
Fターム[2D057BA26]の内容
Fターム[2D057BA26]に分類される特許
1 - 17 / 17
レール研磨装置
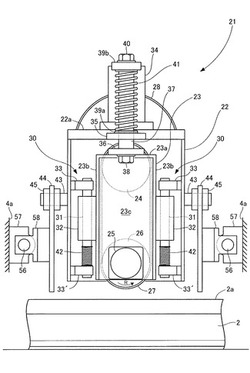
【課題】レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができるレール研磨装置を提供する。
【解決手段】所定の運動方向に駆動される研磨ベルト27をレール2の踏面2aに接触させることでその踏面2aを研磨する研磨ヘッド21を備えるレール研磨装置20であって、研磨ベルト27をレール2の踏面2aの上方位置で支持する支持体23と、支持体23を上下方向に移動可能に案内する案内機構30と、支持体23を押し下げる力を付与するエアシリンダ34と、支持体23を押し上げる力を付与するスプリング41,42とを備えるものとする。
(もっと読む)
レール削正装置

【課題】削正にかかる作業効率を向上させることで削正できるレール延長を長くすることができ、ランニングコストの低減を図ることが可能となるうえ、削正作業中における騒音や粉塵の発生を抑制することができ、さらなる作業効率の向上を図ることができる。
【解決手段】レール2に沿って走行可能な走行架台3と、走行架台3に設けられるとともに照射口を下方に向けた状態でレール頭部の上方に配置されるプラズマ切断用の照射トーチ4と、照射トーチ4をレール2に沿って案内させるためのガイドローラ5と、ガイドローラ5および照射トーチ4を備えたレール削正部10を、片側のレール2における所定の削正位置に対して設置可能な支持アーム6とを備え、レール2に沿って移動させながら、レールフローを削正するレール削正装置1を提供する。
(もっと読む)
レール溶接余盛削正装置およびレール溶接余盛削正方法
【課題】コストおよび手間をかけることなく、レールの継目部分の溶接余盛の削り過ぎや削り不足になることなく、正確かつ均一な削正作業を実行することができる、レール溶接余盛削正装置およびレール溶接余盛削正方法を提供する。
【解決手段】削正機構部50の刃物52がレールR等に接触していない無負荷状態で削正モータ51により刃物52を回転させ、その無負荷状態のときに削正モータ51に流れる無負荷電流値を計測して記憶する。次に刃物52が回転している状態で削正機構部50を下降させ、その下降状態のときに削正モータ51に流れる過負荷電流値と無負荷電流値との比較により、レールRの溶接余盛頂点の高さを計測する。同様にして溶接余盛の頂点から所定距離離れたレールRの頭頂面の高さを計測する。そして溶接余盛の頂点の高さとレールRの頭頂面の高さとの差分に基づいて、レールRの溶接余盛を削正する。
(もっと読む)
鉄道レールの切断装置
現場での鉄道レール(9)の切断用ポータブル切断装置(1)は、周期的運動出力部材(4)を備えたモータ(3)と、切断ブレード(6)を支持するように構成されたブレードホルダ(5)と、運動出力部材(4)とブレードホルダ(5)とを係合させて、ブレードホルダ(5)を周期的運動させるように設定する運動トランスミッタ(7)を有するレール鋸(2)と;レールコネクタ(29)と鋸コネクタ(31)とを備えた連結構造(27)と;ブレードホルダ(5)を自律的且つ交互に前進後退動させるための切断位置オルタネータ(45)を有している。
 (もっと読む)
(もっと読む)
バッテリ駆動レール研磨機
トラクションモーターを有する少なくとも1つの推進車(10)と、作業用電動機を有する少なくとも1つの作業車(100)と、を有するレール車両編成(2)。エネルギー貯蔵ユニット(18)が、トラクションモーターおよび作業用電動機に動力を提供するために車両編成に設けられる。このエネルギー貯蔵ユニットは、車両編成の作業モード、移動速度および曲線特性ために十分な動力を提供する。このエネルギー貯蔵ユニットを使用することは、安全面、環境面および動作面において有益である。 (もっと読む)
レール研磨機
【課題】軽量で、効率よく作業を行うことが可能なレール研磨機を提供する。
【解決手段】レール11の腹部11aを研磨するレール研磨機10であって、充電式の研磨機本体15と、研磨機本体を支持するとともに、レールに取付可能に構成された台座13と、研磨機本体に着脱自在に取り付けられる砥石17と、を備えている。
(もっと読む)
車両走行路面研削方法及び該研削方法の実施に用いる研削個所マーキング用治具
【課題】 研削作業に要するコストと作業時間を削減できるようにする。
