
日新製鋼株式会社により出願された特許
961 - 970 / 1,178
有機樹脂被覆溶融めっき鋼板
【課題】 環境負荷の大きなクロメート処理の必要なく、リン酸塩皮膜を凌駕する塗装後耐食性を呈する有機樹脂被覆溶融めっき鋼板を得る。
【解決手段】 表層Al濃度が3質量%以上の溶融めっき層をもつ溶融めっき鋼板を原板に使用し、π共役高分子,シランカップリング剤を含む塗料を塗布し焼き付けることにより、π共役高分子の有機樹脂皮膜を下地表面に設けている。有機樹脂皮膜は、シランカップリング剤を介して溶融めっき層に結合しているので、塗膜密着性に優れ、π共役高分子本来の腐食防止作用が効果的に発現される。
(もっと読む)
巻き看板及びその製造方法
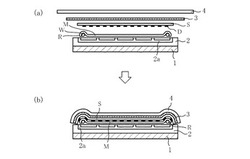
【課題】 幅方向両端部に補強部Rがあるにも拘わらず、主表面から側面に至る表示模様が付された巻き看板を提供する。
【解決手段】 幅方向両端部に補強部Rがあり、主表面から補強部Rの側面までに至る表示模様が付された巻き看板である。表示模様は、底板2にセットした塗装金属板Mに転写シートS,布3,ゴムシート4を重ね合わせ、熱板1からの加熱で転写シートSの昇華性染料Dを塗装金属板Mの塗膜に浸透させることにより形成される。
(もっと読む)
ディスポーザ用刃物
【課題】 集合住宅の厨房に配置されるディスポーザに組み込まれる生ゴミ粉砕用の刃物を提供する。
【解決手段】 C:0.20質量%以下,Si:2.0質量%以下,Mn:2.0質量%以下,Cr:16〜20質量%,Ni:4.0質量%以下,N:0.15質量%以下,必要に応じCu:0.4〜5質量%を含み、内部がマルテンサイト相,フェライト相の複相組織で表層部がマルテンサイト単相層になっている。Cuリッチ相を0.2体積%以上分散析出させることにより、抗菌性を付与することもできる。
(もっと読む)
溶接部耐食性に優れた溶接めっき鋼管及びその製造方法

【課題】 苛酷な腐食環境下で長期間使用されても腐食や白錆の発生がなく耐久性に優れた溶接めっき鋼管を提供する。
【解決手段】 Znめっき層,Zn−Al合金めっき層又はZn−Al−Mg合金めっき層14が設けられているめっき鋼帯から造管された溶接めっき鋼管であり、溶接後のビードカットでめっき層が除去された溶接部及び溶接部近傍の下地鋼15の表面に溶射補修層17を設ける。そして、この溶射補修層17を、下層よりAl→Zn→Alの順に溶射して形成した三層の金属からなるものとする。最下層にAl溶射層を備えているので下地鋼との密着性に優れ、第2層のZnの犠牲防食作用を有効に活用しつつ、その上面に形成したAl層によりZn起因の白錆の発生を抑制でき、結果として、白錆や赤錆の発生がなく耐久性に優れた溶接めっき鋼管が得られる。
(もっと読む)
レーザー溶接方法
【課題】 スポット径が細いレーザービームを照射して板厚の厚い被溶接材を溶接する際に、溶融接合部からの破断を避け、母材破断を発生させるほどに高い接合強度を発揮させることができるレーザー溶接方法の提供。
【解決手段】 最小板厚がレーザービームのスポット径を超える被溶接材を2枚重ね合わせて溶接する際、レーザー溶接の溶接開始点から溶接終了点に至る溶接軌跡に沿ってレーザービームを前記被溶接材に照射し、被溶接材の最小板厚以上の幅を有する溶接ビードを描く。
(もっと読む)
曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板の製造方法
【課題】 加工処理が施された場合においても、加工部分にき裂を発生しにくく優れた耐食性を発現することのできる曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板の製造方法を提供する。
