
金属粉末造粒物製造方法
【課題】 本発明は、金属Moを含有して成る金属粉末造粒物の製造方法の提供。
【解決手段】 出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩より成る群の1種又は複数種を含有して成るモリブデン金属化合物を、結合剤及び、場合により更に、固体含有率に対して40〜80%の溶媒とともに造粒し、得られた造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物を形成し、結合剤及び溶媒を、使用した場合には、完全に除去する。
【解決手段】 出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩より成る群の1種又は複数種を含有して成るモリブデン金属化合物を、結合剤及び、場合により更に、固体含有率に対して40〜80%の溶媒とともに造粒し、得られた造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物を形成し、結合剤及び溶媒を、使用した場合には、完全に除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明および関連する発明は、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る金属粉末造粒物(metal powder granulate)、その製造方法及びその使用に関する。
【背景技術】
【0002】
金属Co、Cu、Ni、W及びMoの造粒物(granulates)は焼結された材料として多くの用途を有する。例えば、銅金属造粒物はモーター用の銅すり接点(copper sliding contacts)を製造するのに適当であり、タングステン造粒物はW/CU溶浸接点(infiltration contacts)を製造するのに使用することができ、Ni及びMo造粒物は対応する半製品用途(semi−finished applications)に使用することができる。コバルト金属粉末造粒物は複合焼結製品、例えば超硬合金(hard metals)及びダイアモンド工具における結合剤成分として使用される。
【0003】
特許文献1は、適当な範囲の粒径のものを微粉化し(pulverise)そしてふるい分けることによりさらさらした金属粉末造粒物を製造することができることを開示している。しかしながら、これらの造粒物はダイアモンド工具を製造するのには適当ではない。
【0004】
特許文献2は、さらさらした炭化タングステン/コバルト金属粉末造粒物の製造を記載している。出発成分として、微細な粉末を結合剤及び溶媒と一緒に凝集させる(agglomerate)。更なるプロセス段階において、次に結合剤を熱的に除去し、凝集物をプラズマ中で2500℃で後処理して所望のさらさらした性質を得る。しかしながら、微細なコバルト金属粉末はこのプロセスを使用して造粒することはできない。何故ならば、非常に微細な粉末の処理中に遭遇する問題と同様な加工問題が融点より高い温度で起こるからである。
【0005】
特許文献3は、水で希釈可能な非イオノゲンレオロジー添加剤(non−ionogenic rheological additives)を加えると酸化物化合物のペーストが得られうることを開示している。これらの添加剤は熱的に除去することができ、その結果サブストレート(substrates)上のコンパクトな層が得られる。しかしながら、この方法の目的は、微細に分割された全く凝集物を含まない粒子でサブストレートをコーティングすることである。
【0006】
特許文献4は、一般式RFeB及びRCo、式中Rは希土類金属又は化合物を表し、Bはホウ素を表しそしてFeは鉄を表す、の金属粉末造粒物の製造を記載している。ここでは、成分の合金が先ず最初に製造され、そしてこれは微粉砕すること(milling)によって所望の粉末度(finenes)にされる。次いで結合剤と溶媒を加え、スラリーを噴霧乾燥器で乾燥する。特にダイアモンド工具を製造するためのこの方法の欠点は、金属を先ず最初合金化し、そして微細なコバルト粉末は特許文献1に記載のように溶融処理によりそれらの特徴的な性質を失うことである。故に、コバルト金属粉末造粒物を製造するための先行技術は、微細なコバルト金属粉末に結合剤又は有機溶媒を加え、そしてドイツ、フェルバッハのドクター・フリッツ・ケー・ジー社(Dr.Fritsch KG
Co.)からの造粒機G10に関するパンフレット及びデンマーク、ソエバーグのピー・ケー・ニロ社(PK−Niro Co.)からの固体処理機のためのパンフレットから推定され得るように、適当な造粒装置において対応する造粒物を製造ことである。溶媒は
蒸発処理により造粒の後注意深く除去されるが、結合剤は造粒物中に残存しそして性質に対して問題となるような影響を有する。
【0007】
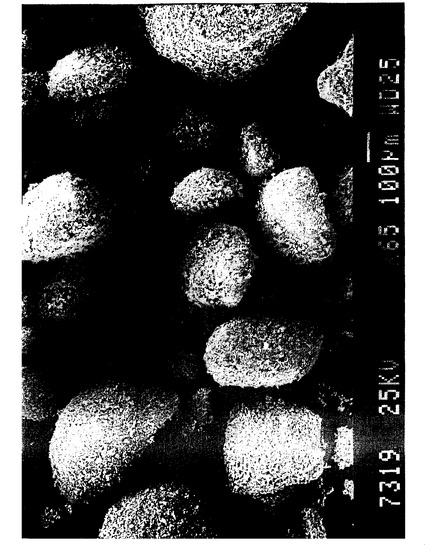
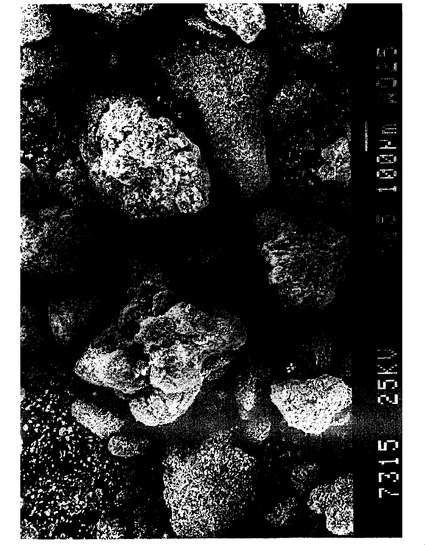
このようにして得られた造粒物は丸みを持った形状を有する。表面はガスを逃がすための大きな孔又は開口を持たず相対的にコンパクトである。ASTM B329に従って決定されるかさ密度は、相対的に高く、2.0〜2.4g/cm3(表2)である。第1図はフランス、グルノーブルのユーロタングステン社(Eurotungstene Co.)から商業的に入手可能な造粒物の走査型電子顕微鏡(SEM)写真を示し、そして第2図はベルギー、オベルペルトのホボケン社(Hoboken Co.)からの商業的に入手可能な造粒物材料を示す。粒子の丸みを持った形状及び高いかさ密度はコバルトのための所望の改良された流動性をもたらすけれども、加工問題は依然として実際上とるにたらないとはいえない。
