードロール78からシュート88を通って落下する。空気又はその他の流体がマニフォールド90及びキャビティ92を貫通して通過し、落下する粒子74を、長繊維68及び繊維98の間の流れ96の中を、チャネル94を貫通して導く。粒子74及び繊維98の混合物は、多孔質コレクター100に到達し、粒子を充填した自立した不織布メルトブローウェブ102を形成する。このような装置を使用して実行されるであろうメルトブローの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0035】
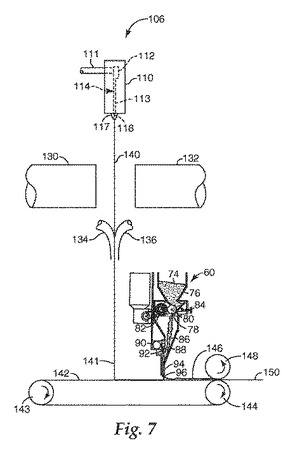
図7は、スパンボンドプロセスを使用して粒子を充填した不織布ウェブを製作するための開示された装置106を示す。溶融した繊維形成高分子材料は、ほぼ縦型の不織布ダイ110に入口111を通して入り、マニフォールド112及びダイキャビティ114のダイスロット113(すべて二点鎖線で示される)を通して下向きに流れ、ダイキャビティ114から、ダイチップ117のオリフィス118のようなオリフィスを通って一連の下向きに延ばされた長繊維140として出る。ダクト130及び132を通して導かれた急冷流体(一般的には空気)が、長繊維140の少なくとも表面を凝固させる。少なくとも部分的に凝固された長繊維140は、全体的にダクト134及び136を経由した加圧下で供給される減衰化流体(一般的には空気)に対向し、ファイバー141に減衰化されながらコレクター142に向かって導かれる。その一方で、ホッパー76を貫通した吸着剤粒子74は、図6の構成部品76〜94に示されるような装置の、フィードロール78、及びドクターブレード80を通過する。粒子74の流れ96はファイバー141に囲まれてノズル94を貫通するように導かれる。粒子74及び繊維141の混合物は、ローラー143及び144によって維持される多孔質コレクター142に到達し、粒子を充填した自立した不織布スパンボンドウェブ146を形成する。ロール144に対向するカレンダーロール148は、カレンダー処理された粒子を充填したスパンボンド不織布ウェブ150を生産するために、ウェブ146の中の繊維を圧縮し点固着する。このような装置を使用して実行されるスパンボンドの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0036】
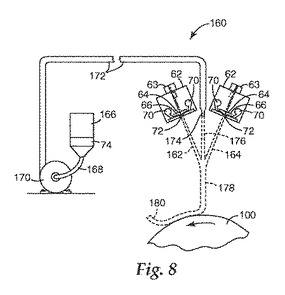
図8は、メルトブローを使用して粒子を充填した不織布ウェブを製作するための開示された装置160を示す。この装置は2つのほぼ縦型の、ほぼ反対方向の長繊維162、164の流れをコレクター100に対して当てる、斜めに配置した不織布ダイ66を使用する。その一方で、吸着剤粒子74はホッパー166を貫通して導管168へ移される。空気インペラ170は空気を第2の導管172を通させ、それにより粒子をしかるべく導管168から第2の導管172へと導く。この粒子は、ノズル174を通して粒子流176として押し出され、すぐに長繊維の流れ162及び164、若しくは結果として得られる減衰化した繊維178と混じる。粒子74及び繊維178の混合物は、多孔質コレクター100に到達し、粒子を充填した自己支持性のある不織布ウェブ180を形成する。図8の装置を使用して実行されるであろうメルトブローの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0037】
熱可塑性樹脂及び特に、線形低密度ポリエチレン類(例えば、ダウレックス(DOWLEX(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なもの)、ポリオレフィンエラストマー類(例えば、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカル社(Dow Chemical Company)から入手可能なもの、及ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なもの)、エチレンα−オレフィンコポリマー類(例えば、イグザクト(EXACT(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能な、及びエンゲージ(ENGAGE(商標))の商業的な標記でダウケミカル社(Dow Chemical Company)から入手可能な、エチレンブテンコポリマー、エチレンヘキサンコポリマー、若しくはエチレンオクテンコポリマー)、エチレンビニルアセテートポリマー類(例えば、エルバックス(ELVAX(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なもの)、ポリブチレンエラストマー類(例えば、クラスチン(CRASTIN(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なもの、及びポリブテン−1(POLYBUTENE-1(商標))の商業的な標記でベーゼルポリオレフィンズ(Basell Polyolefins)から入手可能なもの)、弾性スチレンブロックコポリマー類(例えば、クラトン(KRATON(商標))の商業的な標記でクラトンポリマーズ(Kraton Polymers)から入手可能なもの、ソルプレーン(SOLPRENE(商標))の商業的な標記でダイナソルエラストマーズ(Dynasol Elastomers)入手可能なもの)、並びにポリエーテルブロックコポリアミド・エラストマー系材料(例えば、ぺバックス(PEBAX(商標))の商業的な標記でアトフィナケミカルズインク(Atofina Chemicals, Inc.)から入手可能なもの)などのような延伸性がある熱可塑性樹脂を含む、種々の繊維形成高分子材料を採用することができる。ポリオレフィンエラストマー類は特に好ましい。前記高分子材料は、所望により、コモノマー又は高分子材料を変更する反応種により変性された主鎖から作られてもよい。しかし望ましくは、高分子材料は、開示されたウェブが好ましくない濃度のDMMPの摂取、若しくは低い吸着係数Aを示す原因となる、反応種によって変性されない。例えば、EVAポリマー、エルバックス(ELVAX)3174に基づく充填していないウェブは、1重量%に満たないDMMPの摂取を示す。しかし、無水変性EVAポリマー、バイネル(BYNEL)3022の固体ディスクをDMMP蒸気が飽和した空気に暴露することにより実施された実験は、バイネル3022EVAで作られた充填していないウェブがかなりより大量のDMMPを吸着する可能性を示している。
【0038】
この開示されたウェブは、例えばポリオレフィンエラストマーとエラストマー系スチレンブロックコポリマーとの混合物のような、混合された高分子材料で作製されてもよい。所望により、開示されたウェブの一部は、それ自体は適切なDMMPの摂取への抵抗を示さない、或いはそれ自体が望ましい吸着係数Aを伴うウェブを提供しない、ポリマー又はその他の繊維状又は繊維形成材料、に相当してもよい。例えば、線形低密度ポリエチレン、ダウレックス(DOWLEX)2517で作られた好適な充填したウェブは、以下に示すように2.1×104/mm水柱の吸収係数Aを有するが、同様の線形低密度ポリエチレン、ダウレックス(DOWLEX)2503で作られた充填したウェブは、以下に示すように1.0×104/mm水柱の吸収係数Aを有する。また、ポリオレフィンエラストマー、エンゲージ(ENGAGE)8402とスチレンブロックコポリマー、クラトン(KRATON)G1657の90:10及び50:50の混合物から作られた充填していないウェブもまた、以下に示すように、大変低いDMMPの摂取を有し、高分子材料は単にエンゲージ(ENGAGE)8402で91重量%炭素を充填したウェブは以下に示すように約2.6×104/mm水柱の吸着係数Aを有すが、しかるに高分子材料は単にクラトン(KRATON)G1657で88重量%炭素を充填したウェブは以下に示すように約1.4×104/mm水柱の吸着係数Aを有する。
【0039】
開示されたウェブもまた、若しくはさらに、芯鞘型繊維、分割可能若しくは並列バイコンポーネント繊維、又は高分子組成物の1つ以上だがすべてである必要が無いものが上述の材料であるいわゆる「海島型」繊維などのような、多成分繊維から形成されてもよい。さらに、開示されたウェブは、1つ以上の組成成分として、その他の高分子材料を使用して、又はその他の繊維状若しくは繊維を形成する、短繊維類(例えば、天然若しくは合成繊維の)及び同等品を含む材料を添加して形成されてもよい。しかし好ましくは、望ましい吸着剤粒子充填濃度及び完成したウェブの特性を不当に損じないために、開示されたウェブに比較的低い量のそうしたその他の繊維状若しくは繊維を形成する材料を採用する。
【0040】
上記の高分子繊維は、このような繊維の充填していないウェブをDMMP蒸気が飽和した空気に室温で6日間暴露した後、約1重量%を超えないDMMPの摂取を示す。高分子繊維はそのような条件の下で0.5重量%を超えないDMMPの摂取を示す場合もあり、0.3重量%を超えないDMMPの摂取を示す場合もあり、0.2重量%を超えないDMMPの摂取を示す場合もある。より正確なDMMPの摂取測定は大量のサンプルを使用して得られる可能性があり、従って、重量が少なくとも0.4g、より好ましくは少なくとも0.5g、さらにより好ましくは少なくとも1g若しくは10gでさえある充填していないウェブサンプルを採用することが望ましい。
【0041】
繊維形状の中のポリマーは、同様のキャリパーポリプロピレン繊維より高い弾力性を有しても(しかし有さなくても)よい。しかし、ポリマーは、弾性的であってもまたよいが、必要でもまたなく、すなわち少なくともその初期の自由長の125%まで延長できてもよく、付勢力を開放したときに実質的にその初期の自由長まで戻る材料である。繊維形状の中のポリマーは、同様のキャリパーポリプロピレン繊維より高い結晶化収縮を有してもまたよい(しかし有する必要はない)。理論に束縛されるものではないが、我々は、このような弾性特性若しくは結晶化収縮特性を有する繊維は、開示されたウェブの自己結合若しくは高密度化、ウェブ内の孔容積の減少、又は使用可能な吸着粒子に遭遇しないで気体が通ることができる経路の減少を促進する可能性があると考える。高密度化は、例えば水或いはその他の冷却流体の噴霧、又は収集したウェブの抑制された若しくは抑制されない方法による徐冷を使用したウェブの強制冷却により、場合によっては促進される可能性がある。好ましい徐冷回数及び温度は、採用する高分子繊維及び吸着剤粒子の充填濃度を含む、種々の要因による。
【0042】
種々の吸着剤粒子を採用することができる。望ましくは、吸着剤粒子は、吸着又は目的とする使用条件の下で存在が予想される気体、エアゾール、若しくは液体を吸着する能力を持つ。吸着剤粒子は、ビーズ、フレーク、顆粒、若しくは粒塊を含む、いかなる使用可能な形式をとることもできる。好ましい吸着剤粒子には、活性炭と、アルミナ及びその他の金属酸化物と、重炭酸ナトリウムと、吸着、化学反応、若しくは融合により構成要素を流体から取り除くことができる金属粒子(例えば、銀粒子)と、ホプカライト(一酸化炭素の酸化触媒作用することができる)などのような粒子状触媒剤と、酢酸などのような酸性溶液、若しくは水を含む水酸化ナトリウムなどのようなアルカリ性溶液で処理された粘土及びその他の鉱物類と、イオン交換樹脂と、モレキュラーシーブ及びその他のゼオライト類と、シリカと、殺生物剤と、殺真菌剤と、殺ウイルス剤とが含まれる。活性単炭及びアルミナは、特に好ましい吸着剤粒子である。例えば、気体の混合物を吸収するために、吸着剤粒子の混合物を採用することができるが、実際問題として、気体の混合物を取り扱うには、個々の層に別々の吸着剤粒子を採用して、多層シート状物品を組み立てる方がよりよい場合がある。望ましい吸着剤粒子の粒径は大幅に変えることができ、これは通常目的とする使用条件にある程度基づいて選ばれる。一般的な指標として、吸着剤粒子の平均直径は約5〜3000μmの寸法範囲で異なる。好ましくは、吸着剤粒子は平均直径が約1500μm未満であり、より好ましくは、平均直径が約30〜約800μmであり、最も好ましくは、平均直径が約100〜約300μmである。異なる粒径範囲を有する吸着剤粒子の混合物(例えば、二峰性混合物)を採用することもできるが、実際問題としては、上流側により大きい吸着剤粒子を、下流側により小さい吸着剤粒子を採用して多層シート状物品を組み立てる方がよりよい。少なくとも80重量%の吸着剤粒子、より好ましくは少なくとも84重量%、さらに最も好ましくは少なくとも90重量%の吸着剤粒子はウェブの中に捕捉されている。ウェブの坪量に関して表示すると、吸着剤粒子充填濃度は、例えば、比較的細かい(すなわち直径が小さい)吸着剤粒子では少なくとも500g/m2(gsm、グラム毎平方センチメートル)であり、比較的粗い吸着剤粒子では少なくとも2000g/m2である。
【0043】
一部の実施形態では、予想されている流体流の方向が開示されたウェブのコレクター側が上流を向いているか下流を向いているかによって、耐用期間は影響される場合がある。しばしば、特別な吸着剤粒子の採用によっては、両方の方向を使用することによって耐用期間の改善がみられた。上述のように、異なる粒径の吸着剤粒子を持ったウェブの層を採用することによってもまた、耐用期間は影響を受ける。
【0044】
