
Fターム[2F069AA13]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 位置;座標 (1,122) | 特殊なもの (146) | 中心 (53)
Fターム[2F069AA13]に分類される特許
1 - 20 / 53
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
3次元寸法測定方法

【課題】タービンロータやタービンケーシングの寸法を、短時間に、高精度で、特別な能力を有することなく測定することが可能な寸法測定方法を提供する。
【解決手段】上記目的を達成するために、本発明は、計測対象を、円筒、平面、および、曲面形状に分割し、円筒、平面、および、曲面形状を含む全体形状をレーザ式3D計測機で、円筒、および、平面形状をレーザ追尾式ハンディー接触式計測機で、また、局所的な曲面形状をレーザ追尾式ハンディー非接触式計測機により用いて計測する。この際、円筒、および、平面形状は、N点計測した結果から求めることで、少量の取得データから形状を測定することが可能となり、データ取得時間のみならずデータ処理時間も大幅に短縮する。
(もっと読む)
測定方法、測定装置及びプログラム
【課題】被測定面の形状測定に有利な技術を提供する。
【解決手段】円形外形の被測定面の形状を測定する測定方法であって、被測定面を保持するステージをステージ回転軸を中心として回転させ被測定面の複数の部分領域のそれぞれを測定装置の視野に位置決めし(S304)、部分領域のそれぞれを測定して形状データを取得する取得ステップ(S306)と、部分領域のそれぞれの形状データから被測定面の形状を算出する算出ステップとを有し、輪郭部分領域のそれぞれについて被測定面の中心の位置を求める第1ステップと、被測定面の複数の中心の位置から回転する被測定面の回転の中心である回転軸の位置を求める第2ステップと、第2ステップで求めた回転軸の位置及び複数の部分領域のそれぞれを位置決めする際のステージの回転角度を用いて、複数の部分領域のそれぞれの形状データをつなぎ合わせて被測定面の形状を求める第3ステップ(S314)とを有する。
(もっと読む)
形状測定用測定子の校正方法
【課題】被測定物を取り付けるための回転テーブルの中心位置に測定子の中心が届かなくても、その被測定物の形状を測定する測定子を、高精度に校正することができる形状測定用測定子の校正方法を提供する。
【解決手段】回転テーブル11上のワークの形状を測定する測定子22の校正方法において、校正用の基準円筒30を、軸間距離Lに位置するテーブル回転軸C周りに旋回可能に設け、測定子22の半径r、基準円筒30の半径R及び旋回角度αtに基づいて、測定子22の理論中心位置OL,ORを設定し、この理論中心位置OL,ORに位置決めした測定子22と、旋回角度αtに旋回させた基準円筒30とが接触する理論接触位置及び実接触位置を求め、これらの間の旋回角度誤差、軸間距離L、測定子22の半径r、基準円筒30の半径Rに基づいて求めた位置誤差に応じて、測定子22を校正する。
(もっと読む)
3次元測定方法
【課題】 被測定物の形状を高精度で測定する3次元測定方法を提供する。
【解決手段】 ウエーハ上のアライメントマーク29の高さに合わせて、カメラ8のフォーカス高さをZ2軸ステージ9により調整する。このフォーカス高さに合わせて校正用アライメントマーク10の高さをZ3軸ステージ11により調整する。この状態で、校正用アライメントマーク10の中心位置を、カメラ8とプローブ1にて測定し、この2つのカメラ8とプローブ9の距離オフセット(Xo,Yo)を高精度に求める。このオフセットを用いて、カメラ8で測定したウエーハ上のアライメントマーク29の座標を、プローブ1の座標系に高精度に変換する。プローブ9でウエーハ上のレンズを測定すれば、ウエーハ上のアライメントマーク29位置を基準で高精度にレンズ中心を求めることができる。
(もっと読む)
測定用工具を合わせるための工具ホルダ、測定装置、及びその測定装置の校正方法
【課題】改良した校正機構によって工具ホルダでより正確な校正を行うことができる測定装置につき、当該測定装置で測定される工具を合わせるための工具ホルダを提供する。更に、そのような測定装置と、その測定装置の校正に適した方法を提供する。
