
アピックヤマダ株式会社により出願された特許
41 - 50 / 194
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
LEDパッケージ用基板、LEDパッケージ用基板の製造方法、LEDパッケージ用基板のモールド金型、LEDパッケージ、及び、LEDパッケージの製造方法

【課題】LEDのレンズ部を容易に成形可能なLEDパッケージ用基板を提供する。
【解決手段】本発明のLEDパッケージ用基板は、複数の発光チップを実装する前のLEDパッケージ用基板であって、複数の発光チップを実装するためのリードフレーム10と、発光チップの一対の電極間を絶縁するために、リードフレーム10のリード形成孔20に充填された樹脂71とを有する。樹脂71は熱硬化性樹脂であり、窒化アルミを主成分としたフィラーを含有する。リードフレーム10には、発光チップの実装面に、樹脂71で形成されたリフレクタが設けられており、発光チップの実装面とは反対側の面に、樹脂71で形成された下パッケージが設けられている。
(もっと読む)
圧縮成形金型および圧縮成形方法
【課題】圧縮成形時の樹脂流動を一定にする圧縮成形金型を提供する。
【解決手段】上下金型のうちの一方の金型が、中央に位置し、他方の金型面に対して接離可能に設けられた第1可動キャビティブロック16と、第1可動キャビティブロック16を同心状に囲み、前記他方の金型面に対して接離可能に設けられた1または複数のリング状の外周可動キャビティブロック18、20と、外周可動キャビティブロック18、20を同心状に囲むリング状のクランパ22と、第1可動キャビティブロック16、外周可動キャビティブロック18、20およびクランパ22によって囲まれるキャビティ23と、第1可動キャビティブロック16、および外周可動キャビティブロック18、20をそれぞれ独立して他方の金型に対して接離動させるアクチュエーターとを具備することを特徴とする。
(もっと読む)
プリヒータおよびこれを備えた樹脂封止装置
【課題】保温性に優れたプリヒータを提供する。
【解決手段】プリヒータ1は、被成形品3aが載置される下ヒータ部31と、下ヒータ部31に対向する位置へ移動可能な上ヒータ部32と、鉛直方向に下ヒータ部31を移動させる下駆動部とを有している。被成形品3aが載置された下ヒータ部31の上方で対向する位置に移動した上ヒータ部32に対して、下駆動部によって下ヒータ部31を近づけて、被成形品3aを下ヒータ部31と上ヒータ部32とで挟んでプリヒートする。
(もっと読む)
モールド金型及び樹脂モールド装置
【課題】複数ポットに装填された樹脂を効率よく加熱し、金型の剛性を低下することなく、メンテナンス作業を効率よく行える樹脂モールド金型を提供する。
【解決手段】下型ベース21に設けられたヒータ21aは、平面視でセンターインサート27のポット列の間に配置されており、下型ベース21のヒータ位置の上部に設けられたサポートピラー23から等間隔で配置されたポット24を含む下型チェイス22a,22bに熱伝導される。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
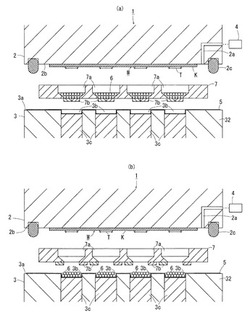
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
液状樹脂供給装置及び樹脂モールド装置
【課題】複数プレス部に搬入されるワークにコンパクトな装置構成で効率よくしかも製品に応じた仕様でワークに液状樹脂を供給できる液状樹脂供給装置を提供する。
【解決手段】シリンジ19に充填された液状樹脂5をワークWに吐出して供給するディスペンスユニット18に交換用の複数のシリンジ19を保持したシリンジ供給部17が回転可能に設けられ、ディスペンスユニット18はシリンジ供給部17から交換用のシリンジ19を受け取って液材吐出位置Jに保持されたワークWに液状樹脂5を所定量吐出して供給する。
(もっと読む)
樹脂モールド装置
【課題】樹脂モールド後の成形品を検査して良品のみを加熱硬化させる一連の作業をコンパクトな装置構成で効率よく実現でき、ワークに反りが発生することなくしかも装置内への放熱を抑えた樹脂モールド装置を提供する。
【解決手段】樹脂モールド後のワークWをキュア炉43内に設けられたスリット43aにキャリアプレートKを挿入して保持させたまま当該キュア炉43を密閉してモールド樹脂を加熱硬化させる加熱硬化部Eをプレス部Cからワーク収納部Fに至るワーク搬送路の一部に備えている。
(もっと読む)
樹脂タブレット供給装置およびこれを備えた樹脂封止装置
【課題】モールド金型に複数列に設けられたポット配置に合わせて複数列に整列して樹脂タブレットを迅速に供給する。
【解決手段】送り出し機構14は、樹脂タブレットtを順送する送り出し部24a、24bを有している。ホルダ機構15は、第1および第2列を有して整列して配置され、樹脂タブレットtを保持する複数の保持穴23a、23bを有している。受け渡し機構15は、送り出し機構14から送り出された樹脂タブレットtを載置して搬送し、送り出し部24a、24bのそれぞれに対応するシフトステージ44a、44bを有している。シフトステージ44a、44bが、送り出し部24a、24bのそれぞれからの樹脂タブレットtを、送り出し部24a、24b間のピッチP2から保持穴23a、23b間のピッチP1に変換する。
(もっと読む)
41 - 50 / 194
[ Back to top ]