開示された不織布ウェブ又はフィルタ要素は、少なくとも1.6×104/mm水柱の吸着係数Aを有する。吸着係数Aは、ウッド(Wood)著、米国工業衛生協会誌(Journal of the American Industrial Hygiene Association)第55巻第1号、11〜15ページ(1994)に記載されているものと同様にしてパラメータ又は測定値を用いて計算される。
【0045】
ここで、kv=次式に従う吸着剤によるC6H12蒸気の捕捉のための有効吸着率係数(分−1)
C6H12蒸気→吸着剤に吸着されたC6H12
We=吸着剤充填床又は吸着剤を充填したウェブを、30L/分(面速度4.9cm/s)で流れ、標準温度で、標準圧力の1000ppmのC6H12蒸気に暴露し、0〜50ppm(5%)のC6H12通過をプロットした吸収曲線に対して反復曲線回帰法を使用して決定した、有効な吸着容量(gC6H12/g吸着)
SL=30L/分(面速度4.9cm/s)で流れ、標準温度で、標準圧力の1000ppmのC6H12蒸気に暴露された吸着剤充填層又は吸着剤を充填したウェブの、C6H12通過が10ppm(1%)に達するのに要する時間を基にした耐用期間(分)
ΔP=流速85L/分(面速度13.8cm/s)、標準温度で標準圧力の空気に暴露された吸着剤充填層又は吸着剤を充填したウェブの圧力低下(mm水柱)
パラメータkvは通常直接は測定できない。その代わり、多変数曲線回帰及び等式を使用してkvについて解くことによりkvを決定することができる。
【0046】
【数1】
式中、
Q=目標流量(L/分)
Cx=C6H12出口濃度(g/L)
Co=C6H12入口濃度(g/L)
W=吸着剤重量(g)
t=暴露時間
ρβ=吸着剤充填層の密度或いは吸着剤を充填したウェブの効果的な密度。ここでg吸着は吸着剤材料の重量であり(存在する場合、ウェブ重量を除く)、cm3吸着は吸着剤の総容積であり、cm3ウェブは吸着剤を充填したウェブの総容積であり、さらにρβは充填層については単位g吸着/cm3吸着を有し又は吸着剤を充填したウェブについては単位g吸着/cm3ウェブを有する。
【0047】
そして、吸着係数Aは次の式により決定される。
A=(kv×SL)/ΔP
吸着係数は、例えば少なくとも2×104/mm水柱であってもよく、少なくとも3×104/mm水柱であってもよく、少なくとも4×104/mm水柱であってもよく、又は少なくとも5×104/mm水柱であってもよい。意外にも、本発明の一部の実施形態は、以下の比較例1に示すように高品質の炭素充填床より高い吸着係数を有し、約3.16×104/mm水柱である。
【0048】
さらに、製品総容積に対する吸収係数Aに関係する係数Avolもまた計算される。Avolは単位g吸着/cm3ウェブ−mm水柱を有し、次の式で計算される。
Avol=A×ρβ
【0049】
好ましくは、Avolは少なくとも約3×103g吸着/cm3ウェブ−mm水柱であり、より好ましくは少なくとも約6×103g吸着/cm3ウェブ−mm水柱であり、さらに最も好ましくは少なくとも約9×103g吸着/cm3ウェブ−mm水柱である。
【0050】
開示された多孔質シート状材料は、有機溶媒、無機蒸気、及び当業者にはよく分かるであろうその他の材料を含む幅広い多様な化学物質を捕捉又は吸着するために使用されてもよい。当業者にはよく分かるであろうが、カバーウェブ、硬化層、充填した不織布ウェブなどのような粒子濾過層、又はその他の機能的若しくは装飾的な層などのような1つ以上の追加の層を採用してもよい。開示された多孔質シート状材料は、溶媒を含む雰囲気で使用することを目的とした、個人用レスピレータ用の交換可能なカートリッジを組み立てるのに特に有用である。しかし、開示された多孔質シート状材料は、多種多様なさらなる用途を有する。例えば、これらは、その中に多孔質シート状物品を通して空気を濾過して入れる、薬品防護服などのような個人用若しくは集団用の保護機器、フード、個別エンクロージャー(例えば隔離室)、シェルター(例えば、テント又はその他の可搬若しくは永久構造物)、及びその他の個人用又は集団用の保護機器であってもよい。開示された多孔質シート状材料は、また、取り囲まれた区域に入る又はその中で循環する気体の調節用フィルタを提供するために、好適なハウジングによって支持されてもよい。開示された多孔質シート状材料は、さらなる(例えば、既存の)フィルタ構造に組み合わせることができる前置フィルタ又は後置フィルタを提供するために、さらに使用されてもまたよい。追加的な用途は、当業者にはよく分かるであろう。
【0051】
ここで、本発明は、以下の非限定的な実例を参考にして記述されない。ここですべての割合及びパーセントは別途示さない限り重量に基づく。
[実施例]
【0052】
(実施例1)
図6に示すような長繊維の単一水平流のメルトブロー装置、230〜300℃のポリマー溶融温度(ポリマーと望ましい繊維寸法に依存する)、穴あけされたオリフィスダイ、及び32cmのダイからコレクターの距離を使用して、実験番号2(下記の表1を参照のこと)で使用された熱可塑性ポリウレタンは約300g/h/cmのダイ幅で押し出され、表1に示した残りの高分子材料には、約230g/h/cmのダイ幅で押し出された種々の繊維形成高分子材料を使用して、一連のメルトブロー炭素充填不織布ウェブが調製された。押出成形機温度及び空気速度(さらに必要に応じてその他のプロセスパラメータ)は、約16〜29μmの有効繊維直径(「EFD」)を有しほとんどのウェブが約20〜29μmのEFDを有するウェブを得るために調節された。EFDの値は、C.N.デイビス(Davies, C. N.)著「空気中の浮遊塵埃及び粒子の分離(The Separation of Airborne Dust and Particles)」、機械技術者協会(Institution of Mechanical Engineers)、ロンドン、論文集1B、1952年に別途記された方法に従い、吸着剤粒子がフィードロール78(図6参照)からウェブに落下することを認められる前に作られた充填されていないウェブの材料見本を検査して、32L/分(5.3センチ/sec面速度に対応)の気流流量を使用して決定された。一部のウェブは、下に示したように徐冷される。完成されたウェブは、炭素充填濃度及びパラメータEFD、kv、SL、ΔP、ρβ、A、及びAvolを決定するために評価される。一部のウェブのデータは2〜4個のウェブの積み重ね体を使用して得られる。これらのウェブについて、比率SL/ΔPは、SL及びΔPの個々の値よりもいくらかより有用な測定値を提供した。その他のウェブについて、単層のウェブを使用し、SL、ΔP、SL/ΔPを記録することによりデータが取得された。比較データは、クラレ(Kuraray)タイプGG12×20の活性炭から作製された104cm3の炭素充填床、及びポリプロピレンから作製されたウェブについて収集された。下の表1に示したのは、実験番号、高分子材料、炭素シーブ寸法、炭素充填濃度、有効繊維直径、並びにパラメータEFD、SL(記載された部分)、kv、SL/ΔP、ρβ、A、及びAvolである。表1の記入項目は吸着係数Aの値について降順に整理されている。
【0053】
【表1】
(1)イグザクト(EXACT)3040は、イグザクト(EXACT(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil ChemicalCompany)から入手可能なエチレンヘキサン又はエチレンオクテンコポリマーである。
(2)PS440−220は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(3)ビスタマックス(VISTAMAXX)VM2125は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobilChemicalCompany)から入手可能なポリオレフィンエラストマーである。
(4)エンゲージ(ENGAGE)8402は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(5)フィナ(FINA)3846は、フィナ(FINA(商標))の商業的な標記でアトフィナケミカルズ社(Atofina Chemicals, Inc)から入手可能なポリプロピレンホモポリマーである。
(6)PB0400はベーゼルポリオレフィンズ(Basell Polyolefins)から入手可能なグレードPB0400熱可塑性ポリブチレンエラストマーである。
(7)ダウレックス(DOWLEX)2517は、ダウレックス(DOWLEX(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能な線形低密度ポリエチレンである。
(8)ビスタマックス(VISTAMAXX)VM2330は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なポリオレフィンエラストマーである。
(9)フィナ(FINA)3960は、フィナ(FINA(商標))の商業的な標記でアトフィナケミカルズ社(Atofina Chemicals, Inc)から入手可能なポリプロピレンホモポリマーである。
(10)クラトン(KRATON)G1657は、クラトン(KRATON(商標))の商業的な標記でクラトンポリマーズ(Kraton Polymers)から入手可能なスタイレン・ジ−/トリブロックコポリマーである。
(11)E−1200は、イーストフレックス(EASTOFLEX(商標))の商業的な標記でイーストマンケミカルズ(Eastman Chemicals)から入手可能なアモルファスプロピレンエチレンコポリマーである。
(12)ダウレックス(DOWLEX)2503は、ダウレックス(DOWLEX(商標))の商業的な標記でダウプラスチックス(Dow Plastics)から以前は入手可能だった線形低密度低分子量ポリエチレン樹脂である。
【0054】
表1のデータは、大変高い吸収係数Aが得られることを示している。意外なことに、実験番号1のウェブは、実験番号2の炭素充填床より高い吸収係数Aを示している。実験番号2のウェブもまた、実験番号2の炭素充填床よりも高い吸収係数Aを示しているが、以下に示すように、充填していない同じ熱可塑性ポリウレタンから作られたウェブは、DMMPに対する耐性がない。ポリプロピレンから製作されたウェブ(実験番号17、19、20、23、24、26、及び27)は、DMMPに耐性を持つが、上に示したように吸収係数Aの値は1.5×104/mm水柱より大きくない。
【0055】
実験番号1、2、4、5、8、10、及び14の高分子材料で製作された吸着剤粒子が入らない(すなわち充填していない)ウェブでは、図6に示すような装置を使用して調製され、ここで吸着剤粒子74はフィードロール78からウェブに落下することを認められていない。192g/m2の充填していないウェブを2つの96g/m2の充填していないウェブから形成するために実験番号2の高分子材料が使用された。その他の高分子材料(すなわち、実験番号1、2、4、5、8、10及び14のもの)は、坪量が約200g/m2の単層のウェブを形成するために使用された。材料見本は結果として得られた充填していないウェブから切り取られ、重量測定され、DMMP蒸気で飽和している空気に6日間及び多くの場合23日間暴露され、材料見本の質量及び初期の材料見本質量のパーセントで示されるDMMPの摂取のパーセントを決定するために再度重量測定される。実験番号2の熱可塑性ポリウレタン(下記の実験番号33を参照)から製作される充填されていないウェブは、さらなる重量増加測定を避けるために6日間の暴露の後十分劣化された。下の表2に示したのは、実験番号、高分子材料、充填されていないウェブの坪量、初期サンプル質量、並びに6若しくは23日後の各サンプルの質量及びDMMPの摂取パーセント(初期サンプル質量のパーセントで表示されている)である。表2の記入項目は、採用した最長の測定期間後のDMMPの摂取のパーセント値について昇順に整理されている。
【0056】
【表2】
【0057】
表2のデータは、表1で大変高い吸着係数Aを示している数種のポリマーから製作された充填していないウェブが、DMMP蒸気への暴露にもまた耐えることができることを示している。熱可塑性ポリウレタン(実験番号33)から作製された充填していないウェブはDMMP蒸気の暴露で残ることができず、この暴露試験は6日後に中断された。
【0058】
表2で採用された方法を使用して、2つの追加の充填されていないウェブが高分子材料の混合物を使用して調製された。これらのウェブは、ポリオレフィンエラストマーである、エンゲージ(表1の実験番号5を参照)8402及びスチレンブロックコポリマーである、クラトン(表1の実験番号21を参照)G1657の90:10又は50:50の混合物を、押出成形器に入れ、それから単層の充填されていないウェブを形成するために押し出された混合物をメルトブローして作製された。充填されていないウェブサンプルの小さい材料見本は、重量測定を行い、DMMP蒸気に11日間暴露され、さらに再度重量測定された。下の表3に示したのは、実験番号、混合物の中の高分子材料、充填されていないウェブの坪量、初期サンプル質量、並びに11日後の質量及びDMMPの摂取パーセント(初期サンプル質量のパーセントで表示されている)である。
【0059】
【表3】
【0060】
表3のデータは、混合されたポリマーから作製された充填していないウェブが、ほどよいDMMP耐性を示すことを示している。このウェブを11日間暴露することは、6日間暴露よりも厳しい試験であり、かつサンプル寸法が表2で使用されたものより小さく、従っていくらかより重量誤差の対象となることを示している。実験番号35の混合物を6日間のみ(又は混合比若しくは高分子成分が若干調整された)暴露すれば、約1重量%を超えないDMMPを摂取を示す可能性があった。11日間にわたる暴露期間にはより大きいサンプルの材料見本を採用するべきでもあった。
