
Fターム[2F069BB38]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 穴;凸部 (15)
Fターム[2F069BB38]に分類される特許
1 - 15 / 15
挿通孔の閉塞率評価システム、閉塞率評価方法及び閉塞率評価プログラム
【課題】蒸気発生器の挿通孔の閉塞率を容易に把握することができる閉塞率評価システム、閉塞率評価方法及び閉塞率評価プログラムを提供する。
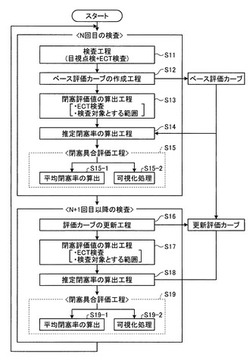
【解決手段】本発明の挿通孔の閉塞率評価システムは、伝熱管と、伝熱管を通すための挿通孔が形成された管支持板とを備え、挿通孔が伝熱管が挿入された際にその周方向に形成される複数の隙間部を有する熱交換器に適用され、管支持板は長軸と短軸との比率が1.0以上2.0以下となる範囲内で3次元で楕円形状の模式図で表示され、各々の管支持板は重ならないように直列に配置され、3次元の楕円形状で表示した模式図を挿通孔の閉塞率を調査して得られた挿通孔の閉塞率の値に応じて色分けして表示する可視化処理を有することを特徴とする。
(もっと読む)
多層構造において層を評価するための装置および方法

【課題】多層構造において層間ギャップを含む層を評価するための装置を提供する。
【解決手段】軸を横切って略整列した複数の縁部を呈する多層構造において、層間ギャップを含む層を評価するための装置10は、少なくとも1つのパラメータを検知するように構成された検知ユニット12、検知ユニットと結合されて、検知ユニットを軸に略沿って移動させるように構成された位置決めユニット14、ならびに位置決めユニット14および検知ユニット12の少なくとも1つと結合された制御ユニット16を含む。制御ユニット16は、検知ユニット12に電気信号を供給する。制御ユニットは16、検知ユニットが複数の縁部を過ぎて移動するとき、少なくとも1つのパラメータの変化を監視する。制御ユニット16は、少なくとも1つのパラメータの変化を使用して評価を行う。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
円形孔の内径測定装置と測定方法
【課題】測定対象物に形成された円形孔の内径を測定する技術を提供する。
【解決方法】内径測定装置10は、距離センサ12と、回転機構38と、コンピュータ20を備えている。距離センサ12は、円形孔34の内部に配置され、円形孔34の内壁までの距離を測定する。回転機構38は、円形孔34の軸36に対して角度θを成す基準軸32を中心に距離センサ12と測定対象物16を相対回転させる。コンピュータ20は、距離センサ12によって各方向で測定された距離データから、円形孔34の軸36に垂直な断面形状を特定する断面特定機能と、断面特定機能によって特定された楕円形状となる断面形状から、その短径を算出する短径算出機能を併せ持っている。内径測定装置10は、算出された楕円形状の短径を円形孔34の内径とする。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
銅充填後微孔の凹みまたは凸起の分析方法
【課題】本発明は、微孔(micro viaまたはlaser via)に銅を充填後の凹みまたは凸起の分析方法を開示する。
【解決手段】高さスキャン装置を利用して、プリント基板に銅を充填するステップを実施後に積層材料表面にできる銅めっき層の高さ分布を測定してから、各微孔の所在箇所の局部における銅被覆面積の複数個の高さ値を選択する。当該局部の銅被覆面積の該微孔周囲の複数個の高さ値を平均または計算して相対的標準高さを得、さらに該相対的標準高さと該微孔範囲内の銅被覆表面の各高さ値を比較して、その差の値を出す。それぞれの差の値の許容凹み量または許容凸起量を上回る累積数量が設定値を超えているか否かを計算する。超えていれば当該微孔範囲内の銅被覆表面に凹みまたは凸起欠陥があると判定する。
(もっと読む)
深穴測定装置および深穴測定方法
【課題】 真円度、真直度、直径、円筒度等の深穴精度の測定を行うことのできる深穴測定装置および深穴測定方法を提供する。
【解決手段】 本発明の深穴測定装置は、上記の課題を解決するために、被測定物である深穴の内部に設置された測定装置の回転の中心軸から被加工物の内壁までの半径方向の距離を測定する変位検出手段を回転可能に構成すると共に、この変位検出手段を含めた測定装置本体の回転角度、傾きを検出する。さらに、変位検出手段からの検出信号を用いて被測定物である深穴の真円度、真直度、直径、円筒度等の深穴形状精度を一度に演算して出力する手段を有する。
(もっと読む)
ワーク測定方法
【課題】 本発明の目的は、倣いプローブを用いて穴軸心などを測定する際に、高精度な測定を容易に行えるワーク測定方法を提供する。
【解決手段】 倣いプローブと移動手段とを備えた表面性状測定機を用い、測定部位近傍に位置決めする位置決めステップと、測定子がワークの測定部位に多点接触して測定する測定ステップと、離脱ステップと、測定ステップにおける変位成分が所定値以下となるまで測定を繰り返す再実行ステップと、測定値算出ステップと、を備えた。
