
Fターム[2E035CA03]の内容
枠又はウィング用のかど部の接続 (723) | 枠材の配置 (109) | かど (100) | 留め (17)
Fターム[2E035CA03]に分類される特許
1 - 17 / 17
化粧材の製造方法
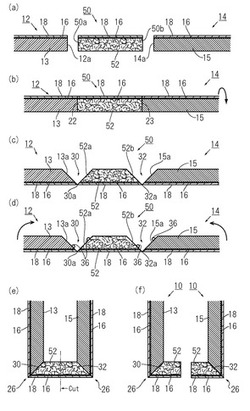
【課題】角部の両側で板厚や材質を自由に選択して異ならせることができ、より少ない手間で数多く製造することのできる化粧材の製造方法を提供する。
【解決手段】表面を面一とした状態で、第1および第2板材12、14の側面12a、14aを、第3板材50の両側面50a、50bにそれぞれ当接させ、裏面から、第1板材12と第3板材50との当接面22にその溝底部30aが一致した状態でV字状の第1溝30を形成するとともに、第3板材50と第2板材14との当接面23にその溝底部32aが一致した状態でV字状の第2溝32を第1溝30から離間した位置に形成し、両溝30、32を閉じて互いに固着させ、然る後、第3板材50を両溝30、32間で切断することにより、上記課題を解決することができる。
(もっと読む)
カバー枠

【課題】 コーナー部の連結強度が高く、しかも枠材とコーナー部材とを固定しているネジが外部に露出しないカバー枠の提供。
【解決手段】 コーナー部材1,1,1,1と、コーナー部材を介して四周枠組みした枠材2,2,2,2とを備え、枠材2は、内周側及び外周側壁3,4と、内周側壁と外周側壁を屋外側で繋ぐ見付け壁5とを有し、躯体側が開放した形状をなしており、外周側壁4に躯体16との固定部24を有し、内周側壁3と外周側壁4の内面にコーナー部材の係合部6,7を有し、見付け壁5より屋内側に突片8を有し、コーナー部材1は、枠材2の内周側と外周側の係合部6,7に係合すると共に、屋内側から突片8に挿入したネジ9で枠材2と固定してある。
(もっと読む)
窓枠部材接合方法
【課題】溶着面にずれが発生する、縦及び/又は横窓枠部材の側面に擦傷が生成される等の問題を発生せしめることなく、合成樹脂製縦窓枠部材と合成樹脂製横窓枠部材とを接合する方法を提供する。
【解決手段】第一のクランプ手段から縦窓枠部材26を開放すると共に第二のクランプ手段4から横窓枠部材28を開放する開放工程において、第一のクランプ手段における一対のクランプ部材の一方8を他方6から離隔する片側クランプ開放と第二のクランプ手段における一対のクランプ部材の一方18を他方16から離隔する他側クランプ開放とを、同時ではなくて片側クランプ開放段階と他側クランプ開放段階とのいずれか一方を遂行した後に他方を遂行する。
(もっと読む)
枠体の製造方法、障子、および、建具
【課題】基材と、基材とは異なる種類の熱可塑性樹脂とを積層した枠材をより高強度に溶着することが可能な枠体の製造方法等を提供する。
【解決手段】室内外の境界に設けられ、熱可塑性樹脂でなる複数の枠材を、互いに異なる前記枠材の端部同士を突き合わせて溶着して矩形状に枠組みした枠体の製造方法であって、前記枠材は、基材と、前記基材の外側に設けられ当該基材より溶着強度が低い表材と、を有し、前記枠材の端部同士が溶着された接合部の断面において、前記表材が接合されている領域より前記基材が接合されている領域の方が広い。
(もっと読む)
枠体の製造方法、障子、および、建具
【課題】意匠性に優れ、高い接合強度を確保することが可能な枠体の製造方法等を提供する。
【解決手段】室内外の境界に設けられ、熱可塑性樹脂でなる複数の枠材を、互いに異なる前記枠材の端部同士を突き合わせて接合して矩形状に枠組みした枠体の製造方法であって、前記枠体の外周部は、室内側または室外側に露出する露出面と、室内側および室外側に露出しない非露出面と、を有し、前記端部が互いに加熱されて溶融された後に、前記枠材の端部同士を突き合わせた際に、前記露出面に金型を当接させて、溶融された部位を前記露出面の裏側に誘導させ、前記非露出面には金型を当接させずに、溶融された部位を誘導することなく、前記枠材の端部を接合する。
(もっと読む)
建具
【課題】枠と内装材との接合部を覆う部位が、開口に対して異なる位置に設けられた2つの枠を、美観を損なうことなく覆うことが可能な建具を提供する。