【0061】
(実施例2)
ポリマー製造業者から受け取った押出成形等級のペレットを加熱した実験室用油圧プレス(カーバーインク(Carver, Inc.)より入手可能)で加圧して、種々の熱可塑性ポリマーをディスク状に形成された。このプレスは、ポリテトラフルオロエチレンのライナーでカバーされたステンレス鋼の圧盤を備えている。ディスクの厚さを調整するために、0.5mmのすきまゲージの在庫から作製された緩衝材が採用された。プレスされる個々のポリマーによりプレス温度は異なるが、一般的には約200〜250℃に設定される。約207kPaの圧力及び約15秒のプレス時間が採用された。結果として得られる樹脂試験片は、直径約50mm及び厚さ約0.5mmの目標寸法のディスクを供給するために、空気間隙及びその他の欠陥が取り除かれるまで曲げられかつ最度プレスされた。ディスクはデシケータ内に定置され、デシケータ内部の雰囲気に均等に暴露されるように用意された。飽和した内部雰囲気を供給するのに十分なDMMPもまた、デシケータ内に設置された。ディスクは、ディスク質量、及び初期のディスク質量のパーセントで示されるDMMPの摂取パーセントを決定するために、初期及び様々な時間間隔で重量測定された。各ディスクの物理的な状態及び可視可能な劣化の発生もまた記録された。下の表4は、実験番号、高分子材料、初期ディスク重量、及び13時間後及び4日後のDMMPの摂取パーセントを示している。表4の記入項目は13時間後のDMMPの摂取パーセントの値について降順に整理されている。
【0062】
【表4】
(1)PS455−20Aは、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(2)PS440−220は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(3)PS164−400は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(4)ポリオレフィン合金は製品番号FM060105−4でノベオン社(Noveon, Inc.)から入手可能である。
(5)ハイトレル(HYTREL)4556はハイトレル(HYTREL(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能な熱可塑性ポリエステルである。
(6)CA100−200は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(7)バイネル(BYNEL)3022はハイトレル(HYTREL(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能な無水変性エチレンビニルアセテートポリエステルである。
(8)PE90−208は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(9)THV220Gは、THV(THV(商標))の商業的な標記でダイネオン社(Dyneon, LLC)から入手可能なフルオロ熱可塑性ターポリマーである。
(10)ソルテックス(SOLTEX)PVDFは、ソルテックス(SOLTEX(商標))の商業的な標記でソルベイソレクシス(Solvay Solexis)から入手可能な熱可塑性ポリフッ素ビニリデン樹脂である。
(11)エルバックス(ELVAX)3174はエルバックス(ELVAX(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なエチレンビニルアセテートポリエステルである。
(12)THV500Gは、THV(商標)の商業的な標記でダイネオン社(Dyneon, LLC)から入手可能なフルオロ熱可塑性ターポリマーである。
(13)エンゲージ(ENGAGE)8401は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(14)ビスタマックス(VISTAMAXX)VM3000は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なポリオレフィンエラストマーである。
(15)エンゲージ(ENGAGE)8411は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(16)サンプルは、柔軟で、かつDMMPで飽和していた。
(17)サンプルは強度の変形及び歪みを示していた。
(18)サンプルは中程度の変形を示してた。
【0063】
表4のデータは、種々の高分子材料から作製されたディスクのDMMPの摂取に対する比較耐性を示している。ディスクを数時間又は数日もDMMP蒸気に暴露することは、同じポリマーから作製された充填していないウェブを6日間暴露するのよりも、厳しくない試験である場合がある。しかし、ポリマーディスクサンプルを調製することは、ウェブを作製するより容易かつ安価であり、かつ同じ又は類似の高分子材料により作製されたウェブのDMMPの摂取に対する耐性の有用な予測の判断材料を提供する場合がある。
【0064】
比較例
実施例1の一般的な方法を使用して、アイログラン(IROGRAN)PS440−200熱可塑性ポリウレタン及び40×140炭素顆粒を使用して単層のウェブが作製された。完成されたウェブは0.202g/cm2の炭素(91重量%の炭素)を含み、15μmの有効繊維直径を有する。16.4gの炭素総量を含むこのウェブの81cm2のサンプルは、250ppmのトルエン蒸気を含んだ14L/分で流れる35%より低い相対湿度の空気に暴露された。図9はこのウェブの下流のトルエン濃度(曲線B)及び米国特許番号第3,971,373号(ブラウン(Braun))の例19に従って作製されたウェブ(曲線A)のプロットを示す。このブラウンの例19のウェブは、ポリプロピレン繊維及び17.4gの炭素総量(89重量%炭素)を含む。図9に示すように、上述のポリウレタンベースのウェブの炭素を含んでいる量がより少なくても、ブラウンの例19のウェブは、実質的により低い吸着能力を示している。ポリウレタンベースのウェブの改善された性能は、より高い吸着係数Aによるものと考えられる。
【0065】
2層のポリウレタンベースのウェブが、アイログラン(IROGRAN)PS440−200熱可塑性ポリウレタン、第1層に12×20の炭素顆粒、及び第2層に40×140炭素顆粒を使用して、実施例1の一般的な方法により作製された。第1の層は0.154g/cm2の炭素(91重量%の炭素)を含み、26μmの有効繊維直径を有する。第2の層は0.051g/cm2の炭素(91重量%の炭素)を含み、15μmの有効繊維直径を有する。16.6gの総炭素を含むこの2層のポリウレタンベースのウェブの81cm2のサンプルは、350ppmのトルエン蒸気を含んだ14L/分で流れる35%より低い相対湿度の空気に暴露された。図10はこの2層のポリウレタンベースのウェブの下流のトルエン濃度(曲線C)及びブラウン(Braun)の例20に従って作製されたウェブ(曲線A)のプロットを示す。このブラウンの例20のウェブは、ポリプロピレン繊維及び18.9gの炭素総量(85重量%炭素)を含む。図10に示すように、上述の2層のポリウレタンに基づくウェブの炭素を含んでいる量がより少なくても、ブラウンの例20のウェブは、実質的により低い吸着能力を示している。2層のポリウレタンベースのウェブの改善された性能は、ここでも、より高い吸着係数Aによるものと考えられる。
【0066】
この発明の種々の修正及び変更は、当業者には明白であり、かつ本発明の趣旨を逸脱することなく本明細書に基づく。本発明は、例証に過ぎない本明細書に規定されたものに限定されないものとする。
【0067】
面の様々な図における同様の参照記号は、同様の要素を指し示す。図中の要素は原寸に比例していない。
【図面の簡単な説明】
【0068】
【図1】開示された多孔質シート状物品の概略断面図。
【図2】開示された多層多孔質シート状物品の概略断面図。
【図3】開示された交換可能なフィルタ要素の部分的に断面の概略図。
【図4】開示された、図3の要素を利用した呼吸用装置の斜視図。
【図5】開示された、図1の多孔質シートを利用した使い捨ての呼吸用装置の部分的に切り取った斜視図。
【図6】多孔質シート状物品を作製するメルトブロー装置の概略断面図。
【図7】多孔質シート状物品を作製するスパンボンドプロセス装置の概略断面図。
【図8】多孔質シート状物品を作製する他のメルトブロー装置の概略断面図。
【図9】耐用期間の比較を示したグラフ。
【図10】は耐用期間の比較を示したグラフ。
【技術分野】
【0001】
(関連出願に対する相互参照)
本出願は、2004年11月8日に出願された係属中の出願番号第10/983,770号の一部継続出願であり、その全体の開示は参考として、本願に組み込まれている。
【0002】
(発明の分野)
本発明は、粒子を含む繊維ウェブ及び濾過に関するものである。
【背景技術】
【0003】
溶媒及びその他の有害な空気中の浮遊物質が存在下で使用される呼吸用装置には、しばしば吸着剤粒子を含んだ濾過要素が使用される。濾過要素は、吸着剤粒子の床、又は吸着剤粒子の層、若しくは吸着剤粒子を浸透又はコーティングしたインサートを含有する、カートリッジであってもよい。濾過要素の設計は、圧力低下、サージ耐力、総耐用期間、重量、厚さ、全体寸法、振動若しくは磨耗などのような潜在的な損傷を与える力に対する耐力、及びサンプル間の個体差などのような、しばしば競合する要因のバランスに関与する場合がある。
【0004】
吸着剤粒子の充填床は、一般的に最小全体体積の中で最も長い耐用期間を提供する。充填層は一般的に吸着剤粒子を剛体のハウジング内の薄いスクリム層の間に設置し、結果として得られるアセンブリを圧縮することによって形成され、吸着剤粒子が十分充填された床を形成する。圧縮工程は、目的とする気体構成成分又は蒸気構成成分が床をバイパスすること(「チャネリング」)を妨げるのを助けるが、剛体のハウジングは濾過要素の重量を増加させ、かつ一部の吸着剤(例えば炭素粒子)の粉になりやすい性質は、製造中、保管中、若しくは使用中の床からの望ましくない漏れを生ずる可能性がある、細かい粒子を形成する場合がある。剛体のハウジング、スクリム層、及び圧縮工程により、さらに床を通過する圧力低下が増加し、その結果呼吸の抵抗が増加する。吸着剤粒子を充填した繊維ウェブは、多くの場合充填層より低い圧力低下を有するが、より短い耐用期間、より大きい嵩、又はより大きいサンプル間の個体差もまた有する。
【0005】
粒子を含む繊維ウェブに関する参考には、米国特許番号第2,988,469号(ワトソン(Watson))、第3,971,373号(ブラウン(Braun))第4,429,001号(コルピン(Kolpin)ら)、第4,681,801号(エイアン(Eian)ら)、第4,741,949号(モルマン(Morman)ら)、第4,797,318号(ブルッカー(Brooker)ら’318)、第4,948,639号((Brooker)ら’639)、第5,035,240号(ブラウン(Braun)ら’240)、第5,328,758号(マーケル(Markell)ら)、第5,720,832号(ミント(Minto)ら)、第5,972,427号(ミュールフェルト(Muehlfeld)ら)、第5,885,696号(グレーガー(Groeger))、第5,952,092号(グレーガー(Groeger)ら’092)、第5,972,808号(グレーガー(Groeger)ら’808)、第6,024,782号(フロイント(Freund)ら)、第6,024,813号(グレーガー(Groeger)ら’813)、第6,077,588号(コスロウ(Koslow)ら’588)、第6,102,039号(スプリンゲット(Springett)ら)、並びにPCT公開出願番号第WO00/39379号、及び第WO00/39380号が含まれる。その他の粒子を含むフィルタ構造物に関する参考には、米国特許番号第3,217,715号(バーガー(Berger)ら)、第3,474,600号(トビアス(Tobias))、第3,538,020号(ハケット(Heskett)ら)、第3,919,369号(ホールデン(Holden)ら)、第4,665,050号(デゲン(Degen)ら)、第4,790,306号(ブラウン(Braun)ら’306)、第5,033,465号(ブラウン(Braun)ら’465)、第5,078,132号(ブラウン(Braun)ら’132)、第5,147,722号(コスロウ(Koslow))、第5,332,426号(タング(Tang)ら)、第5,665,148号(ミュールフェルト(Muehlfeld)ら)、第6,391,429号(センカス(Senkus)ら)、及び第6,840,986B1号(コスロウ(Koslow))が含まれる。繊維ウェブに関するその他の参照には、米国特許番号第4,657,802号(モーマン(Morman))が挙げられる。
【発明の開示】
【発明が解決しようとする課題】
【0006】