【0008】
例えば、十分な強度及び縁安定性を有するプレフォーム(preforms)を得るために冷間圧縮期間中相対的に高い圧縮力を加えなければならない。この理由は、しっかりと絡み合うコンパウンド(interlocking compounds)の製造、即ち簡単に言えばプレフォームに強度を与えるのに重要な個々の粒子の相互のひっかかり(hooking)は、球状又は丸みのある粒子では困難である。同時に、密な閉じた構造は耐変形性の増加をもたらす。両ファクターは冷間圧縮期間中必要な圧縮力の増加をもたらす。しかしながら、これは実際には冷間圧縮モールドの摩耗の増加を引き起こす、即ち、冷間圧縮モールドの耐久性を低下させることがあり、これはやはり製造コストを増加させる。
【0009】
定量的には、圧縮挙動は、圧縮係数(compaction factor)Fcompを測定することにより説明することができる。Fcompは、
式
Fcomp=(ρp−ρo)/ρp
式中、ρoは最初の状態におけるコバルト金属粉末造粒物のg/cm3で表したかさ密度であり、ρpは圧縮後g/cm3で表したかさ密度である、
により定義される。
【0010】
しかしながら、最も重大な欠点は、造粒物の製造中に使用される結合剤が造粒物中に残っていることである(表1参照)。
【0011】
以下において、結合剤は、随時溶媒中に溶解されそして適当な造粒プロセスにおいて出発成分に加えられて、粉末表面を湿潤させそして随時溶媒を除去した後一次粒子上に表面フイルムを形成することにより一次粒子をばらばらにならないように保持するフイルム形成性物質を意味するものと理解される。十分な機械的強度を有する造粒物はこのようにして製造される。別法として、造粒物において機械的強度を与えるために毛管力(capillary forces)を使用する物質を結合剤と考えることもできる。
【0012】
【表1】

【0013】
例えば最も頻繁に適用される熱間圧縮法(hot compression technique)を使用して、これらのコバルト金属粉末造粒物から製品が製造されるならば、有機結合剤を完全に除去するために加熱時間は延長されなければならない。これは25%までの製造損失を生じることがある。他方、加熱時間が延長されなければ、熱間圧縮されたセグメントにおいて炭素クラスター(carbon clasters)が観察され、これらは結合剤の分解から生じたものである。これは工具の品質を明らかに悪化させる。
【0014】
更なる欠点は、造粒後に蒸発により注意深く除去されなければならない有機溶媒の使用である。先ず第一に熱的プロセスにより溶媒を除去ことはコストを増大させる。更に、有機溶媒の使用は、環境への影響、プラントの安全性及びエネルギーバランスに関して実質的な欠点を有する。有機溶媒の使用は、造粒期間中有機溶媒の放出を防止するために、しばしば、ガス抽出及び廃棄物処理装置及びフィルターのような相当な額の装置を必要とする。更なる欠点は、プラントが爆発に対して保護されなければならないということであり、これはやはり製造コストを増加させる。
【0015】
有機溶媒を用いて作業することの欠点は、水に結合剤を溶解することにより理論的には回避できる。しかしながら、その場合には微細なコスト金属粉末が部分的に酸化され、従って使用できない。
【0016】
【特許文献1】ドイツ特許出願公開公報第4343594号
【特許文献2】ヨーロッパ特許出願公開公報第399375号
【特許文献3】ドイツ特許出願公開公報第4431723号
【特許文献4】ヨーロッパ特許出願公開公報第0659508号
【発明の開示】
【0017】
ここに、本発明および関連する発明の目的は、上記した粉末の欠点を持たない金属粉末造粒物を提供することである。
【0018】
最大10重量%がASTM B214に従って50μmより小さくそして総炭素含有率は0.1重量%より少なく、特に400ppmより少ない、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る結合剤を含まない金属粉末造粒物を製造するのに成功した。この結合剤を含まない金属粉末造粒物は本発明および関連する発明の課題である。更に、本発明および関連する発明に従う製品において、表面及び粒子形状は実質的に最適化されている。第3図は、例として本発明および関連する発明に従うコバルト金属粉末造粒物を使用して本発明および関連する発明に従う金属粉末造粒物の走査型電子顕微鏡(SEM)写真を示す。それは絡み合うコンパウンドの製造を容易にする割れ目が
あり、裂け目のある構造(cracked,fissured structure)を有する。更に、本発明および関連する発明に従う造粒物は非常に多孔性であることは走査型電子顕微鏡(SEM)写真から明らかである。これは、冷間圧縮期間中耐変形性を相当減少させる。多孔性構造はかさ密度にも反映される。コバルト金属粉末造粒物は、好ましくはASTM B329に従って決定された0.5〜1.5g/cm3の低いかさ密度を有する。特に好ましい態様では、それは少なくとも60%且つ多くても80%の圧縮係数Fcompを有する。この高い圧縮係数は顕著な圧縮性をもたらす。かくして、例えば、顕著な機械的縁安定性(mechanical edge stability)を有する冷間圧縮された焼結製品を667kg/cm2の圧力で製造することができる。