【解決手段】 凹凸が存在する走行路面8に、3m以上の長さ寸法を有し且つ下端面が平坦な研削個所マーキング用治具17を車両走行方向に沿わせて載置した後、研削個所マーキング用治具17を走行路面8に押し付けながら長手方向に所要のストロークで往復移動させて走行路面8の凸部8aに接触傷を生じさせる。次いで、走行路面8の接触傷が付いた個所と、その車両走行方向両側の所要の領域をグラインダにより研削する。その後、走行路面8に載置する研削個所マーキング用治具17の下端と走行路面8の凹部8bとの隙間が所定の許容量以下になるまで、研削個所マーキング用治具17により走行路面8へ接触傷を付ける作業と、走行路面8の接触傷が付いた個所及びその車両走行方向両側の所要の領域をグラインダにより研削する作業とを繰り返し行わせる。
(もっと読む)
幾何的に規定された切刃による被加工物の切削加工のための方法および装置
被加工物(3)、特に軌道のレールを切削加工するために、少なくとも1つの幾何的に規定された切刃(2)が、軸線の周りの軌道上を移動する方法、および被加工物(3)、特に軌道のレールを切削加工するための幾何的に規定された切刃(2)を備えており、回動するように駆動可能な支持体(4)を備えており、切刃(2)が保持具(5)を用いてこの支持体に配置されている装置。  (もっと読む)
(もっと読む)
レール削正装置、レール削正方法及びレール削正車
【課題】砥石片の交換作業が容易になり低コストで簡単な構造によって削正痕に起因する転動騒音を低減することができるレール削正装置、レール削正方法及びレール削正車を提供する。
【解決手段】移動装置15,16の流体圧回路15c,16cを制御装置24が動作制御して、頭頂面R1に砥石片6が所定の姿勢で接触するまで流体圧回路15c,16cがシリンダ部15a,16aに作動流体を供給又は排出する。次に、駆動装置7の駆動力発生部10を制御装置24が動作制御して、回転体8Aの原動軸8aを駆動力発生部10が回転駆動すると、回転体8A〜8Dが回転して巻き掛け部材9が移動し、頭頂面R1と接触した状態で砥石片6がレールRの長さ方向に連続して移動する。その結果、レールRの頭頂面R1を砥石片6が所定長さ連続して削正し、波状の凹凸の削正痕に起因する転動騒音の発生が低減する。
(もっと読む)
列車用レールの遊間改造方法
【課題】 敷設状態にある既存レールを撤去せず、そのまま直接加工するようにして迅速且つ高精度に施工することができ、充分な安全性を確保した上で車走行中の騒音および振動を確実に防止可能とする新たなレール加工技術を提供する。
【解決手段】 敷設済み既存レール1,2の遊間3に熔接用スペーサー4を装着(A)してヘッド12,22端間だけに熔融鉄5を注入して一体的に連結(B)されたものとなし、先の熔接用スペーサー4を取り除(C)くと共に、熔接による肉盛り部分51を平滑面仕上げ(D)した後、ウェブ10,20端間間隙である平面矩形仮想空間30の対角線31上か、またはレール1,2軸心7に対する平面内角度がその対角線31よりも鋭角θであって25°程度の範囲内となる仮想線32上かの何れか線上で垂直方向に切断加工(E)した、列車用レールの遊間改造方法である。
(もっと読む)
レールフロー補修方法、レールフロー削正装置、及び補助具
【課題】レールフローを削正して補修した部分の耐久性を向上させること。
【解決手段】継目面11cからレールフロー11dの幅以上の厚さの回転型のカッタを用いて、レール11のない位置にて、カッタの下端をレール11の頭部上面からレールフロー11dの深さ以上の深さに設定し、かつ、カッタの側壁面を継目面11cと同一面に設定し、カッタの下端を一定高さに保ちながら継目面11cに沿ってレール11の頭部を横断するようにカッタを送ることによってレールフロー11dないし絶縁材12を削除して削正溝13を形成する削正工程と、補修プレート14を削正溝13に挿入して、接着剤15を用いて補修プレート14を削正溝13に接着して補修する補修工程と、を含む。補修工程では、接着後、レール11からはみ出した補修プレ−ト14の不要部14aを削除する。
(もっと読む)
レール削正装置の制御装置及びレール削正車
【課題】レール削正痕に起因する特定の周波数における騒音を低減することができるレール削正装置の制御装置及びレール削正車を提供する。
【解決手段】制御装置12は、レール削正装置6の削正動作を制御する。記憶部12aは、走行区間毎の列車速度/騒音周波数情報を記憶している。制御部12dは、レール削正後の削正痕によって発生する所定の周波数帯域の騒音が低減するように、レール削正装置6の削正動作を制御する。制御部12dは、削正痕がレール長さ方向に不均一な間隔でレール表面に形成されるように、レール削正装置6の移動速度又は回転砥石6aの回転数を可変制御する。制御部12dは、例えば、削正痕に起因する特定の周波数帯域の騒音を低減するために、この周波数帯域の騒音が騒音レベルで大きく減衰するような周波数帯域(例えば、A特性音圧レベルで高い周波数帯域)に移行させる。