活性炭粒子を含むメルトブロー不織布ウェブは、空気から気体及び蒸気を取り除くのために使用することができるが、このようなウェブを気体及び蒸気レスピレータの交換可能なフィルタカートリッジに使用するのは困難である。例えば、ウェブがメルトブローポリプロピレン及び活性炭粒子から形成された場合、直ちに達成可能な通常の炭素充填量濃度は約100〜200g/m2である。もしこのようなウェブが適切な形状に切断され交換可能なカートリッジハウジングに差し込まれた場合、カートリッジが、適用規格決定機関により定められた能力所要量を十分に満たす活性炭を含有できない場合がある。より高い炭素充填量濃度を試してもよいが、炭素粒子がウェブから抜け落ち、これにより生産環境におけるウェブの取り扱いが困難になり、目標とする最終的な能力を確実に達成するのが難しくなる。真空成形のような成形後の操作を使用し、ウェブを稠密化することも可能だが、これにより追加の製造設備及び余分なウェブの取り扱いを必要とする。
【課題を解決するための手段】
【0007】
上述の我々の出願番号10/983,770号は、粒子が高密度に充填され、繊維に十分な弾性があり、又は十分縮みやすいポリマーと、ウェブの吸着係数Aが少なくとも1.6×104/mm水柱(すなわち、少なくとも1.6×104(mm水柱)−1)で、ウェブ内に十分均等に分布している吸着剤粒子と、から作られた不織布ウェブについて示す。開示されているウェブは、長い耐用期間、低い圧力低下、及び炭素が抜け出す傾向が比較的低いというとても望ましい組合せを有する、多孔質のシート物品(例えば、気体及び蒸気用のレスピレータの交換可能なフィルタ要素)にすることができる。開示されたフィルタ要素は、自動機器を使用した大量生産の交換可能なフィルタカートリッジに特に有用である。
【0008】
吸着係数Aは、以下にさらに詳細に述べるように、いくつかの要因に影響される。広くは、ある蒸気吸着濾材について、高い吸着係数Aは、好ましいシクロヘキサン蒸気吸着動力学、好ましくない蒸気濃度を打開する以前の長い耐用期間、及び少ない圧力低下といった望ましい組合せと一致する。我々は、熱可塑性ポリウレタン及び約86重量%以上炭素粒子から作製されたウェブの特に高い吸着係数Aの値を観測した。こうしたウェブのいくつかは、意外なことに、高品質炭素充填床の吸着係数Aより高い吸着係数Aを示した(すなわち約3.16×104/mm水柱より高い)。
【0009】
我々の吸着係数A測定はシクロヘキサンを用いて行なわれた。我々は、熱可塑性ポリウレタン繊維及び約86〜91重量%の炭素粒子から作製された吸着剤濾過ウェブもまた調製し、これらを数多くのその他の有機材料に暴露し、ほぼ好ましい結果を得た。このような有機材料の1つ、すなわちジメチルメチルホスホネート(「DMMP」)もまた、効果的に吸着された。しかし、DMMPは炭素粒子のみにより吸着されるのではなく、ポリウレタンウェブ繊維によってもまた同様に吸着された。このような繊維吸着は、ウェブ構造の弱体化又はその他の劣化を引き起こす可能性がある。
【0010】
ポリプロピレンは、以前は炭素を充填したウェブを作るのに特によい材料とされてきた。DMMPはポリプロピレンウェブ繊維に感知できるほどは吸収されず、こうしたウェブでは高い炭素充填濃度でも以前は問題ではなかった。
【0011】
本発明は、1つの態様で、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、前記吸着剤粒子が前記ウェブ内に十分均等に分配され、かつその繊維ポリマーは前記ウェブが少なくとも1.6×104mm水柱の吸収係数Aを有する、20重量%未満の高分子繊維の自己支持性のある不織布ウェブからなる多孔質シート状物品を提供する。
【0012】
他の態様では、本発明は、高分子繊維及び吸着剤粒子の自己支持性のある不織布ウェブを含む多孔質シート状物品を作る方法を提供する。この方法は、
a)複数のオリフィスを通して溶融ポリマーを流し、長繊維を形成する工程と、
b)前記長繊維を繊維になるように細くする工程と、
c)吸着剤粒子の流れを長繊維又は繊維の中に方向付ける工程と、
d)約1重量%を超えないジメチルメチルホスホネート摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維を含む不織布ウェブとして繊維及び吸着剤粒子を捕集する工程と、を含み、
吸着剤粒子はウェブ内に十分均等に分配され、かつポリマーはウェブが少なくとも1.6×104mm水柱の吸収係数Aを有する。
【0013】
他の態様では、本発明は、少なくとも着用者の鼻及び口とをほぼ囲む内部と、周囲空気を前記内部に供給する空気取り入れ経路と、空気取り入れ経路に渡って配置され供給空気を濾過する多孔質シート状物品とを有する呼吸用装置であって、多孔質シート状物品が、約1重量%を超えないジメチルメチルホスホネートの摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、吸着剤粒子がウェブ内に十分に均等に分配され、繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する物品である、自己支持性のある20重量%未満の高分子繊維の不織布ウェブからなる、呼吸用装置を提供する。
【0014】
さらに他の態様では、本発明は、その要素を装置に取り付ける支持構造物と、ハウジング及び通過して装置に入る空気を要素が濾過できるようにハウジングに配置された多孔質シート状物品と、物品が、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示し、繊維ポリマーは前記要素が少なくとも1.6×104mm水柱の吸収係数Aを有し、かつ吸着剤粒子がウェブ内に十分均等に分配された、20重量%未満の高分子繊維の自立した不織布ウェブとからなる、呼吸用装置の交換可能なフィルタ要素を提供する。
【0015】
本発明のこれら及び他の態様は、以下の「発明を実施するための最良の形態」から明らかになるであろう。しかし、上記要約は、請求された主題に関する限定として決して解釈されるべきでなく、主題は添付の特許請求の範囲によってのみ規定され、実行の間補正されてもよい。
【発明を実施するための最良の形態】
【0016】
シート状物品に関するこの明細書で使用されるとき、「多孔質」という言葉は、個人用の呼吸装置のフィルタ要素に使用できるだけ気体を十分透過させる物品に言及する。
【0017】
「不織布ウェブ」という語句は、繊維のもつれ又は点固着を特徴とする繊維ウェブに言及する。
【0018】
「自己支持性がある」という用語は、実質的に破けたり破損することなく。かけることができ、かつ取り扱うことができるような、十分な干渉性及び強度を有する、ウェブに言及する。
【0019】
「長繊維を繊維に細くする工程」という語句は、長繊維の断片を長さがより長く、かつ半径がより小さい断片に変換することに言及する。
【0020】
「メルトブロー工程」という言葉は、空気又はその他の細くするための流体と接触させながら長繊維を繊維にまで細くし、さらにその後細くした繊維層を捕集しながら、長繊維を形成するために、繊維形成材料を複数のオリフィスを通して押し出すことにより、不織布ウェブを形成する方法を意味する。
【0021】
「メルトブロー繊維」という語句はメルトブロー工程を使用して作られる繊維に言及する。メルトブロー繊維は不連続であると報告されているが、メルトブロー繊維のアスペクト比(長さ対直径の比)は本質的に無限である(例えば、通常は少なくとも約10,000以上)。この繊維は長く、かつ十分絡み合っていて、通常当該繊維の塊から1つの完全なメルトブロー繊維を取り出す、若しくは1つのメルトブロー繊維を始めから終わりまで追うことができない。
【0022】
「スパンボンドプロセス」という語句は、粘度が低い溶融物を複数のオリフィスを通して押し出すことにより長繊維を形成し、少なくともその長繊維の表面を凝固するために長繊維を空気又はその他の流体で急冷して、少なくとも部分的に凝固した長繊維を空気又はその他の流体と接触させ長繊維を繊維までに細くし、かつ所望により細くした繊維の層をカレンダー処理することにより不織布ウェブを形成する方法を意味する。
【0023】
「スパンボンド繊維」という語句はスパンボンドプロセスを使用して作られる繊維に言及する。このような繊維は一般的に連続であり、かつ十分に絡んでいる又は点固着しているので、1つの完全なスパンボンド繊維をこのような繊維の塊から取り除くことは通常可能ではない。
【0024】
「不織布ダイ」という語句はメルトブロー工程又はスパンボンドプロセスにて使用するダイに言及する。
【0025】
「捕捉された」という言葉は、不織布ウェブ内の粒子に関して使用された場合、ウェブを水平な棒に掛けることなどのようにウェブが優しい取り扱いを受ける場合、ウェブ内又はウェブ上に留まるように、ウェブ内に十分に固着された、若しくは封入された粒子に言及する。
【0026】
「約1重量%を超えないDMMPの摂取を示す」という語句は、高分子繊維に関して使用された場合、このような繊維を充填していないウェブ(すなわち吸着剤を充填しない、それ以外は同様な高分子繊維から作られたウェブ)の、DMMP蒸気が飽和した空気の中に室温で6日間定置された後の重量変化に言及する。これは、充填していないウェブを液体DMMPを含有する、密閉されたデシケータに定置して実行してもよい。このウェブは液体DMMPに接触してはならない。
【0027】
「弾性限界」という語句は、ポリマーに関して使用される場合、そのポリマーで形成されたある物体が、応力が取り除かれたときに、持ちこたえかつ元の形状に戻ることが可能な最大の変形に言及する。
【0028】
「弾性的」若しくは「弾性」という言葉は、ポリマーに関して使用される場合、プラスチックの引張特性の標準試験方法ASTMD638−03を使用して測定された弾性限界より約10%高い状態において伸びを有する材料に言及する。
【0029】
「結晶化収縮」という語句は、繊維が、より規則的でなく、より結晶性が低い状態からより規則的であり、より結晶性が高い状態へと経路をとるときに、例えば重合鎖の折り畳み又は重合鎖の再配列によるなどの、拘束されない繊維の長さの不可逆な変化に言及する。
【0030】
図1を参照すると、開示された多孔質のシート状物品10の断面が、図式的に示されている。物品10は任意の寸法の厚さT及び長さ及び幅を有する。物品10は絡まった高分子繊維12、及びウェブの中に捕捉された吸着剤炭素粒子14を含む、不織布ウェブである。物品10の中の小さい接続した孔(図1では識別できない)によって、物品10の厚さの寸法を通して周囲空気又はその他の流体は通り抜けること(例えば、流れること)できる。粒子14はこのような液体に存在する溶媒及びその他の潜在的な有害な物質を吸着する。繊維12は、望ましくは溶媒和物を吸着しない、ないしはその他の方法でこのような物質の摂取を示さない。
【0031】
図2は、2つの不織布層22及び24を有する、開示された多層物品20の断面図を示す。層22及び24はそれぞれ、繊維及び吸着剤粒子を含有する(図2では識別できない)。層22及び24はお互いに同じ或いは異なるものであってもよく、図1の物品10と同じ或いは異なるものでもよい。例えば、層22及び24の吸着剤粒子が異なる物質からできている場合、物品20を貫通する流体から異なる潜在的に有害な物質を取り除ける可能性がある。層22及び24内の吸着剤粒子が同じ物質からできている場合、物品20の厚さの寸法を貫通する流体から、同等の組成物及び厚さの単層の物品よりも潜在的に有害な物質をより効果的に、若しくはより長い耐用期間にわたり取り除くことができる場合がある。物品20のような多層物品は、所望により、2つより多い不織布層、例えば3層以上、4層以上、5層以上、若しくは10層以上もの層、を含むことができる。
【0032】
図3は開示されたフィルタ要素30の断面図を示す。要素30の内部は、図1又は図2に示すように、多孔質のシート物品31で満たすことができる。ハウジング32及び穿孔されたカバーがシート物品31を取り囲む。周囲空気は、開口36を通してフィルタ要素30に入り、シート物品31を貫通し(ここですぐにこのような周囲空気中の潜在的に有害な物質はシート物品31内の粒子により吸着される)、かつ支持体37に取り付けられた空気取入弁35を通過して要素30から出る。差込部38及び差込フランジ39はフィルタ要素30を、図4に開示された装置のような呼吸用装置に交換可能に取り付けることを可能にする。装置40は、米国特許番号第5,062,421号(バーンズ(Burns)ら)に示されるような、いわゆるハーフマスクである。装置40は柔らかい、比較的薄く堅い構造部材、すなわちインサート44に挿入成形することができる、柔軟顔面部分42を含む。インサート44は、フィルタ要素30を装置40の頬の部位に取り外し可能に取り付けるために、呼気弁45及び埋め込まれた差込ネジ付き開口(図4では示されない)を備える。調節可能なヘッドバンド46及びネックストラップ48は装置40が着用者の鼻及び口の上に確実に着用することを可能にする。当該装置の構造のさらなる詳細は、当業者にはよく分かるであろう。
【0033】
図5は開示された呼吸用装置50の部分断面を示すものである。装置50は、米国特許番号第6,234,171B1号(スプリンゲット(Springett)ら)に示されるような、使い捨てマスクである。装置50は、外カバーウェブ52、図1又は図2に示すような吸着剤粒子を含む不織布ウェブ53、及び内カバーウェブ54から作られる、ほぼカップ型のシェル、すなわちレスピレータ本体51を有する。溶接された端55はこれらの層を一体で保持し、かつ装置50の端のそばを通る漏れを減らすために顔面密封部を提供する。装置50は、タブ57によって装置50に固定された調整可能なヘッド及びネックストラップ56、アルミニウムなどのような金属製の柔軟な極軟金属鼻バンド58、及び呼気弁59からなる。当該装置の構造のさらなる詳細は、当業者にはよく分かるであろう。
【0034】