【0019】
下記する表2においては、最初の状態における本発明および関連する発明に従う製品のかさ密度(ρo)、圧縮後の密度(ρp)及び圧縮係数Fcompが記載されており、そして商業的に入手可能な造粒物と比較されている。
【0020】
【表2】
【0021】
材料6gを使用して2.5tの荷重及び2.25cm2の正方形成形プラグ面積(square moulding plug area)を有する一軸液圧式プレス(unuaxial hydraulic press)においてプレフォームを製造した。
【0022】
本発明および関連する発明は、本発明および関連する発明に従う金属粉末造粒物を製造する方法も提供する。これは、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有する、結合剤を含まない金属粉末造粒物を製造する方法であり、この方法では、出発成分として金属酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1種又は1種より多くから成る金属化合物を、結合剤及び場合により、固体含有率に対して40%〜80%の溶媒とともに造粒し、得られた造粒物(granulate)を水素含有ガス雰囲気中に置くことにより熱的に還元して金属粉末造粒物とし、結合剤及び場合により溶媒を除去しそして残留物を残さない。挙げられた金属化合物の1種又は1種より多くが選ばれるならば、水性溶液を使用する場合に、造粒プロセス期間中コバルト金属粉末造粒物の酸化は起こらない。従って、本発明および関連する発明に従う方法は、有機化合物及び/又は水から成る溶媒を使用することの可能性を与え、水を溶媒として使用することは特に好ましいが、それに制限するものではない。加えられた結合剤は、
溶媒なしで使用されるか、又は溶媒中に溶解又は懸濁又は乳化される。結合剤及び溶媒は、炭素、水素、酸素、窒素及び硫黄元素の1種又は1種より多くから構成されそしてハロゲンを含まず且つ製造方法の不可避的結果である痕跡量以外には金属も含まない、無機又は有機化合物であることができる。
【0023】
更に、選ばれた結合剤及び溶媒は、650℃より低い温度で除去されることができ、そして残留物を残さない。下記の化合物の1種又は1種より多くは結合剤として特に適当である。パラフィン油、パラフィンワックス、ポリ酢酸ビニル、ポリビニルアルコール、ポリアクリルアミド、メチルセルロース、グリセロール、ポリエチレングリコール、アマニ油、ポリビニルピリジン。
【0024】
結合剤としてポリビニルアルコールの使用及び溶媒として水の使用は特に好ましい。出発成分の造粒は、プレート造粒法、付着(building−up)造粒法、噴霧乾燥造粒法、流動床造粒法又は圧縮造粒法又は高速ミキサー中で行われる造粒として造粒を行うことにより本発明および関連する発明に従って達成され。
【0025】
本発明および関連する発明に従う方法は特に環状ミキサー造粒機(annular mixer−granulator)において連続的又はバッチ式に行われる。
【0026】
これらの造粒物は、次いで好ましくは水素含有ガス雰囲気中で400〜1100℃、特に400〜650℃の温度で還元されて、金属粉末造粒物を形成する。次いで結合剤及び場合により溶媒は除去されそして残留物を残さない。本発明および関連する発明に従う方法の他の特定の態様は、先ず最初造粒物を造粒工程の後に50〜400℃の温度で乾燥し、次いで水素含有雰囲気中で400〜1100℃の温度で還元して金属粉末造粒物を形成することを含んで成る。
【0027】
本発明および関連する発明に従う金属粉末造粒物は焼結された製品及び複合焼結製品(composite sintered item)の製造に特に適当である。故に、本発明および関連する発明は、硬質材料(hard materials)の粉末及び/又はダイアモンド粉末及び結合剤から製造された焼結品又は複合焼結品中の結合剤成分として本発明および関連する発明に従う金属粉末造粒物の使用も提供する。
【0028】
以下において、本発明および関連する発明を実施例により説明するが、これを制限と見なすものではない。
【実施例1】
【0029】
酸化コバルト5kg及び10%濃度の水性メチルセルロース溶液25重量%をアイリッヒ社(Eirich Co.)からのRV02強力ミキサーに入れそして1500rpmで8分間造粒した。生成した造粒物を水素下に600℃で還元した。1mmより大きい粒子をふるい分けた後、表3に記載の値を有するコバルト金属粉末造粒物を得た。
【実施例2】
【0030】
酸化コバルト100kgを、AMK社(AMK Co.)からのニーダー中で3%濃度のポリビニルアルコール溶液70重量%と混合した。このようにして生成したロッド形状の押出物を、700℃で回転チューブ(rotating tube)において直接コバルト金属粉末造粒物に転換し、次いで1mmより大きい粒子をふるい分けた。表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【実施例3】
【0031】
炭酸コバルト2kgを、レーディッヒ社(R dig CO.)からの5lの実験室ミ
