
ファナック株式会社により出願された特許
91 - 100 / 1,110
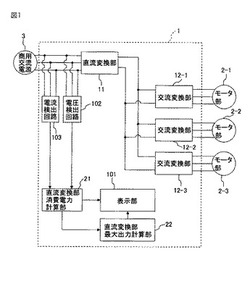
直流変換部の最大出力計算部を備えたモータ駆動装置
【課題】交流を直流に変換する単一の直流変換部と、直流変換部から出力された直流を、各モータ部の駆動電力としてそれぞれ供給される交流に変換する複数の交流変換部と、を有するモータ駆動装置において、低コストで占有スペースの小さい直流変換部が選定され易いようにしたモータ制御装置を実現する。
【解決手段】モータ制御装置1は、入力された交流を直流に変換する単一の直流変換部11と、直流変換部11から出力された直流をモータ部2−1、2−2および2−3の駆動電力としてそれぞれ供給される交流に変換する複数の交流変換部12−1、12−2および12−3と、直流変換部11への入力電圧および入力電流から直流変換部消費電力を所定の時間ごとに計算する直流変換部消費電力計算部21と、所定の時間ごとに計算された直流変換部消費電力の中から最大値を抽出しこれを直流変換部最大出力として出力する直流変換部最大出力計算部22と、を備える。
(もっと読む)
ワイヤ電極切断機能を備えたワイヤカット放電加工機

【課題】ワイヤ電極を切断する際にワイヤ金属粉の発生を防止することにより、通電電極の損傷を防止すると共に自動結線の成功率低下を防止する。
【解決手段】上ダイスガイド24の上方であってワイヤ電極11の走行経路に設けられたワイヤ電極11を挟持するチャック部電極20と、該チャック部電極20よりも下流側に設けられたディテクト22と、ワイヤ電極11に所定の張力を与えるブレーキローラ18などから構成される張力付与部を備え、チャック部電極20およびディテクト部22の電極を介してワイヤ電極11に通電して加熱すると共に、前記張力付与部により張力を与えることによりワイヤ電極11を切断する機能を有するワイヤカット放電加工機において、チャック部電極20とワイヤ電極11が接触する部分を冷却する媒体を供給するエアパイプを備えたワイヤ電極切断機能を有するワイヤカット放電加工機。
(もっと読む)
タップ加工を行う工作機械の制御装置
【課題】オーバヒートの防止、最適な加工精度および工具折損防止を実現する。
【解決手段】タップが取付けられていて回転する主軸と、主軸を送り出す送り軸とによってタップ加工を行う工作機械(18)を制御する制御装置(10)において、タップの寸法の指標を識別する識別部(12)と、主軸を駆動するモータ(19a)の温度を検出する温度検出部(19b)と、タップの寸法の指標に対応した主軸の加速度を記憶する加速度記憶部(21)と、モータの温度に応じて主軸の加速度を変更する割合を記憶する割合記憶部(22)と、識別部により識別されたタップの寸法の指標と加速度記憶部とから定まる加速度に、温度検出部により検出された温度と割合記憶部とから定まる割合を乗算して、主軸の新たな加速度を算出する加速度算出部(16)とを具備する。タップの寸法の指標はタップのピッチまたはタップの工具番号でありうる。
(もっと読む)
ビジョンセンサ及び吸引装置を備えた吸着搬送装置
【課題】ロボットに設けられた取出し手段が取出し対象のワークに対して正確に位置決めされていなくとも、ワークを効率よく1つずつ取出して搬送可能な吸着搬送装置の提供。
【解決手段】吸着搬送装置10は、ロボット12と、容器14内にばら積みされた複数のワーク16を検出可能なビジョンセンサ18とを有する。ロボット12には、複数のワーク16から該ワークを1つずつ吸引して取り出すように構成された吸着ノズル20が搭載される。ノズル20は、ロボットアーム22に取付けられることによってその位置及び姿勢が変更可能であるとともに、送風用部材24を介して吸引装置26に流体的に連結されている。吸引装置26は、ノズル20を通して空気を吸引し、取出し対象ワークをノズル20の方向に引きつける吸引力をノズル20に生じさせ、これによりノズル20は取出し対象ワークを吸着保持する。
(もっと読む)
加工時間予測部および加工誤差予測部を有する数値制御装置
【課題】許容加工誤差内で最も短い予測加工時間を求める数値制御装置。