図6は、メルトブローを使用して粒子を充填した不織布ウェブを製作するための開示された装置60を示す。溶融した繊維形成高分子材料は、不織布ダイ62に入口63を通して入り、ダイキャビティ66のダイスロット64(すべて二点鎖線で示される)を通して流れ、ダイキャビティ66からオリフィス67のようなオリフィスを通って一連の長繊維68として出る。空気マニフォールド70を通して導かれた減衰化流体(一般的には空気)が、長繊維68を繊維98に減衰化する。その一方で、ホッパー76を通った吸着剤粒子74は、フィードロール78、及びドクターブレード80を通過する。電動ブラシロール82はフィードロール78を回転する。ネジ付きアジャスター84は、ウェブを横断する均一性、及びフィードロール78を通過する粒子の漏れ量の割合を改善するために、動かすことができる。総合的な粒子流量は、フィードロール78の回転速度を変更することにより調節できる。フィードロール78の表面は、異なる粒子に対する供給特性を最適化するために変えられる場合がある。吸着剤粒子74の滝状の流れ86が、フィードロール78からシュート88を通って落下する。空気又はその他の流体がマニフォールド90及びキャビティ92を貫通して通過し、落下する粒子74を、長繊維68及び繊維98の間の流れ96の中を、チャネル94を貫通して導く。粒子74及び繊維98の混合物は、多孔質コレクター100に到達し、粒子を充填した自立した不織布メルトブローウェブ102を形成する。このような装置を使用して実行されるであろうメルトブローの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0035】
図7は、スパンボンドプロセスを使用して粒子を充填した不織布ウェブを製作するための開示された装置106を示す。溶融した繊維形成高分子材料は、ほぼ縦型の不織布ダイ110に入口111を通して入り、マニフォールド112及びダイキャビティ114のダイスロット113(すべて二点鎖線で示される)を通して下向きに流れ、ダイキャビティ114から、ダイチップ117のオリフィス118のようなオリフィスを通って一連の下向きに延ばされた長繊維140として出る。ダクト130及び132を通して導かれた急冷流体(一般的には空気)が、長繊維140の少なくとも表面を凝固させる。少なくとも部分的に凝固された長繊維140は、全体的にダクト134及び136を経由した加圧下で供給される減衰化流体(一般的には空気)に対向し、ファイバー141に減衰化されながらコレクター142に向かって導かれる。その一方で、ホッパー76を貫通した吸着剤粒子74は、図6の構成部品76〜94に示されるような装置の、フィードロール78、及びドクターブレード80を通過する。粒子74の流れ96はファイバー141に囲まれてノズル94を貫通するように導かれる。粒子74及び繊維141の混合物は、ローラー143及び144によって維持される多孔質コレクター142に到達し、粒子を充填した自立した不織布スパンボンドウェブ146を形成する。ロール144に対向するカレンダーロール148は、カレンダー処理された粒子を充填したスパンボンド不織布ウェブ150を生産するために、ウェブ146の中の繊維を圧縮し点固着する。このような装置を使用して実行されるスパンボンドの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0036】
図8は、メルトブローを使用して粒子を充填した不織布ウェブを製作するための開示された装置160を示す。この装置は2つのほぼ縦型の、ほぼ反対方向の長繊維162、164の流れをコレクター100に対して当てる、斜めに配置した不織布ダイ66を使用する。その一方で、吸着剤粒子74はホッパー166を貫通して導管168へ移される。空気インペラ170は空気を第2の導管172を通させ、それにより粒子をしかるべく導管168から第2の導管172へと導く。この粒子は、ノズル174を通して粒子流176として押し出され、すぐに長繊維の流れ162及び164、若しくは結果として得られる減衰化した繊維178と混じる。粒子74及び繊維178の混合物は、多孔質コレクター100に到達し、粒子を充填した自己支持性のある不織布ウェブ180を形成する。図8の装置を使用して実行されるであろうメルトブローの方法に関するさらなる詳細は、当業者にはよく分かるであろう。
【0037】
熱可塑性樹脂及び特に、線形低密度ポリエチレン類(例えば、ダウレックス(DOWLEX(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なもの)、ポリオレフィンエラストマー類(例えば、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカル社(Dow Chemical Company)から入手可能なもの、及ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なもの)、エチレンα−オレフィンコポリマー類(例えば、イグザクト(EXACT(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能な、及びエンゲージ(ENGAGE(商標))の商業的な標記でダウケミカル社(Dow Chemical Company)から入手可能な、エチレンブテンコポリマー、エチレンヘキサンコポリマー、若しくはエチレンオクテンコポリマー)、エチレンビニルアセテートポリマー類(例えば、エルバックス(ELVAX(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なもの)、ポリブチレンエラストマー類(例えば、クラスチン(CRASTIN(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なもの、及びポリブテン−1(POLYBUTENE-1(商標))の商業的な標記でベーゼルポリオレフィンズ(Basell Polyolefins)から入手可能なもの)、弾性スチレンブロックコポリマー類(例えば、クラトン(KRATON(商標))の商業的な標記でクラトンポリマーズ(Kraton Polymers)から入手可能なもの、ソルプレーン(SOLPRENE(商標))の商業的な標記でダイナソルエラストマーズ(Dynasol Elastomers)入手可能なもの)、並びにポリエーテルブロックコポリアミド・エラストマー系材料(例えば、ぺバックス(PEBAX(商標))の商業的な標記でアトフィナケミカルズインク(Atofina Chemicals, Inc.)から入手可能なもの)などのような延伸性がある熱可塑性樹脂を含む、種々の繊維形成高分子材料を採用することができる。ポリオレフィンエラストマー類は特に好ましい。前記高分子材料は、所望により、コモノマー又は高分子材料を変更する反応種により変性された主鎖から作られてもよい。しかし望ましくは、高分子材料は、開示されたウェブが好ましくない濃度のDMMPの摂取、若しくは低い吸着係数Aを示す原因となる、反応種によって変性されない。例えば、EVAポリマー、エルバックス(ELVAX)3174に基づく充填していないウェブは、1重量%に満たないDMMPの摂取を示す。しかし、無水変性EVAポリマー、バイネル(BYNEL)3022の固体ディスクをDMMP蒸気が飽和した空気に暴露することにより実施された実験は、バイネル3022EVAで作られた充填していないウェブがかなりより大量のDMMPを吸着する可能性を示している。
【0038】
この開示されたウェブは、例えばポリオレフィンエラストマーとエラストマー系スチレンブロックコポリマーとの混合物のような、混合された高分子材料で作製されてもよい。所望により、開示されたウェブの一部は、それ自体は適切なDMMPの摂取への抵抗を示さない、或いはそれ自体が望ましい吸着係数Aを伴うウェブを提供しない、ポリマー又はその他の繊維状又は繊維形成材料、に相当してもよい。例えば、線形低密度ポリエチレン、ダウレックス(DOWLEX)2517で作られた好適な充填したウェブは、以下に示すように2.1×104/mm水柱の吸収係数Aを有するが、同様の線形低密度ポリエチレン、ダウレックス(DOWLEX)2503で作られた充填したウェブは、以下に示すように1.0×104/mm水柱の吸収係数Aを有する。また、ポリオレフィンエラストマー、エンゲージ(ENGAGE)8402とスチレンブロックコポリマー、クラトン(KRATON)G1657の90:10及び50:50の混合物から作られた充填していないウェブもまた、以下に示すように、大変低いDMMPの摂取を有し、高分子材料は単にエンゲージ(ENGAGE)8402で91重量%炭素を充填したウェブは以下に示すように約2.6×104/mm水柱の吸着係数Aを有すが、しかるに高分子材料は単にクラトン(KRATON)G1657で88重量%炭素を充填したウェブは以下に示すように約1.4×104/mm水柱の吸着係数Aを有する。
【0039】
開示されたウェブもまた、若しくはさらに、芯鞘型繊維、分割可能若しくは並列バイコンポーネント繊維、又は高分子組成物の1つ以上だがすべてである必要が無いものが上述の材料であるいわゆる「海島型」繊維などのような、多成分繊維から形成されてもよい。さらに、開示されたウェブは、1つ以上の組成成分として、その他の高分子材料を使用して、又はその他の繊維状若しくは繊維を形成する、短繊維類(例えば、天然若しくは合成繊維の)及び同等品を含む材料を添加して形成されてもよい。しかし好ましくは、望ましい吸着剤粒子充填濃度及び完成したウェブの特性を不当に損じないために、開示されたウェブに比較的低い量のそうしたその他の繊維状若しくは繊維を形成する材料を採用する。
【0040】
上記の高分子繊維は、このような繊維の充填していないウェブをDMMP蒸気が飽和した空気に室温で6日間暴露した後、約1重量%を超えないDMMPの摂取を示す。高分子繊維はそのような条件の下で0.5重量%を超えないDMMPの摂取を示す場合もあり、0.3重量%を超えないDMMPの摂取を示す場合もあり、0.2重量%を超えないDMMPの摂取を示す場合もある。より正確なDMMPの摂取測定は大量のサンプルを使用して得られる可能性があり、従って、重量が少なくとも0.4g、より好ましくは少なくとも0.5g、さらにより好ましくは少なくとも1g若しくは10gでさえある充填していないウェブサンプルを採用することが望ましい。
【0041】
繊維形状の中のポリマーは、同様のキャリパーポリプロピレン繊維より高い弾力性を有しても(しかし有さなくても)よい。しかし、ポリマーは、弾性的であってもまたよいが、必要でもまたなく、すなわち少なくともその初期の自由長の125%まで延長できてもよく、付勢力を開放したときに実質的にその初期の自由長まで戻る材料である。繊維形状の中のポリマーは、同様のキャリパーポリプロピレン繊維より高い結晶化収縮を有してもまたよい(しかし有する必要はない)。理論に束縛されるものではないが、我々は、このような弾性特性若しくは結晶化収縮特性を有する繊維は、開示されたウェブの自己結合若しくは高密度化、ウェブ内の孔容積の減少、又は使用可能な吸着粒子に遭遇しないで気体が通ることができる経路の減少を促進する可能性があると考える。高密度化は、例えば水或いはその他の冷却流体の噴霧、又は収集したウェブの抑制された若しくは抑制されない方法による徐冷を使用したウェブの強制冷却により、場合によっては促進される可能性がある。好ましい徐冷回数及び温度は、採用する高分子繊維及び吸着剤粒子の充填濃度を含む、種々の要因による。
【0042】
種々の吸着剤粒子を採用することができる。望ましくは、吸着剤粒子は、吸着又は目的とする使用条件の下で存在が予想される気体、エアゾール、若しくは液体を吸着する能力を持つ。吸着剤粒子は、ビーズ、フレーク、顆粒、若しくは粒塊を含む、いかなる使用可能な形式をとることもできる。好ましい吸着剤粒子には、活性炭と、アルミナ及びその他の金属酸化物と、重炭酸ナトリウムと、吸着、化学反応、若しくは融合により構成要素を流体から取り除くことができる金属粒子(例えば、銀粒子)と、ホプカライト(一酸化炭素の酸化触媒作用することができる)などのような粒子状触媒剤と、酢酸などのような酸性溶液、若しくは水を含む水酸化ナトリウムなどのようなアルカリ性溶液で処理された粘土及びその他の鉱物類と、イオン交換樹脂と、モレキュラーシーブ及びその他のゼオライト類と、シリカと、殺生物剤と、殺真菌剤と、殺ウイルス剤とが含まれる。活性単炭及びアルミナは、特に好ましい吸着剤粒子である。例えば、気体の混合物を吸収するために、吸着剤粒子の混合物を採用することができるが、実際問題として、気体の混合物を取り扱うには、個々の層に別々の吸着剤粒子を採用して、多層シート状物品を組み立てる方がよりよい場合がある。望ましい吸着剤粒子の粒径は大幅に変えることができ、これは通常目的とする使用条件にある程度基づいて選ばれる。一般的な指標として、吸着剤粒子の平均直径は約5〜3000μmの寸法範囲で異なる。好ましくは、吸着剤粒子は平均直径が約1500μm未満であり、より好ましくは、平均直径が約30〜約800μmであり、最も好ましくは、平均直径が約100〜約300μmである。異なる粒径範囲を有する吸着剤粒子の混合物(例えば、二峰性混合物)を採用することもできるが、実際問題としては、上流側により大きい吸着剤粒子を、下流側により小さい吸着剤粒子を採用して多層シート状物品を組み立てる方がよりよい。少なくとも80重量%の吸着剤粒子、より好ましくは少なくとも84重量%、さらに最も好ましくは少なくとも90重量%の吸着剤粒子はウェブの中に捕捉されている。ウェブの坪量に関して表示すると、吸着剤粒子充填濃度は、例えば、比較的細かい(すなわち直径が小さい)吸着剤粒子では少なくとも500g/m2(gsm、グラム毎平方センチメートル)であり、比較的粗い吸着剤粒子では少なくとも2000g/m2である。
