
パルステック工業株式会社により出願された特許
41 - 50 / 179
レーザ加工装置
【課題】 直径が小さな円筒状の加工対象物の表面をレーザ加工する場合であっても、簡単な構成で、レーザ光の焦点が加工対象物の適正位置になるように制御する。
【解決手段】 X軸方向に延びた円筒状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用レーザ光をZ軸方向に照射し、フォトディテクタ118に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出する。Y軸方向サーボ回路162等は、このY軸方向のずれに応じて、サーボ制御により対物レンズ112をY軸方向に駆動する。遅延回路164は、前記Y軸方向サーボ制御の信号を遅延して、対物レンズ112をZ軸方向に駆動する。
(もっと読む)
レーザ加工装置

【課題】 加工対象物に、複数の加工跡がランダムに形成されるようにする。
【解決手段】 加工対象物OBをセットしたテーブル21を回転させるとともに、加工ヘッド30から出射されたレーザ光により加工対象物OBに形成されたレーザスポットを、テーブル21に対して相対的にテーブル21の半径方向に移動させた状態で、レーザ光源31からパルス列状の加工用レーザ光が出射されるようにレーザ光源31を駆動して、加工対象物OBに、テーブル21の半径方向に沿うとともに、テーブル21の回転方向に沿った複数の加工跡を形成する。そして、テーブル21の半径方向に沿って形成される複数の加工跡の間隔、テーブル21の回転方向に沿って形成される複数の加工跡の間隔、及び形成される複数の加工跡の大きさのうちの少なくとも1つの要素を、ランダムに変化させる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 微細な加工跡を設定された配置で形成するレーザ加工において、加工位置精度を向上させる。
【解決手段】 コントローラは、加工開始位置Dが検出された時刻t3において、パルス信号供給装置に対してパルス列信号の出力指令を出力する。これにより、パルス信号供給装置がレーザ駆動回路にパルス列信号を出力し、レーザ駆動回路がこのパルス列信号に応じた駆動信号をレーザ光源に出力する。このとき、遅れ信号生成回路が、加工開始位置Dが検出された時刻t3から実際に加工用強度のレーザ光が照射される時刻t4までの遅れ(タイミングずれDev)を検出する。そして、コントローラは、パルス列信号における2周期目のローレベル信号の時間幅LtをタイミングずれDevだけ短く設定する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 加工対象物OBに形成する加工跡の半径位置がテーブル21回転中心から離れても、加工精度が低下しないようにする。
【解決手段】 周波数変更回路55は、テーブル21が所定角度回転するたびにパルス信号を出力するエンコーダ22aの回転検出用パルス信号を入力し、この回転検出用パルス信号における周波数をコントローラ90から指令された倍数kで増加させた周波数のパルス信号を生成する。この倍数kは、半径値に関わらずテーブル21の回転角度を検出する回転方向ピッチΔPtが一定となる値に設定される。回転角度検出回路56は、周波数変更パルス信号のパルス数をカウントし、カウント数が予め設定した所定値Cだけ増加するごとにカウント数(回転角度に相当する値)を出力する。
(もっと読む)
光ディスク原盤からの光透過膜の除去方法
【課題】 光ディスクの原盤にコーティングされた光透過膜を簡単に剥がす。
【解決手段】 紫外線の照射により固化し、固化すると光透過膜RE11と一体化する剥離膜用レジン液RE2を光ディスクの原盤ODK上の光透過膜RE11上に滴下する。次に、原盤ODKを回転させて剥離膜用レジン液RE2を光透過膜RE11上にて原盤ODKの外周側に移動させるとともに原盤ODKの外周端から外側に飛散させながら、滴下した剥離膜用レジン液RE2に紫外線光を照射して、原盤ODKの外周端から外側に張出した張出し部分A11,A12を有するように剥離膜用レジン液RE2を固化させて光透過膜RE11上に剥離膜RE21を形成する。そして、張出し部分A11,A12を摘んで剥離膜RE21を原盤ODKから剥がし取ることにより、剥離膜RE21と共に光透過膜RE11を原盤ODKから剥離する。