【解決手段】 表面に溶融Zn−Al−Mg系めっき層が形成された鋼板を、260℃以上、320℃以下の温度で、8時間以上加熱する熱処理を行うことによって、めっき層32を、[初晶Al相]34と、[Zn相]35と、[Zn11Mg2相]36とが混在した組織とし、曲げ加工性に優れた溶融Zn−Al−Mg系めっき鋼板を製造する。
(もっと読む)
筆記板用塗装鋼板
【課題】「視認性」と「マーカー拭き取り性」を同時に改善した筆記板用塗装鋼板を提供する。
【解決手段】 鋼板の圧延方向に対し平行方向をL方向、直角方向をC方向というとき、RaがL方向、C方向とも0.5〜5μm、かつSmがL方向、C方向の平均で0.7〜5mmである表面塗膜層を有する筆記板用塗装鋼板。このような特殊な表面形態を有する表面塗膜層は、例えば、RaがL方向、C方向とも1.5μm以上の凹凸表面を有する下地塗膜層を介して、その上に表面塗膜層を構成する塗料を塗布することによって実現できる。
(もっと読む)
複合電線
【課題】ワイヤーハーネスにおいて銅撚線の代替に使用できる優れた可とう性と引張強さを兼ね備える電線であって、特にハーネスプラグとの接続において圧着部の耐断線性に優れ、かつ圧着部での通電発熱も低く抑えられる、銅を含まない電線を提供する。
【解決手段】中心部に複数本のアルミニウム線をもち、その周囲に複数本の溶融アルミニウムめっき鉄線をもつ複合電線。前記アルミニウム線としては直径0.12〜1.5mmのものが適用でき、前記溶融アルミニウムめっき鉄線としては直径0.1〜2.0mmの鉄線を心材として付着量30g/m2以上溶融アルミニウムめっきを施したものが適用できる。また、前記アルミニウム線の本数aと、溶融アルミニウムめっき鉄線の本数bとの間に下記(1)式が成立するものが好ましい対象となる。
0.2≦b/a≦0.5 ……(1)
(もっと読む)
金属製下地材及びその製造方法
【課題】 金属製角パイプの端部に段差部が設けられた下地材であって、段差部の形成によっても曲げ強度の低下がなく、むしろ段差部の曲げ強度を高めた金属製下地材を安価に提供する。
【解決手段】 金属製角パイプ51を当該角パイプの幅と同じか僅かに広い幅の凹溝を有するプレス下金型内に載置した後、前記角パイプの端部上面に所望段差部長さと同じ長さの押圧面を有するプレス上金型を押し当てて前記角パイプの相対向する側面部を当該角パイプの内方向に蛇腹状に折り込み、上面58を角パイプ51の上面と斜面で連続させた段差部59が形作られた金属製下地材を得る。
段差部が形成される側の端部金属製角パイプ内に当該段差部長さよりも長い補強材60を挿入した後、プレス上金型を押し当てると、段差部の内部に補強材が挿通されていて、曲げ強度がさらに高い金属製下地材を得ることができる。
(もっと読む)
鋼/アルミニウムの接合構造体
溶融アルミニウムめっき鋼板1にアルミニウム又はアルミニウム合金2をスポット溶接で積層した接合構造体である。めっき層4がSi:3〜12質量%,Fe:0.5〜5質量%を含み、接合界面に占めるAl−Fe二元合金層7の面積比率が90%以下に抑えられ、下地鋼5/めっき層4の界面に生じているAl−Fe−Si三元合金層6と接合界面のAl−Fe二元合金層7との間に合金層消失域9が存在している。N:0.002〜0.020質量%を含む鋼材5を下地鋼とし、溶融アルミニウムめっき層4に接する表面にN:3.0原子%以上のN濃縮層が形成されているめっき鋼板1を使用すると、脆弱なAl−Fe二元合金層7が接合界面に広がることなく、鋼/アルミニウムの接合構造体の接合強度が向上する。 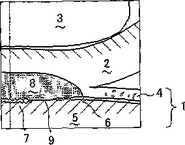 (もっと読む)
(もっと読む)
961 - 970 / 1,178
[ Back to top ]