【解決手段】両端部を斜めに切断した4本の枠を、互いの端部同士を突き合わせて接合し内側に開口が形成された矩形状の枠体を有する建具であって、各々の前記枠は、室内側に突出されて内装材の端部を覆う内装材覆い部を有しており、隣接して接合された2本の前記枠のうちの一方の前記枠の前記内装材覆い部は前記開口の縁部に設けられ、他方の前記枠の前記内装材覆い部は前記開口の縁部より外側に配置され、前記他方の枠の前記内装材覆い部に固定され、前記一方の枠の前記内装材覆い部との間を覆うための中継覆い部材を有する。
(もっと読む)
枠部材の連結構造、扉及び収納家具
【課題】1対の中空の枠部材21V,21H同士を、各々の傾斜先端面24,24を突き合わせた状態で直角に折れ曲がるように連結する連結構造として、枠部材21V,21Hの色や断面形状が複数種類あっても、それらを共通のコーナ部材30を用いて連結でき、生産効率の向上及びコストダウンを図る。
【解決手段】折曲がり角部31を中間部に有するコーナ部材30の両側脚部32,32をそれぞれ各枠部材21V,21Hの内部に先端面24から嵌合して両枠部材21V,21H同士を連結するとともに、コーナ部材30とは別体でその折曲がり角部31周りに配置された接続部材42を両枠部材21V,21Hの先端面24,24間に挟持する。
(もっと読む)
ドア枠における横枠材と縦枠材の連結構造
【課題】
ドア枠の組み立て作業を、仕上がり精度を落とすことなく、効率よく行うことができ、かつ、溶接焼けがドア枠表面に生じない枠材の連結構造を提供する。
【解決手段】
下枠2の長さ方向端部には突片24,25が突成され、縦枠3,4には前記突片が挿入される挿入溝37,38,47,48が形成され、前記突片の基端側には嵌合溝Sが形成されており、挿入溝に挿入された突片24,25は、挿入溝の溝幅方向に移動することで嵌合溝Sが挿入溝37,38,47,48の端縁に嵌合可能である。嵌合溝Sと挿入溝37,38,47,48の端縁との嵌合状態において、突片24,25の先端部を縦枠3,4の外側に位置する片に溶接した。
(もっと読む)
ドア枠における横枠材と縦枠材の仮連結構造及び当該仮連結構造を利用したドア枠構造
【課題】
ドア枠の組み立て作業を、仕上がり精度を落とすことなく、一人で効率よく行う。
【解決手段】
横枠材1,2の長さ方向端部には突片15,16,24,25が突成され、縦枠材3,4には突片が挿入される挿入溝35,36,37,38,45,46,47,48が形成され、突片15,16,24,25の基端側には、挿入溝の溝幅方向に延びる嵌合溝Sが形成されている。挿入溝35,36,37,38,45,46,47,48の溝幅方向の端縁が、嵌合溝Sが嵌合する被嵌合部を形成しており、前記挿入溝に挿入された当該突片は、前記挿入溝の溝幅方向に移動することで、前記一方の枠材の突片の嵌合溝と前記他方の枠材の挿入溝の溝幅方向の端縁とが嵌合状態にある。
(もっと読む)
ドア枠における横枠材と縦枠材の連結構造
【課題】
傾斜縁が形成された見付面を有する枠材から構成されるドア枠の組み立て作業を、仕上がり精度を落とすことなく、効率よく行うことができるドア枠における横枠材と縦枠材の連結構造を提供する。
【解決手段】
ドア枠の横枠材1,2、縦枠材3,4の見付面11,31等の長さ方向端部は傾斜縁11A,31A等に形成されており、一方の枠材の長さ方向端部には突片15,16等が突成され、他方の枠材には前記突片が挿入される挿入溝35,36等が形成され、一方の枠材において、突片の基端側には、挿入溝の溝幅方向に延びる嵌合溝Sが形成されている。挿入溝に挿入した突片の嵌合溝Sと挿入溝の端縁との嵌合状態において、一方の枠材の見付面の傾斜縁と他方の枠材の見付面の傾斜縁とが面一で突き合わされており、その裏面側を溶接してなる。
(もっと読む)
合成樹脂製サッシ
【課題】障子の各框を熱溶着で連結することで框体とすることができること、上枠、下枠、縦枠と上框、下框、戸当り框の見付け方向の重なり寸法を大きくできること、内観の見栄えが良いこと、召合せ框の見付け方向外端部に施錠部材をカバー材を用いずに取付けできることを満足した合成樹脂製サッシとする。
【解決手段】上框と下框と戸当り框を、本体と、その本体の見付け方向外端面に設けた外向突部を有する形状とし、召合せ框は前述の本体のみの形状とし、この召合せ框の端面と上框、下框の本体の端面を熱溶着で連結し、召合せ框の見付け寸法を小さくして内観の見栄えを良くすると共に、召合せ框の見付け方向外端部を平坦面として施錠部品をカバー材を用いずに取付けできるようにする。
(もっと読む)