キサー中で160rpmで1%濃度の水性ポリエチレングリコール混合物70%とともに造粒した。最初に生成した造粒物をプッシュドバットキルン(pushed batt kiln)中で水素下に600℃で還元した。表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【実施例4】
【0032】
酸化コバルト60kgを、ルバーグ社(Ruberg Co.)からのRMG10環状ミキサー造粒機(annular−mixer granulator)中で、該造粒機の最大速度を使用して10%濃度のポリビニルアルコール溶液54重量%とともに造粒し、このようにして形成された造粒物を固定床において水素下に55℃で還元して、コバルト金属粉末造粒物を得た。ふるい分け後に表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【0033】
2.5tの荷重及び2.25m2の成形プラグ面積(moulding plug area)を有する一軸液圧式プレスを使用して6gの材料を用いて、70.1%の圧縮係数Fcompが決定された。
【0034】
【表3】
【0035】
以下に本発明および関連する発明の主な特徴と態様を列挙する。
【0036】
1.金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る金属粉末造粒物であって、該金属粉末造粒物が最大10重量%のASTM B214に従うフラクション−50μmを含有しそして総炭素含有率は0.1重量%より少ないことを特徴とする金属粉末造粒物。
【0037】
2.総炭素含有率が特に好ましくは400ppmより少ないことを特徴とする上記1に記載の金属粉末造粒物
3.該造粒物が多孔性で、割れ目があり、裂け目のある構造を有することを特徴とする上記1又は2に記載の金属粉末造粒物。
【0038】
4.0.5〜1.5g/cm3、特に好ましくは1.0〜1.2g/cm3の範囲のASTM B329に従うかさ密度を有することを特徴とする、上記1〜3のいずれかに記載のコバルト金属粉末造粒物。
【0039】
5.少なくとも60%且つ多くても80%の圧縮係数Fcompを有することを特徴とする上記1〜4のいずれかに記載のコバルト金属粉末造粒物。
【0040】
6.出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1つ又はそれより多くから成る金属化合物を、結合剤及び、場合により固体含有率に対して40%〜80%の溶媒とともに造粒し、得られる造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物とし、該結合剤及び場合により該溶媒を除去しそして残留物を残さないことを特徴とする上記1〜5のいずれかに記載の金属粉末造粒物を製造する方法。
【0041】
7.炭素、水素、酸素、窒素及び硫黄元素の1種又は1種より多くから構成されそしてハロゲン及び金属を含まない有機又は無機化合物を結合剤及び場合により溶媒として使用することを特徴とする上記6に記載の方法。
【0042】
8.該結合剤及び場合により該溶媒が650℃より低い温度で熱的に除去され得て、残留物を残さないことを特徴とする上記6又は7に記載の方法。
【0043】
9.造粒が付着造粒、噴霧造粒、流動床造粒、プレート造粒、圧縮造粒又は高速ミキサー中での造粒により達成されることを特徴とする上記6〜8のいずれかに記載の方法。
【0044】
10.造粒が高速ミキサー中で環状混合造粒として行われることを特徴とする上記9に記載の方法。
【0045】
11.該造粒物を400〜1100℃、特に400〜650℃の温度で水素含有ガス雰囲気中で還元して金属粉末造粒物とすることを特徴とする上記6〜10のいずれかに記載の方法。
【0046】
12.該造粒物を最初50〜400℃の温度で熱的に乾燥させ、次いで該造粒物を400〜1100℃の温度で水素含有ガス雰囲気中で還元して金属粉末造粒物とすることを特徴とする上記6〜11のいずれかに記載の方法。
【0047】
13.粉末状硬質材料及び/又はダイアモンド粉末及び結合剤から製造された焼結製品又は複合焼結製品中の結合剤成分としての上記1〜5のいずれかに記載の金属粉末造粒物の使用。
【図面の簡単な説明】
【0048】
【図1】フランス、グルノーブルのユーロタングステン社(Eurotungstene Co.)から商業的に入手可能な造粒物の走査型電子顕微鏡(SEM)写真を示す。
【図2】ベルギー、オベルペルトのホボケン社(Hoboken Co.)からの商業的に入手可能な造粒物材料を示す。
【図3】本発明に関連する発明に従う、コバルト金属粉末造粒物を使用した金属粉末造粒物の走査型電子顕微鏡(SEM)写真を示す。
【技術分野】
【0001】
本発明および関連する発明は、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る金属粉末造粒物(metal powder granulate)、その製造方法及びその使用に関する。
【背景技術】
【0002】
金属Co、Cu、Ni、W及びMoの造粒物(granulates)は焼結された材料として多くの用途を有する。例えば、銅金属造粒物はモーター用の銅すり接点(copper sliding contacts)を製造するのに適当であり、タングステン造粒物はW/CU溶浸接点(infiltration contacts)を製造するのに使用することができ、Ni及びMo造粒物は対応する半製品用途(semi−finished applications)に使用することができる。コバルト金属粉末造粒物は複合焼結製品、例えば超硬合金(hard metals)及びダイアモンド工具における結合剤成分として使用される。