【解決手段】ワークの加工を行う際の加工速度を与える速度データと加工精度を与える精度データを指定し、加工プログラム2に対しプログラム解析部3で補間用データを作成し、補間部4は補間前加減速部5によって作成された速度に基づいて前記補間用データにしたがって補間を行い補間データ(ΔPn)を作成し、補間後加減速部7は補間データ(ΔPn)に対して補間後加減速を行いサーボ位置指令データ(VCn)を作成し、サーボシミュレーション部8はサーボ位置指令データ(VCn)を受け取り、実際のサーボ動作をシミュレーションしたサーボ位置データ(Qn)を作成し、加工時間予測部6は補間データによりまたは補間回数をカウントすることにより加工時間を測定でき、加工誤差予測部9は補間データ(ΔPn)とサーボ位置データ(Qn)を用い予測加工誤差を求める数値制御装置1。
(もっと読む)
射出成形機の成形品回収シュート
【課題】成形品が回収場所に到達する際の運動エネルギーを小さくすることで、成形品にキズが付いたり折損したりすることを防止することが可能な射出成形機の成形品回収シュートを提供すること。
【解決手段】成形品10を受容する多角形の受け口14と、成形品10を排出する排出口20と、受け口14と排出口20を繋ぐ少なくとも1つの傾斜面16b,16dが設けられた側壁部と、傾斜面16b,16dを受け口14の水平面に投影した形状であってその一辺が傾斜面16b,16dに回転可能に取り付けられた可動蓋30b,30dと、成形品10を受容する時には受け口14を塞ぐように水平となる位置に可動蓋30b,30dを駆動し、成形品10を排出する際には可動蓋30b,30dを傾斜面16b,16dに沿って傾斜するように駆動するエアシリンダ32b,32dと、を有する射出成形機の成形品回収シュート12。
(もっと読む)
学習制御機能を備えたスポット溶接ロボット
【課題】従来のスポット溶接ロボットは、ロボットの高速動作によって発生する軌跡誤差や振動成分によって、ロボットの最適動作が阻害されるという問題があった。
【解決手段】本発明のスポット溶接ロボットは、制御対象部位とセンサとを備えたロボット機構部(1)と、制御対象部位の目標軌跡または目標位置に関する位置指令データを取得し、位置偏差データに従って、ロボット機構部を所定の動作速度で動作させる動作制御部(4)と、センサの検出結果から制御対象部位の軌跡または位置を算出し、軌跡誤差または位置誤差を補正するための、もしくは振動を抑制するための、学習補正量を算出する学習制御部(3)と、を有し、動作制御部は、学習補正量を用いて位置偏差データを補正し、学習制御部は、学習補正量を算出する過程で、最大動作速度に至るまで1回又は複数回に渡って動作速度を増加させながら学習補正量を算出する、ことを特徴とする。
(もっと読む)
トグル式型締装置
【課題】型閉・型締を行う際にリンクピンに掛る曲げモーメントを小さくしリンクピンの曲がりを小さくすることができるトグル式型締装置を提供すること。
【解決手段】リアプラテン3にリンクピン15Bを介して連結された第1リンク11と、可動プラテン2にリンクピン15Aを介して連結された第2リンク12とを屈曲自在に連結し、第1リンク11に一端が連結され、他端がクロスヘッド14に連結されたトグル駆動用リンク13からなるリンクユニット17を複数備えたトグル式型締装置Mcにおいて、トグル駆動用リンク13との連結部であるトグル駆動用リンク枢着部23がトグル駆動用リンク13のクロスヘッド14との連結部と第1リンク11の中心線との間の領域よりも外側に設けられると共に、トグル駆動用リンク13が通る空間を設け形成されている第1リンク11を用いた射出成形機のトグル式型締装置。
(もっと読む)
テーブル形式データによる運転機能を備えた数値制御装置
【課題】動作時間が不定な補助機能を実行することによってサイクルタイムが延びることを防止することが可能なテーブル形式データによる運転機能を備えた数値制御装置を提供すること。
【解決手段】自己のパステーブルの基準となる値Lを読み(SA01)、自己のパステーブルから基準となる値Lに近い次の指令基準値のデータを読み出し(SA02)、自己のパステーブルに指令基準値があるか否か判断し(SA03)、指令基準値がある場合には、基準となる値Lが指令基準値に到達したか否か判断し(SA04)、到達した場合には、他のパステーブルとの待ち合せ指令があるか否か判断し(SA05)、ある場合には基準となる値Lのカウントを停止し(SA06)、他のパステーブルとの待ち合わせは完了したか否か判断し(SA07)、完了した場合には基準となる値Lのカウントの停止を解除し(SA08)、他のパステーブルとの待ち合わせがない場合とともに指令を実行する(SA09)。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
91 - 100 / 1,110
[ Back to top ]