【解決手段】測定装置で測定される工具を合わせるための工具ホルダは、当該工具ホルダの垂直軸を規定する対称軸22を有する固定可能な本体20と、当該工具ホルダに取り付けられる工具用に規定された工具のゼロ点23と、前記工具の前記ゼロ点23から所定の水平距離及び所定の垂直距離を隔てた校正機構24と、を備え、前記校正機構24は、前記工具の前記ゼロ点23を含む垂直線の所定高さに半円状外縁部を備え、前記半円状外縁部の中心角が135°を上回るように構成されている。
(もっと読む)
計測点からの円筒情報の抽出方法
【課題】
本発明の課題は、円筒表面の計測点から円筒データを確実に作成できると共に、高精度な近似が可能な計測点からの円筒情報の抽出方法を提供することにある。
【解決手段】
上記課題を解決するために、本発明では、最初に計測点から球の中心を定め、次に、球の中心を円筒の仮中心点とし2つの角度を変化させて投影方向を定めて計測点を投影し、円周と投影した計測点の距離の二乗の総和が最小になる角度を選択し、次に、当該角度を収束計算で精度向上させ、最後に、精度向上させた角度、仮中心点を当該角度で投影した値を円筒中心の初期値とし、円周と投影した距離の二乗の総和が最小になる角度および円の中心点を定めることによって、短時間で精度の良い円筒の半径、中心、中心軸を得ることを特徴とする。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
情報処理装置およびその動作方法
【課題】 従来技術によると、髪の色の異なり等によって、音源(口唇)の位置を推定できない場合がある。
【解決手段】 上記課題を解決するために本発明に係る情報処理装置は、三次元の領域内に存在するオブジェクトと、基準となる面との距離を示す距離画像を取得し、前記距離画像に基づいて、前記距離が極値となる前記領域内の第1の位置を特定し、前記第1の位置から、前記オブジェクトが存在している方向に所定距離離れた第2の位置を特定し、前記第2の位置に基づいて、音源の位置を決定する。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
位置計測方法、位置計測システム、及びプログラム
【課題】トータルステーションと比して簡易な装置を用いて、リアルタイムで被計測物の特徴点の位置を計測できる位置計測方法、及び位置計測システムを提供する。
【解決手段】円柱体であるターゲット30の中心位置を計測する位置計測方法であって、レーザ光をターゲット30上で走査してターゲット30上の複数の計測点までの距離を計測するLRF20から、ターゲット30上における複数の計測点の位置情報を取得するステップと、ターゲット30上における複数の計測点の位置情報と、既知情報であるターゲット30の円周面30B上の円弧部及び中心位置の情報とに基づいて、ターゲット30の中心位置を推定するステップと、を備える。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
レンズ中心厚測定器およびレンズ中心厚測定方法
【課題】形状や厚みが異なる種々の被検レンズのレンズ中心厚を、被検レンズの外観品質を低下させることなく正確に測定することが容易なレンズ中心厚測定器を提供すること。
【解決手段】測距用のセンサヘッド22a,22bを有する2台の非接触型測長計2a,2bと、これら2台の非接触型測長計それぞれのセンサヘッドを互いに対向させ、各センサヘッドの測定軸MA1,MA2を互いに一致させて支持する測長計支持部3Aと、センサヘッド間に設けられ、被検レンズL1の少なくとも光学中心Lc,Ldを露出させて且つ該被検レンズの光軸Lxを測定軸に一致させて該被検レンズを保持するレンズ保持部4Aとを用いてレンズ中心厚測定器1Aを構成する。
(もっと読む)
円筒形回転装置を測定して位置合わせする方法
本発明は、例えばキルンやドラムなどの円筒形又は他の回転対称形の回転装置を測定して位置合わせするための方法に関する。測定及び位置合わせの対象となる装置は、シェルと、少なくとも1つの支持リングとを有する。本発明による方法に関して重要なのは、回転装置が作動状態で回転しているときに、回転物体のシェルの表面上測定点が、同じ円周ライン上において、各支持リングの軸線方向両側で測定されることである。測定された点から回帰円が計算され、計算された円の中心点が決定され、各支持リングの両側で計算された円の中心点の間の直線とその中心点が決定される。シェルの中心線の基準直線が計算され、決定されたシェルの中心点を、計算された基準線へ移動させることによって、物体のシェルが真直ぐになるように位置合わせされる。  (もっと読む)
