
Fターム[2F062FF05]の内容
機械的手段の使用による測定装置 (14,257) | 走査 (1,305) | 走査方向 (1,174) | 検出部が移動するもの (846) | 三次元 (208)
Fターム[2F062FF05]に分類される特許
201 - 208 / 208
表面測定用プローブの使用法
測定用プローブが取り付けられる機械を用いて人工物を計測する方法。この方法は、以下のステップ、人工物の表面上の1つ以上の地点の近似的な位置を決定するステップと、この近似的な位置を用いてプローブおよび人工物のうちの少なくとも一方をそのプローブおよび人工物における所望の1つ以上の相対位置に移動させるステップと、該位置において人工物の表面上の地点の1つ以上の表面計測値を取得するステップであって、1つ以上の表面計測値が取得される間、そのプローブと人工物との間の相対移動がないステップと、その計測値からのデータを用いて、動誤差が実質的に低減されるその表面上の1つ以上の地点の位置を決定するステップと、を有する。 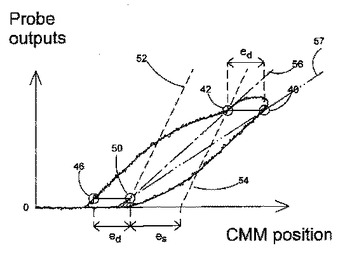 (もっと読む)
(もっと読む)
三次元形状測定装置の基準板支持構造
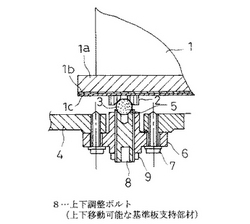
【課題】 光学部品や金型等の被測定物の位置情報を超高精度に得る三次元形状測定装置において、基準板へ溝や窪みを形成することなく、平面精度を向上でき、また基準板装着後の平行度調整が容易にできる基準支持構造を提供する。
【解決手段】 基準板1と金属球3の間に、球側では逆円錐形状の切欠部で接し、基準板側では平面で接する中間支持部材2を介在させることで、基準板1への溝や窪みの形成を無くし、平面精度を向上できるようにした。また、円錐形状の切欠部5を有する上下調整ボルト8を保持台4に着脱可能な基準板支持部材6内に取付けることで、金属球3と中間支持部材2を同時に上下調整し、基準板装着後の平行度調整を容易に行えるようにした。
(もっと読む)
座標測定機械
本発明は測定対象物の表面における多数の点の座標を検出する座標測定機械であって、その座標を検出すべき対象物を支持する支持テーブル(10)の表面の上方で測定ヘッド(7)を支持している支持梁(1)を含み、該座標測定機械は個別に製造されたユニットであって、少なくとも支持梁(1)と、測定トロリー(2)と、測定ヘッド(7)を含むユニットから構成されており、前記支持梁(1)は該支持梁に沿って移動可能であるように配置されている測定トロリー(2)を支持しており、前記測定トロリー(2)の方は前記測定ヘッド(7)を支持している座標測定機械に関するものである。本発明による座標測定機械は前記ユニット(1,2,7)が個々に較正されており、前記測定トロリー(2)が前記測定ヘッド(7)および前記支持梁(1)のための機械的(6,12)および電気的(13)の双方の取り付け点を含み、前記機械的な取り付け点が、個別に製造された前記ユニットが座標測定機械に簡単に接合可能であるように相互に接合されたときに幾何学的変形が何ら発生し得ないように設計されていることを特徴とする。  (もっと読む)
(もっと読む)
ワークピースの座標を確定するための方法
本発明は、ワークピース(9)に対して不動に位置決めされている第一座標系を固定すること、 ワークピース(9)の第一座標を、第一座標測定装置(3)を使用することにより測定すること、 ワークピース(9)の第二座標を、第二座標測定装置(5)を使用することにより測定すること、そして 第一座標と第二座標から、共通の座標組を、ワークピース(9)に不動に位置決めされた座標系に対する第一座標系においてあるいは第二座標系において作ることを特徴とするワークピース(9)の座標を確定するための方法に関する。特に多数のワークピース(9)の座標はワークピース(9)の製造工程および/または加工工程の最中および/または後に確定することができる。さらに本発明はワークピース(9)が両座標測定装置(3,5)を用いた測定の間に位置および/または姿勢が変化する場合にも関する。 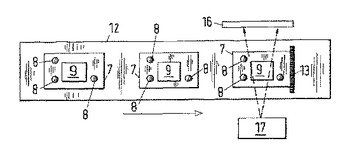 (もっと読む)
(もっと読む)
座標位置決定装置の較正のための方法
座標位置決定装置によって対象物の測定を行う方法にあって、前記座標測定機械の作業容積内に前記対象物を配置するステップと、ワークピース接触プローブにより前記対象物を測定するステップであって、複数のプローブ力で収集された測定データを作成するステップと、前記対象物の表面の少なくとも1つの位置について、前記測定の誤差データを前記プローブ力に関連付ける関数またはルックアップテーブルを決定するステップと、前記対象物の表面の前記少なくとも1つの位置について前記関数またはルックアップテーブルを使用し、前記プローブ力がゼロであるときに対応した測定データを決定するステップと、前記プローブ力がゼロであるときに対応した測定データを前記対象物の測定値として出力するステップと、を具える。
 (もっと読む)
(もっと読む)
関節プローブヘッドを持つ座標測定機の誤差補償方法
面検出デバイスを有した関節プローブヘッドを備えた座標位置決め装置を用いて行われる測定の誤差補償方法を提供する。前記面検出デバイスは測定の間前記関節プローブヘッドの少なくとも1つの軸回りに回転する。そして、前記補償は、前記装置の全体または部分の剛性を決定する工程と、特定の時点に前記関節プローブヘッドによって加えられる前記負荷に関連した1つまたはそれ以上の要因を決定する工程と、前記負荷によって生じる前記面検出デバイスにおける測定誤差を前記工程(a)および(b)を用いて決定する工程と、有する。
 (もっと読む)
(もっと読む)
工作機械用測定方法
工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
 (もっと読む)
(もっと読む)
改良版可搬型座標計測機
複数個の腕セグメントをジョイントにより連結して構成した関節腕を有する可搬型座標計測機において、関節腕を構成するジョイントアセンブリを、1個又は複数個の読取ヘッドと、ジョイント内に配置されその特性を計測可能な周期パターンを有するパターン部と、このパターン部に対して相対回転するようジョイント内に配置され当該パターン部に反応する1個又は複数個(できれば5個)の(例えば接近度)センサと、を有する構成とする。
 (もっと読む)
(もっと読む)
201 - 208 / 208
[ Back to top ]