【0003】
特許文献1は、適当な範囲の粒径のものを微粉化し(pulverise)そしてふるい分けることによりさらさらした金属粉末造粒物を製造することができることを開示している。しかしながら、これらの造粒物はダイアモンド工具を製造するのには適当ではない。
【0004】
特許文献2は、さらさらした炭化タングステン/コバルト金属粉末造粒物の製造を記載している。出発成分として、微細な粉末を結合剤及び溶媒と一緒に凝集させる(agglomerate)。更なるプロセス段階において、次に結合剤を熱的に除去し、凝集物をプラズマ中で2500℃で後処理して所望のさらさらした性質を得る。しかしながら、微細なコバルト金属粉末はこのプロセスを使用して造粒することはできない。何故ならば、非常に微細な粉末の処理中に遭遇する問題と同様な加工問題が融点より高い温度で起こるからである。
【0005】
特許文献3は、水で希釈可能な非イオノゲンレオロジー添加剤(non−ionogenic rheological additives)を加えると酸化物化合物のペーストが得られうることを開示している。これらの添加剤は熱的に除去することができ、その結果サブストレート(substrates)上のコンパクトな層が得られる。しかしながら、この方法の目的は、微細に分割された全く凝集物を含まない粒子でサブストレートをコーティングすることである。
【0006】
特許文献4は、一般式RFeB及びRCo、式中Rは希土類金属又は化合物を表し、Bはホウ素を表しそしてFeは鉄を表す、の金属粉末造粒物の製造を記載している。ここでは、成分の合金が先ず最初に製造され、そしてこれは微粉砕すること(milling)によって所望の粉末度(finenes)にされる。次いで結合剤と溶媒を加え、スラリーを噴霧乾燥器で乾燥する。特にダイアモンド工具を製造するためのこの方法の欠点は、金属を先ず最初合金化し、そして微細なコバルト粉末は特許文献1に記載のように溶融処理によりそれらの特徴的な性質を失うことである。故に、コバルト金属粉末造粒物を製造するための先行技術は、微細なコバルト金属粉末に結合剤又は有機溶媒を加え、そしてドイツ、フェルバッハのドクター・フリッツ・ケー・ジー社(Dr.Fritsch KG
Co.)からの造粒機G10に関するパンフレット及びデンマーク、ソエバーグのピー・ケー・ニロ社(PK−Niro Co.)からの固体処理機のためのパンフレットから推定され得るように、適当な造粒装置において対応する造粒物を製造ことである。溶媒は
蒸発処理により造粒の後注意深く除去されるが、結合剤は造粒物中に残存しそして性質に対して問題となるような影響を有する。
【0007】
このようにして得られた造粒物は丸みを持った形状を有する。表面はガスを逃がすための大きな孔又は開口を持たず相対的にコンパクトである。ASTM B329に従って決定されるかさ密度は、相対的に高く、2.0〜2.4g/cm3(表2)である。第1図はフランス、グルノーブルのユーロタングステン社(Eurotungstene Co.)から商業的に入手可能な造粒物の走査型電子顕微鏡(SEM)写真を示し、そして第2図はベルギー、オベルペルトのホボケン社(Hoboken Co.)からの商業的に入手可能な造粒物材料を示す。粒子の丸みを持った形状及び高いかさ密度はコバルトのための所望の改良された流動性をもたらすけれども、加工問題は依然として実際上とるにたらないとはいえない。
【0008】
例えば、十分な強度及び縁安定性を有するプレフォーム(preforms)を得るために冷間圧縮期間中相対的に高い圧縮力を加えなければならない。この理由は、しっかりと絡み合うコンパウンド(interlocking compounds)の製造、即ち簡単に言えばプレフォームに強度を与えるのに重要な個々の粒子の相互のひっかかり(hooking)は、球状又は丸みのある粒子では困難である。同時に、密な閉じた構造は耐変形性の増加をもたらす。両ファクターは冷間圧縮期間中必要な圧縮力の増加をもたらす。しかしながら、これは実際には冷間圧縮モールドの摩耗の増加を引き起こす、即ち、冷間圧縮モールドの耐久性を低下させることがあり、これはやはり製造コストを増加させる。
【0009】
定量的には、圧縮挙動は、圧縮係数(compaction factor)Fcompを測定することにより説明することができる。Fcompは、
式
Fcomp=(ρp−ρo)/ρp
式中、ρoは最初の状態におけるコバルト金属粉末造粒物のg/cm3で表したかさ密度であり、ρpは圧縮後g/cm3で表したかさ密度である、
により定義される。
【0010】
しかしながら、最も重大な欠点は、造粒物の製造中に使用される結合剤が造粒物中に残っていることである(表1参照)。
【0011】
以下において、結合剤は、随時溶媒中に溶解されそして適当な造粒プロセスにおいて出発成分に加えられて、粉末表面を湿潤させそして随時溶媒を除去した後一次粒子上に表面フイルムを形成することにより一次粒子をばらばらにならないように保持するフイルム形成性物質を意味するものと理解される。十分な機械的強度を有する造粒物はこのようにして製造される。別法として、造粒物において機械的強度を与えるために毛管力(capillary forces)を使用する物質を結合剤と考えることもできる。
【0012】
【表1】
【0013】
