
中央発條株式会社により出願された特許
51 - 60 / 173
腐食疲労強度に優れるばね用鋼、及びばね
【課題】 高い強度を確保しつつ、良好な腐食疲労強度を発揮するばね用鋼を提供する。
【解決手段】 本発明のばね用鋼は、質量%で、C:0.35%以上0.55%以下、Si:1.60%以上3.00%以下、Mn:0.20%以上1.50%以下、Cr:0.10%以上1.50%以下を含み、さらに、Ni:0.40%以上3.00%以下、Mo:0.05%以上0.50%以下及びV:0.05%以上0.5%以下からなる群から選択される1種又は2種以上の元素を前記濃度で含み、残部がFe及び不可避不純物からなる。本発明のばね用鋼は、下記式1と下記式2を充足する。
式1:3.20%≦C(%)+Si(%)+Mn(%)+Cr(%)≦3.70%
式2:1.20%≦Si(%)−0.46C(%)−1.08Mn(%)
(もっと読む)
腐食疲労強度に優れるばね用鋼、及びばね
【課題】高い強度を確保しつつ、良好な腐食疲労強度を発揮するばね用鋼を提供する。
【解決手段】焼入れ焼戻しマルテンサイトを含むばね用鋼であって、前記鋼中に含まれるSi量が、質量%で、鋼全体の2.1%以上2.4%以下、C量が0.35%以上0.55%以下、Mn量が0.20%以上1.50%以下、Cr量が0.10%以上1.50%以下を含み、さらに、Ni量が0.40%以上3.00%以下,Mo量が0.05%以上0.50%以下およびV量が0.05%以上0.50%以下からなる群から選択される1種又は2種以上の元素を含み,残部がFe及び不可避不純物からなる。
(もっと読む)
腐食疲労強度に優れるばね用鋼及びばね
【課題】高強度であっても腐食疲労強度に優れるばね用鋼及びばねを提供する。
【解決手段】ばね用鋼を、C:0.35%以上0.55%以下、Si:1.60%以上3.00%以下、Mn:0.20%以上1.50%以下、Cr:0.10%以上1.50%以下を含み、さらに、Ni:0.40%以上3.00%以下、Mo:0.05%以上0.50%以下及びV:0.05%以上0.50%以下からなる群から選択される1種又は2種以上の元素を前記濃度で含み、残部がFe及び不可避不純物からなるものとする。
(もっと読む)
ワイヤロープ
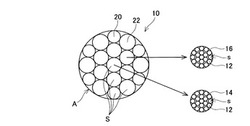
【課題】屈曲耐久性に優れたワイヤロープを提供する。
【解決手段】ワイヤロープ10は、車椅子を搭載位置に固定するために用いられるものであり、減面加工された素線12を多数本撚り合わせて形成したストランドを複数本撚り合わせて形成されている。ワイヤロープ10は、スウェージング加工が施されておらず、各素線12の減面加工前の断面積をaとし、減面加工後の断面積をsと表した場合に、(1−s/a)×100%と表される素線12の減面率が97.5%〜98.5%であることを特徴とする。スウェージング加工が施されないことで、ワイヤロープ10の屈曲耐久性を向上させることができる。また、ワイヤロープ10を構成する素線12の減面率を上記のように設定することで、スウェージング加工が施されないことによる柔軟性と引張強度の悪化が抑制される。
(もっと読む)
皿ばねの製造方法

【課題】 帯材から皿ばねを成形する。
【解決手段】 帯材10を曲げ成形によってリング状に成形する。帯材10は、溶接部位に配される帯材の材料がそれ以外の部位に配される帯材の材料よりも多くなるようにする。リング状に成形した帯材10の両端部をビーム26によって溶接する。溶接後の溶接部位28の両面に凸部が形成される。
(もっと読む)
金型および成形方法
【課題】パンチの押し込み量が大きくなっても、パンチとワークとの間の摺動抵抗が大きくなるのを抑制可能な金型および成形方法を提供することを課題とする。