(もっと読む)
機械の誤差同定方法およびプログラム
【課題】2つ以上の並進軸と1つ以上の回転軸を有する機械において、回転軸に関する幾何誤差と並進軸に関する幾何誤差とをほぼ同時に同定する。
【解決手段】回転軸であるC軸等を複数角度に割り出してターゲット球12を複数箇所に位置決めし、位置計測センサによりターゲット球12の3次元空間上の中心位置を計測し、計測された複数の中心位置計測値を円弧近似し、近似された円弧の1次もしくは2次成分等からC軸等の中心位置の誤差および傾き誤差並びに並進軸であるX軸,Y軸等の傾き誤差を算出する。
(もっと読む)
車両のハンドルの舵角の中心位置を判定するための装置
【課題】車両の旋回走行状態下で、ハンドルの中心位置を確定する。
【解決手段】舵角センサの第2の信号(Z相)が所定値を有する範囲(201)の中心に対応する舵角位置(Z相中心)を算出する。1個のZ相中心が算出されており、Z相中心に対して設定された判定領域内に現在の舵角位置が入っており、車両の旋回方向が左または右と判断されたならば、該1個のZ相中心に対して右または左に、ハンドルの1回転分離れた舵角位置をハンドルの中心位置として判定する(第1の判定)。2個のZ相中心が算出されており、Z相中心に対して設定された判定領域内に現在の舵角位置が入っており、車両の旋回方向が左または右と判断されたならば、右または左にあるZ相中心に対応する舵角位置をハンドルの中心位置として判定する(第2の判定)。3個のZ相中心が算出されていれば、中央のZ相中心に対応する舵角位置をハンドルの中心位置として判定する(第3の判定)。
(もっと読む)
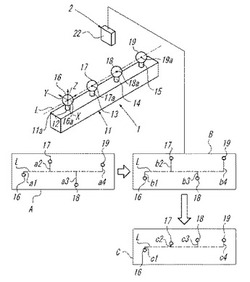
位置認識装置及び位置認識方法並びに位置決め装置
【課題】半導体ウエハの位置認識及び位置決めの精度を向上でき、信頼性を高めることができるようにすること。
【解決手段】位置認識装置11は、半導体ウエハWの端縁の位置を検出可能な複数のセンサa1、a2、b1、b2を備えた検出手段16と、半導体ウエハWと検出手段16とを直線方向に相対移動可能な移動手段17と、検出手段16の検出データから半導体ウエハWの中心位置を算出可能な制御手段18とを備えて構成されている。検出手段16は、前記相対移動する直線方向に対して直交する方向に、所定間隔を隔てて少なくとも4か所にセンサa1、a2、b1、b2が設けられている。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】インストルメントパネルの取付装置10は、ボディ14における対称位置で左右一対の車体側測定基準部120の車幅方向位置を計測する一対の第1変位計112と、車室内に搬入される前のインストルメントパネル24における対称位置で左右一対のインパネ側測定基準部122の車幅方向位置を計測する一対の第2変位計116と、第1変位計112及び第2変位計116によって得られる信号から、平面視のボディ中心位置C1及びインパネ中心位置C2を求める演算部134と、演算部134から供給される中心差ΔCに基づいてインストルメントパネル24の車幅方向位置を調整する調整手段85とを有する。
(もっと読む)
エンジンマウントの変位量計測方法
【課題】高速な振動現象の下にあっても、エンジンマウントのマウント軸として配設されるボルトの中心の3軸並進量、及び、該ボルトの3軸回転量を高精度に算出することができる、エンジンマウントの変位量計測方法を提供する。
【解決手段】ボルト12の一端に配設した検出体34の3次元座標をステレオカメラ33で計測することにより、ボルト12の中心Kの位置座標O及びボルト12の姿勢角を算出するカメラ計測工程と、ボルト12の一端に配設した加速度ピックアップ31で計測したボルト12の3軸加速度を二階積分することにより、ボルト12の3軸変位量を算出する加速度検出具計測工程と、ボルト12の姿勢角に基づいてボルト12の3軸変位量をカメラ座標系における変位量に変換する変位量変換工程と、ボルト12の中心Kの位置座標Oに基づいて加速度検出具計測工程において行う二階積分の初期値を修正する座標修正工程とを備える。
(もっと読む)
1 - 20 / 53
[ Back to top ]