
日本軽金属株式会社により出願された特許
601 - 610 / 627
アルミニウム粉末合金の接合方法
急冷凝固法で得たアルミニウム合金粉末の加圧焼結体を摩擦攪拌接合法により接合する。加圧焼結体としては、セラミックス粒子を分散させた複合焼結体でもよい。被接合部材間あるいは被接合部上に接合する部材と同種のセラミックス粒子を含有する接合補助材を扶持または載置した状態で摩擦攪拌接合してもよい。接合部は溶融されることなく接合されるので、ブローホールの発生や組織が粗大化することがなく、アルミニウム粉末合金の本来の特性を維持したまま接合される。 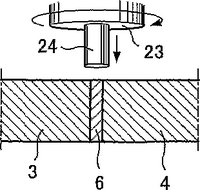 (もっと読む)
(もっと読む)
建物の土台部構造、柱固定部材およびその固定方法

【課題】 同じ寸法の柱間に配置される土台を複数種類用意する必要がなく経済性に優れた建物の土台部構造、柱固定部材およびその固定方法を提供する。
【解決手段】 建物の土台部構造は、基礎Kの上面に固定される複数の柱固定部材10と、この柱固定部材間に配置された土台と、を具備したことを特徴とする。柱固定部材10がアルミニウム合金製の押出形材からなり、基礎Kに植設されたアンカーボルトBを利用して基礎Kの上面に直接またはスペーサS1を介して固定される。
(もっと読む)
アルミニウム合金製締結具の製造方法
【課題】 粗大結晶粒の存在しないアルミニウム合金製締結具の製造方法を提供する。
【解決手段】 wt%で、Cu:2.2〜3.0%、Mg:0.20〜0.50%を含有するアルミニウム合金鋳塊を均質化する均質化処理工程、前記均質化処理を施した前記鋳塊を押出加工する押出工程、前記押出加工して得られた押出材を溶体化し焼入する溶体化焼入処理工程、および前記溶体化焼入処理した押出材を塑性変形させて頭部を成形する頭部成形工程を含むことを特徴とするアルミニウム合金製締結具の製造方法。
(もっと読む)
補剛桁およびその製作方法

【課題】アルミニウム合金製の補剛桁を製作する際に、溶接線を少なくしてその製作作業を容易にし得るとともに、軽量化を図り得る補剛桁を提供する。
【解決手段】上フランジ部2と下フランジ部3との間にウエブ部4が配置されてなるI型の補剛桁1であって、アルミニウム合金の押出成形によりフランジ部2とウエブ部4の一部とが一体成形された2個のT型端部材6A,6Bと、これら両T型端部材間に配置されて且つアルミニウム合金の押出成形により所定高さの中間ウエブ部4の一側面に水平補剛材5が一体成形された2個の中間部材7A,7Bとから構成するとともに、これらT型端部材6A,6Bと中間部材7A,7Bとのウエブ部4,4同士および上下に隣接する中間部材7A,7Bのウエブ部4,4同士を、それぞれ摩擦攪拌接合方法を用いて接合したものである。
(もっと読む)
アルミニウム合金板およびその製造方法
【課題】 ベルト鋳造法によって、プレス成形性および耐応力腐食割れ性の優れたアルミニウム合金板を製造すること。
【解決手段】 Mg3.3〜3.6wt%、Mn0.1〜0.2wt%を含み、さらにFe0.05〜0.3wt%、Si0.05〜0.15wt%を含み、残部がAlおよび不可避的不純物からなり、板表面から10〜30μm深さの領域における晶出物粒径が5μm以下、再結晶粒径が15μm以下であり、かつ表面粗度がRa0.2〜0.7μmであることを特徴とするプレス成形性および耐応力腐食割れ性に優れたアルミニウム合金板。
(もっと読む)
踊り場
【課題】 本発明は、構造的強度を低下させることなく、重量を軽くすることができ、しかも、階段との取合いが行いやすく、汎用性に優れた踊り場を提供する。また、手摺の取付作業を簡単に行うことができる踊り場を提供する。
【解決手段】 階段の途中に設けられ、上側の階段と下側の階段とを連結する踊り場100であって、上側の階段と下側の階段との間に配設されたトラス構造体10と、このトラス構造体10に支持される床部15と、を具備した。
(もっと読む)
温度管理法及び半溶融・半凝固鋳造法
【課題】 半溶融・半凝固状態の溶湯の温度管理を、非接触で行う方法を提供する。
【解決手段】 半溶融鋳造法又は半凝固鋳造法において、加熱又は冷却による金属組織の変化に基づいて発生する音の音圧及び/又は周波数を測定し、音圧−金属温度及び/又は周波数−金属温度の関係より、金属温度を管理する。
(もっと読む)
ディスペンサ洗浄用容器の安全装置
【課題】 容器本体内の通常以上に高い圧力の炭酸ガスを外部へ排出し、また、組付け及び手入れが容易なディスペンサ洗浄用容器の安全装置を提供する。
【解決手段】 洗浄液Wを収容する容器本体1と、容器本体の口部10に取り付けられてディスペンスヘッド2を着脱可能に装着する装着体3とを有し、ディスペンスヘッドを介して供給される圧送ガスを容器本体内の洗浄液に加圧し、加圧された洗浄液をディスペンスヘッドを介してディスペンサ側に供給するディスペンサ洗浄用容器Tにおいて、装着体に容器本体の口部に圧接されるOリング50と、Oリングを収容する凹溝40と、装着体の側部31を貫通すると共に、凹溝と連通する少なくとも1つの切欠溝41とを有する減圧機構4を形成し、容器本体内に通常以上の高い圧力の圧送ガスが供給された場合に、Oリングの一部が凹溝から切欠溝に弾性変形することで、容器本体内の高圧な圧送ガスを外部に排出する。
(もっと読む)
鍛造部品の製造方法及び自動車用サスペンションアームの製造方法
【課題】製造時間の短縮を図りながら効率良く製品を仕上ることができる鍛造部品の製造方法を提供する。
【解決手段】 据込み加工により素材2を所定の長さL1(L1<L)となるように圧縮し、且つ両端部に拡径部4を成形する。次いで、素材2の曲げ加工、鍛造加工を行う。ここで、鍛造加工を行うときに、この鍛造加工で素材2の外周に発生するバリ8に据込み加工で発生したバリ6a,6bが含まれるようにする。次に、仕上げ加工により素材2の外周のバリ8を除去する。そして、穴開け加工により拡径部4にブッシュ装着用の穴10を設ける。
(もっと読む)
印刷版用アルミニウム合金素板の製造方法
【課題】 アルミニウム合金板の加熱処理時間を短縮し、粗面化処理の前処理に相当するアルカリエッチングを短縮しても、従来の素板と同等の粗面化面の得られる印刷版用アルミニウム合金素板の製造方法を提供する。
【解決手段】 特定範囲組成の、Fe,Si,Cu,Ti,B、および残部アルミニウムと不可避的不純物からなるアルミニウム合金鋳塊を準備し、該鋳塊に、510〜560℃で30分〜2時間保持する前段と、460〜500℃で30分〜2時間保持する後段とから成る均質化処理を施し、その後熱間圧延を開始して360℃以上の温度で終了し、冷間圧延した後、400〜620℃の加熱温度X℃で、Y≧2×108×exp(−0.00284X)を満たす保持時間Ysecの中間焼鈍処理を、不活性ガス雰囲気中にて施し、然る後最終冷間圧延をする印刷版用アルミニウム合金素板の製造方法。
(もっと読む)
601 - 610 / 627
[ Back to top ]