
パルステック工業株式会社により出願された特許
21 - 30 / 179
レーザ加工装置及びレーザ加工装置のサーボ制御方法
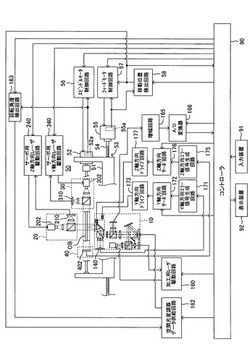
【課題】 直径が非常に小さい円筒パイプ状の加工対象物OBの表面に2次元空間光変調器を用いてレーザ加工による模様を形成する際、前記模様に対応した像が加工対象物OBの表面に適正に形成されるようにする。
【解決手段】 X軸方向に延びた円筒パイプ状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用Z軸方向レーザ光をZ軸方向に照射し、サーボ用Y軸方向光ヘッド30からサーボ用Y軸方向レーザ光をY軸方向に照射する。フォトディテクタ140に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出し、フォトディテクタ402に映し出される加工対象物OBの射影の位置により加工対象物OBのZ軸方向のずれを検出する。
(もっと読む)
透光性管状物体の厚さ測定装置

【課題】 透光性管状物体の厚さを全域にわたって短時間で精度よく測定する。
【解決手段】 測定用レーザ光をガルバノミラー35で反射させてガラス管Gに照射し、ガラス管Gの外周面で反射する反射光及び内周面で反射する反射光をラインセンサ39で受光し、反射光の受光位置からガラス管Gの厚さを検出する。サーボ用レーザ光源40からのサーボ用レーザ光をガルバノミラー35で反射させて、ガラス管Gにおける測定用レーザ光の照射位置又はその近傍位置にZ軸方向から照射する。フォトディテクタ48でガラス管Gからのサーボ用レーザ光の反射光を受光し、Y軸方向エラー信号生成回路119、Y軸方向サーボ回路120及びY軸方向ドライブ回路121が、モータ36を駆動制御することにより、測定用レーザ光の光軸がガラス管Gの中心軸と交差するようにガルバノミラー35のX軸線周りの回転をサーボ制御する。
(もっと読む)
太陽電池検査装置
【課題】 製造コストを抑えたうえで、外乱光及び外部磁界の影響を受けずに太陽電池パネル又は太陽電池セルの検査を行う。
【解決手段】 ステージ40上に、電極間に導線を介して抵抗を接続した太陽電池パネルSPを載置する。発光素子50、発光信号供給回路65及び光源駆動回路66は、太陽電池パネルSPの表面全体にわたって、所定の周期で強度が変化する光を照射する。センサ信号取出回路67及びロックインアンプ68は、前記光の照射によって前記検査対象物に電流が流れることにより発生する磁界であって、前記所定の周期と等しい周期で強度が変化する磁界を検出する。
(もっと読む)
レーザ加工装置及びレーザ加工装置のレーザ照射位置制御方法
【課題】 直径が非常に小さい円筒パイプ状の加工対象物の表面をレーザ加工する場合に、加工対象物の表面に形成される光スポットの大きさが所定の大きさに保たれるようにしたレーザ加工装置を提供する。
【解決手段】 X軸方向に延びた円筒パイプ状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用Z軸方向レーザ光をZ軸方向に照射し、サーボ用Y軸方向光ヘッド30からサーボ用Y軸方向レーザ光をY軸方向に照射する。フォトディテクタ118に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出し、フォトディテクタ402に映し出される加工対象物OBの射影の位置により加工対象物OBのZ軸方向のずれを検出する。検出したずれに基づいて、対物レンズ112を駆動する。
(もっと読む)
電池の検査装置
【課題】 外部磁界の影響をなくして磁界を検出する。
【解決手段】 通電信号供給手段31及び通電回路32は、電解質と電極から構成されている電池FCに所定周波数の交流成分を重畳させた直流電圧を印加して電解質に通電する。複数の磁気センサ22をマトリクス状に配置した磁気センサユニット20は、複数の磁気センサ22が電池FCの正負電極Fe1,Fe2間方向に平行な面に対向するように配置される。複数の磁気センサ22は、電解質中を流れる電流によって発生する磁界を検出して、検出磁界を表す信号をそれぞれ出力する。これらの検出信号は、センサ信号取出回路33−1〜N及び信号選択回路34を介してロックインアンプ35に供給される。ロックインアンプ35は、通電信号供給回路31からの所定周波数に等しい信号を用いて、検出信号から所定周波数の信号成分を取出して出力する。