【0043】
一部の実施形態では、予想されている流体流の方向が開示されたウェブのコレクター側が上流を向いているか下流を向いているかによって、耐用期間は影響される場合がある。しばしば、特別な吸着剤粒子の採用によっては、両方の方向を使用することによって耐用期間の改善がみられた。上述のように、異なる粒径の吸着剤粒子を持ったウェブの層を採用することによってもまた、耐用期間は影響を受ける。
【0044】
開示された不織布ウェブ又はフィルタ要素は、少なくとも1.6×104/mm水柱の吸着係数Aを有する。吸着係数Aは、ウッド(Wood)著、米国工業衛生協会誌(Journal of the American Industrial Hygiene Association)第55巻第1号、11〜15ページ(1994)に記載されているものと同様にしてパラメータ又は測定値を用いて計算される。
【0045】
ここで、kv=次式に従う吸着剤によるC6H12蒸気の捕捉のための有効吸着率係数(分−1)
C6H12蒸気→吸着剤に吸着されたC6H12
We=吸着剤充填床又は吸着剤を充填したウェブを、30L/分(面速度4.9cm/s)で流れ、標準温度で、標準圧力の1000ppmのC6H12蒸気に暴露し、0〜50ppm(5%)のC6H12通過をプロットした吸収曲線に対して反復曲線回帰法を使用して決定した、有効な吸着容量(gC6H12/g吸着)
SL=30L/分(面速度4.9cm/s)で流れ、標準温度で、標準圧力の1000ppmのC6H12蒸気に暴露された吸着剤充填層又は吸着剤を充填したウェブの、C6H12通過が10ppm(1%)に達するのに要する時間を基にした耐用期間(分)
ΔP=流速85L/分(面速度13.8cm/s)、標準温度で標準圧力の空気に暴露された吸着剤充填層又は吸着剤を充填したウェブの圧力低下(mm水柱)
パラメータkvは通常直接は測定できない。その代わり、多変数曲線回帰及び等式を使用してkvについて解くことによりkvを決定することができる。
【0046】
【数1】
式中、
Q=目標流量(L/分)
Cx=C6H12出口濃度(g/L)
Co=C6H12入口濃度(g/L)
W=吸着剤重量(g)
t=暴露時間
ρβ=吸着剤充填層の密度或いは吸着剤を充填したウェブの効果的な密度。ここでg吸着は吸着剤材料の重量であり(存在する場合、ウェブ重量を除く)、cm3吸着は吸着剤の総容積であり、cm3ウェブは吸着剤を充填したウェブの総容積であり、さらにρβは充填層については単位g吸着/cm3吸着を有し又は吸着剤を充填したウェブについては単位g吸着/cm3ウェブを有する。
【0047】
そして、吸着係数Aは次の式により決定される。
A=(kv×SL)/ΔP
吸着係数は、例えば少なくとも2×104/mm水柱であってもよく、少なくとも3×104/mm水柱であってもよく、少なくとも4×104/mm水柱であってもよく、又は少なくとも5×104/mm水柱であってもよい。意外にも、本発明の一部の実施形態は、以下の比較例1に示すように高品質の炭素充填床より高い吸着係数を有し、約3.16×104/mm水柱である。
【0048】
さらに、製品総容積に対する吸収係数Aに関係する係数Avolもまた計算される。Avolは単位g吸着/cm3ウェブ−mm水柱を有し、次の式で計算される。
Avol=A×ρβ
【0049】
好ましくは、Avolは少なくとも約3×103g吸着/cm3ウェブ−mm水柱であり、より好ましくは少なくとも約6×103g吸着/cm3ウェブ−mm水柱であり、さらに最も好ましくは少なくとも約9×103g吸着/cm3ウェブ−mm水柱である。
【0050】
開示された多孔質シート状材料は、有機溶媒、無機蒸気、及び当業者にはよく分かるであろうその他の材料を含む幅広い多様な化学物質を捕捉又は吸着するために使用されてもよい。当業者にはよく分かるであろうが、カバーウェブ、硬化層、充填した不織布ウェブなどのような粒子濾過層、又はその他の機能的若しくは装飾的な層などのような1つ以上の追加の層を採用してもよい。開示された多孔質シート状材料は、溶媒を含む雰囲気で使用することを目的とした、個人用レスピレータ用の交換可能なカートリッジを組み立てるのに特に有用である。しかし、開示された多孔質シート状材料は、多種多様なさらなる用途を有する。例えば、これらは、その中に多孔質シート状物品を通して空気を濾過して入れる、薬品防護服などのような個人用若しくは集団用の保護機器、フード、個別エンクロージャー(例えば隔離室)、シェルター(例えば、テント又はその他の可搬若しくは永久構造物)、及びその他の個人用又は集団用の保護機器であってもよい。開示された多孔質シート状材料は、また、取り囲まれた区域に入る又はその中で循環する気体の調節用フィルタを提供するために、好適なハウジングによって支持されてもよい。開示された多孔質シート状材料は、さらなる(例えば、既存の)フィルタ構造に組み合わせることができる前置フィルタ又は後置フィルタを提供するために、さらに使用されてもまたよい。追加的な用途は、当業者にはよく分かるであろう。
【0051】
ここで、本発明は、以下の非限定的な実例を参考にして記述されない。ここですべての割合及びパーセントは別途示さない限り重量に基づく。
[実施例]
【0052】
(実施例1)
図6に示すような長繊維の単一水平流のメルトブロー装置、230〜300℃のポリマー溶融温度(ポリマーと望ましい繊維寸法に依存する)、穴あけされたオリフィスダイ、及び32cmのダイからコレクターの距離を使用して、実験番号2(下記の表1を参照のこと)で使用された熱可塑性ポリウレタンは約300g/h/cmのダイ幅で押し出され、表1に示した残りの高分子材料には、約230g/h/cmのダイ幅で押し出された種々の繊維形成高分子材料を使用して、一連のメルトブロー炭素充填不織布ウェブが調製された。押出成形機温度及び空気速度(さらに必要に応じてその他のプロセスパラメータ)は、約16〜29μmの有効繊維直径(「EFD」)を有しほとんどのウェブが約20〜29μmのEFDを有するウェブを得るために調節された。EFDの値は、C.N.デイビス(Davies, C. N.)著「空気中の浮遊塵埃及び粒子の分離(The Separation of Airborne Dust and Particles)」、機械技術者協会(Institution of Mechanical Engineers)、ロンドン、論文集1B、1952年に別途記された方法に従い、吸着剤粒子がフィードロール78(図6参照)からウェブに落下することを認められる前に作られた充填されていないウェブの材料見本を検査して、32L/分(5.3センチ/sec面速度に対応)の気流流量を使用して決定された。一部のウェブは、下に示したように徐冷される。完成されたウェブは、炭素充填濃度及びパラメータEFD、kv、SL、ΔP、ρβ、A、及びAvolを決定するために評価される。一部のウェブのデータは2〜4個のウェブの積み重ね体を使用して得られる。これらのウェブについて、比率SL/ΔPは、SL及びΔPの個々の値よりもいくらかより有用な測定値を提供した。その他のウェブについて、単層のウェブを使用し、SL、ΔP、SL/ΔPを記録することによりデータが取得された。比較データは、クラレ(Kuraray)タイプGG12×20の活性炭から作製された104cm3の炭素充填床、及びポリプロピレンから作製されたウェブについて収集された。下の表1に示したのは、実験番号、高分子材料、炭素シーブ寸法、炭素充填濃度、有効繊維直径、並びにパラメータEFD、SL(記載された部分)、kv、SL/ΔP、ρβ、A、及びAvolである。表1の記入項目は吸着係数Aの値について降順に整理されている。
【0053】
【表1】
(1)イグザクト(EXACT)3040は、イグザクト(EXACT(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil ChemicalCompany)から入手可能なエチレンヘキサン又はエチレンオクテンコポリマーである。
(2)PS440−220は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(3)ビスタマックス(VISTAMAXX)VM2125は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobilChemicalCompany)から入手可能なポリオレフィンエラストマーである。
(4)エンゲージ(ENGAGE)8402は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(5)フィナ(FINA)3846は、フィナ(FINA(商標))の商業的な標記でアトフィナケミカルズ社(Atofina Chemicals, Inc)から入手可能なポリプロピレンホモポリマーである。
(6)PB0400はベーゼルポリオレフィンズ(Basell Polyolefins)から入手可能なグレードPB0400熱可塑性ポリブチレンエラストマーである。
(7)ダウレックス(DOWLEX)2517は、ダウレックス(DOWLEX(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能な線形低密度ポリエチレンである。
(8)ビスタマックス(VISTAMAXX)VM2330は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なポリオレフィンエラストマーである。
(9)フィナ(FINA)3960は、フィナ(FINA(商標))の商業的な標記でアトフィナケミカルズ社(Atofina Chemicals, Inc)から入手可能なポリプロピレンホモポリマーである。
(10)クラトン(KRATON)G1657は、クラトン(KRATON(商標))の商業的な標記でクラトンポリマーズ(Kraton Polymers)から入手可能なスタイレン・ジ−/トリブロックコポリマーである。
(11)E−1200は、イーストフレックス(EASTOFLEX(商標))の商業的な標記でイーストマンケミカルズ(Eastman Chemicals)から入手可能なアモルファスプロピレンエチレンコポリマーである。
(12)ダウレックス(DOWLEX)2503は、ダウレックス(DOWLEX(商標))の商業的な標記でダウプラスチックス(Dow Plastics)から以前は入手可能だった線形低密度低分子量ポリエチレン樹脂である。
【0054】
表1のデータは、大変高い吸収係数Aが得られることを示している。意外なことに、実験番号1のウェブは、実験番号2の炭素充填床より高い吸収係数Aを示している。実験番号2のウェブもまた、実験番号2の炭素充填床よりも高い吸収係数Aを示しているが、以下に示すように、充填していない同じ熱可塑性ポリウレタンから作られたウェブは、DMMPに対する耐性がない。ポリプロピレンから製作されたウェブ(実験番号17、19、20、23、24、26、及び27)は、DMMPに耐性を持つが、上に示したように吸収係数Aの値は1.5×104/mm水柱より大きくない。
【0055】
実験番号1、2、4、5、8、10、及び14の高分子材料で製作された吸着剤粒子が入らない(すなわち充填していない)ウェブでは、図6に示すような装置を使用して調製され、ここで吸着剤粒子74はフィードロール78からウェブに落下することを認められていない。192g/m2の充填していないウェブを2つの96g/m2の充填していないウェブから形成するために実験番号2の高分子材料が使用された。その他の高分子材料(すなわち、実験番号1、2、4、5、8、10及び14のもの)は、坪量が約200g/m2の単層のウェブを形成するために使用された。材料見本は結果として得られた充填していないウェブから切り取られ、重量測定され、DMMP蒸気で飽和している空気に6日間及び多くの場合23日間暴露され、材料見本の質量及び初期の材料見本質量のパーセントで示されるDMMPの摂取のパーセントを決定するために再度重量測定される。実験番号2の熱可塑性ポリウレタン(下記の実験番号33を参照)から製作される充填されていないウェブは、さらなる重量増加測定を避けるために6日間の暴露の後十分劣化された。下の表2に示したのは、実験番号、高分子材料、充填されていないウェブの坪量、初期サンプル質量、並びに6若しくは23日後の各サンプルの質量及びDMMPの摂取パーセント(初期サンプル質量のパーセントで表示されている)である。表2の記入項目は、採用した最長の測定期間後のDMMPの摂取のパーセント値について昇順に整理されている。
【0056】
【表2】
【0057】
表2のデータは、表1で大変高い吸着係数Aを示している数種のポリマーから製作された充填していないウェブが、DMMP蒸気への暴露にもまた耐えることができることを示している。熱可塑性ポリウレタン(実験番号33)から作製された充填していないウェブはDMMP蒸気の暴露で残ることができず、この暴露試験は6日後に中断された。
【0058】
表2で採用された方法を使用して、2つの追加の充填されていないウェブが高分子材料の混合物を使用して調製された。これらのウェブは、ポリオレフィンエラストマーである、エンゲージ(表1の実験番号5を参照)8402及びスチレンブロックコポリマーである、クラトン(表1の実験番号21を参照)G1657の90:10又は50:50の混合物を、押出成形器に入れ、それから単層の充填されていないウェブを形成するために押し出された混合物をメルトブローして作製された。充填されていないウェブサンプルの小さい材料見本は、重量測定を行い、DMMP蒸気に11日間暴露され、さらに再度重量測定された。下の表3に示したのは、実験番号、混合物の中の高分子材料、充填されていないウェブの坪量、初期サンプル質量、並びに11日後の質量及びDMMPの摂取パーセント(初期サンプル質量のパーセントで表示されている)である。