グレージングチャンネルを備えるパネル
【課題】グレージングチャンネルが信頼性よく安定して装着されるとともに、装着において生産性に優れるグレージングチャンネルを備えるパネルを提供する。
【解決手段】面材であるパネル2と、断面が凹状でパネルの外縁に沿って該パネルに嵌合されて取り付けられるグレージングチャンネル10、20とを有し、グレージングチャンネルの端部同士が超音波溶着されていることを特徴とする。
(もっと読む)
接合構造、建具および建具の製造方法
【課題】比較的簡単な構造により所定の接合強度が確保できる接合構造、建具および建具の製造方法を提供すること。
【解決手段】枠材における第1対向片部16を接合ブロック12に係合させることにより、接合ブロック12の内片部12Bを第2対向片部17のリブ21に押圧状態で当接させることで、第2対向片部17や接合ブロック12に多少の歪みがあったとしても、リブ21の位置で確実に当接させることができ、これにより接触位置のばらつきを防止して所定の接合強度を確保することができる。さらに、接合ブロック12がリブ21に当接することで、内片部12Bの全面で当接するよりも面積当たりの押圧力を高めることができ、摩擦力を大きくして接合強度を向上させることができる。
(もっと読む)
フレームの角の接続構造
【課題】 接続部品が扉の意匠性、美感を損なわせることを防止し、また専用の工具を必要とすることなく、簡単、迅速に扉等を、製造できるようにする。
【解決手段】 縦枠材1と横枠材2の枠内に臨む面に、溝1a、2aをコーナー側の端面から長手方向に沿って形成する。接続部品3を、縦枠材1と横枠材2に跨ってコーナーに内蔵させる本体部311と、この本体部311と共にコーナーの溝1a、2a内に配置させて縦枠材1と横枠材2とを本体部311を介して継ぐ一対の腕部材312とで形成する。腕部材312の先端部3cを、溝1a、2a内の係合部5に係合させて縦枠材1と横枠材2とを鉤形に接続する。本発明は、接続部品3を、上記と同様の第1の接続部品31と、他の構成の第2の接続部品32とで構成し、扉枠4の3箇所の角に第1の接続部品31を、残りの角に第2の接続部品を配置して実現するのでも良い。
(もっと読む)
扉体支持装置
【課題】 合理的に構成された扉体支持装置を得ること。
【解決手段】
ピン100を用いて扉体200を支持体300に支持する扉体支持装置において、扉体は、ボルト410,420にて複数の枠部材210,220,230,240を固定してなるものであり、ボルト410には、その螺入方向と平行な第1孔部411を設け、ピンは、第1孔部に挿入し、ピンの先端は、第1孔部から支持体に向って突出するものとし、枠部材210には、ピンを第1孔部へと導くガイド部211と、第1孔部に挿入したピンを固定する固定手段とを設け、支持体には、ピンの先端を挿入する第2孔部301を設けた。
(もっと読む)
木質系部材の接合方法
【課題】 コストの削減を図りつつ、十分な接合力及び強度を得ることができ、しかも部材同士の接合作業を簡単に行える接合方法を提供する。
【解決手段】 横枠材10の端面11に有底ビス孔15を設け、縦枠材20に内側面21から外側面22にかけて貫通する貫通ビス孔25を設け、筒状の位置決めガイドスリーブ30を、その一半部31が有底ビス孔15に挿着されるとともに、他半部32が貫通ビス孔25に挿通状態に配置され、その状態で、ビス40の軸部41を、貫通ビス孔25及び位置決めガイドスリーブ30の筒孔に挿通して、横枠材10における有底ビス孔15の底部にねじ込むことにより、両枠材10、20を互いに圧接した状態に固定する木質系部材の接合方法。
(もっと読む)
貯蔵庫の扉構造
【課題】各枠部材の間に隙間が生ずるのを防止し得る貯蔵庫の扉構造を提供する。
【解決手段】ガラス板18の上下方向に延在する端縁に取付けられる縦枠部材20と、ガラス板18の左右方向に延在する端縁に取付けられる横枠部材とを連結部材41を介して固定する。ここで、連結部材41における縦横の枠部材20に固定される第1および第2連結部43の夫々を、ガラス板18に向かうにつれて庫外側から庫内側に傾斜するよう形成し、該第1および第2連結部43と縦横の枠部材20とを固定した際に、各枠部材20が連結部43の傾斜に沿って庫外側から庫内側に傾斜して、各枠部材20の接合部位に隙間が生じないよう構成した。
(もっと読む)
1 - 17 / 17
[ Back to top ]