
Fターム[2B002BA08]の内容
Fターム[2B002BA08]に分類される特許
1 - 13 / 13
表面加工板及びその製造方法
【課題】家具、建築材等のコーナ部に手間、時間、コストをかけずに装飾模様を施すことができる表面加工板を供すること
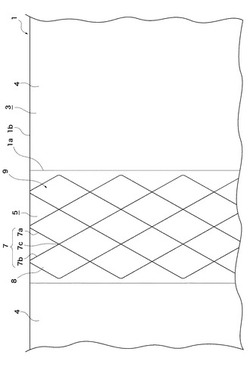
【解決手段】木質系成型板からなるベース3及び該ベース3の表面に貼着されるシート2からなる。ベース3に弯曲可能な弯曲部5が設けられ、該弯曲部5の裏面にリード溝7が網目状に設けられ、上記リード溝7にて囲まれる区画8が連続的に複数形成され、これにより上記弯曲部5に装飾パターン9を形成する。貼着により弯曲部5が弯曲すると、弯曲部5に貼着されているシート2が伸長されるので、裏面に付与されたリード溝からなる装飾パターン9の装飾模様が表面に浮き上がり、まるで弯曲部表面に形成された地模様のように見える。この地模様の浮き上がり効果は、彫刻等の特別の手間や技術を要しないので、複雑な装飾模様を簡単かつ迅速に施すことができる。
(もっと読む)
ロータリーダイカッター用ダイプレートの成形方法

【課題】ロータリーダイカッター用ダイプレートを成形する際の不良品の発生を減少させるとともに、コストを軽減する。
【解決手段】多数の透孔15が開設された円弧面状の木製の成形体14からなる成形型1を負圧吸引装置13が設けられたベッド体2上に横置し、該成形型の頂上部18の両端部寄りに位置決孔19a〜19dを開設し、該成形型の下部にヒータ11を設け、接着剤41が塗布された木製単板40を複数枚重ね合わせることにより単板重合体Bを形成し、該単板重合体の長手方向に延びる中心線42上であって該単板重合体の両短側縁にそれぞれ釘43を該単板重合体を貫通するように打ち付けた後、該釘の先端部を前記位置決孔に嵌合することにより該単板重合体を成形型1の頂上部上に水平に支持し、その状態で該単板重合体の上に弾性シート33を被せて負圧吸引装置13により吸引することにより、単板重合体Bを成形型14に密着させ円弧面状に曲げ成形する。
(もっと読む)
鏡面化粧板
【課題】 端部にコーナーアール等の小さな曲面加工が施され、かつ高い鏡面性を有する鏡面化粧板を提供する。
【解決手段】 基材上に鏡面化粧シートが設けられた鏡面化粧板であって、
前記鏡面化粧シートが、厚さ50〜300μmでヘイズ値が1%未満の透明樹脂フィルムと、厚さ200〜900μmの樹脂フィルム層とが、加飾層を介して積層され、総厚が400〜1000μmであり、鏡面化粧板の少なくとも一端がダイレクトポストフォーム加工により曲面加工された鏡面化粧板により、小さな曲面加工が施されていても高い鏡面性を実現できる。
(もっと読む)
化粧材の製造方法
【課題】生産性および歩留まりが良く、さらには厚さや材質が異なる複数種類の基材も使用することのできる化粧材の製造方法を提供する。
【解決手段】第1板材12および第2板材14の表面を面一とした状態で、当該第1板材12の表面とで鋭角を成すテーパー面60が形成された第1板材12の側面12aと、これに対向する第2板材14の側面14aとを互いに当接させ、当接状態を維持しつつ、第1板材12の表面から第2板材14の表面にかけて可撓性を有するテープ材28を貼り付け、裏面から、両板材12、14の当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて両板材12、14を互いに固着させ、最後にテープ材28を剥がすことにより、上記課題を解決することができる。
(もっと読む)
化粧材の製造方法
【課題】角部の両側で表面柄や材質を自由に選択して異ならせることができる化粧材の製造方法を提供する。
【解決手段】表面柄が互いに異なる第1および第2板材12、14の側面12a、14aを、互いの表面を面一とした状態でそれぞれ当接させ、当接状態を維持しつつ、裏面から、第1板材12と第2板材14との当接面22にその溝底部20aが一致した状態で、両板材12、14の表面あるいはその手前近傍に至るV字状の溝20を形成し、溝20に接着剤36を付着させ、然る後、溝20を閉じて互いに固着させることにより、上記課題を解決することができる。
(もっと読む)
不燃性化粧パネル
【課題】 メラミン化粧板の表面硬度を維持しつつ、施工時に端部を簡易に外曲げ加工することができ、かつ、発熱量を抑制して充分な不燃性を有する不燃性化粧パネルを提供する。