例えば最も頻繁に適用される熱間圧縮法(hot compression technique)を使用して、これらのコバルト金属粉末造粒物から製品が製造されるならば、有機結合剤を完全に除去するために加熱時間は延長されなければならない。これは25%までの製造損失を生じることがある。他方、加熱時間が延長されなければ、熱間圧縮されたセグメントにおいて炭素クラスター(carbon clasters)が観察され、これらは結合剤の分解から生じたものである。これは工具の品質を明らかに悪化させる。
【0014】
更なる欠点は、造粒後に蒸発により注意深く除去されなければならない有機溶媒の使用である。先ず第一に熱的プロセスにより溶媒を除去ことはコストを増大させる。更に、有機溶媒の使用は、環境への影響、プラントの安全性及びエネルギーバランスに関して実質的な欠点を有する。有機溶媒の使用は、造粒期間中有機溶媒の放出を防止するために、しばしば、ガス抽出及び廃棄物処理装置及びフィルターのような相当な額の装置を必要とする。更なる欠点は、プラントが爆発に対して保護されなければならないということであり、これはやはり製造コストを増加させる。
【0015】
有機溶媒を用いて作業することの欠点は、水に結合剤を溶解することにより理論的には回避できる。しかしながら、その場合には微細なコスト金属粉末が部分的に酸化され、従って使用できない。
【0016】
【特許文献1】ドイツ特許出願公開公報第4343594号
【特許文献2】ヨーロッパ特許出願公開公報第399375号
【特許文献3】ドイツ特許出願公開公報第4431723号
【特許文献4】ヨーロッパ特許出願公開公報第0659508号
【発明の開示】
【0017】
ここに、本発明および関連する発明の目的は、上記した粉末の欠点を持たない金属粉末造粒物を提供することである。
【0018】
最大10重量%がASTM B214に従って50μmより小さくそして総炭素含有率は0.1重量%より少なく、特に400ppmより少ない、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る結合剤を含まない金属粉末造粒物を製造するのに成功した。この結合剤を含まない金属粉末造粒物は本発明および関連する発明の課題である。更に、本発明および関連する発明に従う製品において、表面及び粒子形状は実質的に最適化されている。第3図は、例として本発明および関連する発明に従うコバルト金属粉末造粒物を使用して本発明および関連する発明に従う金属粉末造粒物の走査型電子顕微鏡(SEM)写真を示す。それは絡み合うコンパウンドの製造を容易にする割れ目が
あり、裂け目のある構造(cracked,fissured structure)を有する。更に、本発明および関連する発明に従う造粒物は非常に多孔性であることは走査型電子顕微鏡(SEM)写真から明らかである。これは、冷間圧縮期間中耐変形性を相当減少させる。多孔性構造はかさ密度にも反映される。コバルト金属粉末造粒物は、好ましくはASTM B329に従って決定された0.5〜1.5g/cm3の低いかさ密度を有する。特に好ましい態様では、それは少なくとも60%且つ多くても80%の圧縮係数Fcompを有する。この高い圧縮係数は顕著な圧縮性をもたらす。かくして、例えば、顕著な機械的縁安定性(mechanical edge stability)を有する冷間圧縮された焼結製品を667kg/cm2の圧力で製造することができる。
【0019】
下記する表2においては、最初の状態における本発明および関連する発明に従う製品のかさ密度(ρo)、圧縮後の密度(ρp)及び圧縮係数Fcompが記載されており、そして商業的に入手可能な造粒物と比較されている。
【0020】
【表2】
【0021】
材料6gを使用して2.5tの荷重及び2.25cm2の正方形成形プラグ面積(square moulding plug area)を有する一軸液圧式プレス(unuaxial hydraulic press)においてプレフォームを製造した。
【0022】
本発明および関連する発明は、本発明および関連する発明に従う金属粉末造粒物を製造する方法も提供する。これは、金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有する、結合剤を含まない金属粉末造粒物を製造する方法であり、この方法では、出発成分として金属酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1種又は1種より多くから成る金属化合物を、結合剤及び場合により、固体含有率に対して40%〜80%の溶媒とともに造粒し、得られた造粒物(granulate)を水素含有ガス雰囲気中に置くことにより熱的に還元して金属粉末造粒物とし、結合剤及び場合により溶媒を除去しそして残留物を残さない。挙げられた金属化合物の1種又は1種より多くが選ばれるならば、水性溶液を使用する場合に、造粒プロセス期間中コバルト金属粉末造粒物の酸化は起こらない。従って、本発明および関連する発明に従う方法は、有機化合物及び/又は水から成る溶媒を使用することの可能性を与え、水を溶媒として使用することは特に好ましいが、それに制限するものではない。加えられた結合剤は、
溶媒なしで使用されるか、又は溶媒中に溶解又は懸濁又は乳化される。結合剤及び溶媒は、炭素、水素、酸素、窒素及び硫黄元素の1種又は1種より多くから構成されそしてハロゲンを含まず且つ製造方法の不可避的結果である痕跡量以外には金属も含まない、無機又は有機化合物であることができる。