(もっと読む)
透光性管状物体の厚さ測定装置
【課題】 透光性管状物体の厚さを全域にわたって短時間で精度よく測定する。
【解決手段】 測定用レーザ光をガラス管Gに照射し、ガラス管Gの外周面で反射する反射光及び内周面で反射する反射光をラインセンサ37で受光し、反射光の受光位置からガラス管Gの厚さを検出する。サーボ用レーザ光源40からガラス管Gに対して、サーボ用レーザ光を測定用レーザ光の光軸と測定用レーザ光の反射光の光軸との中心線の方向であるZ軸方向に照射する。フォトディテクタ48でガラス管Gからの反射光を受光し、Y軸方向サーボ回路120が、圧電アクチュエータ25を駆動することにより、測定用レーザ光の光軸がガラス管Gの中心軸と交差するように光ヘッド100をY軸方向にサーボ制御する。
(もっと読む)
3次元形状測定装置
【課題】出射光学系の部品の取り付け角度がずれたとき、出射光学系から出射されるレーザ光の光軸方向のずれを相殺するように出射光学系に入射するレーザ光の光軸の方向を調整することができる3次元形状測定装置を提供する。
【解決手段】レーザ光を出射するレーザ光源10とレーザ光を走査する第1ミラー16との間に、直交する2つの回転軸回りに回転可能に支持されたミラー14aを設ける。測定対象物OBからの反射光を受光して受光位置に応じた信号を出力する第1受光センサ24と、第1受光センサ24にて反射した反射光を受光して受光位置に応じた信号を出力する第2受光センサ26を設ける。3次元カメラCAと測定対象物OBが所定の位置関係になるようにセットし、反射光が第2受光センサ26の所定の範囲内にて受光されるように、ミラー14aを回転させる。
(もっと読む)
レーザ加工装置及びレーザ加工装置の原点補正方法
【課題】 レーザ光を原点位置まで移動させることができない構造のレーザ加工装置であっても、レーザ光照射における原点位置と回転中心とを一致させる。
【解決手段】 レーザ光の照射位置を、レーザ光の照射の原点位置から第1及び第2距離を有する第1及び第2位置までそれぞれ移動させ、前記移動後にテーブル11にセットされた加工対象物OBを回転させ、加工ヘッド20から加工対象物OBにレーザ光を照射して、加工対象物OBに円形の第1及び第2加工跡をそれぞれ形成する。テーブル11にセットされた加工対象物OBの表面をカメラ40で撮影して、円形の第1及び第2加工跡の半径をそれぞれ測定し、測定された円形の第1及び第2加工跡の半径と、原点位置からレーザ光の照射位置までの距離である第1及び第2距離とを用いて、実際の回転中心に対する原点位置のずれ量を計算する。
(もっと読む)
レーザ加工装置、及び、レーザ加工装置のフォーカスサーボ制御方法
【課題】 直径が非常に小さい円筒パイプ状の加工対象物OBの表面をレーザ加工する場合であって、重い対物レンズを用いる場合であっても、レーザ光の焦点が加工対象物OBの適正位置になるように制御する。
【解決手段】 X軸方向に延びた円筒パイプ状の加工対象物OBに、加工用ヘッド10からZ軸方向に加工用レーザ光を照射する。サーボ用Z軸方向光ヘッド20からサーボ用Z軸方向レーザ光をZ軸方向に照射し、サーボ用Y軸方向光ヘッド30からサーボ用Y軸方向レーザ光をY軸方向に照射する。フォトディテクタ132及びフォトディテクタ402に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれ及びZ軸方向のずれをそれぞれ検出する。検出したずれに応じて、ガルバノミラー108及び第1リレーレンズ112を駆動する。
(もっと読む)
電流分布測定装置
【課題】 被測定物に流れる電流の分布を高精度で測定することができるようにする。
【解決手段】 通電信号供給回路41及び通電回路42−1〜42−Mは、所定周波数の電流を被測定物の一対の電極12,13間に通電する。磁気センサ32は、太陽電池セルSCの複数の部分に対向して位置し、複数の部分に流れる電流によってそれぞれ発生する磁界を検出して、検出磁界を表す信号を出力する。ロックインアンプ45は、磁気センサ32から出力される検出磁界を表す信号から、前記所定周波数に等しい周波数の信号成分を取出す。コントローラ50は、ロックインアンプ45によって取出された信号成分から、太陽電池セルSCの複数の部分に前記所定周波数と等しい周波数でそれぞれ流れる電流の大きさ及び向きを検出する。
(もっと読む)
21 - 30 / 179
[ Back to top ]