(もっと読む)
パターン寸法計測方法およびパターン寸法計測装置
【課題】AFM型寸法測定機による寸法計測方法において、円柱形状のドットパターンや円柱穴形状のホールパターン等の非直線パターンの最大幅寸法を正確に計測するパターン寸法計測方法を提供するものであり、また、その計測方法を行い得るパターン寸法計測装置を提供する。
【解決手段】基板表面に垂直方向に励起振動する探針をカンチレバーに設けた原子間力顕微鏡で前記基板表面のパターンを寸法計測するパターン寸法計測方法において、前記探針の走査方向にほぼ垂直方向で、かつ前記基板表面に平行に前記探針を振動させて前記パターンのエッジを検出して寸法計測することを特徴とする。
(もっと読む)
3次元測定における穴位置測定方法
【目的】非接触式3次元測定において、定点を複数に変えて測定しなければならないため多くの手間がかかっていた穴位置の測定を一つの定点から測定できるようにする。
【構成】基準面1に設けられている穴2へ基準治具4の固定部11を予め嵌合する。基準治具4の上部には半球状の球面部3が設けられ、この球面部3の表面を定点Pより3次元測定器5で3次元測定する。この測定により得られた部分球面データ6に基づいて全球7を計算し、さらにこれを基準面1と同じ傾斜の投影平面8上へ投影円9を投影してその中心を二次中心O2とし、これにより穴位置を決定する。
(もっと読む)
位置合せ装置、エアマイクロ測定装置及び測定方法
【課題】位置合せ装置の位置合せ体をワークに対して容易に位置合わせさせることができる位置合せ装置を提供する。また、ワークに形成された孔又は穴の位置ずれ、及び該孔又は穴の軸線の傾き、及びワークの配置位置のずれに容易に対応することができるエアマイクロ測定装置及び測定方法を提供する。
【解決手段】エアマイクロ測定装置10は位置合せ装置11とエアマイクロメータ12とを備えており、該位置合せ装置11には、装置本体18と複数の連結部材19と位置合せ体20とが設けられている。位置合せ体20には、エアマイクロメータ12の測定用ゲージ14が取着されている。そして、昇降装置15の駆動に基づき、位置合せ装置11及び測定用ゲージ14が下方に移動した際に、該測定用ゲージ14の測定子36の端縁部36aがワークWの内側縁部17に当接した場合、位置合せ体20は、装置本体18に対して相対移動する。
(もっと読む)
微小孔の検査方法及び微小孔の形成方法
【課題】 プラスチックシートに貫通形成された微小孔の形成状態の良否判断を行う場合、電子顕微鏡等を用いての高倍率での観察が必要である。この場合、観察が容易でなく、また良否判断をするには形成状態を熟知している必要がある。
【解決手段】 穿孔前のプラスチックシートに薄膜を設け、プラスチックシートに穿孔して微小孔を貫通形成する。この後、プラスチックシートの薄膜を設けた面を観察面として、穿孔して貫通形成された孔部の周辺の皺や亀裂を観察することにより、微小孔の形状の検査をする。
(もっと読む)
タイヤ摩耗検知システム及び空気入りタイヤ
【課題】タイヤや路面を傷つけることがなく、既存のタイヤに容易に対応でき、タイヤの摩耗検知に対する信頼性が高い空気入りタイヤを提供する。
【解決手段】空気入りタイヤ10は、トレッド部の溝部30に配設された突起部40と、突起部40のタイヤ径方向内側に配設され、突起部40にかかる歪を検知する歪センサ70とを備える。
(もっと読む)
トンネル内空変位計測システム、トンネル内空変位計測方法およびトンネル内空変位計
【課題】 トンネル断面の巨視的な内空変位を常時実用上十分な計測精度で得ることを可能とすると共に、簡単な機構でメンテナンスフリーを可能とする。
【解決手段】 トンネル内空変位計測システムは、覆工41に植設された支柱421〜429の各基端部に棒状変位計411,416,421,426,431,436,441,446の各端部、支柱421〜429の各先端部に棒状変位計413,414,423,424,433,434,443,444の各端部、支柱421〜429の各基端部と各先端部に棒状変位計412,415,422,425,432,435,442,445の各端部をそれぞれピン結合する。棒状変位計411〜416,421〜426,431〜436,441〜446からの軸方向変位に応じた信号に基づきトンネルの下端部の既知の2節点を基点として順次、3つの棒状変位計の交点座標を連続的に算出してトンネルの変状を測定する。
(もっと読む)
形状加速度計測装置及び方法
【課題】 連続したリアルタイムの計測ができ、かつ/または、動的形状を追跡できる。
【解決手段】 少なくとも1つのフィールド測定センサと、基体内の少なくとも1つの曲率測定センサとを有したセンサアレイであって、フィールド測定センサはフィールドに対して基体の配向データを得ることができ、曲率測定センサは動的・静的形状と、地質学的、構造的、生物学的物体の振動を測定するための、構造体内の相対的配向データを得ることができる。
(もっと読む)
1 - 15 / 15
[ Back to top ]