【0023】
更に、選ばれた結合剤及び溶媒は、650℃より低い温度で除去されることができ、そして残留物を残さない。下記の化合物の1種又は1種より多くは結合剤として特に適当である。パラフィン油、パラフィンワックス、ポリ酢酸ビニル、ポリビニルアルコール、ポリアクリルアミド、メチルセルロース、グリセロール、ポリエチレングリコール、アマニ油、ポリビニルピリジン。
【0024】
結合剤としてポリビニルアルコールの使用及び溶媒として水の使用は特に好ましい。出発成分の造粒は、プレート造粒法、付着(building−up)造粒法、噴霧乾燥造粒法、流動床造粒法又は圧縮造粒法又は高速ミキサー中で行われる造粒として造粒を行うことにより本発明および関連する発明に従って達成され。
【0025】
本発明および関連する発明に従う方法は特に環状ミキサー造粒機(annular mixer−granulator)において連続的又はバッチ式に行われる。
【0026】
これらの造粒物は、次いで好ましくは水素含有ガス雰囲気中で400〜1100℃、特に400〜650℃の温度で還元されて、金属粉末造粒物を形成する。次いで結合剤及び場合により溶媒は除去されそして残留物を残さない。本発明および関連する発明に従う方法の他の特定の態様は、先ず最初造粒物を造粒工程の後に50〜400℃の温度で乾燥し、次いで水素含有雰囲気中で400〜1100℃の温度で還元して金属粉末造粒物を形成することを含んで成る。
【0027】
本発明および関連する発明に従う金属粉末造粒物は焼結された製品及び複合焼結製品(composite sintered item)の製造に特に適当である。故に、本発明および関連する発明は、硬質材料(hard materials)の粉末及び/又はダイアモンド粉末及び結合剤から製造された焼結品又は複合焼結品中の結合剤成分として本発明および関連する発明に従う金属粉末造粒物の使用も提供する。
【0028】
以下において、本発明および関連する発明を実施例により説明するが、これを制限と見なすものではない。
【実施例1】
【0029】
酸化コバルト5kg及び10%濃度の水性メチルセルロース溶液25重量%をアイリッヒ社(Eirich Co.)からのRV02強力ミキサーに入れそして1500rpmで8分間造粒した。生成した造粒物を水素下に600℃で還元した。1mmより大きい粒子をふるい分けた後、表3に記載の値を有するコバルト金属粉末造粒物を得た。
【実施例2】
【0030】
酸化コバルト100kgを、AMK社(AMK Co.)からのニーダー中で3%濃度のポリビニルアルコール溶液70重量%と混合した。このようにして生成したロッド形状の押出物を、700℃で回転チューブ(rotating tube)において直接コバルト金属粉末造粒物に転換し、次いで1mmより大きい粒子をふるい分けた。表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【実施例3】
【0031】
炭酸コバルト2kgを、レーディッヒ社(R dig CO.)からの5lの実験室ミ
キサー中で160rpmで1%濃度の水性ポリエチレングリコール混合物70%とともに造粒した。最初に生成した造粒物をプッシュドバットキルン(pushed batt kiln)中で水素下に600℃で還元した。表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【実施例4】
【0032】
酸化コバルト60kgを、ルバーグ社(Ruberg Co.)からのRMG10環状ミキサー造粒機(annular−mixer granulator)中で、該造粒機の最大速度を使用して10%濃度のポリビニルアルコール溶液54重量%とともに造粒し、このようにして形成された造粒物を固定床において水素下に55℃で還元して、コバルト金属粉末造粒物を得た。ふるい分け後に表3に記載の値を有するコバルト金属粉末造粒物が得られた。
【0033】
2.5tの荷重及び2.25m2の成形プラグ面積(moulding plug area)を有する一軸液圧式プレスを使用して6gの材料を用いて、70.1%の圧縮係数Fcompが決定された。
【0034】
【表3】
【0035】
以下に本発明および関連する発明の主な特徴と態様を列挙する。
【0036】
1.金属Co、Cu、Ni、W及びMoの1種又は1種より多くを含有して成る金属粉末造粒物であって、該金属粉末造粒物が最大10重量%のASTM B214に従うフラクション−50μmを含有しそして総炭素含有率は0.1重量%より少ないことを特徴とする金属粉末造粒物。
【0037】
2.総炭素含有率が特に好ましくは400ppmより少ないことを特徴とする上記1に記載の金属粉末造粒物
3.該造粒物が多孔性で、割れ目があり、裂け目のある構造を有することを特徴とする上記1又は2に記載の金属粉末造粒物。
【0038】
4.0.5〜1.5g/cm3、特に好ましくは1.0〜1.2g/cm3の範囲のASTM B329に従うかさ密度を有することを特徴とする、上記1〜3のいずれかに記載のコバルト金属粉末造粒物。
【0039】
5.少なくとも60%且つ多くても80%の圧縮係数Fcompを有することを特徴とする上記1〜4のいずれかに記載のコバルト金属粉末造粒物。
【0040】
