
ファナック株式会社により出願された特許
81 - 90 / 1,110
ランドを有するプリント配線板
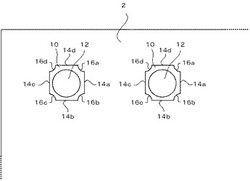
【課題】実装に必要な面積の拡大やパターン配線の自由度低下を伴わずブリッジを抑制できるランドを有するプリント配線板を提供すること。
【解決手段】プリント配線板2に、電子部品のリードが挿入される複数のスルーホール12と該スルーホール12の周囲に導電性の四角形ランド10が形成、四角形ランド10は辺の数が4本であり(ランドの辺14a,14b,14c,14d)、かつ、対向する辺が平行な多角形であり、隣り合う四角形ランド10,10の辺が平行となるようにプリント基板に配置されている。そして、四角形ランド10の4つの全ての隅部に円弧状凹部16a,16b,16c,16dが設けられている。
(もっと読む)
加速度の調節機能を有する揺動体の揺動制御装置

【課題】揺動体の揺動に際して揺動体の加速度を調節することができる揺動体の揺動制御装置を提供する。
【解決手段】制御部22は、回転軸線X1回りに規定される揺動体13の揺動にあたって、少なくとも1つの角度位置で、駆動モータ15に作用する重力による負荷トルクQを取得する。制御部22は、負荷トルクQが駆動モータ15の加減速を妨げる方向に作用する場合であるか、又は加減速を助ける方向に作用する場合であるかを考慮して、設定最大加速度を算出する。算出された設定最大加速度以下の加速度が加速時又は減速時の揺動体13の加速度として設定される。こうして制御部22は、揺動体13の加速時及び減速時の少なくともいずれかにおいて、負荷トルクQに応じて揺動体13の加速度を調節することができる。
(もっと読む)
回転軸にスリーブを高精度に取り付け可能な電動機
【課題】回転軸にスリーブを高精度に取り付けることができる電動機を提供する。
【解決手段】電動機11では、回転軸12は、第1径を有する大径位置17から第1径よりも小さい第2径を有する小径位置18に向かうにつれて減少する径を有する外周面21を規定する。スリーブ13は、大径位置17に隣接する前端から小径位置18に隣接する後端に向かうにつれて減少する径を有する内周面22で回転軸12の外周面21に嵌合して回転軸12に締まり嵌めされる。こうした構成によれば、スリーブ13は内周面22のほぼ全面で回転軸12の外周面21に嵌合する。スリーブ13の締め代による締め付け力はスリーブ13の内周面22の全面でほぼ均等に回転軸12の外周面21に作用する。しかも、回転軸12には局所的に締結トルクが作用しないことから、回転軸12の変形や歪みの発生は回避される。回転軸12に高精度にスリーブ13を取り付けることができる。
(もっと読む)
耐食性と歩留まりを向上させたプリント基板
【課題】耐食性と歩留まりを向上させたプリント基板を提供すること。
【解決手段】銅張積層板とプリプレグ17を交互に積層し、最外位置には前記プリプレグ17の外側に表層導体層を配置したプリント基板であって、プリント基板の表面に実装される表面実装部品用のパッド22からの配線引き出し部の全てを、表層導体層と直下の銅張積層板を接続するブラインドビアホール21を通じて内層導体層に接続すると共に、少なくとも表層導体層に最も近い銅張積層板の表裏を接続するインナービアホール18を設け、該インナービアホール18には導電膜を形成したプリント基板。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
フィードフォワード機能を有する射出成形機の温度制御装置
【課題】連続運転中に成形条件やパージ条件が変更された場合でも、条件変更による外乱の特性変化に即座に対応することができ、温度変動を防ぐことが可能な射出成形機の温度制御装置を提供する
【解決手段】設定温度SVから検出温度PVを減算して得られた温度偏差ETがPIDコントローラ102に入力される。PIDコントローラ102は、第1操作量PIDを演算し、加算器112に出力する。第2操作量MVは、第1操作量PIDとフィードフォワード量FFとを加算して得られた量である。ヒーター106は、第2操作量MVにより調整される。検出温度PVは、射出シリンダー108の実温度である。温度センサによって、射出シリンダー108の温度が測定され、検出温度PVとして、PIDコントローラの入力に負帰還される。これにより、フィードバック制御が行われ、ヒーター106によって射出シリンダー108は設定温度となるように加熱される。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
外観投影装置を用いてロボットの動作を決定するロボットシステム
【課題】ワークの位相を容易に検出して、ワークの位相を補正する。
【解決手段】ロボットシステムは、周方向に延びる側面を有する被検出物(4)を把持する把持機構を備えたロボット(1)と、被検出物をその中心軸線の方向に挿入可能な開口部(7)、および被検出物を挿入する挿入方向において開口部から半径方向外側に向かって広がる鏡面加工された湾曲した内面(8)を含む外観投影装置(5)と、被検出物が開口部に挿入されたときに湾曲した内面に投影された被検出物の像を撮像する撮像装置(12)と、撮像装置により撮像された被検出物の像を画像処理して、被検出物の側面に備えられた位相特徴部(6)を検出するか、または被検出物の側面を検査する画像処理部(21)とを含む。
(もっと読む)
被加工物を傾けてテーパ加工を行うワイヤ放電加工機
【課題】ワイヤ電極を垂直に、あるいは、テーパ加工における弊害が起こらない、または、軽減できる程度に垂直に近い状態に張ってテーパ加工を行うことが可能なワイヤ放電加工機を提供すること。
【解決手段】XYZの座標系に対して、Y軸回りに45°回転させ、X’Y’Z’の座標系を新しく設ける。被加工物もY軸回りに回転しており、機械のテーブル面(XY平面)から45°傾くことになる。このX’Y’Z’の座標系で45°傾いた加工面を有する直線ブロックABを加工する加工プログラムを運転すると、直線ブロックABは、テーブル面(XY平面)に対して垂直な面となる。そして、この座標系の変換を行うために、通常の加工プログラムに対して「G134W1」、「G134W0」を追加する。
(もっと読む)
直流変換部の最大出力計算部を備えたモータ駆動装置
【課題】交流を直流に変換する単一の直流変換部と、直流変換部から出力された直流を、各モータ部の駆動電力としてそれぞれ供給される交流に変換する複数の交流変換部と、を有するモータ駆動装置において、低コストで占有スペースの小さい直流変換部が選定され易いようにしたモータ制御装置を実現する。
【解決手段】モータ制御装置1は、入力された交流を直流に変換する単一の直流変換部11と、直流変換部11から出力された直流をモータ部2−1、2−2および2−3の駆動電力としてそれぞれ供給される交流に変換する複数の交流変換部12−1、12−2および12−3と、直流変換部11への入力電圧および入力電流から直流変換部消費電力を所定の時間ごとに計算する直流変換部消費電力計算部21と、所定の時間ごとに計算された直流変換部消費電力の中から最大値を抽出しこれを直流変換部最大出力として出力する直流変換部最大出力計算部22と、を備える。
(もっと読む)
81 - 90 / 1,110
[ Back to top ]