(もっと読む)
パルス幅及びジッタを測定するための装置及び方法
【課題】記録媒体(DK)に記録されたディジタル信号のパルス幅の測定時間を短縮する。
【解決手段】A/D変換器(15)は、記録媒体(DK)に記録されたディジタル信号を再生した再生アナログ信号をA/D変換してディジタルデータとして順次取得する。粗パルス幅計算回路(17)は、前記順次取得したディジタルデータがスライスレベルを跨ぐごとに、粗パルス幅を計算する。補正パルス幅計算回路(18)は、粗パルス幅計算回路(17)による粗パルス幅の計算と並行して、前記順次取得したディジタルデータがスライスレベルを跨ぐごとに、前記跨いだ直前及び直後のディジタルデータを用いた補間演算により、ディジタルデータがスライスレベルを跨ぐ際の補正パルス幅を計算する。正規パルス幅計算回路(19)は、前記計算した粗パルス幅と補正パルス幅を用いて正規パルス幅を計算する
(もっと読む)
光ヘッド装置における対物レンズの支持機構
【課題】 ボビン30が光軸方向とは垂直な方向に振動することを抑制する。
【解決手段】 螺旋状のスリット55を形成した板バネ51A,51Bの内周部53に、補強リング板60を重ね合わせて固着する。補強リング板60は、板バネ51からスリット55より内側部分だけをリング状に取り出した形状のバネ性を有する金属板である。この補強リング板60を重ねることにより、板バネ51A,51Bのバネ支点59における光軸方向以外の方向の応力が低減される。また、板バネ51のダンパ領域58に粘性部材70を固着することで、板バネ51A,51Bの振動を吸収して早期に減衰させる。
(もっと読む)
製品検査装置および製品検査方法
【課題】 製品から発生する打音の周波数の範囲が広い場合であっても、精度良く製品を検査できるようにする。
【解決手段】 打撃アーム13を回動させて検査対象物OBを叩いて打音を発生させ、打音が発生している初期において、周波数測定回路44により打音の周波数を測定し、測定された周波数を中心周波数としたバンドパスフィルタ45の通過帯域を設定する。そして、フィルタ処理された打音信号からロックインアンプ46によりエンベロープ波形信号を生成し、エンベロープ波形信号の電圧値を積分回路49により所定時間積分する。この積分値は、打音の減衰度合いを表す値に相当し、電圧計50により測定される。電圧測定値が基準値未満であれば、検査対象物OBにクラックが発生していると判定する。
(もっと読む)
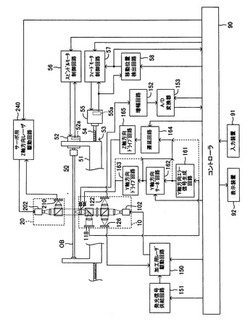
レーザ加工装置、および、レーザ加工装置のフォーカスサーボ制御方法
【課題】 直径が非常に小さい円筒パイプ状の加工対象物OBの表面をレーザ加工する場合であっても、レーザ光の焦点が加工対象物OBの適正位置になるように制御する。
【解決手段】 X軸方向に延びた円筒パイプ状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用Z軸方向レーザ光をZ軸方向に照射し、サーボ用Y軸方向光ヘッド30からサーボ用Y軸方向レーザ光をY軸方向に照射する。フォトディテクタ118に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出し、フォトディテクタ402に映し出される加工対象物OBの射影の位置により加工対象物OBのZ軸方向のずれを検出する。
(もっと読む)
スポット溶接検査装置およびスポット溶接検査方法
【課題】 スポット溶接部の非破壊検査を低コストで行うことができ、また、検査装置を容易に持ち運びできるようにする。
【解決手段】 コンデンサ22に充電した電荷を放電回路20に放出してナゲットNに電流を流す。このとき、ナゲットNには、電流が流れ始める瞬間において誘導起電力が発生する。この誘導起電力は、ナゲットNの径φが小さいほど大きくなる。従って、誘導起電力の大きさでナゲットNの径を推定することができる。ピークホールド回路60は、ナゲットNに発生した誘導起電力の最大電圧を保持する。検査者は、ピークホールド回路60の出力電圧を電圧計70にて測定し、誘導起電力の最大電圧vmaxと判定電圧vrefとを比較してスポット溶接検査を行う。
(もっと読む)
41 - 50 / 179
[ Back to top ]