【解決手段】 表面化粧層、第1の金属層、芯材層、及び第2の金属層がこの順に積層された構造を有する不燃性化粧パネルであって、前記表面化粧層は、意匠面となる第一の面側にはメラミン樹脂を含有する樹脂を担持し、前記第1の金属層と接する第二の面側に熱可塑性エマルジョン樹脂の固形分を担持する表面化粧層基材からなる表面化粧層材料で構成されることを特徴とする不燃性化粧パネルであって、熱可塑性エマルジョン樹脂の固形分は、単一粒子内にアクリル樹脂とウレタン樹脂との異相構造を有するウレタンアクリル複合粒子を含み、ウレタンアクリル複合粒子は、アクリル成分をコアとし、ウレタン成分をシェルとするコアシェル構造を有する水性クリヤータイプであることが好ましい。
(もっと読む)
表面層材料及びメラミン化粧板
【課題】 メラミン化粧板の表面硬度を維持しつつ、3R以下の曲げ成形が可能な、アルミニウム層を有するメラミン化粧板に用いられる表面層と、これを用いてなるメラミン化粧板を提供する。
【解決手段】 表面層、又は表面層とアルミニウム層とを有する化粧板に用いられる表面層材料であって、表面層基材にはメラミン樹脂(A)と、ウレタンアクリル樹脂(B)とが担持されてなり、表面層基材の意匠面である第一の面から離れるに従い、メラミン樹脂の含有率が漸次減少し、ウレタンアクリル樹脂の含有率が漸次増加するものである表面層材料及び表面層材料の第二の面側に、アルミニウム層を積層してなるメラミン化粧板。
(もっと読む)
木質調加飾シート、その製造方法、木質調樹脂成形物およびその製造方法
【課題】樹脂成形物に木質調の格調高い外観を容易に付与することができる木質調加飾シートを提供する。
【解決手段】透明樹脂シート、接着剤層、および、木質層がこの順に積層されて構成され、かつ、前記接着剤層の接着剤の目付が70g/m2以上150g/m2以下である木質調加飾シート。
(もっと読む)
積層板及びその製造方法
【課題】ドアー等の積層板の端縁部を把持したときに、触感に優れ且つデザイン性に優れ、製造工程も簡略化された積層板及びその製造方法を提供する。
【解決手段】芯材12に対し、面材17a、17bを固着し、面材17a、17bの端部に切削具を用いて湾曲する切欠き54a、54bを形成するとともに、舌片60a、60bを形成する。この舌片60a、60bに接着剤56a、56bを塗布し、押圧具58a、58bを用いて、前記舌片60a、60bを面材17a、17b側へと撓曲する。
(もっと読む)
複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法
【課題】ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネルを提供する。
【解決手段】ペーパーハニカム2、表面材3、及び裏面材4からなるサンドイッチ構造のパネル体5と、パネル体5の木口面5aに貼着された化粧縁部材7とを備える。特に、ペーパーハニカム2の端面には、パネル体5の木口面5aから外方に突出するように形成され、且つその後、木口面5aに沿って折曲げられた複数の折曲突出片12が設けられ、化粧縁部材7は、複数の折曲突出片12を含むパネル体5の木口面5aに、接着剤を介して貼着されている。
(もっと読む)
積層板の接着加工方法
【課題】積層板の耐熱性及び生産性に優れる、積層板の接着加工方法を提供する。
【解決手段】熱硬化性樹脂化粧板の基材に沿って折り曲げられる箇所から5mmは非反応性ホットメルト接着剤を塗布し、残りの平面部にはポリウレタン反応性ホットメルト接着剤を塗布する。次に基材を重ね合わせ、ピンチローラーで圧締することによって、平貼り体を得る。さらに側面部にポリウレタン反応性ホットメルト接着剤を塗布し、熱硬化性樹脂化粧板をヒーターで加熱しつつピンチローラーで折り曲げて圧締する。裏面部も同様に折り曲げ加工を行い、基材を熱硬化性樹脂化粧板でコの字状に被覆した積層板を得る。
(もっと読む)
化粧基材及び建材
【課題】高い意匠性を得ることができる化粧基材を提供する。
【解決手段】基材1の表面に化粧材2を設けてなる。芯材8を被覆して化粧するための化粧基材Aに関する。化粧材2が残存するように基材1の裏面に略M字型の溝加工を施すことにより面取り部4を形成する。面取り部4の頭頂部に略W字型の入隅部10を形成する。面取り部4を中心に折り曲げて入隅部10と基材1の裏面とで連続した隅角面30を形成する。
(もっと読む)
積層板の製造方法
【課題】端縁部に湾曲面を有する積層板を製造するにあたり、裏面側へ合成樹脂がはみ出るのを防止する手段を提供する。
【解決手段】表面に補強材2及び化粧材3を貼着した基材1の端縁部において裏面側を切削し、湾曲処理領域4aと貼着領域4bとを形成すると共に、基材1側端面に凹部5を形成する。次いで、湾曲処理領域4aに合成樹脂P、貼着領域4bに接着剤Qを塗布する。引き続き、湾曲処理領域4aを湾曲させ、貼着領域4bを基材1側端面に貼着して、湾曲面Rを形成する。余剰の合成樹脂Pxは凹部5内へ流入するから、裏面側へのはみ出しが防止され、拭き取り作業等の清掃工程が不要になる。
(もっと読む)
1 - 13 / 13
[ Back to top ]