6.出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1つ又はそれより多くから成る金属化合物を、結合剤及び、場合により固体含有率に対して40%〜80%の溶媒とともに造粒し、得られる造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物とし、該結合剤及び場合により該溶媒を除去しそして残留物を残さないことを特徴とする上記1〜5のいずれかに記載の金属粉末造粒物を製造する方法。
【0041】
7.炭素、水素、酸素、窒素及び硫黄元素の1種又は1種より多くから構成されそしてハロゲン及び金属を含まない有機又は無機化合物を結合剤及び場合により溶媒として使用することを特徴とする上記6に記載の方法。
【0042】
8.該結合剤及び場合により該溶媒が650℃より低い温度で熱的に除去され得て、残留物を残さないことを特徴とする上記6又は7に記載の方法。
【0043】
9.造粒が付着造粒、噴霧造粒、流動床造粒、プレート造粒、圧縮造粒又は高速ミキサー中での造粒により達成されることを特徴とする上記6〜8のいずれかに記載の方法。
【0044】
10.造粒が高速ミキサー中で環状混合造粒として行われることを特徴とする上記9に記載の方法。
【0045】
11.該造粒物を400〜1100℃、特に400〜650℃の温度で水素含有ガス雰囲気中で還元して金属粉末造粒物とすることを特徴とする上記6〜10のいずれかに記載の方法。
【0046】
12.該造粒物を最初50〜400℃の温度で熱的に乾燥させ、次いで該造粒物を400〜1100℃の温度で水素含有ガス雰囲気中で還元して金属粉末造粒物とすることを特徴とする上記6〜11のいずれかに記載の方法。
【0047】
13.粉末状硬質材料及び/又はダイアモンド粉末及び結合剤から製造された焼結製品又は複合焼結製品中の結合剤成分としての上記1〜5のいずれかに記載の金属粉末造粒物の使用。
【図面の簡単な説明】
【0048】
【図1】フランス、グルノーブルのユーロタングステン社(Eurotungstene Co.)から商業的に入手可能な造粒物の走査型電子顕微鏡(SEM)写真を示す。
【図2】ベルギー、オベルペルトのホボケン社(Hoboken Co.)からの商業的に入手可能な造粒物材料を示す。
【図3】本発明に関連する発明に従う、コバルト金属粉末造粒物を使用した金属粉末造粒物の走査型電子顕微鏡(SEM)写真を示す。
【特許請求の範囲】
【請求項1】
金属Moから実質的に成る金属粉末造粒物の製造方法であって、
該造粒物が、最大10重量%のASTM B214に従うフラクション−50μmを含有しそして総炭素含有率は0.1重量%より少なく、多孔性で、割れ目があり、裂け目のある構造を有し、そして、0.5〜1.5g/cm3の範囲のASTM B329に従うかさ密度を有することを特徴とし、
出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1つ又はそれより多くから成るモリブデン金属化合物を、結合剤及び、場合により固体含有率に対して40%〜80%の溶媒とともに造粒し、得られる造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物とし、該結合剤及び存在する場合には溶媒を除去しそして残留物を残さないことを特徴とする、
上記方法。
【請求項1】
金属Moから実質的に成る金属粉末造粒物の製造方法であって、
該造粒物が、最大10重量%のASTM B214に従うフラクション−50μmを含有しそして総炭素含有率は0.1重量%より少なく、多孔性で、割れ目があり、裂け目のある構造を有し、そして、0.5〜1.5g/cm3の範囲のASTM B329に従うかさ密度を有することを特徴とし、
出発成分として酸化物、水酸化物、炭酸塩、炭酸水素塩、シュウ酸塩、酢酸塩及びギ酸塩の群の1つ又はそれより多くから成るモリブデン金属化合物を、結合剤及び、場合により固体含有率に対して40%〜80%の溶媒とともに造粒し、得られる造粒物を水素含有ガス雰囲気中で熱的に還元して金属粉末造粒物とし、該結合剤及び存在する場合には溶媒を除去しそして残留物を残さないことを特徴とする、
上記方法。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2008−285759(P2008−285759A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2008−159500(P2008−159500)
【出願日】平成20年6月18日(2008.6.18)
【分割の表示】特願平9−520112の分割
【原出願日】平成8年11月14日(1996.11.14)
【出願人】(591007228)エイチ・シー・スタルク・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング (20)
【氏名又は名称原語表記】H.C.Starck Gmbh
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成20年6月18日(2008.6.18)
【分割の表示】特願平9−520112の分割
【原出願日】平成8年11月14日(1996.11.14)
【出願人】(591007228)エイチ・シー・スタルク・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング (20)
【氏名又は名称原語表記】H.C.Starck Gmbh
【Fターム(参考)】
[ Back to top ]