【0059】
【表3】
【0060】
表3のデータは、混合されたポリマーから作製された充填していないウェブが、ほどよいDMMP耐性を示すことを示している。このウェブを11日間暴露することは、6日間暴露よりも厳しい試験であり、かつサンプル寸法が表2で使用されたものより小さく、従っていくらかより重量誤差の対象となることを示している。実験番号35の混合物を6日間のみ(又は混合比若しくは高分子成分が若干調整された)暴露すれば、約1重量%を超えないDMMPを摂取を示す可能性があった。11日間にわたる暴露期間にはより大きいサンプルの材料見本を採用するべきでもあった。
【0061】
(実施例2)
ポリマー製造業者から受け取った押出成形等級のペレットを加熱した実験室用油圧プレス(カーバーインク(Carver, Inc.)より入手可能)で加圧して、種々の熱可塑性ポリマーをディスク状に形成された。このプレスは、ポリテトラフルオロエチレンのライナーでカバーされたステンレス鋼の圧盤を備えている。ディスクの厚さを調整するために、0.5mmのすきまゲージの在庫から作製された緩衝材が採用された。プレスされる個々のポリマーによりプレス温度は異なるが、一般的には約200〜250℃に設定される。約207kPaの圧力及び約15秒のプレス時間が採用された。結果として得られる樹脂試験片は、直径約50mm及び厚さ約0.5mmの目標寸法のディスクを供給するために、空気間隙及びその他の欠陥が取り除かれるまで曲げられかつ最度プレスされた。ディスクはデシケータ内に定置され、デシケータ内部の雰囲気に均等に暴露されるように用意された。飽和した内部雰囲気を供給するのに十分なDMMPもまた、デシケータ内に設置された。ディスクは、ディスク質量、及び初期のディスク質量のパーセントで示されるDMMPの摂取パーセントを決定するために、初期及び様々な時間間隔で重量測定された。各ディスクの物理的な状態及び可視可能な劣化の発生もまた記録された。下の表4は、実験番号、高分子材料、初期ディスク重量、及び13時間後及び4日後のDMMPの摂取パーセントを示している。表4の記入項目は13時間後のDMMPの摂取パーセントの値について降順に整理されている。
【0062】
【表4】
(1)PS455−20Aは、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(2)PS440−220は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(3)PS164−400は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(4)ポリオレフィン合金は製品番号FM060105−4でノベオン社(Noveon, Inc.)から入手可能である。
(5)ハイトレル(HYTREL)4556はハイトレル(HYTREL(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能な熱可塑性ポリエステルである。
(6)CA100−200は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(7)バイネル(BYNEL)3022はハイトレル(HYTREL(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能な無水変性エチレンビニルアセテートポリエステルである。
(8)PE90−208は、アイログラン(IROGRAN(商標))の商業的な標記でハンツマン社(Huntsman LLC)から入手可能な熱可塑性ポリウレタンエラストマーである。
(9)THV220Gは、THV(THV(商標))の商業的な標記でダイネオン社(Dyneon, LLC)から入手可能なフルオロ熱可塑性ターポリマーである。
(10)ソルテックス(SOLTEX)PVDFは、ソルテックス(SOLTEX(商標))の商業的な標記でソルベイソレクシス(Solvay Solexis)から入手可能な熱可塑性ポリフッ素ビニリデン樹脂である。
(11)エルバックス(ELVAX)3174はエルバックス(ELVAX(商標))の商業的な標記でイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E. I. DuPont de Nemours & Co.)から入手可能なエチレンビニルアセテートポリエステルである。
(12)THV500Gは、THV(商標)の商業的な標記でダイネオン社(Dyneon, LLC)から入手可能なフルオロ熱可塑性ターポリマーである。
(13)エンゲージ(ENGAGE)8401は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(14)ビスタマックス(VISTAMAXX)VM3000は、ビスタマックス(VISTAMAXX(商標))の商業的な標記でエクソンモービルケミカルカンパニー(ExxonMobil Chemical Company)から入手可能なポリオレフィンエラストマーである。
(15)エンゲージ(ENGAGE)8411は、エンゲージ(ENGAGE(商標))の商業的な標記でダウケミカルカンパニー(Dow Chemical Company)から入手可能なポリオレフィンエラストマーである。
(16)サンプルは、柔軟で、かつDMMPで飽和していた。
(17)サンプルは強度の変形及び歪みを示していた。
(18)サンプルは中程度の変形を示してた。
【0063】
表4のデータは、種々の高分子材料から作製されたディスクのDMMPの摂取に対する比較耐性を示している。ディスクを数時間又は数日もDMMP蒸気に暴露することは、同じポリマーから作製された充填していないウェブを6日間暴露するのよりも、厳しくない試験である場合がある。しかし、ポリマーディスクサンプルを調製することは、ウェブを作製するより容易かつ安価であり、かつ同じ又は類似の高分子材料により作製されたウェブのDMMPの摂取に対する耐性の有用な予測の判断材料を提供する場合がある。
【0064】
比較例
実施例1の一般的な方法を使用して、アイログラン(IROGRAN)PS440−200熱可塑性ポリウレタン及び40×140炭素顆粒を使用して単層のウェブが作製された。完成されたウェブは0.202g/cm2の炭素(91重量%の炭素)を含み、15μmの有効繊維直径を有する。16.4gの炭素総量を含むこのウェブの81cm2のサンプルは、250ppmのトルエン蒸気を含んだ14L/分で流れる35%より低い相対湿度の空気に暴露された。図9はこのウェブの下流のトルエン濃度(曲線B)及び米国特許番号第3,971,373号(ブラウン(Braun))の例19に従って作製されたウェブ(曲線A)のプロットを示す。このブラウンの例19のウェブは、ポリプロピレン繊維及び17.4gの炭素総量(89重量%炭素)を含む。図9に示すように、上述のポリウレタンベースのウェブの炭素を含んでいる量がより少なくても、ブラウンの例19のウェブは、実質的により低い吸着能力を示している。ポリウレタンベースのウェブの改善された性能は、より高い吸着係数Aによるものと考えられる。
【0065】
2層のポリウレタンベースのウェブが、アイログラン(IROGRAN)PS440−200熱可塑性ポリウレタン、第1層に12×20の炭素顆粒、及び第2層に40×140炭素顆粒を使用して、実施例1の一般的な方法により作製された。第1の層は0.154g/cm2の炭素(91重量%の炭素)を含み、26μmの有効繊維直径を有する。第2の層は0.051g/cm2の炭素(91重量%の炭素)を含み、15μmの有効繊維直径を有する。16.6gの総炭素を含むこの2層のポリウレタンベースのウェブの81cm2のサンプルは、350ppmのトルエン蒸気を含んだ14L/分で流れる35%より低い相対湿度の空気に暴露された。図10はこの2層のポリウレタンベースのウェブの下流のトルエン濃度(曲線C)及びブラウン(Braun)の例20に従って作製されたウェブ(曲線A)のプロットを示す。このブラウンの例20のウェブは、ポリプロピレン繊維及び18.9gの炭素総量(85重量%炭素)を含む。図10に示すように、上述の2層のポリウレタンに基づくウェブの炭素を含んでいる量がより少なくても、ブラウンの例20のウェブは、実質的により低い吸着能力を示している。2層のポリウレタンベースのウェブの改善された性能は、ここでも、より高い吸着係数Aによるものと考えられる。
【0066】
この発明の種々の修正及び変更は、当業者には明白であり、かつ本発明の趣旨を逸脱することなく本明細書に基づく。本発明は、例証に過ぎない本明細書に規定されたものに限定されないものとする。
【0067】
面の様々な図における同様の参照記号は、同様の要素を指し示す。図中の要素は原寸に比例していない。
【図面の簡単な説明】
【0068】
【図1】開示された多孔質シート状物品の概略断面図。
【図2】開示された多層多孔質シート状物品の概略断面図。
【図3】開示された交換可能なフィルタ要素の部分的に断面の概略図。
【図4】開示された、図3の要素を利用した呼吸用装置の斜視図。
【図5】開示された、図1の多孔質シートを利用した使い捨ての呼吸用装置の部分的に切り取った斜視図。
【図6】多孔質シート状物品を作製するメルトブロー装置の概略断面図。
【図7】多孔質シート状物品を作製するスパンボンドプロセス装置の概略断面図。
【図8】多孔質シート状物品を作製する他のメルトブロー装置の概略断面図。
【図9】耐用期間の比較を示したグラフ。
【図10】は耐用期間の比較を示したグラフ。
【特許請求の範囲】
【請求項1】
約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維の自己支持性のある不織布ウェブを含む多孔質シート状物品であって、前記吸着剤粒子は前記ウェブに十分均等に分配され、かつ前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記ウェブである、多孔質シート状物品。
【請求項2】
複数の不織布ウェブ層を含む、請求項1に記載の物品。
【請求項3】
前記繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項1に記載の物品。
【請求項4】
前記繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項1に記載の物品。
【請求項5】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項1に記載の物品。
【請求項6】
少なくとも84重量%の吸着剤粒子が前記ウェブに捕捉される、請求項1に記載の物品。
【請求項7】
少なくとも90重量%の吸着剤粒子が前記ウェブに捕捉される、請求項1に記載の物品。
【請求項8】
少なくとも2×104/mm水柱の吸着係数Aを有する、請求項1に記載の物品。
【請求項9】
少なくとも3×104/mm水柱の吸着係数Aを有する、請求項1に記載の物品。
【請求項10】
前記多孔質シート状物品を支持するハウジングを含むフィルタを含む、請求項1に記載の物品。
【請求項11】
前記多孔質シート状物品を含む前置フィルタ又は後置フィルタを含み、さらなるフィルタ構造物と組み合わされた、請求項1に記載の物品。
【請求項12】
前記多孔質シート状物品を通して空気を濾過し流入する、化学保護服、フード、個人用エンクロージャー、又はその他の個人用保護機器若しくは個人用保護装置を含む、請求項1に記載の物品。
【請求項13】
前記多孔質シート状物品を通して空気を濾過し流入する、シェルター、又はその他の集団用保護機器若しくは集団用保護装置を含む、請求項1に記載の物品。
【請求項14】
高分子繊維及び吸着剤粒子の自己支持性のある不織布ウェブを含む、多孔質シート状物品を作製する方法であって、
a)複数の開口部を通して溶融ポリマーを流し、長繊維を形成する工程と、
b)前記長繊維を繊維になるまで細くする工程と、
c)吸着剤粒子の流れを前記長繊維若しくは繊維の中に方向付ける工程と、
d)約1重量%を超えないジメチルメチルホスホネート摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維を含む不織布ウェブとして、前記繊維及び吸着剤粒子を捕集する工程と、を含み、
前記吸着剤粒子が前記ウェブに十分に均等に分配され、かつ前記ポリマーは前記ウェブが少なくとも1.6×104/mm水柱の吸収係数Aを有することを特徴とする方法。
【請求項15】
前記長繊維のメルトブロー工程を含む、請求項14に記載の方法。
【請求項16】
前記溶融ポリマーが熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項14に記載の方法。
【請求項17】
前記溶融ポリマーが、熱可塑性ポリオレフィンエラストマーを含む、請求項14に記載の方法。
【請求項18】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項14に記載の方法。
【請求項19】
少なくとも84重量%の吸着剤粒子が前記ウェブに捕捉される、請求項14に記載の方法。
【請求項20】
少なくとも90重量%の吸着剤粒子が前記ウェブに捕捉される、請求項14に記載の方法。