【解決手段】金型1は、パンチ挿入孔310を有するダイ31とパンチ23との間に板状のワーク90を配置した状態で、パンチ23をパンチ挿入孔310に相対的に出し入れし、ワーク90に立壁部903を形成する金型1である。パンチ23の出し入れ方向を軸方向として、パンチ23は、軸方向全長が立壁部903よりも短くかつ径方向に張り出す張出部231aを有する。張出部231aとパンチ挿入孔310との間で、ワーク90を部分的にしごくことにより、立壁部903の少なくとも一部を形成する。
(もっと読む)
支持装置
【課題】コントロールケーブルにおけるストロークロスの低減と振動伝達の抑制とを両立させることができる支持装置を提供する。
【解決手段】支持装置10は、ハブ12とクッション14とハウジング17(ブラケット18と取付け板16によって構成)とを備えている。この支持装置10では、クッション14とハウジング17が以下の3つの条件を満たすように設定されている。(1)ブラケット18のクッション体積率Kが、67.0〜73.5%である。(2)クッション14の動倍率が、1.3〜1.8である。(3)クッション14の厚みLが、クッション14をブラケット18に収容していない状態において、3.0〜14.0mmである。支持装置10では、上記(1)〜(3)に設定されることで、ATケーブルにおけるストロークロスの低減と振動伝達の抑制とを両立させることができる。
(もっと読む)
皿ばね及びその製造方法
【課題】 帯材から皿ばねを成形する。
【解決手段】 帯材10をリング状に曲げ、端部12と端部14を突き合わせる。帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で、溶接部位20に照射する。次に、電子ビーム26の焦点28を溶接溶融部25に合わせ、電子ビーム溶接を実行する。次いで、帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で溶接部位20に照射し、さらに冷却する。これによって、溶接溶融部のデンドライト二次アーム間隔の平均値を7μm乃至30μmの範囲内とする。
(もっと読む)
ギヤードケーブル
【課題】ギヤードケーブルの端部にエンドのかしめ加工を行う際の品質管理をエンドの材質によらずに容易にすること。
【解決手段】ギヤードケーブル1は、複数本の素線を撚り合わせた芯線3の外周に噛合線5を螺旋巻きしてなるギヤードケーブル本体7と、金属材料製の略円筒状のエンド9と、から構成される。また、芯線3の外周に螺旋巻きされる噛合線5のうちエンド9のかしめ加工を行う部分5aのピッチP2については、芯線3の外周に螺旋巻きされる噛合線5のうち駆動機構の歯車と噛み合う部分5bのピッチP1よりも小さく形成される。また、かしめ加工部5aについては、スエージング加工が施されている。そして、スエージング加工が施されたかしめ加工部5aには、エンド9がかしめ加工で取り付けられている。なお、エンド9の材料としては、ステンレスなどの硬度が高い金属材料も採用可能である。
(もっと読む)
ねじりコイルばねおよびその製造方法
【課題】耐熱性が要求される部位に用いられるねじりコイルばねの耐高熱性能を高め、高温条件下での使用時における荷重特性の変化を問題ないレベルに抑える。
【解決手段】ねじりコイルばねは、析出強化型合金製のばね用線材をコイリングされたコイル部と、前記コイル部の一端から延出する第一のアーム部と、前記コイル部の他端から延出する第二のアーム部と、を備え、前記ばね用線材のコイリング後に、材料強度を向上させるための第一の熱処理を500〜900℃の処理温度で行い、前記コイル部のコイル径方向および軸方向を拘束しながら、前記第一のアーム部と前記第二のアーム部とを前記コイル部が縮径するよう付勢した状態で、第二の熱処理を前記第一の熱処理の処理温度よりも20℃以上低い処理温度で60〜600分間行うことを特徴とする。
(もっと読む)
51 - 60 / 173
[ Back to top ]