(もっと読む)
路面電車の溝付きレールの摩耗部補修個所の削正装置
【課題】 路面電車の敷設した溝付きレールの、電車の車輪のフランジによる摩耗個所の補修部分の削正に好適な装置を提供する。
【解決手段】 溝部Rcを介してガイド部Rbと本体部Raを長手方向に沿って備えた、路面電車用の溝付きレールRの前記本体部Ra上を転動する前後それぞれ一対の車輪によって移動する装置基枠に、ユニット主体3Aに駆動手段によって回動する砥石4を設けた砥石ユニット3を、前記砥石4が前記本体部Raの前記溝部Rc側の内側面に対して接離調節自在にして搭載する。また、下端に前記内側面に相対する、前記溝部Rcの、前記ガイド部Rb側の内側面に沿って転動する案内ローラを設けた支持杆21の上端部を、前記ユニット主体3Aに支軸20で揺動自在に枢着する。
(もっと読む)
レール削正器
【課題】 人為的に搬送可能で、現場の状況に応じた局所的で最適な削正作業を実現できるレール削正器を提供する。
【解決手段】 レール長手方向の両端部でレールに固定される保持フレーム1と、保持フレーム1に保持されて往復運動する装置本体部4と、装置本体部4の動作を制御する制御部5とを備える。装置本体部4には、レール踏面を削正する砥石を回転させる砥石モータM3と、装置本体部4の往復運動を実現する移動用モータM2と、砥石モータM3をレール踏面に向けて昇降させる切込み用モータM1とが設けられる。制御部5には、移動用モータM2及び切込み用モータM1によって実現される砥石の切込みパターンが登録されており、この切込みパターンに基づいて、砥石を回転させつつ所定の削正区間を往復することで削正作業を完了させる。
(もっと読む)
レール自動加工システム
【課題】 安全で、保管用の敷地が広大でなく、効率よく加工できるレール自動加工システムを提供すること。
【解決手段】 レール自動加工機1とレール貯留機2a、2b、2cを直線状に配し、レール搬送装置3はレール貯留機とレール自動加工機の両側部近傍に敷設されたガイドレール9、9に沿ってレール貯留機とレール自動加工機との間を自在に移動することができる。システム制御装置4からの指示に従ってレール貯留機2a、2bまたは2cに貯留された被加工レール6をレール搬送装置3のレール把持機構5で把持してレール自動加工機1まで搬送し、レール自動加工機1に記憶された加工プログラムに従って被加工レール6を所定形状に加工する。加工完了の信号を受けたシステム制御装置4からの指示に従って加工済みレールをレール搬送装置3のレール把持機構5で把持してレール自動加工機1からレール貯留機2a、2bまたは2cまで搬送する。
(もっと読む)
ろう付けレール及びレールへのろう付け方法
【課題】レールに形成した溝部へのろう付け作業の簡略化、効率化を図りながら、より確実に車輪と接触が可能な黄銅ろう付けレールの構造を得るためのレールへの黄銅ろう付け方法を提供する。
【課題を解決するための手段】レールへのろう付け方法であって、レール踏面に長手方向に沿ってU字溝3を形成する溝部形成工程と、該U字溝3にガス火炎で溶融させた黄銅ろう(ろう材)を前記レール踏面より高く盛り上げて充填するろう付け工程と、前記黄銅ろうの盛り上げ部分(盛り上げ部7a)を列車通過時の車輪により潰すことで、黄銅ろう(ろう材)が広い面積でレール踏面と接触させる押潰工程とを具備することを特徴とする。
(もっと読む)
走行レール研磨装置
【課題】簡単な構成で敷設後の走行レールの上面を研磨することができる走行レール研磨装置を提供する。
【解決手段】スタッカクレーンの下部フレームにベース板11を固定し、砥石支持部12内に挿入された砥石13の上面をバネ21により下方へ付勢して砥石13の下面を走行レール2の上面に押しつけ、この状態で、走行レール2に沿ってスタッカクレーンを一定の速度で走行させることにより、走行レール2の上面を研磨する。研磨の実施に伴って砥石13がすり減った場合には、バネ21の長さが設定値となるまで調整ボルト23を回してバネ保持板18を下方へ移動させたところで保持板固定用ボルト19を締めてバネ保持板18を固定する。これにより、再び砥石13を走行レール2の上面に対して所定の押圧力で押しつけた状態で研磨を行うことができる。
(もっと読む)
1 - 17 / 17
[ Back to top ]