【請求項21】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項14に記載の方法。
【請求項22】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項14に記載の方法。
【請求項23】
着用者の少なくとも鼻及び口をほぼ囲む内部と、周囲空気を前記内部に供給する空気取り入れ経路と、前記空気取り入れ経路に渡って配置され該供給空気を濾過する多孔質シート状物品と、を有する呼吸用装置であって、前記多孔質シート状物品は、約1重量%を超えないジメチルメチルホスホネートの摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す20重量%未満の高分子繊維を含む自己支持性のある不織布を含み、前記吸着剤粒子が前記ウェブ内に十分に均等に分配され、前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記物品である、呼吸用装置。
【請求項24】
前記高分子繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項23に記載の呼吸用装置。
【請求項25】
前記高分子繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項23に記載の呼吸用装置。
【請求項26】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項23に記載の呼吸用装置。
【請求項27】
少なくとも84重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項23に記載の呼吸用装置。
【請求項28】
少なくとも90重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項23に記載の呼吸用装置。
【請求項29】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項23に記載の呼吸用装置。
【請求項30】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項23に記載の呼吸用装置。
【請求項31】
呼吸用装置の交換可能なフィルタ要素であって、前記要素は、前記装置上に前記要素を取り付ける支持構造物と、ハウジング及び前記装置内に流れ込む空気が前記要素で濾過可能なように前記ハウジング内に配置された多孔質シート状物品とを含み、前記物品は、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子の前記ウェブ中への捕捉を示す20重量%未満の高分子繊維の自己支持性のある不織布ウェブを含み、前記吸着剤粒子は前記ウェブ内に十分均等に分配され、前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記要素である、呼吸用装置の交換可能なフィルタ要素。
【請求項32】
前記高分子繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項31に記載のフィルタ要素。
【請求項33】
前記高分子繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項31に記載のフィルタ要素。
【請求項34】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項31に記載のフィルタ要素。
【請求項35】
少なくとも84重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項31に記載のフィルタ要素。
【請求項36】
少なくとも90重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項31に記載のフィルタ要素。
【請求項37】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項31に記載のフィルタ要素。
【請求項38】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項31に記載のフィルタ要素。
【請求項39】
前記ハウジングに配置された充填炭素床により示されるであろう吸着係数Aよりも大きい吸着係数Aを有する、請求項31に記載のフィルタ要素。
【請求項1】
約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維の自己支持性のある不織布ウェブを含む多孔質シート状物品であって、前記吸着剤粒子は前記ウェブに十分均等に分配され、かつ前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記ウェブである、多孔質シート状物品。
【請求項2】
複数の不織布ウェブ層を含む、請求項1に記載の物品。
【請求項3】
前記繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項1に記載の物品。
【請求項4】
前記繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項1に記載の物品。
【請求項5】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項1に記載の物品。
【請求項6】
少なくとも84重量%の吸着剤粒子が前記ウェブに捕捉される、請求項1に記載の物品。
【請求項7】
少なくとも90重量%の吸着剤粒子が前記ウェブに捕捉される、請求項1に記載の物品。
【請求項8】
少なくとも2×104/mm水柱の吸着係数Aを有する、請求項1に記載の物品。
【請求項9】
少なくとも3×104/mm水柱の吸着係数Aを有する、請求項1に記載の物品。
【請求項10】
前記多孔質シート状物品を支持するハウジングを含むフィルタを含む、請求項1に記載の物品。
【請求項11】
前記多孔質シート状物品を含む前置フィルタ又は後置フィルタを含み、さらなるフィルタ構造物と組み合わされた、請求項1に記載の物品。
【請求項12】
前記多孔質シート状物品を通して空気を濾過し流入する、化学保護服、フード、個人用エンクロージャー、又はその他の個人用保護機器若しくは個人用保護装置を含む、請求項1に記載の物品。
【請求項13】
前記多孔質シート状物品を通して空気を濾過し流入する、シェルター、又はその他の集団用保護機器若しくは集団用保護装置を含む、請求項1に記載の物品。
【請求項14】
高分子繊維及び吸着剤粒子の自己支持性のある不織布ウェブを含む、多孔質シート状物品を作製する方法であって、
a)複数の開口部を通して溶融ポリマーを流し、長繊維を形成する工程と、
b)前記長繊維を繊維になるまで細くする工程と、
c)吸着剤粒子の流れを前記長繊維若しくは繊維の中に方向付ける工程と、
d)約1重量%を超えないジメチルメチルホスホネート摂取、及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す、20重量%未満の高分子繊維を含む不織布ウェブとして、前記繊維及び吸着剤粒子を捕集する工程と、を含み、
前記吸着剤粒子が前記ウェブに十分に均等に分配され、かつ前記ポリマーは前記ウェブが少なくとも1.6×104/mm水柱の吸収係数Aを有することを特徴とする方法。
【請求項15】
前記長繊維のメルトブロー工程を含む、請求項14に記載の方法。
【請求項16】
前記溶融ポリマーが熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項14に記載の方法。
【請求項17】
前記溶融ポリマーが、熱可塑性ポリオレフィンエラストマーを含む、請求項14に記載の方法。
【請求項18】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項14に記載の方法。
【請求項19】
少なくとも84重量%の吸着剤粒子が前記ウェブに捕捉される、請求項14に記載の方法。
【請求項20】
少なくとも90重量%の吸着剤粒子が前記ウェブに捕捉される、請求項14に記載の方法。
【請求項21】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項14に記載の方法。
【請求項22】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項14に記載の方法。
【請求項23】
着用者の少なくとも鼻及び口をほぼ囲む内部と、周囲空気を前記内部に供給する空気取り入れ経路と、前記空気取り入れ経路に渡って配置され該供給空気を濾過する多孔質シート状物品と、を有する呼吸用装置であって、前記多孔質シート状物品は、約1重量%を超えないジメチルメチルホスホネートの摂取及び少なくとも80重量%の吸着剤粒子のウェブ中への捕捉を示す20重量%未満の高分子繊維を含む自己支持性のある不織布を含み、前記吸着剤粒子が前記ウェブ内に十分に均等に分配され、前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記物品である、呼吸用装置。
【請求項24】
前記高分子繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項23に記載の呼吸用装置。
【請求項25】
前記高分子繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項23に記載の呼吸用装置。
【請求項26】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項23に記載の呼吸用装置。
【請求項27】
少なくとも84重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項23に記載の呼吸用装置。
【請求項28】
少なくとも90重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項23に記載の呼吸用装置。
【請求項29】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項23に記載の呼吸用装置。
【請求項30】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項23に記載の呼吸用装置。
【請求項31】
呼吸用装置の交換可能なフィルタ要素であって、前記要素は、前記装置上に前記要素を取り付ける支持構造物と、ハウジング及び前記装置内に流れ込む空気が前記要素で濾過可能なように前記ハウジング内に配置された多孔質シート状物品とを含み、前記物品は、約1重量%を超えないジメチルメチルホスホネートの摂取、及び少なくとも80重量%の吸着剤粒子の前記ウェブ中への捕捉を示す20重量%未満の高分子繊維の自己支持性のある不織布ウェブを含み、前記吸着剤粒子は前記ウェブ内に十分均等に分配され、前記繊維ポリマーは少なくとも1.6×104mm水柱の吸収係数Aを有する前記要素である、呼吸用装置の交換可能なフィルタ要素。
【請求項32】
前記高分子繊維が熱可塑性エチレンヘキサン又はエチレンオクテンコポリマーを含む、請求項31に記載のフィルタ要素。
【請求項33】
前記高分子繊維が、熱可塑性ポリオレフィンエラストマーを含む、請求項31に記載のフィルタ要素。
【請求項34】
前記吸着剤粒子が、活性炭又はアルミナを含む、請求項31に記載のフィルタ要素。
【請求項35】
少なくとも84重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項31に記載のフィルタ要素。
【請求項36】
少なくとも90重量%の吸着剤粒子が前記ウェブの中に捕捉される、請求項31に記載のフィルタ要素。
【請求項37】
前記ウェブが少なくとも2×104/mm水柱の吸着係数Aを有する、請求項31に記載のフィルタ要素。
【請求項38】
前記ウェブが少なくとも3×104/mm水柱の吸着係数Aを有する、請求項31に記載のフィルタ要素。
【請求項39】
前記ハウジングに配置された充填炭素床により示されるであろう吸着係数Aよりも大きい吸着係数Aを有する、請求項31に記載のフィルタ要素。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】

【図10】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2009−536697(P2009−536697A)
【公表日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2009−509948(P2009−509948)
【出願日】平成19年4月24日(2007.4.24)
【国際出願番号】PCT/US2007/067283
【国際公開番号】WO2007/133903
【国際公開日】平成19年11月22日(2007.11.22)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成19年4月24日(2007.4.24)
【国際出願番号】PCT/US2007/067283
【国際公開番号】WO2007/133903
【国際公開日】平成19年11月22日(2007.11.22)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]